锯齿形螺纹
锯齿形(3°、30°)螺纹 公差.fit)

员圆 缘园园 远猿园 愿园园
源园 愿缘园 员 园远园 员 猿圆园
愿 猿苑缘 源苑缘 远园园 怨园 员愿园 员源 缘猿园 远苑园 愿缘园
源源 怨园园 员 员圆园 员 源园园
员园 源园园 缘园园 远猿园
员远 缘远园 苑员园 怨园园
员圆 缘远园 苑员园 怨园园
源缘 怨园
员圆 源圆缘 缘猿园 远苑园 猿 圆远缘 猿猿缘 源圆缘 源 猿园园 猿苑缘 源苑缘
跃
臆
缘援远
员员援圆
员员援圆
圆圆援源
圆圆援源
源缘
源缘
怨园
90
180
员愿园
猿缘缘
猿缘缘
远源园
螺距 孕 皂皂
圆 猿 圆 猿 源 缘 愿 猿 缘 远 苑 愿 员园 员圆 猿 源 愿 怨 员园 员圆 员源 员远 员愿 源 远 愿 员圆 员源 员远 员愿 圆园 圆圆 圆源 圆愿 愿 员圆 员愿 圆园 圆圆 圆源 猿圆 猿远 源园 源源 员圆 员愿 圆源 源源
螺距 孕,皂皂 公差带位置为 c,es 公差带位置为 e,es
圆 原员缘园 -71
员远 原猿苑缘 -190
猿 原员苑园 -85
员愿 原源园园 -200
表 1 外螺纹中径的基本偏差 es
源
缘
远
苑
愿
原员怨园 原圆员圆 原圆猿远 原圆缘园 原圆远缘
-95 -106 -118 -125 -132
圆园
圆圆
圆源
返回总目录 返回分目录
后退
1
中国第一重型机械集团公司标准
锯齿形 (猿毅、猿园毅) 螺纹 公差
本标准适用于一般用途机械传动和紧固的锯齿形螺纹连接。 员 公差带
内、外螺纹公差带分别见图 员 和图 圆。
5-5车矩形、梯形和锯齿形螺纹

图5-11
矩形螺纹的牙型
表5-11 矩形螺纹各基本要素的计算公式
基本要素 牙型角 牙型高度 外螺纹大径 外螺纹小径 符号 α h1 d d1 计算公式 α =30° h1=0.5p+ac 公称直径 d1=d-2h1
外螺纹槽宽
外螺纹牙宽~0.04)
a=P-b ac=0.1~0.2
• • • • • • • • •
根据表5—12中的公式 h3=H4=0.5P+ac=0.5×10mm+0.5mm=5.5mm d2=D2=d-0.5P=42mm-0.5×10mm=37mm d3=d-2h3=42mm-2×5.5mm=31mm D1=d-P=42mm-10mm=32mm f=f′=0.366P=0.366×10mm=3.66mm W=W′=0.366P-0.536ac =0.366×10mm-0.536×0.5mm =3.392mm 根据公式5—2
3、锯齿形螺纹的尺寸计算
锯齿形螺纹的牙型角:33°
锯齿形螺纹能承受较大的单向力 通常用于起重和压力设备中
二、矩形螺纹车刀、梯形螺纹车刀和 锯齿形螺纹车刀 1、矩形螺纹车刀
矩形螺纹车刀与车槽刀十分相似,其几何形状如图5— 17所示。
刃磨矩形螺纹车刀应注意以下问题:
• (1)精车刀的主切削刃宽度直接决定着螺纹的牙 槽宽,其中 主切削刃宽度 b=0.5P+(0.02~0.04)mm • (2)为了使刀头有足够的强度,刀头长度L不宜 过长,一般取 L=0.5P+(2~4)mm • (3)矩形螺纹的螺纹升角一般都比较大,刃磨两 侧后角时必须考虑螺纹升角的影响。 • (4)为了减少螺纹牙侧的表面粗糙度,在精车刀 的两侧面切削刃上应磨有 b′=0.3~0.5mm 修光刃
