EGSB膨胀颗粒污泥床反应器设计计算
膨胀颗粒污泥床反应器的应用研究进展(DOC)

膨胀颗粒污泥床反应器的应用研究进展*田在锋1王路光2王靖飞3(1.河北省环境科学研究院,河北石家庄050051;2.国家环境保护制药废水污染控制工程技术中心,河北石家庄050051;3.河北省水环境科学实验室,河北石家庄050051)摘要介绍了膨胀颗粒污泥床(EGSB)反应器的特征及研究应用进展。
EGSB反应器是在UASB反应器的基础上发展起来的第三代厌氧生物反应器,由于其独特的技术优势,可以用于多种有机废水的处理,并具有较高的处理效率。
EGSB反应器在各种浓度有机废水及毒性废水中有较多的应用基础研究,为生产性试验和进一步工程应用奠定了基础。
还展望了EGSB反应器今后的发展趋势。
关键词厌氧生物处理EGSB反应器颗粒污泥Review of application and research expanded granular sludge bed reactor Tian Zaifeng1,Wang Luguang2,Wang Jingfei1. (1. Hebei Provincial Academy of Environmental Sciences, Shijiazhuang Hebei 050051;2.State Environmental Protection Engineering Center for Pharmacy Wastewater Pollution Control, Shijiazhuang Hebei 050051;3.Hebei Provincial Key Laboratory of Aquatic Environment, Shijiazhuang Hebei 050051)Abstract: In this paper,the characteristics of Expanded Granular Sludge Bed(EGSB) reactor and its recent application and research achicvements were reviewed, of which is the third degeneration of anaerobic biological reactor developed on the base of UASB reactor, and by this unique technical advantage, it could be applied to treat many kinds of organic wastewater and high COD removal efficiencies could be obtained. The future development of EGSB reactor was also prospected.Keywords: anaerobic biological treatment;EGSB reactor;granular sludge随着社会经济和城市的发展,环境污染和能源紧张的问题变得越来越严重,20世纪六、七十年代以后,厌氧消化技术作为一种低能耗的有机废水生物处理方法,得到了人们越来越多的重视。
常温下膨胀颗粒污泥床EGSB反应器处理城市污水
常温下膨胀颗粒污泥床EGSB反应器处理城市污水文章编号:0427-7104(2006)03-0353-06收稿日期:2005-10-08基金项目:国家高技术研究发展计划“863”资助项目(2003AA601020)作者简介:张旭栋(1982—),男,硕士研究生;通讯联系人刘燕教授.常温下膨胀颗粒污泥床(EGSB )反应器处理城市污水张旭栋,刘燕,邓丛蕊(复旦大学环境科学与工程系,上海200433)摘要:研究了用膨胀颗粒化污泥床(EGSB )反应器处理常温条件的城市污水.实验结果表明:在回流比为1∶1,水力停留时间(HRT )为2~24h 范围内,城市污水经EG SB 处理后,其出水平均ρCOD 为78mg ·L -1,ρSS 为18mg ·L -1,色度16,浊度12,pH 7.5~pH8.3,满足城镇污水处理厂二级排放标准.出水ρCOD 中,硫化物占约50%的比例,脱除出水中的硫化物是进一步降低ρCOD 浓度的关键.在一定的范围内(1∶1~14∶1),回流比对出水ρCOD 影响较少,但当回流比为18∶1,上升流速为3.8m ·h -1时,污泥流失严重,出水恶化.关键词:EG SB 反应器;城市污水;水力停留时间(HRT );常温;回流比;厌氧处理中图分类号:X 172 文献标识码:A厌氧处理工艺具有剩余污泥少、运行费用低、能源可回收等优点,被认为是发展前景看好的废水处理技术[1,2].目前在一些热带地区,以UASB (上流式厌氧污泥床)为代表的厌氧反应器已经应用于城市污水的处理[3].而在我国,城市生活污水的处理率仅为22.3%,其中82%的生活污水处理仍沿用传统的好氧工艺[4],从能源与环境的角度来看,生活污水的厌氧处理技术具有广阔的前景.对厌氧工艺而言,城市污水属于典型的低温、低浓度污水(ρCOD < 1000mg ·L -1),不利于厌氧处理,因此在常温下采用厌氧工艺处理城市污水一直是厌氧工艺发展所面临的挑战之一,EGSB (膨胀颗粒污泥图1 EGSB 反应器结构图Fig .1 Schema tic diag ram o f EGSB reacto r1.进水桶;2.进水泵;3.回流泵;4.气体收集;5.出水;6.三相分离器;7.污泥床床)的出现使得在低于15℃下处理污水成为可能[5].城市污水的EGSB 处理研究在国外已经有十多年的历史[5],而在国内,对EGSB 的研究则主要集中在高浓度自配水[6,7]、有毒废水[8] 的处理及反应器中污泥性质[9,10]等方面,采用EGSB 对实际城市污水处理的研究则未多见.本文就常温下EGSB 反应器处理我国实际城市污水的可行性进行了研究,探讨了在不同水力停留时间和回流比条件下E GSB 处理城市污水的效果.1 试验装置、材料和方法1.1 试验装置如图1所示,EGSB 反应器由有机玻璃制成,聚四氟乙烯管连接.反应器总高度1.5m ,反应区高度1.2m ,反应区内径4cm ,有效体积1.5L .进水及回流均采用恒流泵导入.1.2 试验用水与接种污泥试验进水取自上海市曲阳水质净化厂,进水水质主要指标见下表1.接种污泥来自上海市某啤酒厂处理啤酒废水的内循环厌氧反应器中,颗粒呈深黑色,粒径以第45卷第3期2006年6月复旦学报(自然科学版)Journal of Fudan University (Natural Scienc e )Vol .45No .3 Jun .20061~3mm 为主,接种量16.9gSS /L .1.3 试验进程及方法反应器在常温下总共运行了283d ,前156d 保持在固定回流比(1∶1)条件下,通过逐步提高进水容积负荷减小水力停留时间(H RT ),考察了EGSB 反应器对城市污水的处理效果.