SBS全密式螺杆传动模组
滚珠丝杠(选型手册)

SBS.SEBS技术介绍
SBS/SEBS技术介绍一、概述SBS是用途广泛的产品,主要有四大用途,即:橡胶制品、塑料改性剂、胶粘剂和沥青改性剂。
橡胶制品方面, SBS模压制品主要用于制鞋(鞋底)工业,挤出制品主要用于胶管和胶带;作为塑料改性剂,少量SBS与聚丙烯、[wiki]聚乙烯[/wiki]、聚苯乙烯以及聚碳酸脂、聚酰胺等共混可明显改善制品的耐低温性能和抗冲击强度; SBS作为建筑沥青和道路沥青的改性剂可明显改进沥青的耐候性和耐负载性能。
SEBS是性能优异的产品,是SBS经加氢改良的产品,SEBS与SBS相比,SEBS的耐热性显著提高,使用温度和加工温度分别可达130℃和290℃,而SBS相应为65℃和200℃;耐候性好,暴露实验3000小时后,强度保持率为95%;电绝缘性和掺混性也有所改进。
SEBS广泛用于生产高档弹性体、胶粘剂、润滑油增粘剂、高档电缆电线的填充料和护套料等领域,可制作各种软接触材料如手柄、文具、玩具、运动器材的把手以及汽车密封条等,其边角余料可重复使用。
二、技术介绍SBS(SEBS)生产装置共分为:原料精制、助剂配制、聚合、加氢(生产SEBS时)、凝聚、后处理及溶剂精制等。
其技术分述如下:1、聚合技术SBS聚合技术目前有间隙法和连续法,均采用阴离子聚合。
连续法的消耗、能耗及产品质量均较间隙法要优,但投资较大,目前国内所有生产厂家均采用间隙法,国际上大部分生产厂家亦采用间隙法。
我公司对此生产技术进行了不断创新,使聚合技术达到了国际先进水平。
2、加氢技术加氢是气液催化反应,有茂系和镍系催化两种工艺,目前国内具有茂系催[wiki]化工[/wiki]艺技术,其加氢度和产品质量均达到国际先进水平。
3、凝聚技术SBS及SEBS均采用水析法凝聚,其原理是胶液在热水中析出成固体,而溶剂被脱除,从最初的单釜凝聚发展到双釜凝聚,能耗已大幅度降低。
4、后处理技术目前后处理技术有单机流程和两机流程,单机流程采用SDU脱水,然后用带式干燥机和流化干燥机进行干燥;两机流程采用振动筛和挤压机脱水,然后用膨胀干燥机和搅拌干燥机进行干燥;两相比较,单机流程流的程短、挥发份含量低、能耗小,但产品为密实型;而两机流程投资低、产品为蓬松型,后续用户加工相对容易。
模具注塑术语中英文对照

资料范本本资料为word版本,可以直接编辑和打印,感谢您的下载模具注塑术语中英文对照地点:__________________时间:__________________说明:本资料适用于约定双方经过谈判,协商而共同承认,共同遵守的责任与义务,仅供参考,文档可直接下载或修改,不需要的部分可直接删除,使用时请详细阅读内容根据国家标准,以下为部分塑料模具成形术语的标准翻译。
# q# [& x+ L, `动模 Movable Mould Moving Half4 E. u* i; o. U2 C. j- Z: H定模座板 Fixed Clamp Plate Top Clamping Plate Top Plate 0 \" s* Q8 W3 _% e] r动模座板 Moving Clamp Plate Bottom Clamping Plate Bottom Plate 9 ]上模座板 Upper Clamping Plate: _% |6 K d0 {8 w下模座板 Lower Clamping Plate 2 X: H: [- i. v0 R3 k1 d6 E凹模固定板 Cavity-retainer Plate 6 m3 o+ A% k. l8 Y" W! P型芯固定板 Mould Core-retainer Plate 0 V; tb凸模固定板 Punch-retainer Plate模套 Die Body Die Sleeve Die Blank. l支承板 Backing Plate Support Plate( I4 b; D& j6 f' r8 n垫块 Spacer Parallel R支架 Ejector Housing Mould Base Leg: p模头Die Head 3 ~% T] L6 d1 D} c模具分类8 a- ]8 V5 ^7 ]6 p m+ V5 J/ q- iInjection Mold 注塑模 Plastic Rubber Mould 塑胶模 4 Rubber Molding 橡胶成形Hot Chamber Die Casting 热室压铸 : Sand Mold Casting 砂模铸造Extrusion Mold 挤出模 #Multi-Cavity Mold 多模穴模具Palletizing Die 叠层模Plaster Mold 石膏模 Three Plates Mold 三板模 Plain Die 简易模 Pierce Die 冲孔模Forming Die 成型模 Progressive Die 连续模Gang Dies 复合模 Shearing Die 剪边模) Cavity Die 型腔模Riveting Die 铆合模 Compression Molding 压缩成型 " Flash Mold 溢流式模具Extrusion Mold 挤压式模具 .Split Mold 分割式模具 Mould Cavity 型腔母模 $Mold Core 模芯公模 Large Die Mold 大型模具, Precise Die Mold 精密模具Complex Die Mold 复杂模具) a! t: n2 p/ O-s a7 qFoaming Mould 发泡模具Metal Die 金属模具9Plastic Mold 塑料模具 Tool Stamping Die Punch Die 冲压模具9 l; ]( [! X; i5 h* LExtrusion Die 挤压模具 Graphite Die 石墨模具' h& n) b1 H% z- c流道浇口部分4 e9 ` c: `# T. X1 {3 p+ f8 FRunner System 浇道系统Sprue Cold Material Trap 浇道冷料井Sprue Puller 拉杆Runner Design 流道设计 & _$ G. i+ X1 I2 I! k5 X; vMain Runner 主流道Secondary Runner 次流道 tMould Gate Design 浇口设计Submarine Gate 潜伏浇口 3 P( L( r' E5 I& y6 w8 @Tunnel Gate 隧道式浇口 Pinpoint Gate 点浇口 , Fan Gate 扇形浇口Side Gate 侧浇口 4 j+ z3 v2 @: w. F' eEdge Gate 侧缘浇口Tab Gate 搭接浇口Film Gate 薄膜浇口Flash Gate 闸门浇口 ! r6 w+ w. @( @7 v- N% y! r8 `Slit Gate 缝隙浇口Dish Gate 盘形浇口 'Diaphragm Gate 隔膜浇口Ring Gate 环形浇口 Runnerless 无浇道Sprueless 无射料管方式Long Nozzle延长喷嘴方式Sprue 浇口,溶渣 9Insulated/ Hot Runner 热浇道 Runner Plat 浇道模块 ; Valve Gate阀门浇口 Slag Well冷料井 % V% @, i# J" m9 C' [Cold Slag 冷料渣Sprue Gate 射料浇口Nozzle 射嘴Sprue Lock Pin 料头钩销(拉料杆)注塑缺陷: x, a! ~8 U+ s+ zFlash 飞边 ) E9 V/ I5 E+ a& V9 oWarpage 翘曲8Air Trap 积风 - I) P! H$ @4 K# }Blush 发赤 $Flow Line 流痕 , S!U$ m# V, i& b; c% M$ gSplay 银纹 9 ~8 Z/ J! M. E( J$ Short Shot 短射(Sink Mark 缩痕 !Streak 条纹m: p( K- t5 |: c# E$ Y: KVoid 缩孔$Weld Line 熔接线 : w$ x8 |/ W! s1 m5 p; XGas Mark 烧焦 5 w6 P' U/ H8 h+ @/ |Cold Slug 冷斑 $Delamination 起皮 5 {, y* z" U% d' c, C% Y$ sBurr 毛刺 8 m+ x; d. x8 ? h. @* zFlaw Scratch 刮伤 - n2 ~* G* J3 {5 ZGloss 光泽3 c# s. z5 M% }0 C6 i- H4 s$ N" F6 eGlazing 光滑 8 N8 A4 s; x& z2 E; K; HSurface Check 表面裂痕Hesitation 迟滞. q; S; g; )2 I ) 注塑工艺$ c- Y$ F* Q. L# ~6 X2 ]* {* p( qMolding Conditions 成型条件Drying 烘干 * Z8 S1 p N4 \) }' L" y- HBarrel Temperature 料筒温度( B8 p: n) \: \+ f5 I2 YMelt Temperature 熔化温度4 W: b1 V; r2 |1 ) M ^2 X$ qMold Temperature 模具温度Injection Pressure 注塑压力Back Pressure 背压 5Injection Speed 注塑速度 ( j9 Screw Speed 螺杆转速 ' {% B& }+ `, zTensile Strength 抗拉强度Tensile Elongation 延伸率 /Flexural Modulus 弯曲模FlexuralStrength 抗弯强度Shrinkage 收缩率 9 t9 D2 J; M2 s7 ~( h4 U9 ?/ lRegrind Usage 次料使用Moulding 模塑机械设备8 [) C, u3 q5 OLathe 车床 9 M) f* H% u1 k3 d3 WPlaner 刨床 5 h.H' O/ O7 p1 ~Miller / Milling Machine 铣床 Grinder 磨床 Driller 钻床$ [# J* V$ l9 c$ U0 b: g: NLinear Cutting 线切割Electrical Sparkle电火花 , Welder 电焊机 Punching Machine 冲床 ! s) ]+ ]) t2 L3 n0 g: R. C0 LRobot 机械手 2 J" c0 e" ~+ \Common Equipment 常用设备 - `( [$ i*i8 _' k9 e- T8 ]$ N* hEDM Electron Discharge Machining 放电加工3D Coordinate Measurement 三次元量床 Boring Machine 搪孔机5 A: ?; r# i: d @Contouring Machine 轮廓锯床Copy Grinding Machine 仿形磨床 !N( e2 K, e4 K& P' Cylindrical Grinding Machine 外圆磨床 8 |' m8 g, X9 O; t0 G- O& r) hDie Spotting Machine 合模机Engraving Machine 雕刻机}+ L# L: d) IEngraving E.D.M 雕模放置加工机) O( P# l/ L. ^* x5j A" m- }! HForm Grinding Machine 成形磨床 Graphite Machine 石墨加工机 * hHorizontal Boring Machine 卧式搪孔机 8Horizontal Machine Center 卧式加工制造中心 + |# j x* F0 A; t2 F, LInternalCylindrical Machine 内圆磨床. W" e& c, B0 {模具零件* ]0 S9 G) fTop Plate 上托板(顶板) 2 r6 E* [5 N% R6 ?9 o! B- p& TTop Block 上垫脚 : k4 _1 J. r* f; }. L$ lPunch Set 上模座 2 v1 a) G+ ]# j% PPunch Pad 上垫板 0Punch Holder 上夹板 Stripper Pad 脱料背板 * t; ~/U2 {; gUp Stripper 上脱料板}/ s2 l9 R! m1 vMale Die 公模(凸模)Feature Die 公母模 / @6 _4 _$ l( E: ?% ^! x/ Z: OFemale Die 母模(凹模) , `( x6 U$ x' y$ L) j- rUpper Mold Plate 上模板 Lower Mold Plate 下模板 + s: K$ F/ x- q z! q$ J% u5 @Die Pad 下垫板 Die Holder 下夹板# U( l+ m% ~5 F3 uDie Set 下模座 3 L7 E3 b! `- ~- o) ^6 hBottom Block 下垫脚 1 U- z! ~1 x0 x! P" wBottom Plate下托板(底板)Stripping Plate 内外打(脱料板) " q+ EOuter Stripper 外脱料板 9 t3C/ k/ {8 u: A2 D( XInner Stripper 内脱料板Lower Stripper 下脱料板 5`6 Y8 S; ^8 I/ g! G2 h* ]; sInner Guiding Post 内导柱9 S- N! U+ ^6 Q1 l! o$ R, { D6 YInner Hexagon Screw 内六角螺钉Dowel Pin 固定销 7 ~$ Z5 o; S% y* N* q& y. G* AMould Coil Spring 模具弹簧 !Lifter Pin 顶料销 / F+ Isoheight Sleeve 等高套筒 Pin 销 .Lifter Guide Pin 浮升导料销 + o; c) m* d0 n8 l( L ]4 ]Guide Pin 导正销 ) h" C5 F) K, t9 aWire Spring 圆线弹簧# v; R* \! Z2 K5 ~; ]& X% [5 BOuter Guiding Post 外导柱 , u+ b&`- k+ AStop Screw 止付螺丝Located Pin 定位销 0 g) R( q- j4 [ y4O1 C bOuter Bush 外导套 - a0 y+ Q7 p, e'Punch 冲头 Insert 入块(嵌入件)Deburring Punch 压毛边冲子 " j+ u- W/ u! P% zGroove Punch 压线冲子G5 H/ C/ n) {/ P. bStamped Punch 字模冲子 * |0 O/ z) ^+ r; B, pRound Punch 圆冲子 " T8 A' ?$ h4 f3 U# ?# A# [Special Shape Punch 异形冲子 5OBending Block 折刀 Roller 滚轴 # l7 u6 T- |5 I$ Y% l I% nBaffle Plate 挡块Located Block 定位块 8 l% M4 c# g3 [- [% T2 gSupporting Block for Location 定位支承块 Air Cushion Plate 气垫板Air-Cushion Eject-rod 气垫顶杆Trimming Punch 切边冲子 -Stiffening Rib Punch Stinger 加强筋冲子9 L9 z; ?