锯齿形螺纹与梯形螺纹的区别

锯齿形螺纹与梯形螺纹的区别锯齿形螺纹与梯形螺纹的区别在工程机械以及其他机械设备上,螺纹的种类繁多,其中锯齿形螺纹和梯形螺纹是比较常见的两种类型。
它们在外形上看起来确实有些相似,但在实际应用中却有着各自的特点和用途。
本文将从多个角度对锯齿形螺纹和梯形螺纹进行全面评估,帮助读者更加深入地理解这两种螺纹的区别与联系。
1. 外观形状首先来看锯齿形螺纹和梯形螺纹的外观形状。
锯齿形螺纹的螺纹面呈锯齿状,呈现出一种上翘下凹的形态,整体看起来类似于一把锯齿。
而梯形螺纹则是呈现出一个个等距的梯形螺纹面,正面看上去更加平整和连续。
锯齿形螺纹和梯形螺纹在外观形状上确实存在着明显的区别。
2. 应用领域接下来是两种螺纹的应用领域。
通常来说,锯齿形螺纹常用于需要良好的排屑和断屑性能的场合,比如在木工机械、铣床以及其他金属加工设备上广泛使用。
而梯形螺纹则更多地应用于需要承受较大力的场合,比如在螺母、螺栓等连接件上常常可以看到梯形螺纹的身影。
锯齿形螺纹和梯形螺纹根据其不同的特性,被应用于不同的领域,具有各自的优势和特点。
3. 螺纹结构在螺纹结构方面,锯齿形螺纹和梯形螺纹也有着明显的区别。
锯齿形螺纹的每个螺纹面都是成角形状,使得它在工作时更容易排屑和断屑。
而梯形螺纹的每个螺纹面则更接近于矩形,使得它能够承受更大的力,并且更容易实现螺纹的无缝连接。
从螺纹结构上看,锯齿形螺纹和梯形螺纹的设计理念和功能定位也有所不同。
总结回顾通过以上的分析,可以看出锯齿形螺纹和梯形螺纹在外观形状、应用领域以及螺纹结构等方面都存在着明显的区别。
锯齿形螺纹适用于需要排屑和断屑性能的场合,而梯形螺纹则更适用于需要承受较大力的场合。
两者各有所长,选择时需根据具体情况进行合理的选择。
个人观点和理解在实际工程设计中,正确选择和使用不同类型的螺纹对于设备的可靠性和使用寿命至关重要。
对于工程师来说,需要充分理解锯齿形螺纹和梯形螺纹的特点和应用领域,避免因螺纹选择不当而导致设备故障。
锯齿形(3°、30°)螺纹 牙型.fit)
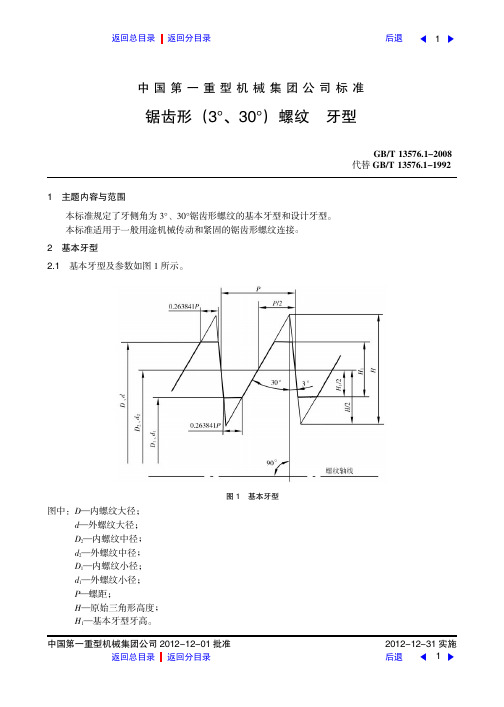
1主题内容与范围本标准规定了牙侧角为3°、30°锯齿形螺纹的基本牙型和设计牙型。
本标准适用于一般用途机械传动和紧固的锯齿形螺纹连接。
2基本牙型2.1基本牙型及参数如图1所示。
中国第一重型机械集团公司2012-12-01批准2012-12-31实施中国第一重型机械集团公司标准锯齿形(3°、30°)螺纹牙型GB /T 13576.1-2008代替GB/T 13576.1-1992图中:D —内螺纹大径;d —外螺纹大径;D 2—内螺纹中径;d 2—外螺纹中径;D 1—内螺纹小径;d 1—外螺纹小径;P —螺距;H —原始三角形高度;H 1—基本牙型牙高。
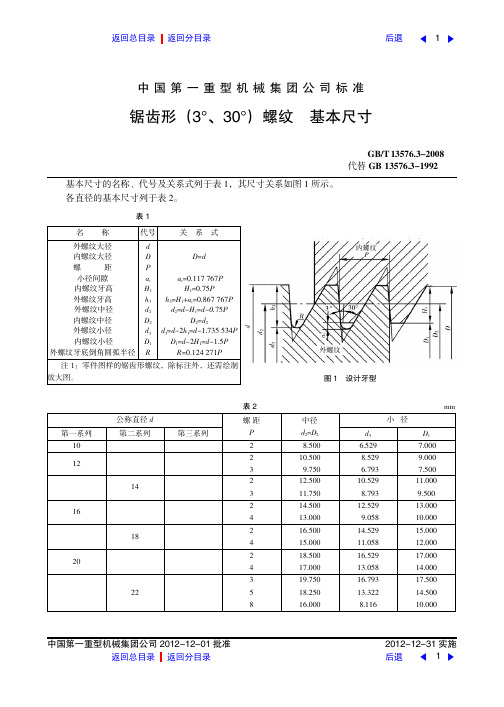