从157d 起,则保持HRT 稳定在6h 左右,通过逐步提高出水回流比,考察了反应器受上升流速改变的影响程度及运行状况.1.4 分析方法ρCOD ,ρBOD 5,ρNH 3-N ,ρSS ,色度等的测定均采用标准方法[11],ρSO 2-4采用标准重量法[11],ρS 2-采用碘量法[11].浊度采用WZS -185高浊度仪测定,VFA (挥发性有机脂肪酸)采用气相色谱法测定,气相色谱仪:1122GC (上海分析仪器厂),15m ×0.53mm FFAP ,pH 值采用pH -2S 型酸度计测定.2 试验结果与讨论2.1 EGSB 反应器在不同HRT 条件下的运行状况采用厌氧颗粒污泥接种,启动期温度保持在30℃左右,H RT 保持在24h ,3周左右出水ρCOD 便可稳定在60mg ·L -1以下,故认定启动完成,此后EGSB 处于21~32℃(平均温度26℃)的常温环境中.由于城市污水浓度较低,应尽快的提高有机负荷以维持颗粒中厌氧微生物的营养,故启动完成后随即将HRT 迅速降至12h .采用减小H RT ,增大水力负荷的方法提高有机负荷,每次在新的H RT 条件下,出水稳定后,便进一步减小H RT ,直至HRT 降至1h 时,反应器内污泥流出严重,出水水质恶化,故在第157d 重新将HRT 从1h 升至6h .运行期间反应器主要进、出水情况如表1所示.表1 进、出水主要水质指标一览Tab .1 W ater quality of influent and effluent in EGSB reacto r during operation period进、出水ρCOD /mg ·L -1范围平均值ρBOD 5/mg ·L-1范围平均值ρSS /mg ·L-1范围平均值ρNH 3-N /mg ·L-1范围平均值ρ总P /mg ·L-1范围平均值ρ碱度/mgCaCO 3·L -1范围平均值进水143~24718671~1259162~1399616~33242.0~3.52.9188~251218出水46~1007816~35256~281817~34251.7~3.32.7187~257216进、出水浊度/NT U 范围平均值色度/倍范围平均值ρ挥发性脂肪酸/mgCH 3COOH ·L -1范围平均值pH 范围平均值ρSO2-4/mg ·L -1范围平均值ρS2-/mg ·L -1范围平均值进水135~26019516~503014~65297.1~8.17.579~153120——出水5~30128~201611~39197.5~8.37.810~65400~4416(1)EGSB 反应器对COD 的去除效果不同HRT 条件下EGSB 反应器对COD 的去除效果如图2所示.由图2(b )易见EGSB 反应器在整个运行期内出水较为稳定,受进水波动和HRT 改变的影响较小.Lettinga 在采用UASB 反应器处理城市污水时,亦提到厌氧处理的这一特点[12].运行期内出水平均ρCOD 为78mg ·L -1,H RT 在24,12,8,6,4,3,2h 时的平均出水ρCOD 则分别为57,78,79,74,75,87,93mg ·L-1,均满足城市污水二级排放标准(≤100mg /L ):其中24~4h 阶段,出水ρCOD 更是达到城市污水排放一级B 标准(≤80mg ·L -1 ),其相应的COD 平均去除率分别为65%,52%,59%,62%,61%,53%和49%.在156d 的运行过程中,COD 去除率最高可达73%,平均为57%.由于城市污水的浓度较低,波动范围也较小,因此就城市污水厌氧处理而言,基本是维持在低负荷下运行,所以有机负荷对反应的影响主要还是由H RT 的大小改变决定,如图2(c )所示,当H RT 由24降至2h 时,反应器的有机负荷由最初的0.17kg COD ·(m -3·d -1)逐步提高到了5.39kg COD ·(m-3·d -1).Last 等在荷兰旱季常温条件下(13~19℃)采用205L 的EGSB 处理预沉城市污水,进水平均ρCOD =391mg ·L -1,HRT 在3.5~5.8h 时,出水平均ρCOD 为258mg ·L -1,总COD 平均去除率为34%[5].王凯军用EGSB 在常温(19~20℃)条件下处理城市污水,在H RT 为2~4h ,上升流速为2~12m ·h -1的条件下,将ρCOD 为378~419的进水降低为211~233m g ·L -1的出水[13].李波等用复合厌氧污泥床常温下处理354复旦学报(自然科学版)第45卷城市污水时,进水ρCOD 156~475mg ·L -1,出水平均ρCOD 为159mg ·L -1[14].这些研究成果[5,13,14]的一个共同点均为出水ρCOD 高于100mg ·L-1,不能满足我国城市污水处理厂二级排放标准(ρCOD ≤100mg ·L -1).而本试验的进水取自上海曲阳水质净化厂,其ρCO D 值很低,仅为143~247mg ·L-1,在常温下用EGSB 反应器将其处理至46~100mg ·L -1,能够满足我国城市污水处理厂二级排放标准,因此采用单级EGSB 处理城市污水具有极大的应用前景.由于硫酸盐在厌氧环境下会被硫酸还原菌还原成硫化物,出水中的硫化物也会构成COD .从测试结果来看,进水ρSO 2-4在120mg ·L -1左右,出水的ρSO 2-4则为40m g ·L -1,去除率高达75%.出水中平均ρS2-为16mg ·L -1,按2gCOD /g S 2-的当量计算可知,在出水ρCOD 中约有32m g ·L -1是由S 2-所贡献.运行期间出水平均VFA 浓度为19mg /L ,且未检测到除乙酸外的其他VFA ,将其折合ρCOD ,则为20m g ·L -1.另外出水平均ρSS 为18mg ·L -1,按1.98gCOD /g VSS 的当量和厌氧出水VSS /SS 常数为0.6计算,折合ρCOD 约为21mg ·L -1.三者累积总值约为73mg ·L -1,与实际平均出水ρCOD =78mg ·L -1相比较为吻合,因此可以大致确定以SS 、VFA 和非VFA (主要为S 2-,另外可能包括多糖、蛋白、SMP 等)形式存在的出水ρCOD 组分比例21∶19∶38(约为1∶1∶2).因此采用EGSB 工艺在处理低浓度废水时,需要注意的一点便是如何高效经济地脱除出水组分中的硫化物.图2 EGSB 在不同HRT 条件下的处理效果和运行状况(a )H RT ,(b )进、出水CO D 浓度,(c )CO D 的去除率、进水有机负荷Fig .2 Performance of EGSB reacto r during different HRT period(a )H RT ,(b )V ariety of CO D in influent and effluent ,(c )CO D removal efficiency and o rganic loading-○-进水;-★-出水;-■-COD 去除率;-△-有机负荷(2)EGSB 对SS 、N 、P 、色度、浊度等的去除效果EGSB 反应器进、出水ρSS 和NH 3-N 的变化情况如图3,图4(见第356页)所示.