/ a6 O, s' dRibbon Punch 压筋冲子 Reel-stretch Punch 卷圆压平冲子 'Guide Plate 定位板 / L0 F; r1J/ ) ?Sliding Block 滑块0 M! u% L3 {( T2 h# WSliding Dowel Block滑块固定块 + |2 C) c* F' f, d6 v; YActive Plate 活动板 8 h5 u* S$ a7 JLower Sliding Plate 下滑块板 Upper Holder Block 上压块Upper MidPlate 上中间板Spring Box 弹簧箱 Spring-Box Eject-rod 弹簧箱顶杆Spring-Box Ejec模具技术用语7 D+ l$ ?4 l2 Q各种常用模具成形方式& O+ x; `5 v o- P" KAccurate Die Casting 精密压铸Powder Forming 粉末成形# w: j%_$ i0 ZCalendaring Molding 压延成形 ) @6 I( c" @8 V. h- j9 uPowder Metal Forging 粉末锻造+ R# C! t( I: h" F1 r; sCold Chamber Die Casting 冷式压铸 8 \. d( o/ X+ L+ l3 A" j/ A2 mPrecision Forging 精密锻造"Cold Forging 冷锻 Press Forging stamp forging冲锻6 m$ q. @( ]) C' ZCompacting Molding 粉末压出成形 : Rocking Die Forging 摇动锻造Compound Molding 复合成形 ! N/ q% {1 L, ^) \" GRotary Forging 回转锻造' V9 g( j* }' T$ YCompression Molding 压缩成形 % {( g y7 U" Q8 f4 r+ wRotational Molding 离心成形$ Dip Mold 浸渍成形 2 u( e. c2 L5d( U2 K& IRubber Molding 橡胶成形" q- m4 s9 x9 M; O' oEncapsulation Molding 注入成形 3Sand Mold Casting 砂模铸造Extrusion Molding 挤出成形 Shell Casting 壳模铸造- Foam Forming 发泡成形 ' I5 o, _0 v/ v8 l4 V% t9 vSinter Forging 烧结锻造9 V" _0 B3 f/ s7 J7 O, LForging Roll轧锻Six Sides Forging 六面锻造2 l3 S( W- D) nGravity Casting 重力铸造" l) R/ ]" |, N" D7 Y, HSlush Molding 凝塑成形\% J4 \% c; L1 KHollow Blow Molding 中空(吹出)成形 Squeeze Casting 高压铸造8 P* d( s2 u5 F# F h5 }# BHot Chamber Die Casting 热室压铸 0Swaging 挤锻; j" w" c9 S4 N5 tHot Forging 热锻 ;Transfer Molding 转送成形$ Injection Molding 射出成形 " U3 {- C+ d m/ Warm Forging 温锻- G8 n3 j2 {; O1 KInvestment Casting 精密铸造Matched Die Method 对模成形法* z6 w' w# e" B2 s. Laminating Method 被覆淋膜成形 % m; O9 r( Q( o# d8 z* h( O) cLow Pressure Casting 低压铸造1 ^- z7 `# z, d$ JLost Wax Casting 脱蜡铸造 ; [3VMatched Mould Thermal Forming 对模热成形模8 |9 _7 \- _; Q+ f; K& X/ Z0 Q! bClose Mold 合模 Demould 脱模脱模剂/ O, [9 v% H- B1 DMould Unloading 开模8 Tool Change Retooling Die Changing 换模% Mould Clamping 锁模3 }$ N. {# K: D6 [+ R! C! s) r各式模具分类用语# b' k3 _3 M4 T.i/ U8 @( q1 MBismuth Mold 铋铸模 Landed Plunger Mold 有肩柱塞式模具- b9 M$ o* m( M0 |& x0 LBurnishing Die 挤光模 7 |- f: J" P. w1 S, B' Landed Positive Mold 有肩全压式模具.Button Die 镶入式圆形凹模 ! [% ?9 \$ ]6 n$ BLoading Shoe Mold 料套式模具$ B9 v; I; [4 b* v6 e6 E$ r. CCenter-Gated Mold 中心浇口式模具 .D) g' y" c2 _0 L1 cLoose Detail Mold 活零件模具Chill Mold 冷硬用铸模' D$ C5 m) S }2 t5 l* v+ {+ `; gLoose Mold 活动式模具/ Cold Hobbing 冷挤压制模法 4 @3 N3 w9 |. H7 h& WLouvering Die 百叶窗冲切模7 d+ t: E5 _" F9 e# H; iComposite Dies 复合模具 . t; p" F+ n! w, K8 s3 Q) _Manifold Die 分歧管模具6Counter Punch 反凸模7 S3 R5 J6 R! j7 P$ {Modular Mold 组合模具4Double Stack Mold 双层模具 ! k0 {$ ]8 l/ sMulti-Cavity Mold 多模穴模具% `" E8 g. w/ c Electroformed Mold 电铸成形模 & Multi-Gate Mold 复式浇口模具Expander Die 扩径模% a+ n1 u% E& c1 D# q7 f( G# D" Z AOffset Cold Bending Die 双折冷弯模具' n+ p1 p: Q2 z& ~/ C8 E. w& M1 wExtrusion Die 挤出模 8 IPalletizing Die 叠层模9 i* ^6 G: w% {5 J7 l" D( u) [& w# uFamily Mold 反套制品模具 7 [& G" K, S" Z; uPlaster Mold 石膏模2 I! L! [; B. g" Q2 J4 zBlank Through Dies 漏件式落料模! ?/ A. _* ]. D( pPorous Mold 通气性模具' d: hDuplicated Cavity Plate 复板模 , E& i, ]. d% x3 e( l' ?Positive Mold 全压式模具; g Q1 r/ E5 e* I& M4 s5 }Fantail Die 扇尾形模具 / F, }/ x. X9 `; X& H( R6 h9 x( M& x9 `Pressure Die 压紧模: a7Fishtail Die 鱼尾形模具 ( |$ V) s( t* d9 \Profile Die 轮廓模6 { v: G! E/ J" i8 p9 E5u5 ^4 |Flash Mold 溢料式模具 # H. r6 ^; z0 [7 ]! F2 Q3 WProgressive Die 顺序模9 z: G1 X, O/ oGypsum Mold 石膏铸模 5 y0 _& ~* C/ S% Y7 B4 k! c1 MPortable Mold 手提式模具, r( Y' L/ o4 ]/ Y! u( gHot-Runner Mold 热流道模具 Prototype Mold 雏形试验模具原型模具5 B$ w p: n" ?& iIngot Mold 钢锭模' J* ]1 [6 ^$ T& c9 o, D {; NPunching Die 落料模1 Lancing Die 切口模切缝模2 r6 g4 \' m5 l* T# P, K- ]0 v' WRaising(Embossing)压花起伏成形+ ~7 k) O5 Q0 g1 d% V# ?Re-entrant Mold 倒角式模具 2 `$ k2 A+ I/ z- |# O. ~Sectional Die 拼合模c! \1 N# m: X- sRunless Injection Mold 无流道冷料模具A4 f0 ?8 V+ q l& s8 F% x& kSectional Die 对合模具Segment Mold 组合模 + B: f; T: ^* G4 V* p: i6 ?Semi-Positive Mold 半全压式模具- l9 O& r. k# }% Z$ q$ x' Shaper 定型模套 1 P, I g; F' i6 y! M( ?Single Cavity Mold 单腔模具3 v+ M$ M, a) J) mSolid Forging Die 整体锻模 '~& j, e0 m7 v2 z: Q7 nSplit Forging Die 拼合锻模$ g.Split Mold 双并式模具 * m4 ]6 a& b8 }9 ySprueless Mold 无注道残料模具5 j: d& F! G; Z, k6 i$ pSqueezing Die 挤压模 0 W8 Z' I4 @: P: {4 pStretch Form Die 拉伸成形模4Sweeping Mold 平刮铸模 ; f9 L' \4 D8 r1 G9 c4 d- lSwing Die 振动模具%Three Plates Mold 三片式模具 9 Trimming Die 切边模4Unit Mold 单元式模具 $ Universal Mold 通用模具) Q: H2 d) R, x8 I2 fUnscrewing Mold 退扣式模具 / Q1 K5 \6 t0 ]* E Q4 Y' [6 H% sYoke Type Die 轭型模t-Plate 弹簧箱顶板 # c9 C2 \, R: Q3 I9 A4 rBushing Block Liner Bushing 衬套 , m4 p& y/ Q: x) TCover Plate 盖板 & _2 p6 m# {- hGuide Pad 导料块模具厂常用之标准零配件 I8 p1 L G- S( t1 M: y# )6 lAir Vent Valve 通气阀 $ V, i; S( c0 d xAnchor Pin 锚梢7Angular Pin 角梢 9 _8 `! H5 U+ q2 P3 R8 oBaffle 调节阻板( L, J3 i2l4 B7 ^' N& lAngular Pin 倾斜梢6 r j, m2 u6 ?, T" @- Q. fBaffle Plate 折流档板$ Ball Button球塞套 5 f2 s6 ]4 y8 ~) J, a, r& \! w% EBall Plunger 定位球塞 B w- `; n L$ c/ {3 c2 UBall Slider 球塞滑块 % v3 @+ c: o* fBinder Plate 压板6Blank Holder 防皱压板 . J4 n7 [0 Q& {# _0 B6 N9^Blanking Die 落料冲头. `.Bolster 上下模板m3 B- p% E! V/ c0 DBottom board 浇注底板7Bolster 垫板 $ Bottom Plate 下固定板*Bracket 托架 / ^' u2 K% d6 }# h: L1 Z i6 |Bumper Block 缓冲块: h/ D; \0 ]5 V1 C$ K; A9 Y rBuster 堵口 2 z: ?: Z, {( b* _" k& ACasting Ladle 浇注包4 l* w: G7 U: v! f t: rCastinglug 铸耳 % O. _+ [; x: z3 a; e" `Cavity 模穴(模仁)* e7 |5 n" g$ ], GCavity Retainer Plate 模穴托板 Center Pin 中心梢1 Clamping Block 锁定块2 L7 b+ }1 s2 I7 _" ]- XCoil Spring 螺旋弹簧% Z( r4 }% `- e3 W+ \! U+ HCold Punched Nut 冷冲螺母 !Cooling Spiral 螺旋冷却栓1 Core 心型 3Core Pin 心型梢0 k, X/ o# U8 Z% u Cotter 开口梢 Cross 十字接头 1 Cushion Pin 缓冲梢 8 j' Y* z1 m/ I. W( l( m" G: R: ~Diaphragm Gate 盘形浇口Die Approach 模头料道, d* {3 ^ n8 y3 n$ n4 YDie Bed 型底Die Block 块形模体 . |! O1 U: E% m3 M( wDie Body 铸模座8 |7 V' x1 q* f- [) W! w( r0 dDie Bush合模衬套 ;Die Button 冲模母模3 K, }$ J; K+ qDie Clamper 夹模器 8 T* W4 ~) b% Q: R6 [7f aDie Fastener 模具固定用零Die Holder 母模固定板 * a% @% C/ R, {/ Y1 FDie Lip 模唇: [3 f8 Y- N* q2 V, iDie Plate 冲模板Die Set 冲压模座5 u* q. V8 ?. qDirect Gate 直接浇口Dog Chuck 爪牙夹头$Dowel 定位梢 ,Dowel Hole 导套孔. x+ ]6 W/ x, S/ l9 ?% t, m2 [Dowel Pin 合模梢 3 R8 y7 m5 K" K5 {- nDozzle 辅助浇口)Dowel Pin 定位梢 # Draft 拔模锥度. t. h; F) o# W0 N" l8 oDraw Bead 张力调整杆 6 \, M' z/ Drive Bearing 传动轴承. ]0 \3O% O1 m) D DEjection Pad 顶出衬垫 2 m4 z( v/ T* A+ B KEjector脱模器+ L6 [. V" ^- x/ _$ YEjector Guide Pin 顶出导梢6 p) H; x4 m& M2 Q) H# K$ [Ejector Leader Bush 顶出导梢衬套. EEjector Pad 顶出垫7 Ejector Pin 顶出梢9 K9 E% e% C' kEjector Plate 顶出板) |4 A( C, m7 i) [/ m* u5 }# l$ aEjector Rod 顶出杆9 Ejector Sleeve 顶出衬套[6 t. Y8 f9 X& \Ejector Valve 顶出阀: q# n$ B- o& K4 W7 _$ I/ v" M. P! aEye Bolt 环首螺栓 * c6 T0 w/ c6 M0 Filling Core 填充型芯椿入蕊: Film Gate 薄膜形浇口 / D$ n* l! J' ^9 ^. L% I6 JFinger Pin 指形梢6 Finish Machined Plate 角形模板% Q x2 I0 Q) w5 {Finish Machined Round Plate 圆形模板) s7 d3H/ V$ KFixed Bolster Plate 固定侧模板 , T2 m) T5 x$ t( zFlanged Pin带凸缘针. D( y' J6 E7 {Flash Gate 毛边形浇口 -Flask 上箱Floating Punch 浮动冲头 +Gate 浇口3 _-Gate Land 浇口面9 Q& Y' q8 Y# q7 j. FGib 凹形拉紧楔/ s;Goose Neck 鹅颈管 $ K& Y"r! X8 {/ V1 C3 O$ wGuide Bushing 引导衬套& Guide Pin 导梢 Guide Post 引导柱+ G: Guide Plate 导板 9Guide Rail 导轨, L5 w s6 Z& E2 k3j$ H0 C7 QHead Punch 