图1基本牙型1返回总目录返回分目录后退表1基本牙型尺寸mm螺距PH1.587911PH/20.793956PH10.75P牙顶和牙底宽0.263841P2 3 43.1764.7646.3521.5882.3823.1761.5002.2503.0000.5280.7921.0555 6 77.9409.52711.1153.9704.7645.5583.7504.5005.2501.3191.5831.8478 9 1012.70314.29115.8796.3527.1467.9406.0006.7507.5002.1112.3752.63812 14 1619.05522.23125.4079.52711.11512.7039.00010.50012.0003.1663.6944.22118 20 2228.58231.75834.93414.29115.87917.46713.50015.00016.5004.7495.2775.80524 28 3238.11044.46250.81319.05522.23125.40718.00021.00024.0006.3327.3888.44336 40 4457.16563.51669.86828.58231.75834.93427.00030.00033.0009.49810.55411.6092.2基本牙型的尺寸列于表1。
锯齿形(3°、30°)螺纹 基本尺寸.fit)
缘愿援园缘愿 源苑援远源缘 猿苑援圆猿员
远猿援园缘愿 缘圆援远源缘 源圆援圆猿员
缘怨援园园园 缘园援园园园 源员援园园园
远源援园园园 缘缘援园园园 源远援园园园
远愿援园缘愿 缘苑援远源缘 源苑援圆猿员
远怨援园园园 远园援园园园 缘员援园园园
苑猿援园缘愿 远圆援远源缘 缘圆援圆猿员
48
50
52
返回总目录 返回分目录
续表 圆 螺距
孕 猿 缘 愿 猿 缘 愿 猿 缘 愿 猿 远 员园 猿 远 员园 猿 远 员园
猿 远 员园
猿 苑 员园
猿 苑 员园 猿 苑 员园
猿 苑 员圆 猿 愿 员圆
猿 愿 员圆
猿 愿 员圆
猿 愿 员圆
中径 凿圆越阅圆 圆员援苑缘园 圆园援圆缘园 员愿援园园园 圆猿援苑缘园 圆圆援圆缘园 圆园援园园园 圆缘援苑缘园 圆源援圆缘园 圆圆援园园园 圆苑援苑缘园 圆缘援缘园园 圆圆援缘园园 圆怨援苑缘园 圆苑援缘园园 圆源援缘园园 猿员援苑缘园 圆怨援缘园园 圆远援缘园园
136.000 124.000 109.000
员猿怨援缘愿苑 员圆圆援圆猿员 员园愿援猿源苑
员源员援园园园 员圆远援园园园 员员源援园园园
144.587 127.231 113.347
146.000 131.000 119.000
员源怨援缘愿苑 员猿圆援圆猿员 员员员援源园缘
员缘员援园园园 员猿远援园园园 员员愿援园园园
第三系列 135
员源园
145
150
155
160
165
170
175
180
185
190
195
标准锯齿形
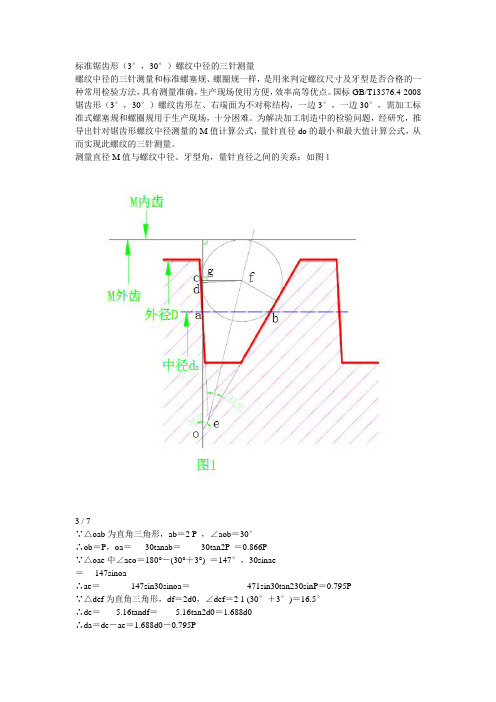
标准锯齿形(3°,30°)螺纹中径的三针测量螺纹中径的三针测量和标准螺塞规、螺圈规一样,是用来判定螺纹尺寸及牙型是否合格的一种常用检验方法,具有测量准确,生产现场使用方便,效率高等优点。
国标GB/T13576.4-2008锯齿形(3°,30°)螺纹齿形左、右端面为不对称结构,一边3°,一边30°,需加工标准式螺塞规和螺圈规用于生产现场,十分困难。
为解决加工制造中的检验问题,经研究,推导出针对锯齿形螺纹中径测量的M值计算公式,量针直径do的最小和最大值计算公式,从而实现此螺纹的三针测量。