从图3来看,进水SS 浓度在62~135范围变化,平均96,而在24,12,8,6,4,3,2和1h 时平均出水SS 分别为27,21,17,16,23,18,23,和34mg ·L -1,平均去除率可达75%以上.易见除启动初期及H RT 降至1h 后由于高水力负荷下引起的部分污泥洗出导致SS 浓度升高外,运行期内出水SS 均低于25mg ·L -1,满足国家城镇污水处理厂二级排放标准.进水SS 并没对反应器造成什么影响,高的SS 去除率可能还要归功于反应器本身的结构特征———具有很大的高径比(约30左右).这样的结构使得EGSB 反应器在低H RT 条件下去355 第3期张旭栋等:常温下膨胀颗粒污泥床(EGSB )反应器处理城市污水除SS 时更像是一个竖流式沉淀池和悬浮澄清池,SS 在通过污泥床时能得到有效的截留去除.作为厌氧工艺的一种,EGSB 同样不能有效的去除氮、磷.表1中显示进、出水总P 浓度变化不大,进、出水平均浓度分别为2.9和2.7mg ·L -1,图4则显示EGSB 反应器对NH 3-N 几乎没有任何的去除,进、出水NH 3-N 平均浓度分别为24和25mg ·L -1.虽然厌氧微生物的代谢会消耗部分氮,但城市污水中存在的蛋白质等会在厌氧条件下转化成NH 3-N ,从而导致了出水中NH 3-N 的稍微升高.同其他的厌氧工艺处理城市污水一样,EGSB 需要选择适当的后处理工艺来处理氨氮和磷.图3 不同HRT 阶段的平均进、出水SS 和去除率Fig .3 T he average SS in influent and effluent as well as its remov al efficient during different H RT period-○-进水;-★-出水;-■-平均去除率图4 运行期内进出水N H 3-N 变化情况Fig .4 Influent and effluent NH 3-N variation of EGSB reacto r during operation period-○-进水;-★-出水EGSB 对城市污水色度、浊度的去除效果如表1所示.出水水质的表观改善尤为明显,出水色度均保持在20以下.对浊度的去除效果则更为出色,进水135~260NTU ,平均195NT U ,而出水仅为5~30N TU ,平均只有12NT U ,平均去除率高达95%,两指标均符合国家城镇污水处理厂一级排放标准.从试验结果可见,在常温条件下采用EGSB 处理我国城市污水是可行的,在H RT 低至2h 的条件下,其出水ρCOD ,ρBOD 5,ρSS ,pH ,色度等指标均能满足国家城镇污水处理厂二级甚至一级排放标准,从处理效果和运行成本两方面来考虑,EGSB 无疑是一种颇具竞争力的工艺.2.2 EGSB 反应器在不同回流比条件下的运行效果从第157d 将反应器的HRT 升至去除率较好的6h ,并维持1∶1的回流,待一周左右出水恢复稳定后,重新测试和分析相关数据,并逐渐增加回流比.该阶段试验共持续127d ,最终回流比升至18∶1,上升流速(u up )由最初的0.4m ·h -1升至3.8m ·h -1.表2为不同回流比(不同u up )下反应器的表现,图5为运行周期内的出水ρCOD 变化.随着上升流速的增加,反应区污泥床高度变化明显,呈逐步膨胀现象.在u up ≤1.0m ·h -1时,污泥基本沉于反应区底部,固液分界线明显,当回流比继续增加,u up 增至1.6m ·h-1后,在高的流速下,泥水间的混合加强,污泥床会变得均匀松散,当u up ≥3.4m ·h -1后,污泥膨胀更为明显,已升至三相分离器底部,出水中洗出少量絮状污泥,当u up 上升至3.8m ·h -1时,出水中污泥流失现象则相当严重.由表2及图5易见,本试验运行的EGSB 反应器在回流比升至14∶1之前,出水ρCOD 变化不大,在70~77mg ·L -1范围内波动.当回流比达14∶1,上升流速为3.0m ·h -1时,这一阶段出水ρCOD 最低可达61 356复旦学报(自然科学版)第45卷mg ·L -1,平均出水也只有70mg ·L -1.当回流比达16∶1时,COD 去除率略有降低.而当回流比继续升高至18∶1,上升流速为3.8m ·h -1 时,出水ρSS 显著上升,平均值达38mg ·L -1,出水ρCOD 值也达100mg ·L-1以上,说明过高的上升流速后反而会造成出水的恶化.高的回流比与高能耗密切相关,因此在保证出水水质的前提下,选择合适的回流比对于工程应用具有实际意义.在本试验条件下,从处理效率来看,保持1∶1~14∶1的回流比较为合理,但考虑到上述能耗原因,最佳回流比应控制为1∶1左右,此时能耗最小,且出水COD 等指标又能达到国家城镇污水处理厂二级排放标准.表2 不同回流比下反应器的表现T ab .2 T he performance of EGSB reactor during different effluent recirculation ra tes回流比u up /m ·h -1ρ进水平均COD /mg ·L-1ρ出水平均COD /mg ·L-1ρ出水平均SS /mg·L -11∶10.417974153∶10.820979167∶11.6207721510∶12.2192 731812∶12.6209712014∶13.022*******∶13.4230772718∶13.826011238图5 不同回流比下EGSB 反应器的COD 进出水变化Fig .5 Influent and effluent CO D variation of EGSB reactor under different effluent recirculation ra te-○-进水;-★-出水;-■-去除率关于EGSB 反应器稳定运行时所能承受的上升流速,国内外文献结论有异,通常认为在处理低浓度废水时,速度保持在6m ·h -1以下,处理效果良好[13];但也有研究报道上升流速在8~10m ·h -1时仍能稳定高效的运行[15].究其原因,这与各人运行的EGSB 反应器结构上的差异(如反应区的截面积、反应器的高度、三相分离器的设计等)以及反应区污泥接种量等都有较大关系.从本试验的结果来看,EGSB 反应器在上升流速低于3.8m ·h -1时能够稳定的运行,出水平均COD 值74mg ·L -1,平均去除率64%;在上升流速3.0m ·h -1左右时,可取得最好的去除率,这也与相关文献上升流速应该控制在6m ·h -1以下相符.综上所述,EGSB 反应器可有效地处理低浓度城市污水.在室温条件下EGSB 对COD 的去除受HRT变化影响不大,在HRT 为2~24h 范围内,其出水平均ρCOD 为78mg ·L -1,ρSS 18mg ·L -1,色度16倍,浊度12NTU ,这些指标满足国家城镇污水处理厂二级甚至一级排放标准.而从EGSB 反应器出水COD 构成来看,以SS ,VFA 和非VFA 形式存在的组分比例大致为1∶1∶2,其中非VFA 形式的COD 组分主要为硫化物,因此采用EGSB 工艺在处理低浓度废水时,脱除出水中的硫化物是降低COD 浓度的关键.