顶头冲孔}( a: _ Z& Z5 W( |. W9 J+ tHeadless Punch 直柄冲头+ w; ]* L0 P; B2 N$ t(Heavily Tapered Solid整体模蕊盒 2 H# E2 A- {$ E1 u2 H, @Hose Nippler 管接头. Impact Damper 缓冲器 5Injection Ram 压射柱Inlay Bush 嵌入衬套8 W1 |0 }, U+ q;b _+ i" vInner Plunger 内柱塞' ]- P+ {* R0 P8 v% K+ T" `+ YInner Punch 内冲头 # }! G7 a4 [+ _ L) A$ IInsert 嵌件 4 h1 ]3 H( G* T- F: m' m; LInsert Pin 嵌件梢 1 E/ D9 E" l5 R7 c- L6 f1 PKing Pin 转向梢- King Pin Bush 主梢衬套 , s0 |6 g7 w* B' _. rKnockout Bar 脱模杵8 W.B+ {5 \. v( h0 tLand 合模平坦面 #Land Area 合模面1 Q5 r. e& H( b3 fLeader Bush 导梢衬套 6 `+ n3 A) b' S: _Lifting Pin 起模顶针起模杆! J; K9 L K6 P/ [, S" A# lLining 内衬Locating Center Punch 定位中心冲头4 F# m+ s) D' a3 {Locating Pilot Pin 定位导梢 $ x8 P4 ~6 a" x* }9 a# T& n6 sLocating Ring 定位环8Lock Block 压块 3Locking Block 定位块% Y# s) u! E* KLocking Plate 定位板 ; v3 @2 S8 |& } \# P- t'|Loose Bush 活动衬套1 X8 s' C4 _ t5 K' bMaking Die 打印冲子4Manifold Block 歧管档块" Z6 z0 J. F2 G/ u1 O6 lMaster Plate 靠模样板 * ]" S# Q5 z, b1 p0 d: c B, qMatch Plate 分型板1Mold Base 塑胶模座 & Q$ A! ^- f( s' v, w' s% C6 v! I- ~Mold Clamp 铸模紧固夹: L9 k/ H* Y" wMold Platen 模用板p7 l% p: U$ a* e: JMoving Bolster 换模保持装置+ r! o5 @. P7 S4 H `- DMoving Bolster Plate 可动侧模板, r8 u2 q$ O# U2 Z, FOne Piece Casting 整体铸件9 Parallel Block平行垫块 + |Parting Line 分模线6 s% t! x- m& tParting Lock Set 合模定位器Pass Guide 穴型导板- C Y$ R% d8 Y: f( MPeened Head Punch 镶入式冲头锤击强化冲头钻杆凸模' j3 J* r8 N/ g- a( x; y% \Pilot Pin 定位销导向销子6 n8 m9 B; K; c" O& D r; VPin Gate 针尖浇口 # _3 u r" w$ J2 z5 { B4 L0 ^Plate 衬板0 a5 v b0 ?1 I5 _1 e( ]8 ~Pre Extrusion Punch 顶挤冲头5 P1 F2 b. Y& d* b8 \) S, H( UPunch 冲头1 H+ ^6 p( v, b bPuncher 推杆4 Z' I% e, X* g% ]4 R' c/ WPusher Pin 衬套梢 4 x3 {" D+ X S3 c. O# ~Rack 机架 4 u' }) F z6 y& }% |5 g' V- pRapping Rod 起模杆! _4 ^# Z! [# {% X! p C* MRe-entrant Mold 凹入模1 D( N4 D) S& z3 M; n1 | V. qRetainer Pin 嵌件梢& p! l! H+ x8 a( xRetainer Plate 托料板 $ R4 z% x, H4 x0 z6 V0 [- NReturn Pin 回位梢/ Q, g5 s- s/ W# kRiding Stripper 浮动脱模器8 ?4 ?9 t9 p( @) \. z0 Z3 ^6 b7 kRing Gate 环型浇口0 z7 o6 E( d/ j/ r: K" i! R. {Roller 滚筒 " o5 k' z( E3 k. LRunner 流道& z- O4 _* f" g2 x6 xRunner Ejector Set 流道顶出器 + O. F/ `:_( \4 b6 jRunner Lock Pin 流道拉梢8 w$ s! X# m3 I0 \7 yScrew Plug 头塞3 z# l9 G/ |5 i m5 v8 o% PSet Screw 固定螺丝+ N$ X# C7 x" xShedder 脱模装置; I0 C" N* D" e ^ Y; o1 oShim 分隔片/ x) Y1 U' C0 o L/ m Shoe 模座之上下模板" g- O) O# _! ~7 n$ L; w- Q; t7 zShoot 流道1 X0 F( v7 E" |( m" ` Shoulder Bolt 肩部螺丝`2 l- Y& o# j p; X# U+ bSkeleton 骨架. X) T# B# t3 f+ g/ A- q4 `9 DSlag Riser 冒渣口 ' _3 l8 m3 G, v3 g- ySlide(Slide Core)滑块- r* {" r+ l' U v5 fSlip Joint 滑配接头: G8 g7 F) J; o/ ]Spacer Block 间隔块& m0 L/ w: z# q8 s3 q) v: OSpacer Ring 间隔环 ! ^, e/ U6 U$ j4X O1 E8 J% m2 f+ xSpider 模蕊支架; l: a6 i# w1 P" FSpindle 主轴( {4 G' @% B6 u' g3 j/ f3 sSprue 注道2 C$ q B$ d' g4 uSprue Bushing 注道衬套 / i- y- Q/ V$ f8 L; S; ^' VSprue Bushing Guide 注道导套. c5 @# o& T; }Sprue Lock Bushing 注道定位衬套 2 ?* ~5 C, M+ L [Sprue Puller 注道拉料浇道推出杆注道残料顶销; k9 |: U+ k) P! E6 Q( @6 ]Spew Line 合模线 6 T0 P: [' w8 Q JSquare Key 方键& `8 o o8 q/ e7 F* C* iSquare Nut 方螺帽- u* Z7 ~0 S0 @. dSquare Thread 方螺纹* L7 T9 v: E9 ]6 Y2 O3 WLimit Stop Collar 限位套 5 b9 m" ^6 o( \5 k, a- ZStop Pin 止动梢' d ^' w& X; U) _! JStop Ring 止动环 6 m4 b1 p- e6 ~- UStopper 定位停止梢' o; G, @- `" EStraight Pin 圆柱销# G. B: F8 m k6 lStripper Bolt 脱料螺栓2 J0 G/ g& W; p; l2 P" pStripper Bushing 脱模衬套' ), T, o" n' m0 V3 X2 ?Stripper Plate 剥料板& D* {: a0 w%X R2 aStroke End Block 行程止梢- r$ \: Z! @: t+ ^! G% o, } {Submarine Gate 潜入式浇口8 s# Y* E, ~9 R' Q3 oSupport Pillar 支撑支柱顶出支柱 * Z" l6A( @$ N8 )2 BSupport Pin 支撑梢2 F& L9 y1 `# i; k9 oSupporting Plate 托板9 e* y9 r9 ?/ C* e4 JSweep Template 造模刮板5 e} n8 X, J; f$ F# b5 r& hTab Gate 辅助浇口 } } [; [' J1 l" v: PTaper Key 推拔键, k] ^0 A. o# {* p; w @: G. h( s' s0 eTaper Pin 拔锥梢锥形梢& _+ Y) T! m4 u} q& u9 XTeeming Pouring 浇注: t2 c/ ~/ F- ]Three Start Screw 三条螺纹 7 D7 x6 N1 x1 Q% B& RThrust Pin 推力销: z- S0 I ^$ n+ KTie Bar 拉杵 ! S8 _9 g& W9 F$ bTunnel Gate 隧道形浇口- R* M! T& D8 e" T! U+ h7 zVent 通气孔$ S5 s' V0 ~9 hWortle Plate 拉丝模板模具常用之工作机械5 U9 q2 r/ G" J9 o4 n7 _3D Coordinate Measurement 三次元量床0 A+ w* K' ~' Y, `" E; HBoring Machine 搪孔机: g* k1 ?5 r$ e, G1 Y ~CNC Milling Machine CNC铣床# g0 B n& Z# r- W" x3 BContouring Machine 轮廓锯床5 b& J- `6 L! v& ]- ICopy Grinding Machine 仿形磨床* ?! @" s& S' ~5 r9 m! LCopy Lathe 仿形车床, R6 z7 E/ R8 S9 ] n0 eCopy Milling Machine 仿形铣床! |8 ~8 w. _* u3 }5 ICopy Shaping Machine 仿形刨床6 G) ?" V! [& {) NCylindrical Grinding Machine 外圆磨床* f6 [( `8 p: S) [7 CDie Spotting Machine 合模机6 v5 j9 H$ m4 p1 P6 ~Drilling Machine 钻孔机2 Q0 F/ J8 L# \( I. yEngraving Machine 雕刻机! L% j; j9 x9 g* U. H3 MEngraving E.D.M 雕模放置加工机! N- ?+ J( l/ c, y3 \Form Grinding Machine 成形磨床: a1 p' B3 ~5 S: k p, I' GGraphite Machine 石墨加工机! o9 N3 c" N8 X9 dHorizontal Boring Machine 卧式搪孔机5 O! s4 N5 t5 q4 z( [' NHorizontal Machine Center 卧式加工制造中心 - N4 P. g$ H6 y7 P; _Internal Cylindrical Machine 内圆磨床4 N7 I4 ]$ O+ f- Z+ NJig Boring Machine 冶具搪孔机 8 w+ `) y5 c ^- wJig Grinding Machine 冶具磨床: Q, U7 g& Q! Y2 T( r: ?( [4 qLap Machine 研磨机) U' V2 t# g2 T5 _+ p5 @0 YMachine Center 加工制造中心# v, s7 b5 d5 I9 XMulti Model Miller 靠磨铣床 3 w1 P [- ]3 ~' J8 ^5 i. VNC Drilling Machine NC钻床: ^( {# {; x6 b( X* b* ] Z: NNC Grinding Machine NC磨床$ ^3 }9 w2 U+ M6 eNC Lathe NC车床! o) d* ]7 W% h5 [% B3 ^NC Programming System NC程式制作系统# {+ c$ @9 @' a- TPlaner 龙门刨床4 a3 x2 L( |" i' ]" kProfile Grinding Machine 投影磨床5 u) S, Z. q, {0 ]! {& ZProjection Grinder 投影磨床( Z% u+ M/ P7 VRadial Drilling Machine 旋臂钻床1 m- c/ [) }! g4 F$ M* }Shaper 牛头刨床+ `9 B% w7 Y$ y+ X8 Y) u. d8 wSurface Grinder 平面磨床$ P0 K8 I2 ~; _. d& l1 BTry Machine 试模机6 u( ?1 a8 @# v0 T5j$ jTurret Lathe 转塔车床" h; ?' H5 C9 [8 [Universal Tool Grinding Machine 万能工具磨床|- X9 s4 ]+ `Vertical Machine Center 立式加工制造中心+ X( f( e h- j4 H9 l( c9 F- S5 {) kWire E.D.M 线割放电加工机?# A7 n8 c/ c* @: I5 p入水 Gate % D* I+ l; y0 B" H ~+ u' J) I进入位 Gate Location 9 O7 c% a7 l0 J水口形式 Gate Type / h7 @! x/ _ U2 _ t0 u大水口 Edge Gate ) g+ c+ E/ X2 u; a- y细水口 Pin-point Gate % K8 [( g1 p( K& n3 B ~: T水口大小 Gate Size 5 ?* h7 q7 a# v, _转水口 Switching Runner Gate0 j R: I3 ]. G& [1 N; H# p唧嘴口径 Sprue Diameter# |6 k1 ]1 j @+ _流道 Mold Runner , L" y% Z5 N+ [ n- m' H( Y- d热流道 Hot Runner Hot Manifold8 \2 W/ P! D" H4 A0 W' |- d, U. ?8 e2 S温度控制器温控器Thermostat Thermoregulators Temperature Controller% H$ q2 @$ i5 K" S5 I B% f热嘴冷流道 Hot Sprue Cold Runner 9D- ?& H( ]9 j# S! r! D' P, B4 J唧嘴直流 Direct Sprue Gate, [/ U) x. D/ u- c ^: a圆形流道 Round Full Half Runner $ ]/ t.D. v: o& I流道电脑分析 Mold Flow Analysis % N( T, \. K' H% m2 ?