测量直径M值与螺纹中径、牙型角,量针直径之间的关系:如图13 / 7∵△oab为直角三角形,ab=2 P ,∠aob=30°∴ob=P,oa=30tanab=30tan2P =0.866P∵△oae中∠aeo=180°-(30°+3°) =147°,30sinae= 147sinoa∴ae=147sin30sinoa=471sin30tan230sinP=0.795P∵△def为直角三角形,df=2d0,∠def=2 1 (30°+3°)=16.5°∴de= 5.16tandf= 5.16tan2d0=1.688d0∴da=de-ae=1.688d0-0.795P∵△dfc为直角三角形,∠dfc=3°∴cd=df tan3°=2 d0 tan3°=0.0262d0∴ca=cd+da=0.0262d0+1.688d0-0.795P=1.7142d0-0.795P∵△cag为直角三角形,∠cag=3°∴ag=ca cos3°=(1.7142d0-0.795P) ×cos3°=1.7119d0-0.7939P∴M外=d2+d0+2ag=d2+d0+2×(1.7119d0-0.7939P) =d2+4.4238d0-1.5878P 同理可求:M内=D2-4.4238d0+1.5878P5 / 7 ae=147sin30sinoa=471sin30tan230sinP=0.795P ∵△ehb为直角三角形,∠heb=16.5°∴hb =eb tan16.5°=0.2716P he= 5.16sinhb= 5.16sin0.2716P =0.9563P ∵△acd为直角三角形,∠cad=3°,ad=2 1 H=0.375P ∴ac= 3cosad=3cos0.375P=0.3755P ∴ec=ea+ac=0.795P+0.3755P=1.1705P ∵△egh和△ecf均为直角三角形,∠geh=∠cef ∴△egh∽△ecf∴ghcf=ge ce ∴cf=ge ce gh∵△egh和△ebh均为直角三角形,gh=bh,eh=eh ∴△egh≌△ebh ∴eb=eg,gh=bh ∴cf=gecegh=ebce bh=PPP9168.01705.12716.0=0.3468P ∵cf=2 d0max∴2 d0max =0.3468P,d0max=2×0.3468P=0.6935P三、计算直量针径最小值d0min,设测量点与外径齐平,并与左右齿面相切,则测量圆心在△cev三个内角平分线上:如图3。
锯齿螺纹加工方法

锯齿螺纹加工方法锯齿螺纹加工方法是一种常用的螺纹加工方法,其特点是加工精度高、加工速度快、加工效率高。
本文将介绍锯齿螺纹加工的基本原理、加工设备、加工过程以及注意事项,希望能够对读者有所帮助。
一、锯齿螺纹加工的基本原理锯齿螺纹加工是一种通过锯齿状刀具进行的螺纹加工方法。
在加工过程中,刀具的切削刃与工件表面呈一定的角度,切削刃在工件表面上切削出一条锯齿状的螺纹,从而实现螺纹加工的目的。
锯齿螺纹加工的优点在于,刀具的切削刃与工件表面的夹角较小,因此加工过程中刀具受力较小,切削效率高,加工精度高。
同时,锯齿状的螺纹结构也具有较好的自锁性,可以提高螺纹的耐磨性和耐久性。