在一定的范围内(从1∶1到14∶1),回流比对出水ρCOD 变化影响不大,在70~77mg ·L -1范围内,当上升流速大于或等于3.8m ·h -1时,出水水质恶化,污泥流失严重.在保证出水水质的条件下,考虑到回流能357 第3期张旭栋等:常温下膨胀颗粒污泥床(EGSB )反应器处理城市污水耗,处理城市污水的最佳回流比应为1∶1.参考文献:[1] Letting a G .Advanced anaerobic wastew ater treatment in the near future [J ].Wat Sci T ech ,1997,35(10):5-12.[2]Letting a G ,Rebac S ,Zeeman G .Challenge ofpsychrophlic anaerobic w astewater treatment [J ].Trends in Biotech ,2001,19(9):363-370.[3] Schellinkhout A ,Collazos C J .Full -scale application of the UASB technology for sew age treatment [J ].WatSci T ech ,1992,25:159-166.[4] 李亮,黄丽,刘燕.城市生活污水厌氧生物处理发展现状[J ].环境污染治理技术与设备,2004,5(12):1-6.[5] v an Der Last A R M ,Lettinga G .A naerobic trea tment of do mestic sewage under moderate climatic (Dutch ) conditions using upflo w reactors at increased superficial v elo cities [J ].Wat Sci T ech ,1992,25(7):167-178.[6] 左剑恶,王妍春,陈浩,等.膨胀颗粒污泥床(EGSB )处理高浓度自配水的试验研究[J ].中国沼气,2001,19(2):8-11.[7] 江瀚,王凯军,倪文,等有机负荷及水力条件对EGSB 运行效果的影响[J ].环境污染治理技术与设备,2005,6(1):39-43.[8] 王妍春,左剑恶,肖晶华.EG SB 反应器处理含氯苯有机废水的试验研究[J ].环境科学,2003,24(2):116-120.[9] 王妍春,左剑恶,肖晶华.EG SB 反应器内厌氧颗粒污泥性质的研究[J ].中国沼气,2002,20(4):3-7.[10] 康晶,王建龙.EGSB 反应器中厌氧颗粒污泥的脱氮特性研究[J ].环境科学学报,25(2):208-213.[11] 国家环境保护总局.水和废水监测分析方法(第3版).北京:中国环境科学出版社,1989.[12] Letting a G ,de M an A ,van Der Last A R M ,et al .A naerobic treatment of domestic sew ag e and wastewa ter [J ].Wat Sci T ech ,1993,27(9):67-93.[13] 王凯军,van Der Last A R M ,Lettinga G .水解与颗粒污泥膨胀床串连工艺处理城市生活污水[J ].中国给水排水,1999,15(8):19-23.[14] 李波,徐高田,邹伟国,等.复合式厌氧污泥床反应器处理城市生活污水的试验研究[J ].环境技术,2002,20(2):33-36.[15] Jeison D ,Chamy R .Comparison of the behaviour of expended granular sludge bed and upflow anaerobic sludge blanket reactor in dilute and concentrated wastewater reatment [J ].Wat Sci Tech ,1999,40(8):91-97.Municipal Wastewater Treatment by EGSB (Enhanced GranularSludge Bed )Reactor at Ambient TemperatureZH AN G Xu -don g ,LIU Yan ,DE NG Cong -rui(Department of Env ironmental Science and Engineering ,Fudan University ,S hanghai 200433,China )A bstract :The municipal wastew ater treatment by EGSB (Enhanced Granular Sludge Bed )reactor at ambient temperature was investigated .The results showed that when HRT (Hydraulic Retention Time )ranged from 2to 24h with recircula -tion ratio of 1∶1,average ρCOD was 78mg /L ,ρSS ,18mg /L ,color ,16,turbidity 18in the effluent of the EGSB reactor ,meeting the discharge requirements of The Second Grade of Discharge Standards for Municipal Wastewater Treatment Plant .Sulfide contributed about 50%ρCOD in effluent .It w as a key to remove sulfide from effluent to further reduce ρCOD level .Recirculation ratio ,ranged 1∶1to 14∶1,had little effect on effluent ρCOD level .Effluent quality became worse w ith severe sludge w ashout when return ratio increased to 18∶1with upflow velocity of 3.8m /h .Keywords :EGSB reactor ;municipal wastew ater ;HydraulicRetention Time (HRT );ambient temperature ;recirculation ratio ;anaerobic treatment358复旦学报(自然科学版)第45卷。
egsb膨胀颗粒