流道平衡 Runner Balance5 V5 t) a# M( R7 [+ o0 r: \9 z热嘴 Hot Sprue) N$ _; }$ d, y& p0 ]7 c, W- p热流道板 Hot Manifold & k4 g) C;o# h# d: a& T3 e% X发热管 Cartridge Heater ; P$ f4 I3 G# O& N4 t! D6 `% I探针 Thermocouples2 u1 @ Z: p; `8 B4 L. c- L插头 Connector Plug / J. i2 |7 a7o+ G7 b/ o插座 Connector Socket ! V2 l* {% W- @3 |密封封料 Seal& s% ~3 ?" x: s4 M) d% w5 |运水 Water Line " ^) U2 Y0 B1 Q5 m* s' t9 U喉塞 Line Plug Throat Taps, n5 n5 P* [% B6 n% S E# A喉管 Tube + V% n I2 f% ]2 F' ]+ c; Q1 [& t塑胶管 Plastic Tube ; V% z7 b5 [$ o8 i) r& J快速接头 Jiffy Quick Connector Quick Disconnect Coupling* ^; ?)S9 l: b3 R模具零件 Mold Components 3 V+ N8 j0 E* Y' d* B三板模 3-Plate Mold 3 w( `6 l& Y6 K2 y: `, I二板模 2-Plate Mold, c% I- H& E. t2 |9 K1 z$ M. |8 ?! d; t边钉导边 Leader Pin Guide Pin' s" j3 G/ O2 w$ L边司导套 Bushing Guide Bushing" O5 @8 i: {. m9 j# Y8 W中托司 Shoulder Guide Bushing ( j. k5 ]5 X3 f0 W- V9 h6 w中托边 Guide Pin 1 d; v4 I8 {& Y1 u' @0 J顶针板 Ejector Retainner Plate% \3 b# @- b1 \. Y托板 Support Plate 6 z5 T* ^( u+ s) }/ { c 螺丝 Screw / Y* m/ B' t& p2 I$ P* O) G* [. r管钉 Dowel Pin$ d- ^" v0 c" C+ R/ o6 A. o开模槽 Ply Bar Scot 6 f! u' s4 W1 V0 c内模管位 Core Cavity inter-Lock2 K0 n3 w; {- ^" M# D2 @, N" L& K顶针 Ejector Pin % a, r6 m" [. A2 i/ r0 C, ]司筒 Ejector Sleeve3 g7 R8 Z2 ?: Y司筒针 Ejector Pin ' ~, F: x# j% j* e推板 Eject Plate Push Plate Stripper Plate $ F2 w, z# y- f9 K0 ?, |' r. G缩呵 Movable Core Return Core Puller v+ `4 p& D8 {7 _5 k扣机(尼龙拉勾) Nylon Latch Lock ' W, i1 Y$ ` r( G$ X斜顶 Lifter ! M% v6 @% ^: }, ^$ w- |9 h模胚(架) Mold Base) N& j3 @1 u; z4 X8 ~- [! C上内模 Cavity Insert 0 K/ K* z* T: L9 [) X0 a& Q5 v; p下内模 Core Insert+ t( o( m$ k, _ U$ P* L$ O& R行位(滑块) Slide 8 T1 k4 t$ C+ G2 H; f2 a镶件 Insert/ o9 B3 R8 d# L压座 Wedge2 q3 ?+ E' W) C6 \- u) ^3 M耐磨板油板 Wedge Wear Plate6 f, D, B. b' m( g压条 Plate ) Y+ J# n$ e9 y! o7 _撑头 Support Pillar 0 f0 Z1 @2 @/ X# a5 t( D唧嘴 Sprue Bushing7 e/ G+ ~1 v# A9 F# D* ]挡板 Stop Plate' Q" X% V/ R7 p定位圈 Locating Ring : \# n$ }! g; E2 v3 e7A Y锁扣 Latch 7 A; E" Y0 r9 f' Z Y: X0 [. x扣机 Parting Lock Setz$ v' s/ k: p9 n推杆 Push Bar( s& c3 G- k8 n2 t栓打螺丝 S.H.S.B: ?/ ` Z% r$ M4 L z/ G顶板 Ejector Plate0 E) X& W! ?' u+ n$ Y+ M5 l! H- u活动臂 Lever Arm , ~6 y8 m, w" |分流锥 Sprue Spreader" ^+ A8 K) r' c( c- f6 P分流板 Spreader Plate* F& a `" w* l) S% B- [/ `水口司 Bush : D" ]; k9 ~: K3 i垃圾钉 Stop Pin2 ^# m# C" i& i: u隔片 Buffle8 y1 N# ` E& _/ v* R- @2 @弹弓柱 Spring Rod$ R5 e( _, G/ W3 P弹弓 Die Spring& W) l j6 P, N8 Z2 p$ S. w: z8 o中托司 Ejector Guide Bush 0 M! _! {, V" \) u中托边 Ejector Guide Pin- q# Q+ b" S! C' |' v; u0 x5 _ d镶针 Pin* o/ f9 j( I9 o9 V A! [4 Z销子 Dowel Pin" f& E/ R% ` ~波子弹弓 Ball catch: N0 @! L$ l, W: i: G3 f9 [* \3 h喉塞 Pipe Plug 9 Q8 U9 {2 c/ f+ s3 L5 f* h( |锁模块 Lock Plate9 o4 @3 d: J2 _+ ?& \! }, M斜顶 Angle from Pin* E9 I4 R0 o# V6 C' ]斜顶杆 Angle Ejector Rod 2 F3 w3 c: l( b4 t! X/ U8 Z! I尼龙拉勾 Parting Locks/ E) J& t+ I; s: G" y8 X+ i- p活动臂 Lever Arm/ s0 V' f r4 l, e1 ~& T! g0 b& A复位键提前回杆 Early Return Bar 3 e2 c9 @5 f* O: v+ i2 a气阀 Valves2 o, b% V- M0 s6 Y( J o$ c斜导边 Angle Pin 9 o& w! O/ F) j,Z0 N" t$ z术语 Terms0 \) p' Y4 `( ~! H9 m7 S/ d承压平面平衡 Parting Surface Support Balance * J6 Z9 Q- z, |# K+ a" ^: p模排气 Parting Line Venting % c+ Q5 e8 J0 m; S- ~回针碰料位 Return Pin and Cavity Interference& Z" L& C9 S$ \$ Q! Q0 U- Q顶针碰运水 Water Line Interferes with Ejector Pin4 B! t \1 }8 k料位出上下模 Part from Cavith (Core) Side2 A0 ]9 r4 w: Y$ ~不准用镶件 Do Not Use (Core Cavity) Insert 7 k, ^5 s# ^9 O' y& N用铍铜做镶件 Use Beryllium Copper Insert % I* k) R' E) E* ~4 v8I q- O( q# I初步模图设计 Preliminary Mold Design 0 P# Z9 k7 Z, T3 Z9 J% u0 L 正式模图设计 Final Mold Design- p1 k# ^! N4 c% [( Z `3 q弹弓压缩量 Spring Compressed length9 P& J% P9 A7 R. _* Y" r5 w" ?稳定性好 Good Stability Stable ' K.h) O7 H/ v% @+ t! S强度不够 Insufficient Rigidity $ r5 A, t/ E+ l$ h# f' C均匀冷却 Even Cooling% X! Y( |4 A& `) h( @" P% w1 S0 X3 W2 w扣模 Sticking' D+ I1 L4 ^8 d( o% H. k热膨胀 Thermal Expansion 2 t+ V& h4 m. J: ]7 f$ V, _2 r公差 Tolerance 6 ?7 D" K& Q9 _, ^5 ?6 I% }5 T( l铜公(电极) Copper Electrode, Z; E4 L6 B7 @2 }2 MAir Vent Valve 通气阀$ e( w p/ g# f- P% a( J! o, qAnchor Pin 锚梢. w: K' U; e7 }Angular Pin 角梢 6 k: Q$ ^ [' n# @; \Baffle 调节阻板 6 g! ^7 A, P2 G1 I6 [Angular Pin 倾斜梢% d3 ?2 C3 y/ S8 L' t% w* c/ gBaffle Plate 折流挡板7 F! X: @" G0 V: ~: }1 [Ball Button 球塞套, |! y1 K6 ]9 a* N# C% m) YBall Plunger 定位球塞 3 t1 S- [" N' S0 t" DBall Slider 球塞滑块 7 a2 \; [1 m. x5 H0 S% bBinder Plate 压板5 R+ I, C4 Q8 f. Y6 W' YBlank Holder 防皱压板 * C& _9 ~# X' G9 t6 p4 ~. pBlanking Die 落料冲头5 v% f% @% {/ [Bolster 上下模板% f" b+ S9 ]/ a" g6 ], sBottom Board 浇注底板 1 e" } R+ C2 ]' q$ t" ~Bolster 垫板 : a: P- i; m% E4 ^/ m% G0 CBottom Plate 下固定板 % P* b' v9 S ~Bracket 托架% Z" u1 K6 o. G5 NBumper Block 缓冲块 7 i! r: [' K1 Y+ CBuster 堵口8 N) \' K+ e* q; x5 wCasting Ladle 浇注包: ]3 j. ~* k3 N4 a LCasting Lug 铸耳 , l* Y( V/ L/ Z, I: N$ P Cavity 模腔模穴(模仁) , I- k ?# z8 d" QCavity Retainer Plate 模穴托板0 H N* [* d; s z$ dCenter Pin 中心梢. ?$ n. x% B! o9 A0 O4 bClamping Block 锁定块5 f, F& d: `) I- OCoil Spring 螺旋弹簧2 X1 e+ V, T- u/ y$ t+ H5 sCold Punched Nut 冷冲螺母 & P3 |2 g6 E) [% ?! m5 y% aCooling Spiral 螺旋冷却栓 $ u2 V4 z" h9 E. i2 dCore 心型+ @3 O; l, u8 i9 F: iCore Pin 心型梢 1 W" {& B7 {" s6 |$ sCotter 开口梢 8 r( Q( i2 Q( Q; ]* A0 L" r9 ]Cross 十字接头" w/ {; L9 y6 W' Y. L# X( }6 N. h( WCushion Pin 缓冲梢 1 r. o) w8 z( d' W: P" {* YDiaphragm Gate 盘形浇口 3 Y9 t! z' p4 u1 h, j+ tDie Approach 模头料道 ) H# {6 C9 a+ Q% Q/ r! w: LDie Bed 型底 " x, X0 Q( U# z- X2 J+ a F$ EDie Block 块形模体n' J0 T5 p! L# p% i1 a( ]6 ADie Body 模体$ A4 n3 b; c7 e8 H' W! l$ zDie Body 铸模座{: }# N( g$ o7 {4 | ^Die Bush 合模衬套. `+ q4 L. ^ R. `% P9 A0 L. BDie Button 冲模母模3 J5 _7 H1 [$ x1 C% DDie Clamper 夹模器: a: Z4 }- d5 CDie Fastener 模具固定用零件 0 b2 O3 z& ?& _+ yDie Holder 母模固定板) n- v3 n+ E0 D- J t. n# @ \Die Lip 模唇1 G1 E y, ]/ [. H! gDie Plate 冲模板9 B# f4 w9 t* G+ M) p" ]7 XDie Set 冲压模座 + k5 t3 _8 E3 ^, q6 yDirect Gate 直接浇口 1 W3 j, W! ]: i5 F+ b: C. aDog Chuck 爪牙夹头 ' M. S, w% Z- a$ q9 P。
高精密丝杆模组安全操作及保养规程

高精密丝杆模组安全操作及保养规程一、前言随着科技的不断进步和社会的不断发展,高精密丝杆模组越来越广泛地应用于医疗设备、智能制造、机器人等领域。
作为一种高精度的机械驱动装置,丝杆模组的性能优越,可以提供精准的动力和速度控制。
但是在操作和保养丝杆模组的过程中,往往会涉及到一些安全隐患,需要有规范的操作和保养流程来确保人员和设备的安全。
本文将针对高精密丝杆模组的安全操作和保养进行详细介绍,旨在帮助用户规避潜在的安全风险,确保设备的正常运行和延长使用寿命。
二、丝杆模组的概述2.1. 丝杆模组的定义丝杆模组是指将丝杆和导轨通过机械连接装置组合在一起的一种装置,是一种高精度的机械驱动装置。
丝杆模组通常由导轨、丝杆、轮系及机械传动装置等组成。
通过轮系和机械传动装置的不同设置,可以调整丝杆模组的转速和扭力,实现对机械设备的不同需求。
2.2. 应用领域高精密丝杆模组主要应用于医疗设备、智能制造、机器人等领域。
在医疗设备中,丝杆模组可以用于控制运动床、CT、PET、放射治疗机等设备;在智能制造领域中,丝杆模组可以用于控制各种工业机器人、自动化仪表和生产线设备等;在机器人领域中,丝杆模组可以用于控制各种机器人的运动和定位。
三、安全操作规程3.1. 丝杆模组的安装在安装丝杆模组之前,一定要认真阅读使用说明书,并按照说明书的要求进行操作,保证安装的正确和可靠。
下面列出几点注意事项:3.1.1. 确认安装位置在安装丝杆模组之前,一定要先确认安装的位置,并进行现场测量。
确保支架、支座等安装件与设备稳定连接。
同时也要确保模组的安装方向正确。
3.1.2. 安装前的准备工作在安装丝杆模组之前,应该认真检查相应的组件,确保它们符合安装要求。
同时也要做好工具准备和清洁工作,保证安装的顺利和可靠。
3.1.3. 安装时的禁止事项在安装丝杆模组时,以下事项是禁止的:•禁止使用不合适的设备或工具;•禁止用手拿着丝杆模组安装;•禁止在丝杆模组上敲击,避免损坏导轨和丝杆;•禁止用锤子等敲打装配,以免对丝杆模组造成损害。
Zoomlion