二、锯齿螺纹加工设备锯齿螺纹加工设备主要包括数控车床、螺纹铣床、螺纹滚压机等。
其中,数控车床是最常用的设备之一,其主要优点在于可以实现高精度、高效率的螺纹加工。
三、锯齿螺纹加工过程锯齿螺纹加工过程主要包括以下几个步骤:1、选择合适的刀具选择合适的刀具是锯齿螺纹加工的第一步。
一般来说,刀具的切削刃应该与工件表面的夹角在5度左右,切削刃的宽度应该与工件螺距相匹配。
同时,刀具的硬度和韧性也需要兼顾,以保证切削效率和加工质量。
2、调整刀具在安装刀具之前,需要先调整刀具的切削刃与工件表面的夹角。
一般来说,切削刃与工件表面的夹角应该在5度左右,可以通过调整刀具的安装位置和角度来实现。
3、调整加工参数在进行锯齿螺纹加工之前,需要根据工件的材质、尺寸和螺距等参数,调整加工参数。
一般来说,加工速度应该适中,过快会导致刀具磨损过快,过慢则会影响加工效率。
4、开始加工在调整好刀具和加工参数之后,可以开始进行锯齿螺纹加工了。
在加工过程中,需要保持切削刃与工件表面的夹角不变,同时注意切削液的使用和切削力的变化。
5、检查加工质量在加工完成之后,需要对加工质量进行检查。
主要检查螺纹的尺寸、形状和表面光洁度等指标是否符合要求。
四、锯齿螺纹加工注意事项1、选择合适的刀具是锯齿螺纹加工的关键,需要根据工件的材质、尺寸和螺距等参数来选择合适的刀具。
锯齿形 3° 30° 螺纹 公差 fit

锯齿形3° 30° 螺纹公差 fit锯齿形3°30°螺纹公差fit锯齿形(3°.30°)螺纹公差.fit)回到总目录回到分后目录中国第一重型机械集团公司标准锯齿形(3°、30°)螺纹公差gb/t13576.4-2021替代gb/t13576.4-1992本标准适用于一般用途机械传动和紧固的锯齿形螺纹连接。
1公差带内、外螺纹公差拎分别见到图1和图2。
d—内螺纹大径;d2—内螺纹中径;d1—内螺纹小径;p—螺距;td—内螺纹大径公差;td2—内螺纹中径公差;td1—内螺纹小径公差。
图1内螺纹公差拎边线d—外螺纹大径;d2—外螺纹中径;d3—外螺纹小径;p—螺距;td—外螺纹大径公差;td2—外螺纹中径公差;td3—外螺纹小径公差。
外螺纹公差拎边线中国第一重型机械集团公司2012-12-01批准2012-12-31实行1.2公差带大小1.1公差拎边线1.1.1公差带的位置由基本偏差确定,本标准规定外螺纹的上偏差es及内螺纹的下偏差ei为基本偏差。
1.1.2内螺纹大径d、中径d2和小径d1的公差带位置为h,其基本偏差ei为零;外螺纹大径d和小径d3的公差带位置为h,其基本偏差es 为零。
外螺纹中径d2的公差带位置为e和c,其基本偏差es为1.2.1本标准对内、外螺纹各直径分别规定了如下各种公差等级:小径d7、8、9中径d7、8、9中径d7、8、9本标准还规定外螺纹小径d3所挑选出的公差等级必须与其中径d2的公差等级相同。
1.2.2外螺纹中径的基本偏差数值分别见到表中1。
表1外螺纹中径的基本偏差es螺距p,mm公差拎边线为c,es公差拎边线为e,es螺距p,mm公差带位置为c,es公差带位置为e,es522624728183293610401244141.2.3内螺纹大径d、中径d2及小径d1的公差td、td及td的数值分别归入表中2、表中3及表中4。