EGSB反应器设计计算(圆形)CF 5.5mDH=CD×sin50°0.766044443mDE=2DH+CF7.032088886mDI=DE-b2 1.823900477m上三角形集气罩回流逢之间面积S2=π(CF+DE)CD/219.68534256㎡CH0.64278761mAI 2.173639946mh4=CH+AI 2.816427555mh51m上集气罩上底直径d=CF-2h5tg40° 3.821800738mBC=CD/sin40° 1.555723827mDI=0.5(DE-b2)0.911950238mAD=DI/cos50° 1.418742715mBD=DH/cos50° 1.191753593mAB=AD-BD0.226989122m反应器中废水流量Q1=Q/(n*24)78.125m³/h 下三角形集气罩回流逢面积S1=1/4π*b2221.30408509㎡回流逢中混合液的上升流速V1=Q1/S1 3.667137062m/h上下三角形集气罩之间回流逢中流速 V2=Q1/S2 3.968688874m/h︒=40sinCDCH50tgDIAI⋅=EGSB 反应器进水应符合下列条件:a)pH 值宜为 6.5~7.8;b)常温厌氧温度宜为 20℃~25℃,中温厌氧温度宜为 30℃~35℃,高温厌氧温度宜为50℃~55℃;c)CODCr:N:P=100~500:5:1;d)EGSB 反应器进水中悬浮物含量宜小于 2000mg/L;e)废水中氨氮浓度宜小于 2000mg/L;f)废水中硫酸盐浓度宜小于 1000mg/L 或 CODCr/SO42-比值大于 10;g)废水中 CODcr 浓度宜为 1000mg/L~30000mg/L;h)严格控制重金属、氰化物、酚类等物质进入厌氧反应器的浓度。
EGSB反应器的有效水深应在16m~24m之间。
EGSB介绍..

EGSB 反应器的结构和特征
1.结构:
EGSB反应器主要包括布水装置、 三相分离器、出水收集装置、循环 装置、气液分离器、排泥装置及加 热和保温装置。
EGSB反应器结构示意图
1.1布水装置
布水装置宜采用一管多孔式布水,孔口流速应大于2m/s,穿孔管直径 大于100mm。
配水管中心距反应器池底宜保持150mm~250mm的距离。
1 污泥颗粒化机理
1.1选择压理论(1983) 反应器对污泥的连续选择过程 废水经水解后产生的大量VFA(挥发性有机酸) Methanotrix对VAF的亲和力更高,作为优势菌种具有聚集并附着在废 水中其他颗粒的表面的能力
1.2甲烷丝状菌在微絮体中的架桥作用(1987) 甲烷丝状菌特殊的形态和表面特性,其能在几个微絮体间架桥形成 较大颗粒
亚单位聚集期 大量的亚单位生成后,亚单位表面的丝状菌互相粘连开始是2到3 个,慢的发展成多个,亚单位间呈透明状,边缘不整齐,整体呈 桑状,称为初生颗粒
初生颗粒的生长期 随着初生颗粒内细菌的生长和 黑色金属硫化物在亚单位间的 沉积,颗粒逐渐变得致密,亚 单位间不再透明,颗粒表面逐 渐被细菌代谢所产生的基质包 围,表面变得光滑而整齐,形 成一个具有一定强度和弹性的 栋样黑色颗粒,一个完整的颗 粒污泥初步形成。
絮凝污泥丝状菌增长期 呈分散状的污泥逐渐形成有结构 的絮体 活性污泥中非生物物质的数量减 少,各种菌尤其是丝状菌(主要 是丝状甲烷菌)数量明显增多 随着絮状体的出现,污泥活性明 显增强,使反应器内VFA浓度下 降并趋于稳定,Methanosarcina (甲烷八叠球菌属)数量下降
颗粒污泥亚单位生成期 具有大量甲烷毛发菌的絮凝污 泥,随着反应器有机负荷和水 利条件的增加,逐步结聚成小 的团块,这些团块是形成颗粒 污泥的亚单位。聚结成的团块, 由于丝状菌的缠绕和其分泌的 胞外附着物的粘连,结构变得 致密,大小一般为50-100um形 状不规则
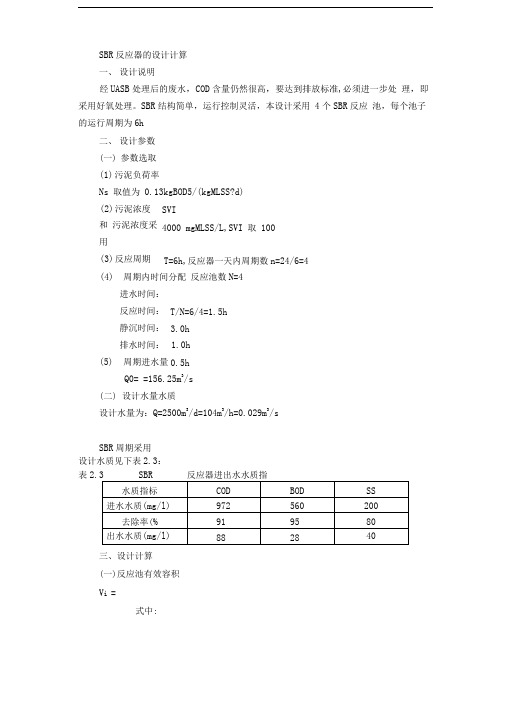
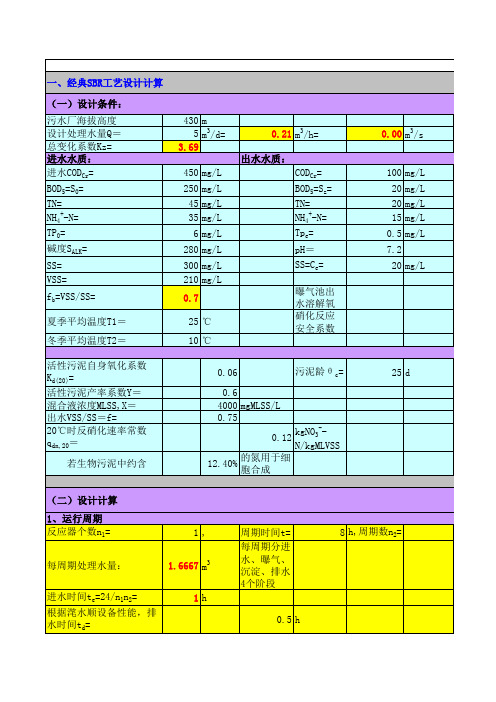
SBR反应器的设计计算

SBR 反应器的设计计算(1)由于SBR 为间歇进水,所以采用2个反应器。
(2)参数选择 污泥负荷Ls 取值0.1kgBOD/(kgMLSS ·d );污泥浓度采用X=3000mgMLSS/L ;进水COD=225mg/L,BOD=135mg/L ,反应池高H=4.0m ,安全高度ε=0.3m;排水比1/m=1/4;,B/C=0.48>0.4,可生化性好。
(3)反应池运行周期各工序的计算 ①.曝气时间(T A )02250.490/BS COD mg L C ==⨯=024249020.143000A s S T h L mX ⨯===⨯⨯②.沉淀时间(T S ) 初期沉淀速度4 1.264 1.26max 4.610 2.251036000.75/v X m h--=⨯⨯=⨯⨯=则:max 113.50.5420.75S H m T h v ε⎛⎫+⨯+ ⎪⎝⎭=== ③.排出时间(T 0)排出时间为1h ,与沉淀时间合计为3.0h 计。
④.进水时间(T F ) 设进水时间为 T=1.0h 。
一个周期时间为T=8.0h 。
(4)反应池池容计算 SBR 反应池涉及运行水位草图如图4.10 设f=0.85:SVI=150 故污泥沉降体积为841.085.0150101353506=⨯⨯⨯⨯-3m 采用周期为8h ,池个数为2个 每个池子的有效容积为100421662842428350=+=+⨯⨯3m 选定每个池子尺寸为:长7m ,宽4m ,高4m 采用超高0.3m ,故池子全高为4.3m 各程序时间分配:进水:1h 曝气:2h 静沉:2h 排水:1h 闲置:2h排水口低高为 4-92.147166=⨯>0.68(安全)图4.10 SBR 反应池涉及运行水位草图 排水结束时水位h 22111414.0 2.71.12541m h Hm Q m V --=⨯=⨯⨯=∆+ 基准水位3114.0 3.61.1251h Hm Q V ==⨯=∆+高峰水位 h 4=4.0m 警报,溢流水位 h 5=h 4+0.3=4.3m污泥界面 h 1=h 2-0.5=2.2m (5)需氧量计算①.需氧量 需氧量O a 为有机物(BOD)氧化需氧量O 1、微生物自身氧化需氧量O 2、保持好氧池一定的溶解氧O 3所需氧量之和。
膨胀颗粒污泥床(EGSB)
膨胀颗粒污泥床(EGSB)膨胀颗粒污泥床(EGSB)EGSB(Expanded Granular Sludge Bed),中文名膨胀颗粒污泥床,是第三代厌氧反应器,于20世纪90年代初由荷兰Wageingen农业大学的Lettinga等人率先开发的。
其构造与UASB反应器有相似之处,可以分为进水配水系统,反应区,三相分离区和出水渠系统。
与UASB反应器不同之处是,EGSB反应器设有专门的出水回流系统。
EGSB反应器一般为圆柱状塔形,特点是具有很大的高径比,一般可达3~5,生产装置反应器的高度可达15~20米。
颗粒污泥的膨胀床改善了废水中有机物与微生物之间的接触,强化了传质效果,提高了反应器的生化反应速度,从而大大提高了反应器的处理效能。