GPS接收盒 V-UC-AMTC控制器RCV模块总成 160ARCV触发板(模块) 106ARCV控制器总成 106A按钮 ZB2-BE101C半联轴节 0029301D1030半联轴节 MLL7-315Y A65*142半联轴节 MLL7-315ZC60*112半联轴器 ZA70*112倍率销轴 G6-7/0029604A0009编码器 ETF100-HT/φ30/850190编码器 ETF100-H850188(φ45)变辐小车风机 G160B.90W变频器 CIMR-G7A4011/CIMR-HB4A0031/11kw/15kwH1000 变频器 CIMR-G7A4018变频器 A TV-71HD18N4Z变频器 A TV-71HD15N4Z变频器 A TV-71HU55N4Z变频器 CIMR-G7B4015/CIMR-HB4A0039/15kw变频器 CIMR-G745P5变频器 CIMR-G7B47P5/CIMR-HB4A0024/7.5kw变压器 TDA-8变压器 ST10变压器 ST03-A变压器 ST02变压器 ST03-B变压器 ST01玻璃上挡/前挡 S6QS司机室前上玻璃JYL玻璃 S6QX司机室前下玻璃/玻璃 C6前上玻璃 C6前下/前中侧滚轮 XC6A-12/507000009侧滚轮座 XC6.7/QTZ63.07.04/0029704A0014/XC6A.13插销 SJG63-1(DWX33)车架钢丝绳托轮 QTZ80H.08-13齿轮套 DLTZ3-40齿轮套 DLTZ3-80用弹垫 GB/T93-1987 36弹性体 MT8导轮 80*42*30导轮 08.2-5导轮 150*90*50导轮 150*90*50(钢)地脚/预埋螺栓(根) TC5613A.15B-1 M39*1350地脚螺栓 M39*1100(单位:根)电磁换向阀 4WE6C6X/EG24N9K4电磁铁 DZJ-80电磁制动器 DLTZ3-80电笛 DDJ 200V电机 YTW132S-4B5-5.5KW电机 YZTD225L2-4/8/32-24/24KW电机 YDEJ132S-4/8-2.2/3.3KW/102160090028电机 YZRDW250L-8/37KW电机 YTW112M-4B5-4KW电机 YZR160M2-6B5 7.5W电机 YEJ132S-4-B5-5.5KW电机 YVFE160M-4B5-11KW电机 Y132M-4 7.5KW电机 YEJ112M-4B5 4KW电机 Y802-2 1.1KW/2.5A电机(单位:台) YZRDW(F)225M-8/4-24/24-ZL电缆 30芯(2米)电缆 FTKYR19*1.0 9M(26芯)电缆总成 FTKYR19*1.0/3M(两头带16芯航空插头)电缆总成 RVV25*1(2米)电缆总成 RVV25*1(3米)电缆总成 RVV25*1.0 (2米) (一头20芯航空插头一头矩形插头) 电力液压推进器 YT1-90Z/8电刷电刷电压表 SA-65 500W电子蜂鸣器 FMQ-35垫板(预埋板) TC5613A.15B-3/500*500-16吊臂幅度指示牌 TC7052吊钩 G6-11吊钩组件 FDG08A.02.7调压模块 DTY-25XP-380D顶升油缸平衡阀 VCB06EN3B顶升油缸修理包 YG250定位销 M36断路器 C32ND32/3P断路器 NC100H断路器 MD316P断路器 NC110P断路器 MD320P断相与相序继电保护器 XJ3-D二级行星轮 XX5.100.195C二级行星轮总成 XX5-130.195C二极管 ZP10-1200防扭装置 05FN风机 T-064(37KW电机用,实物为L-064))风扇 KFA-30C风扇(C6用) FS-40W9MD23W风速仪 LFM-4蜂鸣器 M2BJ-BC24V蜂鸣器国产FT35-ADC6-24V高强螺栓 M30*345(10.9级)/LSHF30-1/0029912A0011高强螺栓 LSHF36-1/M36*340(10.9级)高强螺栓(根) M36*100(铰制)固定滑轮 XC10-15固定支腿(2米鱼尾板) TC6020A-10E/TC6015A-10E/TC6515C-12E/TC6517B-10E/000200615H0001000(原E版支腿0020615F0100除TC7525-16D外全部改为此种)滚轮轴 FXC08B-13/FXC08A-18/0029705A0097/(XZF-50-153/185)韩江基座韩江基座B滑轮 TC5613.05.21-1/φ214/05HLZJ-1/0020305A0058滑轮 HL-330滑轮 HL-400滑轮 HL-360滑轮 HL-500滑轮 05HLZJA-1(φ240)滑轮 HL-600缓冲块 TC5613.05-13/0020305A0152换步机构 0020111T0240回油过滤器 RFA-40*20回转涡流板 HOK-1回转限位器装置 HZXW.1急停开关 LA39B-11ZS/R继电器 3UA59/2-3.2A继电器 XJ3-AG/XJ3-G继电器 MY2NJ DC24V继电器 XJ-11继电器 RM4JA32M减速机 XX5.100.195C Z=16 M=12/HX100.195.12/16减速机 XX5.130.195C(m=12;z=14)减速机 XX5-130.195C Z=16减速机 XX5-130.195C LA-12/14(Z=14)/0010031324减速机 -10/12交流接触器 CJX4-099MA65交流接触器 CJX20910交流接触器 LC1-D11500M/5C交流接触器 LC1-D9511M5C/LC1-D95M7C交流接触器 LC1-D15000M5C/LC1-15000 220V交流接触器 LC1-D4011M5C交流接触器 S-N150/AC220V交流接触器 S-N180/AC220V交流接触器 LC1-D093MA65交流接触器 LC1-D953MA65交流接触器 CJX-80MA65交流接触器 GSC1-9511M7交流接触器 LC1-D329MA65交流接触器 LC1-D253MA65胶管 A-10II型/4米铰制接头 10接触器 LC1-D18M7C接触器 GMC-100接触器 GMC-150接触器 GMC-180接触器 GMC-85接头 TC5613.05.6-8接头 TC5613.05.6.6开关手操机构/延长手柄 NSC100ROTE可编程 EC20-3232BTA(MC200-3232BTA)可编程 EC20-4040BTA/MC200-4040BTA可编程控制器 FX2N-64MR可编程控制器 FX2N-80MR-001可编程模块 FX2N-8EYR可控硅 F18 MTC90-12空气开关 NSC100S 3100扩展卡 PG-B2锂电池 F2-40BL联动台 WCN35(单位:个)联动台 QTAI联动台 WCN38B联动台 WCN36B(1套为2个)联动台(含座椅) WCN36BL螺母 GB6170 M39螺母 M30*3.5(10级)/LSHF30-2/0029912A0012 螺母 LSHF36-2(M36)10级螺母 GB/6170-2000 M36螺栓 M30*340 10.9级螺旋扣 GB/T3818-1999 M20免维电池 CJ12-18内齿尼龙套 BP40.9.3内齿圈 DZJ-40尼龙套 QXP8100-4/QS680C-1尼龙套 0029130A0001排绳轮 QS680C.3-2/0029101C0320平垫 LSHF30-3/¢30(10级)/0029912A0003平垫 M39平垫 LSHF36-3(φ36)10级平垫 GB/97.1-2002 36平衡臂钢管 PHZTG-1084平衡臂钢筒 PHZTG-1220平衡臂拉杆销 0029910A0009/XZA-45-60/95平衡重销轴 PHZXZ(TC5613用)/0029910A0003其他按钮/急停钮 LA39-01ZS/R启动按钮 ZB2 BZ103C起重臂铰点销 0029910A0509/XZA-50-97/132起重臂下弦销 0029910A0513/XZA-45-85/115起重量限制器 TWL8起重量限制器 TWL10/MT10气弹簧 YQ8/18-150-385熔断器 RT18-32熔断器保险丝 RT18-32刹车片Φ315刹车片Φ500刹车片Φ400时间继电器座 TP28X手动换向阀 M-CKQ35手动换向阀 34SM-BKOH-F数据线 DS-FX-CABO/DS300/6米司机室玻璃把手及附件司机室小件锁卡 0020111T0215塔机联动台电缆总成/航空电缆线 RW25*1/P48K/J6Q/A 26芯太阳能障碍灯 HLZ-01套架滚轮 TC5013B.11.1.24-2/0020111A0246通讯线 DS-EC-CABO托轮 FXC08B-9/XC10-28/0029705A0116托轮φ160*160*40(TC7035B-16用)涡流板 SECC-3无感电阻1kw30Ω无感电阻器 RX20-2.5KW 27Ω下支座销轴 TC5013B.10-2/TC5013.07-2/0020110A0041显示屏 DS300DV4线圈起升线圈小车/回转涡流线圈限位器 DXZ-4/3(i=46)/109050003002限位器 DXZ-4/7(i=274)限位器 DXZ-4/F(i=660)限位器支架 0029301D1800限制器 BWL-16T销轴 XZA-40-133/170 /0029910A0008销轴 XZB-50-82/138/0029910A0510销轴 XZB-60-134/190(0029910A0511)销轴 TC5613.04-15/0020304A0028销轴 TC5613.05-14/0020305A0153/(XZB-60-134/190)销轴 TC5613.08A.5/0020308A0300销轴 TC5613.09-10(0020309A0061)销轴 TC5013.04-4/0020104A0028销轴 0029910A0012销轴 0029910A0014销轴 TC5613A.08-7/0020308B0004销轴 TC5613A.08-8/0020308B0005销轴 0029910A0512 (XZD-50-105/135)销轴 60*200销轴 40*110销轴 GTJ63.07-24销轴 TC5613A.11-19/0020311A0155销轴 TC5013B.09-2/0020109A0010销轴 50*125销轴 XZD-40-79/109(0029910A0514)销轴 0029910A0015/XZC-60-157/233销轴 45*135销轴 65*140销轴 40*105销轴 50*85销轴 XZD-40-85/115(0029910A0517)销轴 0020111T0231销轴 0020111T0204销轴 0050609A0001小齿轮 B15B-6小齿轮 BP55-5/0029301D1900小齿轮 QRJ880-13小齿轮 BP110-15小电路板 SCC.2斜拉杆 TC5613A.11-24行程开关 LXW5-11M行程开关 LX10A-21行程开关 LXK3-20S/T行程开关(欧姆龙) D4MC-5000压力表 213.53.063/400G1/4RUE压力表 Y150ZT-60MPa遥控器 F24-10S液力偶合器 YOXJ320A液力推动器 YT1-45Z/6液力推动器 YT1-180Z/10液力推杆电机总成 ASF82A 120W液力推杆电机总成 ASF102A 250W液位计 YWZ-250T液压马达 BM-E315液压推杆制动器 YT1-125/10 TC7030B一级行星总成 XX5-100-195溢流阀 YF-B10H4溢流阀 YFB10H4引进滚轮 TC5613.11.22引进滚轮 TC5013B.11.4引进滚轮 TC5013B.11.3引进滚轮 TC5023A.11.8/0020411A0068引进滚轮 TC5023A.11.9/0020411A0072油缸密封圈 YG180/180载重小车总成 FXC08C障碍灯座 0029915A1000整流模块 ZL24-10A整流模块 RC90-10A支板 05FN-4/0029903A0532直管 125*2800B指示灯 E16-030.54.28V(5Y)/黄色指示灯 E16-030.54.28V(5R)/红色指示牌 TC5013制动单元 CDBR-4045制动单元 CDBR-4030制动轮 MLL7-315-ZC50*84制动轮 ZA60*112制动盘 DLTZ3-80制动盘组件(含内齿圈) DLTZ3-40制动器 YWZ3-315/45-16制动器 DLTZ3-40重量限制器滑轮轴(TWL-8/TWL-10)用/TWL8-5 轴 0029910A0710轴承 GB/T276-1994(6312-Z)轴承 6004轴承 60104/105100001004轴承 6212E-Z轴承 6210E-RS轴承 6315-RZ轴承 6208E-Z轴承 GB/T4663-1994 81226(51226)轴端挡板 XC6A-2/0029704B0200轴流风机 125FZ12-5轴流风机 KA1238HA2轴套 TC5613A.11-11轴套 TC5013B.11.1.24-3/0020111A0247柱塞泵 10MCY14-1B柱塞泵 13MCY14-1B专用扳手 BSHM30/SJG-TC5013B/520000001专用扳手 BSHM36/SJG80-3A/520000002("中联重科,建筑起重机械,建筑塔机配件供应" 相关内容: 塔机配件251852546@qq com )。
SBS装置简介和重点部位及设备

编号:SM-ZD-86973SBS装置简介和重点部位及设备Organize enterprise safety management planning, guidance, inspection and decision-making, ensure the safety status, and unify the overall plan objectives编制:____________________审核:____________________时间:____________________本文档下载后可任意修改SBS装置简介和重点部位及设备简介:该安全管理资料适用于安全管理工作中组织实施企业安全管理规划、指导、检查和决策等事项,保证生产中的人、物、环境因素处于最佳安全状态,从而使整体计划目标统一,行动协调,过程有条不紊。
文档可直接下载或修改,使用时请详细阅读内容。
一、装置简介<一)装置发展及类型1,装置发展热塑—弹性体(TPE)的发展是合成橡胶工业技术发展水平的一个重要标志。
SBS则是诸多TPE中工业化最早的通用型热塑性弹性体,被誉为“第三代橡胶”。
1960年,第一个TPE品种热塑弹性聚氨脂弹性体(TPU)商品化;DuPont公司于1961年推出由乙烯一甲基丙烯酸共聚物加入钠盐或锌盐而成的离聚物型TPE商品;1965年,Shell公司的SDS三嵌段型TPE商品化,即SBS或SIS商品,并在]967年的国际橡胶会议上提出三嵌段型TPE的微区结构理论,引起科技界极大关注;1968年Phillips公司实现了星型SBS 的商品化。
1989年,国内自20世纪70年代中期由北京燕化研究院、兰化研究院相继开展了对SBS的研究工作,北京燕化研究院于1984年4月进行了300LSBS中试鉴定,1990年国内第一套5X10的4次方(原多次方位置应该标在右上位置,但word格式不支持)t/a的SBS生产装置在巴陵石化公司合成橡胶厂投人工业化生产。
ASTM A325或者A490螺栓结构联接规范(中文)
2
结构连接研究学会
iii 前言 结构连接研究委员会(RCSC)的目的是:
(1) 促进和支持那些对确定各种类型的结构连接的适用性、强度和表现必须和有价值的学 术研究。
(2) 提升与这类结构连接相关的经济和有效的实践知识;和 (3) 根据需要准备和出版相关的标准和此类其他文档来达到其目的。
本委员会成员由来自学校和研究机构的有资格的结构工程师、从事执业的设计工程师、紧固部 件的供应商和制造商、制造者、建设者和法规编写权威组成。
Peter F. Kasper Lawrence A. Kloiber Peter Kneen Richard F. Knoblock Chad M. Larson Daeyong Lee Jean-Claude Legault Kenneth B. Lohr Richard W. Marshall Jonathan C. McGormley David L. McKenzie Greg Miazga William A. Milek, Jr. Eugene R. Mitchell Heath E. Mitchell William H. Munse Thomas M. Murray
1.1 适用范围.............................................................................................................................1 1.2 荷载、荷载因数和荷载组合............................................................................................1 1.3 参考标准和规范...............