锯齿形螺纹加工方法

锯齿形螺纹加工方法English: The process of machining serrated threads can be achieved using a variety of methods, including thread milling, grinding, or rolling. Thread milling involves using a cutting tool to produce the desired thread profile by moving along the workpiece and removing material to form the serrations. Grinding, on the other hand, involves using a grinding wheel to shape the workpiece into the desired thread profile. This method is suitable for producing very precise and accurate serrated threads. Rolling is another method used to create serrated threads, where a rolling tool is pressed against the workpiece to form the thread profile. Each method has its advantages and limitations, and the choice of method depends on factors such as the material of the workpiece, the desired thread profile, and the required production volume.中文翻译: 加工锯齿形螺纹的方法包括螺纹铣削、磨削或滚压等多种方法。
美制锯齿形螺纹的检验标准

美制锯齿形螺纹的检验标准主要包括以下几个方面:
1. 尺寸和公差:美制锯齿形螺纹的尺寸和公差需要符合相关标准,例如英寸制或公称直径等。
检验时需要使用螺纹规或测微计等工具来测量螺纹的大径、小径、螺距、导程等参数,确保其符合设计要求。
2. 旋向和线数:美制锯齿形螺纹的旋向和线数也需要进行检查。
通常使用的有左旋和右旋,线数一般为单线。
检验时需要确保其旋向和线数符合设计要求。
3. 表面质量:美制锯齿形螺纹的表面质量也需要进行检查。
通常要求表面光滑,无毛刺、裂纹等缺陷。
可以使用显微镜或肉眼进行检查。
4. 材料和硬度:美制锯齿形螺纹的材料和硬度需要符合相关标准。
通常使用的材料有钢材、不锈钢等。
检验时需要使用硬度计等工具来测量其硬度,确保符合设计要求。
5. 连接和密封性能:美制锯齿形螺纹的连接和密封性能也需要进行检查。
通常要求连接牢固,无泄漏等现象。
可以使用压力测试、泄漏测试等方法进行检查。
6. 检验方法:美制锯齿形螺纹的检验方法可以参考相关标准,例如GB-T 3934-2003《普通螺纹量规技术条件》和ISO1502《ISO一般用途的米制螺纹检验》等。