EGSB反应器的工作原理EGSB厌氧反应器是继UASB之后的一种新型的厌氧反应器。
它由布水器,三相分离器,集气室及外部进水系统组成一个完整系统。
废水经过污水泵进入EGSB厌氧反应器的有机物充分与厌氧罐底部的污泥接触,大部分被处理吸收。
高水力负荷和高产气负荷使污泥与有机物充分混合,污泥处于充分的膨胀状态,传质速率高,大大提高了厌氧反应速率和有机负荷。
所产生的沼气上升到顶部经过三相分离器把污泥,污水,沼气分离开来。
从实际运行情况看,EGSB厌氧反应器对有机物的去除率高达85%以上,运行稳定,出水稳定,此EGSB厌氧技术已经非常成熟,已经广泛运用到国内中大型企业。
EGSB反应器的特点1 有机负荷高厌氧反应器的有机负荷是UASB有机负荷的2-5倍,UASB的有机负荷通常为3-8kgCOD/m?·d,而EGSB的有机负荷可达6-25kgCOD/ m?·d。
2 占地面积少因EGSB有机负荷比UASB高,EGSB高径比>UASB 高径比,因此处理同样规模的有机废水,EGSB所占的地面面积远远少于UASB厌氧反应器的占地面积。
3 运行稳定EGSB厌氧反应器采用的是厌氧颗粒污泥,污泥的沉降速度大于污水的上升速度,因此EGSB厌氧反应器很少会跑泥,因此运行稳定。
厌氧膨胀颗粒床反应器(EGSB)工艺设计计算书
3.48 1.29 2.29 2.73 4.02
1 6.32
3.11
AD
BD
上三角形集气罩与下三角形集气罩重叠 的斜面长度
AB
沿下集气罩斜面方向的水流速度
气泡的直径
废水的动力粘滞系数
气液分离 设计
气泡在下集气罩边缘的上升速度
核算设计结果
每天的产量体积
va d μ vb BC/AB vb/va 满足设计要求 Qa
锅炉利用沼气柜容积
V
沼气的产 水封罐表面积
S
量
直径
ø
水封罐尺寸
高度
H
污泥产量
污泥产量
V泥
m/h cm g/(cm·s) m/h
m³/d m3 m2 m m kgSS/d
使用说明:
红色表示原始数据,根据项目实际情况输入值。 黄色表示设计参数,具有一定取值范围。 绿色代表设计输出值,无需任何修改。
3.56 2.38
项目名称
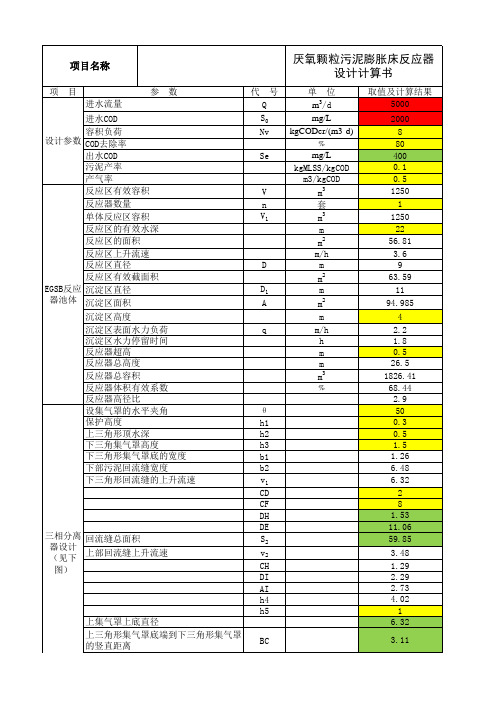
厌氧颗粒污泥膨胀床反应器 设计计算书
项目 进水流量
参数
进水COD
容积负荷 设计参数 COD去除率
出水COD 污泥产率 产气率
反应区有效容积
反应器数量 单体反应区容积
反应区的有效水深 反应区的面积 反应区上升流速 反应区直径 反应区有效截面积 EGSB反应 沉淀区直径 器池体 沉淀区面积
沉淀区高度
m3/kgCOD m3 套 m3 m m2 m/h m m2 m m2
m
m/h h m m m3 ﹪
取值及计算结果 5000
2000
8 80 400 0.1 0.5 1250 1 1250 22 56.81 3.6 9 63.59 11
EGSB膨胀颗粒污泥床反应器设计计算

EGSB膨胀颗粒污泥床反应器设计计算膨胀颗粒污泥床反应器是一种用于废水处理的生物反应器,其主要原理是将有机废水通过床层中的膨胀颗粒污泥进行生物降解,并将污水中的有机物质转化为无害物质。
本文将对膨胀颗粒污泥床反应器的设计和计算进行详细介绍,包括反应器的尺寸和负荷计算。
1.膨胀颗粒污泥床反应器尺寸设计膨胀颗粒污泥床反应器的尺寸设计主要涉及到反应器的高度、床层的高度和直径、反应器的体积等方面。
以下是一些设计要点和计算步骤:-反应器高度设计:膨胀颗粒污泥床反应器的高度应根据污水的有机负荷量、水力停留时间(HRT)和污泥浓度等参数来确定。
一般来说,反应器高度以2-3m为宜。
具体计算方法如下:反应器高度=有机负荷量/(床层总体积x污泥质量浓度x1000)其中,有机负荷量的计算方法是废水的COD浓度乘以COD去除率,结果再除以HRT。
-床层高度和直径设计:床层的高度和直径应根据床层中膨胀颗粒污泥的沉降速度来确定,一般来说,污泥床层的高度和直径比应为3-5床层高度=3-5x床层直径-反应器体积设计:反应器的体积应根据污水流量和水力停留时间来确定。
具体计算方法如下:反应器体积=污水流量/HRT2.膨胀颗粒污泥床反应器负荷计算膨胀颗粒污泥床反应器的负荷计算主要涉及到床层的负荷和污泥的浓度。
以下是一些设计要点和计算步骤:-床层负荷计算:床层负荷主要是指单位时间内通过单位床层面积的有机物质的负荷。
具体计算方法如下:床层负荷=单位时间内有机负荷量/床层面积-污泥浓度计算:污泥浓度是指床层中膨胀颗粒污泥的质量浓度,一般来说,污泥浓度应保持在2-5g/L之间。
通过以上的尺寸设计和负荷计算,可以得到一个基本的膨胀颗粒污泥床反应器设计和计算结果。
当然,实际的反应器设计还需要考虑到具体的废水性质、环境因素和操作要求等因素,同时结合经验和实际运行数据进行进一步优化。
sbr反应器设计计算
SBR 反应器的设计计算一、 设计说明经UASB 处理后的废水,COD 含量仍然很高,要达到排放标准,必须进一步处 理,即采用好氧处理。
SBR 结构简单,运行控制灵活,本设计采用 4个SBR 反应 池,每个池子的运行周期为6h二、 设计参数 (一) 参数选取(1) 污泥负荷率Ns 取值为 0.13kgBOD5/(kgMLSS?d) (2) 污泥浓度和 污泥浓度采用(3) 反应周期 SBR 周期采用 设计水质见下表2.3: 表2.3 SBR反应器进出水水质指三、设计计算 (一)反应池有效容积V i =式中:SVI4000 mgMLSS/L,SVI 取 100 T=6h,反应器一天内周期数n=24/6=4 (4) 周期内时间分配 反应池数N=4进水时间:反应时间: 静沉时间: 排水时间: (5) 周期进水量 Q0= =156.25m 3/s(二) 设计水量水质设计水量为:Q=2500m 3/d=104m 3/h=0.029m 3/sT/N=6/4=1.5h 3.0h 1.0h0.5h-V 1 = 280.45 m 3二) 反应池最小水量3V min =V 1-Q 0=280.45-156.25=124.2m 3三) 反应池中污泥体积Vx=SVI • MLSS V i /106=100X 4000X 280.45/10 =112.18 m 3 V min >Vx, 合格四) 校核周期进水量周期进水量应满足下式:Qv(1-SVI • MLSS /106) • V6=(1- 100 X 4000 /10 6) X 280.453=176.46m 3而 Q 0=156.25m 3<176.46m 3故符合设计要求五) 确定单座反应池的尺寸SBR 有效水深取5.0m,超高0.5m,则SBR 总高为5.5m, SBR 的面积为 280.45/5=56.09m 2设SBR 的长:宽=2: 1则SBR 的池宽为:5.5m ;池长为:11.0m.SBR 反应池的最低水位为:1.97m SBR 反应池污泥高度为:1.24m1.97-1.24=0.73m可见,SBR 最低水位与污泥位之间的距离为 0.8m,大于0.5m 的缓冲层高度 符合设计要求。
厌氧颗粒污泥膨胀床反应器(EGSB)废水处理工程技术规范