机械设计大作业螺旋起重器说明书

2.2 螺母设计............................................................................................................................6 2.2.1 螺母的高度............................................................................................................6 2.2.2 螺纹牙强度计算....................................................................................................6 2.2.3 螺母的结构尺寸....................................................................................................7 2.2.4 螺母悬置部分强度和螺母凸缘强度校核............................................................7
CMP产品CW类型和CX类型电缆螺纹胶带螺纹胶带螺纹胶带螺纹胶带电缆螺纹胶带螺纹胶带电缆螺纹胶带螺纹

FOR TERMINATION OF CABLES WITH WIRE BRAID, TAPE ARMOUR (STA/DSTA), STRIP ARMOUR USING GLAND TYPE CX OR SINGLE WIRE ARMOUR (SWA) USING GLANDTYPE CW.TECHNICAL DATAINSTALLATION INSTRUCTIONSInstallation should only be performed by a competent person using the correct tools. Read all instructions before beginning installation.ACCESSORIESThe following accessories are available from CMP Products, as optional extras, to assist with fixing, sealing and earthing :-Locknut, Earth Tag, Serrated Washer, Entry Thread (I.P .) Sealing Washer, ShroudCABLE GLANDTYPESCW CIEL & CX CIELINSTALLATION INSTRUCTIONS FOR CMP CABLE GLAND TYPES CW & CXGlasshouse Street • St. Peters • Newcastle upon Tyne • NE6 1BSTel: +44 191 265 7411 • Fax: +44 191 265 0581E-Mail:********************************.uk•Web:CABLE GLAND TYPE : CW, CX INGRESS PROTECTION : IP66DESIGN STANDARDS: BS 6121:1989, EN 62444:2013PROCESS CONTROL SYSTEM: BS EN ISO 9001CW CIEL = SWA ArmourCX CIEL = Braid, Tape, etc armourC M PD o c u m e n t N o . F I 444 I s s u e 5NOTE: *CMP SOLO LSF Halogen Free Shrouds also available for the full range on request. + Alternative armour clamping range available for non-standard armour sizes.Marine Approvals including Lloyds & ABS are also available from CMP Products.SCAN FOR INSTALLATION VIDEOSDate Printed:INSTALLATION INSTRUCTIONS FOR CMP CABLE GLAND TYPES CW & CXCABLE GLAND COMPONENTS - It is not necessary to dismantled the cable gland any further than illustrated below 1. Entry Component 2. Detachable Armour Cone 3. AnyWay Clamping Way 4. Body 5. Outer Seal NutPLEASE READ ALL INSTRUCTIONS CAREFULLY BEFORE BEGINNING THE INSTALLATION1. Separate components (1), (2) and (3) from Sub-Assembly B. If required, fit a shroud over the cable outer sheath. Prepare the cable by removing the cable outer sheath and the braid/armour to suit the geometry of the equipment.Remove a further 18mm (max) of outer sheath to expose the armour. If applicable remove any tapes or wrappings to expose the inner sheath.NOTE: On maximum size cables the clamping ring may only pass over the armour.2. Secure the Entry Component (1) into the equipment as indicated.3. Locate the Detachable Armour Cone (2) into the Entry Component. Pass the cable through the entry item and evenly space the braid/armour around the cone.4. While continuing to push the cable forward to maintain contact between the braid armour and the Cone (2), tighten the Body (4) by hand until the AnyWay Clamping Ring (3) is felt to have engaged the braid/armour.Hold the Entry Component (1) with a spanner and tighten the Body (4) using a spanner until all available threads are used.7. Only using finger pressure, Connect the earth cable to the Earth Bolt (6) and tighten.Then either use the outer seal tightening guide tape or table on the rear of the page to determine how much further to tighten the seal using a spanner (using the outer seal tightening guide is recomended).Wrap the outer seal tightening guide tape around the cable to show the amount of spanner turns needed (as shown here). Make sure the correct side of the outer sealtightening guide tape is used depending on the cable gland size.SWA BRAID5. Ensure the Entry Item (1) and Body (4) are fully tightened together6. Tighten the Outer Seal Nut (5) until it comes to an effective stop. This will occur when:-A) The Outer Seal Nut (5) has clearly engaged the cable and cannot be further tightened without the use of excessive force by the installer.B) The Outer Seal Nut (5) is metal to metal with the body of the gland (4).。
奥特维焊接机培训手册
《串焊机安全培训手册》—安全保障
因为当机器人造成损坏时,维修周期长,维修成本高昂,所以一定要谨慎对待。 不允许 2、 不允许在机器人顶端的桔黄色电机电源指示灯亮的时候,手动推动机器人(即不允许在机
器人电机电源通电的时候,推动机器人)。 3、 机器人控制器电源断开的时候,不可通过按住机器人顶端的白色按钮,强行升降 Z 轴,因
者承担。 3、 下文所述安全标识的位置中,凡涉及相关机构的 A、B 侧,均与机台 A、B 侧定义相同。
居安思危,思则有备,有备无患,敢以此规--《左传·襄公三十一年》
1
《串焊机安全培训手册》—安全标识
二 设备安全标识
2.1 通用安全标识
1、 防夹 伤标 识
2、 防强 光标 识
3、 防切 伤标 识
本手册适用对象为设备维护人员、生产操作人员及工艺参数调整人员。 奥特维公司保留对机器升级的权利,实物如有与本手册信息不同之处,恕不 另行通知。 如有疑问,请向奥特维公司咨询。
无锡奥特维科技有限公司
Wuxi Autowell Technology Co., Ltd. 地址:中国 • 江苏省无锡市新区硕放镇裕丰路 88 号 (214028) 电话:+86 (510) 8181 6658 / 8181 6678 传真:+86 (510) 8181 6158 网站:
《串焊机保养手册》—目录
目录
1 保养计划.........................................................................................................................................3 2 保养方法.........................................................................................................................................7
某公司50吨带吊车梁的厂房设计

锈纹抗腐铁丝推撒器THS125说明书

INSTRUCTION MANUAL125LB (56.8kgs)PUSH SPREADERModel No: THS125 -- Product No: 1938137001ASSEMBLY REQUIREDSAVE THESE INSTRUCTIONSSPARES & SUPPORT: 01793 333212Please read & understand this manual, paying attention to the safety instructions, before use. The manufacturer reserves the right to change the product specification and livery according tocontinued product improvements.Images used are for illustration purposes only01/02/2017CONTENTSSPECIFICATIONIMPORTANT INFORMATIONGENERAL SAFETY INSTRUCTIONSCOMPONENTSASSEMBLYADJUSTMENTSMAINTENANCEOPERATIONRATE SETTINGSPARTS DIAGRAMPARTS LISTWARRANTYNOTESASSEMBLY IS REQUIREDThis product requires assembly before use. See the “Assembly” section for instructions. Please check that all parts required for the assembly of this spreader are included. If for any reason, you believe a part for the assembly is missing or damaged, please contact us.If you require any assistance with regards to the contents or operation ofyour machine, please contact us:TEL: 01793 333212EMAIL:************************************.uk(MON – FRI 8.00AM TO 5.30PM EXCL. BANK HOLIDAYS)DO NOT USE WITH ROCK SALT.Using rock salt in this spreader will damage the mechanism and shorten the life of the product. Refined ice melting salt can be used but the user should be aware that this is not a specialised salt spreader and using salt may corrode the spreader and reduce the life of the machine.Clean the spreader thoroughly after using refined de-icing salt.THSSPECIFICATIONSThe manufacturer reserves the right to change the product specification and livery according to continued product improvements.IMPORTANT INFORMATIONINTENDED USEThe product is intended for spreading granular material for domestic gardens. This product is not intended for commercial use. Generally acknowledged accident prevention regulations and enclosed safety instructions must be observed.Only perform work described in these instructions for use, any other use is incorrect. The manufacturer will not assume responsibility for damage resulting from such use. GENERAL SAFETY INSTRUCTIONSRead and understand the owner’s manual and labels affixed to the product. Learn its application and limitations as well as the specific potential hazards. Retain these instructions for future reference. The operator is responsible for following the warnings & instructions in this manual and on the product.STAY ALERTDo not operate the machine while under the influence of drugs, alcohol, or any medication that could affect your ability to use it properly. Do not use this machine when you are tired or distracted from the job at hand. Be aware of what you are doing at all times. Use common sense.AVOID DANGEROUS CONDITIONSMake sure there is adequate surrounding workspace. Cluttered areas invite injuries. Keep your work area clean with sufficient light. Keep the area around the machine clear of obstructions, grease, oil, rubbish & other debris which could cause persons to fall onto moving parts. INSPECT YOUR MACHINECheck all bolts, nuts & screws for tightness before each use, especially those securing guards & drive mechanisms. Vibration during use, may cause these to loosen.Replace damaged, missing or failed parts before using.Warning labels carry important information. Replace any missing or damaged warning labels.CRUSH AND CUT HAZARDSAlways keep your hands and feet clear from moving parts while operating the equipment. Always keep the work area clean and clear when operating.CONDITIONSWe recommend the machine is not used during winds. This may affect the spreading pattern.DRESS PROPERLYDo not wear loose clothing, gloves, scarfs, neckties or jewellery (rings, wrist watches), which can be caught in moving parts.DO NOT OVERREACHKeep proper footing and balance at all times when using the machine. Never stand on the machine. Serious injury could occur if the machine is tipped or if the moving parts are unintentionally contacted. Do not store anything above or near the machine, where anyone might stand on the machine to reach them.AVOID INJURY FROM UNEXPECTED ACCIDENTKeep hands & feet out of the way of all moving parts. Do not place any part of your body or any tool e.g. in moving parts of the machine during operation.DO NOT FORCE TOOLAlways work within the rated capacity. Do not operate for a purpose for which it was not intended.MAINTAIN YOUR MACHINE WITH CARE Clean the machine immediately after use. Keep the machine clean to ensure it operates to its full & safest performance. When maintaining this machine, only the manufacturer’s original replacement parts should be used. The use of non-original manufacturer parts may invalidate your warranty.PROTECT THE ENVIRONMENTTake left over materials to an authorised collection points or follow the stipulations in the country where the machine is used. Do not discharge into drains, soil or water. STORE IDLE EQUIPMENTWhen not in use, the machine should be stored in a dry location. Keep the machine away from children and others not qualified to use it. OPERATION SPEEDDo not exceed 10mph, to avoid personal injury and/or equipment damage.TYRE INFLATIONBefore operating, make sure the tyres have the recommended pressure of 25 PSI (Do not exceed 25 PSI). We recommend the use of FOOT or HAND manual inflation devices only. This is a garden/domestic product, therefore extended use over abrasive surfaces (e.g. concrete, tarmac etc.) could cause premature wear on the tyres.SAFETY SYMBOLSSafety alert symbol. Used to alert you to potential personal injury hazards. Obey all safety messages that follow this symbol to avoid possible injury.DANGERIndicates an imminently hazardous situation which, if not avoided, will result in serious injury.WARNINGIndicates a potentially hazardous situation which, if not avoided, could result in serious injury.CAUTIONIndicates a potentially hazardous situation which, if not avoided, may result in minor or moderate injury.CAUTIONUsed without the safety alert symbol indicates a potentially hazardous situation which, if not avoided, may result in property damage.KNOW YOUR MACHINERead this owner’s manual before operating the equipment. Familiarize yourself with the location and function of the controls and features. Save this manual for future reference.123 6451.T-Handle –Pushes and moves the spreader easily.2.Flow Control –Controls the flow of material being spread3.Hopper –Do not exceed rated load capacity 125lb (56.8kgs).4.Tyre/Wheel –Do not exceed recommended inflation rated 25 PSI.5.Impeller - Evenly distributes material.6.Support Leg –Stabilizes load and spreader, when stationary.COMPONENTSNOTE: Parts Lists are supplied for information purposes only, not all parts are stocked individually & we recommend you contact our Spares Team on 01793 333212 for expert advice.ASSEMBLYRECOMMENDED TOOLS REQUIRED•Pliers•Adjustable Spanner•8mm Wrench•10mm Wrench•13mm Wrench•14mm WrenchSTEP 1 - Wheels•On the left side of the axle install a wheel bushing and wheel spacer onto the axle.