厌氧颗粒污泥膨胀床反应器(EGSB)废水处理工程技术规范目录1 适用范围12 规范性引用文件13 术语和定义24 设计水量和设计水质35 总体要求46 工艺设计57 检测和过程控制118 主要辅助工程129 施工与验收1210 运行与维护15GB 50203 砌体工程施工质量验收规范GB 50204 混凝土结构工程施工质量验收规范GB 50205 钢结构工程施工质量验收规范GB 50209 建筑地面工程施工质量验收规范GB 50222 建筑内部装修设计防火规范GB 50268 给水排水管道工程施工及验收规范GB 50275 压缩机、风机、泵安装工程施工及验收规范GB/T 18883 室内空气质量标准GBJ 19 工业企业采暖通风及空气调节设计规范GBJ 22 厂矿道路设计规范GBJ 87 工业企业噪声控制设计规范GBZ 1 工业企业设计卫生标准GBZ 2 工作场所有害因素职业接触限值CJJ 60 城市废水处理厂运行、维护及其安全技术规程HGJ 212 金属焊接结构湿式气柜施工及验收规范HJ/T 91 地表水和废水监测技术规范JGJ 80 建筑施工高处作业安全技术规范NY/T 1220.1 沼气工程技术规范第1 部分:工艺设计NY/T 1220.2 沼气工程技术规范第2 部分:供气设计《建设项目(工程)竣工验收办法》(国家计委计建设(1990)1215 号)《建设项目竣工环境保护验收管理办法》(国家环境保护总局令(2001)第13 号)3 术语和定义下列术语和定义适用于本标准。
3.1 厌氧颗粒污泥膨胀床反应器expanded granular sludge blanket reactor (简称EGSB反应器)指由底部的污泥区和中上部的气、液、固三相分离区组合为一体的,通过回流和结构设计使废水在反应器内具有较高上升流速,反应器内部颗粒污泥处于膨胀状态的厌氧反应器。
3.2 外循环external the circle指将通过顶层三相分离器的出水经动力提升,与进水相混合的一种循环方式。
厌氧颗粒污泥膨胀床反应器(EGSB)废水处理工程技术规范
厌氧颗粒污泥膨胀床反应器(EGSB)废水处理工程技术规范目录1 适用范围12 规范性引用文件13 术语和定义24 设计水量和设计水质35 总体要求46 工艺设计57 检测和过程控制118 主要辅助工程129 施工与验收1210 运行与维护15GB 50203 砌体工程施工质量验收规范GB 50204 混凝土结构工程施工质量验收规范GB 50205 钢结构工程施工质量验收规范GB 50209 建筑地面工程施工质量验收规范GB 50222 建筑内部装修设计防火规范GB 50268 给水排水管道工程施工及验收规范GB 50275 压缩机、风机、泵安装工程施工及验收规范GB/T 18883 室内空气质量标准GBJ 19 工业企业采暖通风及空气调节设计规范GBJ 22 厂矿道路设计规范GBJ 87 工业企业噪声控制设计规范GBZ 1 工业企业设计卫生标准GBZ 2 工作场所有害因素职业接触限值CJJ 60 城市废水处理厂运行、维护及其安全技术规程HGJ 212 金属焊接结构湿式气柜施工及验收规范HJ/T 91 地表水和废水监测技术规范JGJ 80 建筑施工高处作业安全技术规范NY/T 1220.1 沼气工程技术规范第1 部分:工艺设计NY/T 1220.2 沼气工程技术规范第2 部分:供气设计《建设项目(工程)竣工验收办法》(国家计委计建设(1990)1215 号)《建设项目竣工环境保护验收管理办法》(国家环境保护总局令(2001)第13 号)3 术语和定义下列术语和定义适用于本标准。
3.1 厌氧颗粒污泥膨胀床反应器expanded granular sludge blanket reactor (简称EGSB反应器)指由底部的污泥区和中上部的气、液、固三相分离区组合为一体的,通过回流和结构设计使废水在反应器内具有较高上升流速,反应器内部颗粒污泥处于膨胀状态的厌氧反应器。
3.2 外循环external the circle指将通过顶层三相分离器的出水经动力提升,与进水相混合的一种循环方式。
厌氧膨胀颗粒床反应器(EGSB)工艺设计计算书电子教案

1 6.32
3.11
AD
BD
上三角形集气罩与下三角形集气罩重叠 的斜面长度
AB
沿下集气罩斜面方向的水流速度
气泡的直径
废水的动力粘滞系数
气液分离 设计
气泡在下集气罩边缘的上升速度
核算设计结果
每天的产量体积
va d μ vb BC/AB vb/va 满足设计要求 Qa
上集气罩上底直径 上三角形集气罩底端到下三角形集气罩 的竖直距离
代号 Q S0 Nv
Se
V n V1
D
D1 A
q
θ h1 h2 h3 b1 b2 v1 CD CF DH DE S2 v2 CH DI AI h4 h5
BCΒιβλιοθήκη 单位 m3/dmg/L
kgCODcr/(m3·d) ﹪
mg/L kgMLSS/kgCOD
项目名称
厌氧颗粒污泥膨胀床反应器 设计计算书
项目 进水流量
参数
进水COD
容积负荷 设计参数 COD去除率
出水COD 污泥产率 产气率
反应区有效容积
反应器数量 单体反应区容积
反应区的有效水深 反应区的面积 反应区上升流速 反应区直径 反应区有效截面积 EGSB反应 沉淀区直径 器池体 沉淀区面积
沉淀区高度
总沉淀水深应大于1.5m 沉淀区水力表面负荷<3.0m/h 水力停留时间介于1.5~2h 反应器超高取0.5m
反应器的高径比应在3~8之间 一般可取45~60°
相邻两个下三角形集气罩之间的水平距离
沼气产率为0.45~0.50Nm3/kgCODcr 按照每天气量的20%设计 沼气上升流速取0.1m/s
SBR工艺设计计算
曝气池出水溶解氧浓度 硝化反应安全系数K=
污泥龄θ c= 0.06 0.6 4000 mgMLSS/L 0.75 0.12 kgNO3--N/kgMLVSS 12.40% 的氮用于细胞合成
25 d
根据滗水顺设备性能,排水时间td= 污泥界面沉降速度u=46000X-1.26= 曝气池滗水高度h1= 1.6 m 沉淀时间ts=(h1+ε )/u= 曝气时间ta=t-te-ts-td= 反应时间比e=ta/t= 2、曝气池体积V计算 (1)估算出水溶解性BOD5(Se)
Se S z 7.1Kd fCe
(2)曝气池体积V
13.6 mg/L
V
Y c Q( S 0 S e ) eXf (1 K d c )
4 m3
(3)复核滗水高度h1: 有效水深H= h1=HQ/(n2V)= (4)复核污泥负荷
4m 1.7 m
Ns
QS 0 eXV
N0 Ne eVXf 0.12 ) 1000 c
N j TN e 1000 0.12 eVN w f 1000 c
(3)反硝化产生的氧量AOR3 2.6 Q
0.24 kgO2/d 1.74 kgO2/d= 6.42 kgO2/d= 1.51 kgO2/kgBOD5 0.1 0.3
1 4
g
)
2Hale Waihona Puke /36、设计需氧量AOR=碳化需氧量+硝化需氧量-反硝化脱氮产氧量 有机物氧化需氧系数a'= 0.5 污泥需氧系数b'= 0.12