•Slide a wheel over the axle.•Put a Ø16 flat washer over the axle, insert the cotter pin through the hole and secure by bending. •On the right side of the axle slide a wheel bushing and the wheel spacer onto the axle.•Put a wheel over the axle, line up the holes and insert the drive pin through sleeve and lock. •Put a Ø16 flat washer over the axle, insert the cotter pin through the hole and secureNOTE: Four additional flat washers are provided for adjusting the gap between the wheelsSTEP 2 – Support Leg•Position the support leg so the J-shaped end is pointing away from the wheel assembly. •Insert the M8x75 hex bolt through the top hole on the support leg and slide the spacer over the bolt end.•Take the support leg and insert the bolt through the upper cross bar on the mounting assembly and loosely tighten with the M8 lock nut.NOTE: Before tightening the bolt make sure the support leg flange and the lower cross bar holes line up.•Insert M6 x 40 hex bolt through the holes in the flange and cross bar. Use the Ø6 big flat washer and M6 lock nut.Cross BarFlangeSTEP 3 - Hopper•Lower the hopper over the mounting assembly, carefully line up the holes in the bottom of the hopper with the spindle in the mounting plate of the axle.•Use the M6 x 40 hex bolt and Ø6 flat washer to attach the hopper to the mounting assembly and secure with M6 lock nut.•Make sure the gear and pinion gear works smoothly. If not, adjust again until the gear and pinion gear swivel smoothly.•Tighten all the hardware on the shaft support plate and hopper.•Insert the R Pin through the top of the spindle.STEP 4 – Connecting Handle•Slide the handle tube into the top of the support leg and align the two fixing holes.•Insert M6x35 hex bolts through the two holes on the support leg and tighten with the Ø6 spring washer and M6 lock nut.•Insert M6x20 hex bolt through the hole in the side plate and tighten with Ø6 spring washer and M6 lock nut.STEP 5 – Solid Linkage•Connect the solid linkage through the bottom fix plate using the Ø8 flat washer and tighten with an M8 lock nut.•Connect the other end of the linkage to the flow control with an Ø8 flat washer and M8 lock nut. •Install the hopper screen in the bottom of the hopper.•Before using the spreader make sure all the hardware is tightened.•Use the rain cover as needed to protect material in the hopper or when spreader is being stored.ADJUSTMENTSSTEP 6When you have finished all the above steps, if the hole at the bottom of hopper cannot be closed and opened completely by using the handle you may need to the follow these additional steps. •The handle adjusts the spreader setting. When the handle is moved to “30”, the adjustable plate is fully open, when at “0”, it is fully closed.•Loosen the wing nut on the Bracket and move the adjustment lever handle up or down depending on the amount of material required. Pushing the handle down will release more material and pulling the handle up will stop the flow entirely.•Tighten the wing nut when the desired position is reached.To operate this spreader, push the handle to the lowest position (downwards). You may move the position of the Wing nut on the Gauge & Lever to adjust the space on the hole between the hopper and the adjustable plate as per your need when spreading.OPERATIONDANGERThe product must only be put into operation if no defects are found. It is crucial that any defective parts are replaced before the product is used again. Check the safety equipment and the safe condition of the product. Check all parts to make sure that they fit tightly. Check whether there are any visible defects: broken parts, cracks, etc.DANGER - DO NOT EXCEED MAXIMUM LOAD CAPACITY OF 125LBS (56.8KG)NOTE: ALWAYS MOVE OFF BEFORE OPENING THE FEED-GATE. ALWAYS CLOSE THE FEED-GATE BEFORE STOPPING.•Inspect your spreader before each use. Make sure the wheels turn easily, and the gearbox moves when the spreader is pushed. The hopper should be clean and free from cracks.•DO NOT use the spreader on windy days.•Before filling the hopper, ensure the feed-gate flow hole is closed, with the flow control lever at “0”. Always follow the spreading material manufacturer spreading rates.•The Spreader is designed to be pushed at 3 miles per hour – brisk walking pace. The rate of walking will affect the spread pattern and flow rate.•Move the Wing Nut attached to the stop bolt on the gauge to the relevant setting.•Start pushing the Spreader forward & pull the control lever back to the stop bolt, opening the feed-gate flow hole at the bottom of the hopper.•Every time you are ready to stop or turn back, close the flow control plate to stop dispersing the material and continue one more stride. This reduces waste and avoids damaging the lawn by oversaturating it with the product.•To maintain the same coverage when walking at a different speed, adjust the flow rate. Reduce the flow setting for slower speeds and increase the flow setting for higher speeds. Keep the impeller plate horizontal when operating the spreader. Tilting the spreader will result in uneven coverage.•If the Spreader does not spread evenly, ensure that the gearbox rotates the impellor clockwise. •Material which is stuck on the impellor blades will cause uneven spreading.•To stop spreading, push the gauge lever forward to close the feed-gate hole in the hopper. •Remove the agitator when using refined de-icing salt to reduce gearbox damage. Salt may corrode the machine and reduce its working life. DO NOT USE ROCK SALT.•If fertiliser is accidentally deposited too heavily in a small area, soak the area thoroughly with a garden hose or sprinkler to prevent burning the lawn.•When broadcasting weed control fertilisers, make sure the broadcast pattern does not hit evergreen trees, flowers or shrubs.•Always use the rain cover in wet weather conditions to keep the hopper contents dry.RATE SETTINGSOur spreaders are designed to spread dry, powdered or granulated materials thinly and evenly over reasonably smooth surfaces.•Ensure that the material is dry and free-running. If in doubt pass it through a sieve with 3mm mesh to remove lumps.•Set rate-setting dial to No 12.•Fill the hopper approximately 3/4 full.•Push the spreader forward and pull the control lever back to the Stop bolt. If the spread is uneven or inadequate, close the feed-gate and reset the dial to a higher number.Always move off BEFORE opening the feed-gate and close the gate BEFORE stopping.CAUTIONThe rate settings are guidelines only. Even branded materials may vary in grain size, humidity, density etc. If in any doubt choose a lower setting than that suggested or start at setting no. 12 and adjust as necessary, until an even spread is achieved.WARNINGDo not over apply spreading material. Follow the recommended coverage rate for each product. Over application will lead to damage and contamination. If spreading material accidentally deposits too heavily, soak the area thoroughly with a garden hose or sprinkler to prevent burning.CAUTIONDO NOT USE WITH ROCK SALT.Using rock salt in this spreader will damage the mechanism and shorten the life of the product. Refined ice melting salt can be used but the user should be aware that this is not a specialised salt spreader and using salt may corrode the spreader and reduce the life of the machine. Clean the spread thoroughly after using refined de-icing salt.CONSISTENT COVERAGETo ensure consistent coverage, ensure each broadcast pattern slightly overlaps the previous, as shown below. N.B. ALWAYS MOVE OFF BEFORE OPENING FEED-GATE.ALWAYS CLOSE FEED-GATE BEFORE STOPPINGMAINTENANCELUBRICATEMaintenance spray or multi-purpose grease can be applied to the wheel axle prior to long-term storage. Oiling is not necessary.GEARBOXApply multi-purpose grease to the gearbox cogs at the end of each use.CHECK TYRE INFLATIONPrior to using the Spreader, ensure the tyres are sufficiently inflated. We recommend the use of FOOT or HAND manual inflation devices only. Do not inflate above 25psi.CLEANINGAfter each use thoroughly wash the spreader and clean material out of the hopper.STORINGNever allow material to stay in the hopper for extended periods of time. Before storing, ensure that the spreader is clean and dry. Store indoors or in a protected area during severe weather in the winter months and direct sunlight.CHECK ALL NUTS, BOLTS AND FASTENINGPeriodically check all fastenings are tight & secure.NEVER EXCEED LOAD CAPACITYTo avoid damaging the spreader, never exceed the rated load capacity of 125LB (56.8kg).PARTS DIAGRAM – THS125 (1938137001)NOTE: Parts Lists are supplied for information purposes only, not all parts are stocked individually & we recommend you contact our Spares Team on 01793 333212 for expert advice.PARTS LIST – THS125 (1938137001)GJ HANDY & CO LTD USER WARRANTY POLICY Users Statement of WarrantyEach new machine is warranted against defective material or assembly of material under normal usage. The warranty applies to the original purchaser and covers faulty parts and the labour involved in replacing and repairing those parts, which are of original manufacture.Period of WarrantyAll Webb & Webb Pro machines plus Sanli engines.a) 2 years from the original date of sale to the first domestic user.b)90 days from the original date of sale to the professional/commercial user.c)90 days from the original date of sale when used for hire.d) A reduced warranty period of 90 days applies to those items which are subject to normalwear and tear (e.g. but not limited to wheels, tyres, cutter bars, cylinders, blades, belts,cables, grass bags, spark plugs).e)Engines as per the manufacturer’s warranty statement which will be supplied with themachine.f)90 days from the original date of purchase for Replacement Spare Parts (unless normal wear& tear component, which are covered for 30 days).g)All machines’ must be serviced within the first 12 months from the original date of purchaseto comply with the warranty, failure to do so will invalidate the 2nd year of the warranty.All Handy, Mowerland and Q-Garden products.a) 1 year from the original date of sale to the first domestic user.b)90 days from the original date of sale to the professional/commercial user.c)90 days from the original date of sale when used for hire.d) A reduced warranty period of 90 days applies to those items which are subject to normalwear and tear (e.g. but not limited to wheels, tyres, cutter bars, cylinders, bottom blades,belts, cables, collection bags, spark plugs).e)Engines as per the manufacturer’s warranty statement which will be supplied with themachine.f)90 days from the original date of purchase for Replacement Spare Parts (unless normal wear& tear component, which are covered for 30 days).All warranty repairs must be undertaken by an authorised service dealer. These dealers have been accredited by GJ Handy & Co Ltd and agree to only use genuine parts and follow our repair procedures.Version 4 10-16GJ HANDY & CO LTD USER WARRANTY POLICYNot covered by this warrantya)The warranty policy does not cover any depreciation or damages caused by ordinary wear,rusting or corrosion, lack of correct maintenance or operation, misuse, abuse, lack oftransportation or accident.b)The warranty policy does not cover any costs necessary for the standard periodicmaintenance services instructed by the operator’s man ual, or service parts replacementwhich would include oil, filters, tyres, belts, brake linings, fuses, blades, seals and otherservice parts unless it can be proven that the item has evidence of faulty manufacture.c)The warranty policy will not cover failure or damage caused as a result of parts oraccessories being modified without the written approval of GJ Handy & Co Ltd.d)The warranty policy will not cover the unit if non-genuine parts have been fitted and as aresult damage has occurred to the unit.e)The warranty policy is non-transferable and is only applicable to the original purchaser. Disclaimera)This warranty is only a remedy for defect of products. GJ Handy & Co Ltd will never warrantyin terms of the merchantability or the fitness for a particular purpose.b)No person is authorised to make any warranties, representations or promises, expressed orimplied, on behalf of GJ Handy & Co Ltd, or to modify the terms conditions or limitation ofthis warranty policy in any way.c)Neither GJ Handy & Co Ltd nor any company affiliated with GJ Handy & Co Ltd shall be liablein any event or manner whatsoever for incidental or consequential damages or injuries,including, but not limited to, loss of crops, loss of profit, out of pocket expenses or profits,rental of substitute equipment or other commercial losses.Generala)Most warrantable failures show up within the first few weeks of use. These failures areusually straightforward and warranty assessment is relatively easy.b)Failures relating to cutter decks and belts need careful investigation, as the cause may notalways be straightforward. Look for damage to blades and pulleys especially when the cutter belt or blade boss have snapped or cracked as this could be due to impact damage.c)Customers should always refer to the operator/instruction manual when any disputedproblem arises, you will find most areas covered within the manual.For spares or support of your handy product,please contact us:Tel: 01793 333212Email:************************************.uk (Mon – Fri 8.00am to 5.30pm excl. Bank Holidays) To see our range of garden machinery & equipment visit: Making gardening easier & affordable since 1938 Distributed by Handy Distribution, Murdock Road, Dorcan, Swindon, SN3 5HY。
塑料成型基础试题

塑料成型基础试题⼀、填空1、聚合物具有⼀些特有的加⼯性质,如有良好的__可模塑性__,__可挤压性__,__可纺性__和__可延性__。
2、__熔融指数__是评价聚合物材料的可挤压性的指标。
3、分别写出下列缩写对应的中⽂:PS: 聚苯⼄烯, PMMA: 聚甲基丙烯酸甲酯, PE:聚⼄烯, PP:聚丙烯 , PVC聚氯⼄烯, PC 聚碳酸酯 , SBS: 苯⼄烯丁⼆烯苯⼄烯共聚物 , PA: 聚酰胺,POM 聚甲醛4、按照经典的粘弹性理论,线形聚合物的总形变由普弹性变、推迟⾼弹形变、粘弹性变三部分组成。
5、晶核形成的⽅法:均相成核、异相成核。
6、单螺杆挤出机的基本结构:传动部分、加料装置、料筒、螺杆、机头和⼝模、辅助设备。
7、⽣胶按物理性状通常分为捆包胶、颗粒胶、粉末胶、乳胶和液体胶。
1.聚合物加⼯转变包括:(形状转变)、(结构转变)、(性能转变)。
2.写出熔融指数测量仪结构⽰意图各个结构的名称:(热电偶测温管)、(料筒)、(出料孔)、(保温层)、(加热器)、(柱塞)、(重锤)。
3.按照塑料塑化⽅式的不同,挤出⼯艺可分为(⼲法)和(湿法)⼆种;按照加压⽅式的不同,挤出⼯艺⼜可分为(连续式)和(间歇式)两种。
4.填充剂按⽤途可分为两⼤类:(补强填充剂)、(惰性填充剂)。
5.测硫化程度的硫化仪:(转⼦旋转振荡式硫化仪)。
6.合成纤维纺聚合物的加⼯⽅法:(熔融法)和(溶液法)。
2 、聚合物流动过程最常见的弹性⾏为是:端末效应和不稳定流动。
3、注射过程包括加料、塑化、注射、冷却和脱模五⼤过程。
5、开放式炼胶机混炼通常胶料顺序:⽣胶(或塑炼胶)、⼩料、液体软化剂、补强剂、填充剂、硫黄6、常⽤的硫化介质有:饱和蒸汽、过热蒸汽、过热⽔、热空⽓以及热⽔。
7、螺杆结构的主要参数:t、W、h分别指的是螺距、螺槽宽度、螺槽深度。
1、⾮⽜顿流体受到外⼒作⽤时,其流动⾏为有以下特征:(剪应⼒)和(剪切速率)间通常不呈⽐例关系,因⽽剪切粘度对剪切作⽤有依赖性;⾮⽜顿性是(粘性)和(弹性)⾏为的综合,流动过程中包含着不可逆形变和可逆形变两种成分。
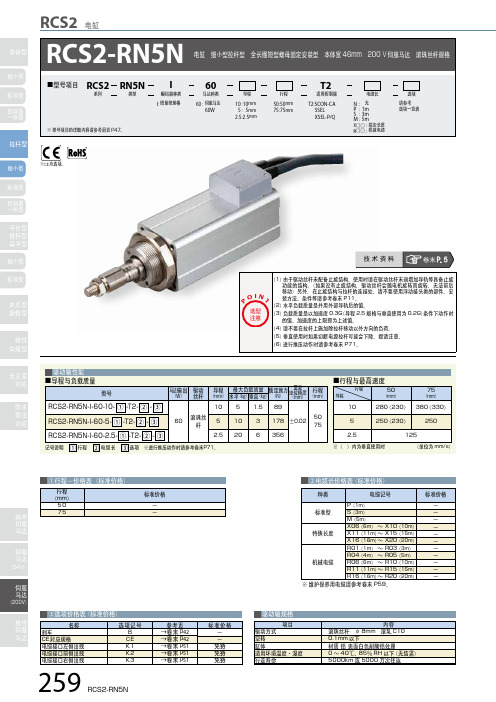
RCS2_rod 电缸 说明书
行程
ʢNNʣ
ʢNNʣ
ʪʫ ʪʫ
ʪʫ
˞ʪ ʫ内为垂直使用时
ʢ单位为 NNTʣ
脉冲 伺服 马达
①行程ʵ价格表ʢ标准价格ʣ
行程 ʢ NNʣ
标准价格
ʵ ʵ
伺服 马达
ʢ7ʣ
伺服 马达 ʢ7ʣ
线性 伺服 马达
③选项价格表ʢ标准价格ʣ
功能的结构ɻʢ如果没有止旋结构ɼ驱动丝杆会随电机旋转而旋转ɼ无法前后
移动ʣ另外ɼ在止旋结构与拉杆的连接处ɼ请不要使用浮动接头类的部件ɻ安
POINT
装方法ɺ条件等请参考卷末 1ɻ ʢʣ水平负载质量是并用外部导轨后的值ɻ
䘿ශ ⌞ᝅ
ʢʣ负载质量是以加速度 (ʢ导程 规格与垂直使用为 (ʣ条件下动作时 的值ɻ加速度的上限即为上述值ɻ
重复 定位精度 ʢNNʣ
行程
ʢNNʣ
3$43//* ① 5 ② ③
3$43//* ① 5 ② ③
滚珠丝 杆
ʶ
3$43//* ① 5 ② ③
行程 ʢ NNʣ
标准价格
ʵ ʵ
伺服 马达
ʢ7ʣ
伺服 马达 ʢ7ʣ
线性 伺服 马达
③选项价格表ʢ标准价格ʣ
名称 刹车 $& 对应规格 电缆接口左侧出线 电缆接口前侧出线 电缆接口右侧出线
选项记号 # $& , , ,
259 3$43//
参考页
ˠ卷末 P42 ˠ卷末 P42 ˠ卷末 P51 ˠ卷末 P51 ˠ卷末 P51
SS4D : 铁制基座
60
马达种类
6661TX-XXX-C-ZH
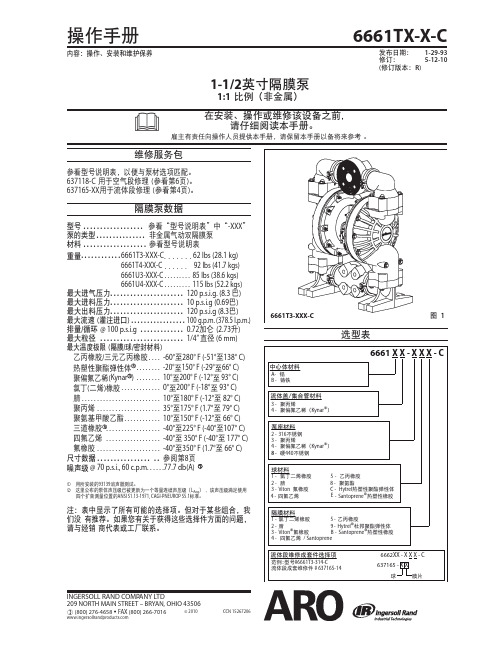
内容:操作、安装和维护保养
1-1/2英寸隔膜泵
1:1 比例(非金属)
6661TX-X-C
发布日期: 1-29-93
修订:
5-12-10
(修订版本:R)
在安装、操作或维修该设备之前, 请仔细阅读本手册。
雇主有责任向操作人员提供本手册,请保留本手册以备将来参考 。
维修服务包
参看型号说明表,以便与泵材选项匹配。 637118-C 用于空气段修理 (参看第6页)。 637165-XX用于流体段修理 (参看第4页)。
(800) 276-4658 y FAX (800) 266-7016
© 2010
CCN 15267206
操作和安全预防措施
阅读、理解并遵照此处信息操作,以避免出现伤害或财产损失。
过高的空气压力 静电火花
危险物料 危险压力
警告 过高的空气压力。可能造成泵的损坏、人身伤 害 或财产损失。 y 切勿超过泵体铭牌上说明的最大进气口压力。 y 确保物料软管和其他零部件能够承受由该泵产生的压 力。 检查所有软管进行,是否有损坏或磨损。确保分配
警告 切记 注意
= 危险或不安全的作业,可能会造成严重的 人身伤害、死亡或重大财产损失。
= 危险或不安全的作业,可能会造成较轻的 人身伤害、产品或财产损失。
= 重要的安装、操作和维护保养信息。
第 2 页,共 8 页
6661TX-X-C (zh) Nhomakorabea一般说明
在空气压力很低时,ARO隔膜泵甚至也能泵送大量物料, 而且物料相容性的选择范围很广。请参看型号和选项表。 ARO隔膜泵具有抗失速设计和空气马达/流体段模块化的特 点。 气动双隔膜泵利用气室中的压差,交替造成流体室内的吸 入压力和流体正压力,同时球形单向阀确保流体正流量。 当施加空气压力时,泵的循环开始,它会连续泵送物料不 断满足需求。循环将建立并维持管路压力,一旦达到最高 管路压力(分配装置关闭),循环停止,并根据需要,重 新进行泵送。。
SMC样本

导线引出方式
DC24V、 12V、 6V、 5V、 3V/AC100V、 110V、 200V、 220V 直接出线式 L形插座式 M形插座式
G: 导线 长300mm L: 带导线 (长300mm) M: 带导线 MN: 不带导线 (长300mm)
++-
DC24V、 12V AC100V、 110V、 200V、 220V
型号/SY7000系列
阀的 型号 流量特性 质量g 1→4/2(P→A/B) 4/2→5/3(A/B→EA/EB) L形、 W形 直接 M形 DIN形 M8 5、 3 4、 2 C[dm3/ 机能 1、 C[dm3/ 出线式 插座式 插座式 接头 (P、EA、EB) (A、 B) b Cv b Cv (s ・ bar)] (s ・ bar)] 单电控 101 104 125 129 2位 4.1 0.23 0.93 3.3 0.33 0.81 双电控 120 125 167 175 接管口径 中封式 3位 中泄式 中压式 63 67 83 101 SY7□20 -□-C8 单电控 1(P) 2位 双电控 通口 C8 ¿8 5、 3 3位 中泄式 (EA、 EB) 快换 通口 接头 中压式 1 8 2位 SY7□20 -□-C10 单电控 双电控 中封式 3位 中泄式 中压式 C10 ¿10 快换 接头 中封式
导线引出方式(D式的场合) 无记号 无指示灯及过电压保护回路 S 带过电压保护回路(无极性式) Z 带指示灯及过电压保护回路(无极性式)
※ 没有DOZ式。 ※ AC 的场合, 用整流器防 止过电压的发生, 故无 S 式。
M8接头
WO: 接头 无电缆
※ LN、 MN式带2个导线插头。 ※ SY3000系列的DIN形插座式参见后附10。 ※ 符合DIN43650C 标准的 DIN 形插座式 [ Y 式 ] 也有。 详见 P.212。 ※ M8接头的接头电缆参见后附12。
sbs(4+3)弹性沥青防水卷材地下防水施工方案
一、编制依据:1、《地下工程防水技术规范》(GB50108-2008)2、《地下工程防水工程质量验收规范》(GB50208-2011)3、《建筑构造通用图集》88J1-1 20054、《地下工程防水》标准设计图集08BJ6-15、《建筑工程施工质量验收统一标准》GB50300-20016、河西区X22号地块街道管理和公共服务用房工程二、工程概况河西区X22号地街道管理和服务用房工程为地下一层、地上五层框架结构,地下室防水建筑面积3100、其中墙板1000、地板2100,防水材料采用4+3SBS改性沥青防水卷材。
做法如下:1、地下室外墙:a、防水混凝土外墙(外侧)b、20厚1:2.5水泥砂浆找平层c、刷冷底子油d、4+3SBS防水卷材粘贴e、粘贴50厚模塑聚苯板2、底板:a、100厚c15防水混凝土垫层b、刷冷底子油c、4+3SBS防水卷材粘贴d、50厚c20细石砼保护层三、施工准备(一)、前期准备1、施工前认真审核图纸,了解地下室防水细部构造和要求;2、地下防水工程施工应按照各道工序要求进行验收,合格后方可进入下道工序的施工;3、所使用的防水材料必须有出厂合格证书及北京市建委颁发的防水材料认证书,材料必须符合设计要求;4、防水材料进场后,应按规定进行现场取样复试,进行规格尺寸和外观质量检验,在外观质量检验合格的卷材中,随机取一卷,卷材试样两块送试验室检验其质量,见证取样1组;5、SBS防水卷材为聚酯胎体,用于地下室,产品主要技术指标如下表所示:产品主要技术指标防水卷材应直立堆放,高度不超过2层,短途运输平放时,不宜超过4层,贮存处应阴凉通风,避免日晒、雨淋或受潮。
辅助材料:a、冷底子油,主要用于基层与防水卷材之间,起防水及粘结作用;b、JS涂料,用于底板与外墙板交接处处理;(二)地下室外墙铺贴卷材作业条件准备1、穿墙管道采用套管式防水法,套管加焊止水环;2、墙面的预埋管件等应进行隐蔽工程的验收,使其符合设计和施工验收规范的要求;3、外墙穿墙螺杆须加止水片,模板和螺杆拆除后,螺杆洞口采用高标号防水砂浆封实抹平;4、砂浆找平层须达到一定的强度。
热塑性弹性体TPE,TPR,TPV,TPO配方大全
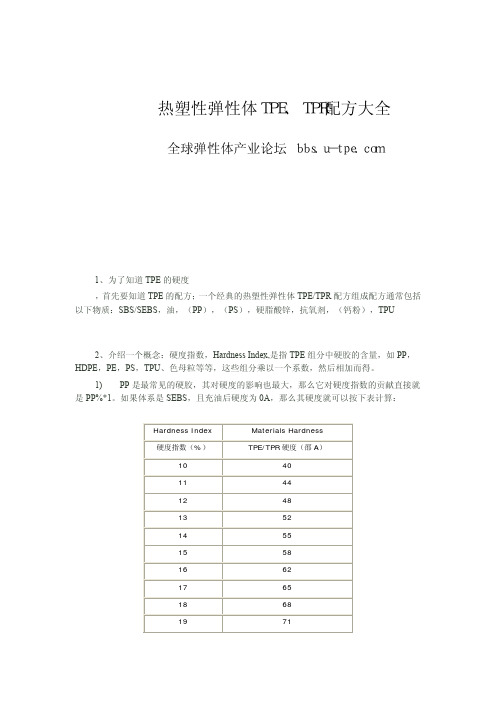
热塑性弹性体TPE、TPR配方大全全球弹性体产业论坛 bbs.u-tpe.com1、为了知道TPE的硬度,首先要知道TPE的配方;一个经典的热塑性弹性体TPE/TPR配方组成配方通常包括以下物质:SBS/SEBS,油,(PP),(PS),硬脂酸锌,抗氧剂,(钙粉),TPU2、介绍一个概念:硬度指数,Hardness Index,是指TPE组分中硬胶的含量,如PP,HDPE,PE,PS,TPU、色母粒等等,这些组分乘以一个系数,然后相加而得。
1) PP是最常见的硬胶,其对硬度的影响也最大,那么它对硬度指数的贡献直接就是PP%*1。
如果体系是SEBS,且充油后硬度为0A,那么其硬度就可以按下表计算:Hardness Index Materials Hardness硬度指数(%) TPE/TPR硬度(邵A)10 4011 4412 4813 5214 5515 5816 6217 6518 6819 7120 7421 7622 7823 8024 8225 8426 8627 882) HDPE,PE,PS,TPU这类硬胶对硬度指数的贡献,大概是PP的1/2~2/3,也就是说它们的百分含量乘以1/2~2/3,然后加起来。
色母粒的贡献值在1/3左右。
以上说得就是硬胶,当然各个牌号,熔指不同的对硬度指数有影响,也就会影响最终的硬度。
3) 有人会问,如果硬胶的百分含量相同,一个是有填充碳酸钙,另外一个是没有填充碳酸钙的难道会相同吗?当然是不同的。
上面的例子基本上都是建立在碳酸钙的填充在30%左右,而SEBS充油至0A的结果(2.5~3.5倍的油)。
当零填充的时候,需要把这个硬度指数要在1),2)的基础上再乘以2/3,这个数值还是跟具体的牌号有关,做几次实验就可以明白了。
而填充大于30%之后,硬度在原来算出来的基础上还要增加,填充每增加1%,硬度增加1~2A,这样就可以预测出最终的硬度。
PS:本人曾经研发出一个TPE、TPR、塑料改性配方估算系统。
ESS半密封丝杆驱动模组综合型录2016.1.18
半密封丝杆驱动模组—M10B—1马达功率motor power10 100w刹车马达品牌trip motor position motor laber sensors行程:500 C:马达中置M: 伺服马达1:含1个感应器范围:50—800 L:马达左偏置2:含2个感应器间隔:50 间隔R:马达右偏置U:马达上偏置D:马达下偏置—M10B—1马达功率motor power10 100wB 刹车马达品牌感应器trip motor position motor laber sensors行程:500 C:马达中置M: 伺服马达1:含1个感应器范围:100—800 L:马达左偏置2:含2个感应器间隔:50 间隔R:马达右偏置U:马达上偏置D:马达下偏置C马达中置—M20B—1马达功率motor power40 400wB 刹车马达品牌感应器trip motor position motor laber sensors行程:500 C:马达中置M: 伺服马达1:含1个感应器范围:150—1000 L:马达左偏置2:含2个感应器间隔:50 间隔R:马达右偏置U:马达上偏置D:马达下偏置C马达中置ESS100—L16—450—C—M20B—1马达功率motor power40 400wB 刹车马达品牌感应器trip motor position motor laber sensors行程:450 C:马达中置M: 伺服马达1:含1个感应器范围:100—1000 L:马达左偏置2:含2个感应器间隔:50 间隔R:马达右偏置U:马达上偏置D:马达下偏置C马达中置—M40B—1马达功率motor power40 400wB 刹车马达品牌感应器trip motor position motor laber sensors行程:500 C:马达中置M: 伺服马达1:含1个感应器范围:100—1000 L:马达左偏置2:含2个感应器间隔:50 间隔R:马达右偏置U:马达上偏置D:马达下偏置ESS140—L20—500—C—M40B—1马达功率motor power40 400wB 刹车马达品牌感应器trip motor position motor laber sensors行程:500 C:马达中置M: 伺服马达1:含1个感应器范围:100—1050 L:马达左偏置2:含2个感应器间隔:50 间隔R:马达右偏置U:马达上偏置D:马达下偏置—M75B—1马达功率motor power75 750wB 刹车马达品牌感应器trip motor position motor laber sensors行程:500 C:马达中置M: 伺服马达1:含1个感应器范围:100—1250 L:马达左偏置2:含2个感应器间隔:50 间隔R:马达右偏置U:马达上偏置D:马达下偏置。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SBS全密式螺桿傳動模組
产品特点:
A. 产品多样化,易于搭配选用, 并可量身订做特殊客制化产品。
B. 单轴可任意搭配成多轴使用, 组装与维护方便容易。
C. 马达连结可依照使用空间选择马达内藏、马达直接、马达间接等....。
使用注意事项:
∙(一)速度及有效行程
∙ 1. 有效行程过长时可能发生振动,应降低转速使用。
∙ 2. 螺杆转速超过临界转速时可能发生共振,临界转速与螺杆长度有关,故滚珠螺杆的临界转速也间接决定滑台模组的有效行程和总长度。
∙ 3. 加减速度会使搬运的质量产生惯性负荷,加减速度越大可搬运质量越小;
而且过大的加减速度会产生较大的冲击力,设计时须纳入考量规范。
∙(二)负载及安装
∙ 1. 型录上所载之最大搬运质量均为标准设计,如有其他特殊负荷需求请洽询本公司。
∙ 2. 螺杆驱动产品垂直使用(Z轴)时,为防止物品滑落建议马达须负煞车装置。
∙ 3. 实际负载重心如离滑台负载中心过大时可能会造成过大的力矩、振动或反应迟缓等,建议实际负载重心尽可能在规范内使用。