AOR (1)碳化需氧量: 1 a' Q( S0 Se ) eb' XVf
膨胀颗粒污泥床(EGSB反应器)---污水处理技术
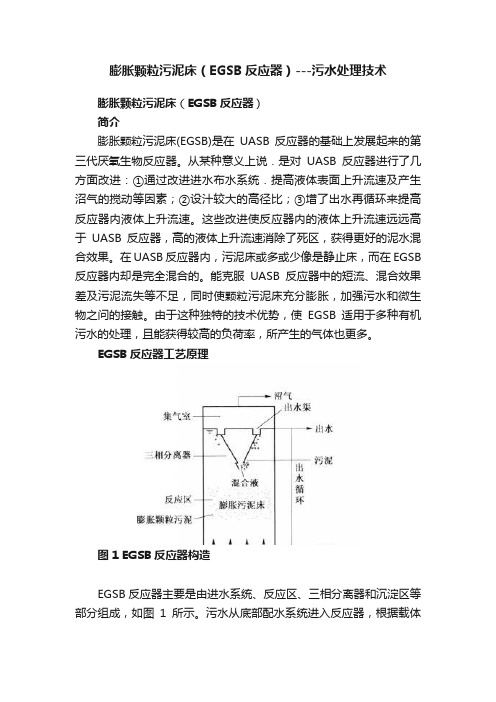
膨胀颗粒污泥床(EGSB反应器)---污水处理技术膨胀颗粒污泥床(EGSB反应器)简介膨胀颗粒污泥床(EGSB)是在UASB反应器的基础上发展起来的第三代厌氧生物反应器。
从某种意义上说.是对UASB反应器进行了几方面改进:①通过改进进水布水系统.提高液体表面上升流速及产生沼气的搅动等因素;②设汁较大的高径比;③增了出水再循环来提高反应器内液体上升流速。
这些改进使反应器内的液体上升流速远远高于UASB反应器,高的液体上升流速消除了死区,获得更好的泥水混合效果。
在UASB反应器内,污泥床或多或少像是静止床,而在EGSB 反应器内却是完全混合的。
能克服UASB反应器中的短流、混合效果差及污泥流失等不足,同时使颗粒污泥床充分膨胀,加强污水和微生物之问的接触。
由于这种独特的技术优势,使EGSB适用于多种有机污水的处理,且能获得较高的负荷率,所产生的气体也更多。
EGSB反应器工艺原理图1 EGSB反应器构造EGSB反应器主要是由进水系统、反应区、三相分离器和沉淀区等部分组成,如图1所示。
污水从底部配水系统进入反应器,根据载体流态化原理,很高的上升流速使废水与EGSB反应器中的颗粒污泥充分接触。
当有机废水及其所产生的沼气自下而上地流过颗粒污泥床层时,污泥床层与液体间会出现相对运动,导致床层不同高度呈现出不同的工作状态;在反应器内的底物、各类中间产物以及各类微生物间的相互作用,通过一系列复杂的生物化学反应,形成一个复杂的微生物生态系统,机物被降解,同时产生气体。
在此条件下,一方而可保证进水基质与污泥颗粒的充分接触和混合,加速生化反应进程;另一方而有利于减轻或消除静态床(如UASB)中常见的底部负荷过重的状况,从而增加了反应器对有机负荷的承受能力。
三相分离器的作用首先是使混合液脱气,生成的沼气进入气室后排出反应器,脱气后的混合液在沉淀区进一步进行同液分离,污泥沉淀后返回反应区,澄清的出水流出反应器。
为了维持较大的上升流速,保障颗粒污泥床充分膨胀,EGSB反应器增加了出水再循环部分。
EGSB膨胀颗粒污泥床反应器设计计算

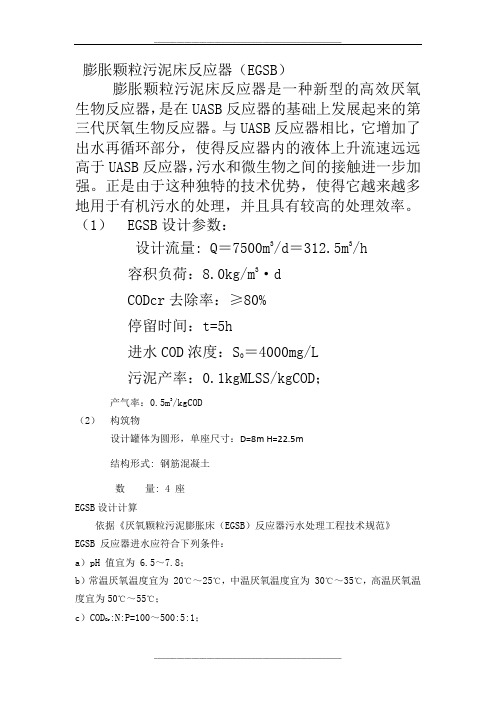
膨胀颗粒污泥床反应器(EGSB)膨胀颗粒污泥床反应器是一种新型的高效厌氧生物反应器,是在UASB反应器的基础上发展起来的第三代厌氧生物反应器。
与UASB反应器相比,它增加了出水再循环部分,使得反应器内的液体上升流速远远高于UASB反应器,污水和微生物之间的接触进一步加强。
正是由于这种独特的技术优势,使得它越来越多地用于有机污水的处理,并且具有较高的处理效率。
(1) EGSB设计参数:设计流量: Q=7500m3/d=312.5m3/h容积负荷:8.0kg/m3·dCODcr去除率:≥80%停留时间:t=5h进水COD浓度:S=4000mg/L污泥产率:0.1kgMLSS/kgCOD;产气率:0.5m3/kgCOD(2)构筑物设计罐体为圆形,单座尺寸:D=8m H=22.5m结构形式: 钢筋混凝土数量: 4 座EGSB设计计算依据《厌氧颗粒污泥膨胀床(EGSB)反应器污水处理工程技术规范》EGSB 反应器进水应符合下列条件:a)pH 值宜为 6.5~7.8;b)常温厌氧温度宜为 20℃~25℃,中温厌氧温度宜为 30℃~35℃,高温厌氧温度宜为50℃~55℃;c)CODCr:N:P=100~500:5:1;d)EGSB 反应器进水中悬浮物含量宜小于 2000mg/L;e)废水中氨氮浓度宜小于 2000mg/L;f)废水中硫酸盐浓度宜小于 1000mg/L 或 CODCr /SO42-比值大于 10;g)废水中 CODcr浓度宜为 1000mg/L~30000mg/L;h)严格控制重金属、氰化物、酚类等物质进入厌氧反应器的浓度。
因此根据进水水质和运行情况,进行磷盐、碱式氯化铝、三氯化铁、次氯酸钠、氢氧化钠、盐酸及微量元素的配置和投加。
因此设立加药间选用WA-0.5A-Ⅱ型加药泵根据设备参数,故加药间尺寸应为: 3356m h B L ⨯⨯=⨯⨯ 3.4.4.4 EGSB 构筑物主体设计计算 参数选取:设计流量: Q =7500m 3/d =312.5m 3/h 容积负荷:8.0kg/m 3·d CODcr 去除率:≥80% 停留时间:t=5h进水COD 浓度S 0=4000mg/L 污泥产率0.1kgMLSS/kgCOD ; 产气率0.5m 3/kgCOD 设计罐体为圆形 有效容积:V 有效=30375080.47500m N S Q V =⨯=⨯式中:Q - 设计流量,m 3/s S 0 -进水COD 含量,mg/L N v -容积负荷,kgCOD/(m 3·d) 取反应器有效高度:h=20m反应器面积:2m 5.187203750===h V A 有效, 采用4座相同EGSB 反应器 则每个反应器的面积A1=A/4=46.88 m 2反应器直径取D=8m 横截面积mA D 73.746.88441=⨯==ππA2=1/4πD 2=50.24m 2取反应器总高H '=22.5m ,其中超高为0.5m 反应器总容积V '=187.5(H '-0.5)=187.5×22=4125 m 3 EGSB 反应器的体积有效系数:%90.90%10041253750=⨯ 3.4.4.5 反应器的升流速度 上升流速:)/(22.624.505.312Q 2h m A ===ν。
EGSB(膨胀颗粒污泥床)

EGSB(ExpandedGranularSludgeBed),中文名膨胀颗粒污泥床,是第三代厌氧反应器,于20世纪90年代初由荷兰Wageingen农业大学的Lettinga 等人率先开发的。
其构造与UASB反应器有相似之处,可以分为进水配水系统、反应区、三相分离区和出水渠系统。
与UASB反应器不同之处是,EGSB 反应器设有专门的出水回流系统。
EGSB反应器一般为圆柱状塔形,特点是具有很大的高径比,一般可达3~5,生产装置反应器的高度可达15~20米。
颗粒污泥的膨胀床改善了废水中有机物与微生物之间的接触,强化了传质效果,提高了反应器的生化反应速度,从而大大提高了反应器的处理效能。
厌氧膨胀颗粒床反应器(ExpandedGranularSludgeBed,简称EGSB)是在上流式厌氧污泥床(UASB)反应器的研究成果的基础上,开发的第三代超高效厌氧反应器,该种类型反应器除具有UASB反应器的全部特性外,还具有以下特征,①高的液体表面上升流速和COD去除负荷;②厌氧污泥颗粒粒径较大,反应器抗冲击负荷能力强;③反应器为塔形结构设计,具有较高的高径比,占地面积小;④可用于SS含量高的和对微生物有毒性的废水处理。
中温EGSB厌氧处理玉米酒精废水粮食发酵生产酒精的过程中会产生大量的废糟液,废糟液的BOD和COD含量都相当高,如果直接排放,会对环境造成很大污染。
同时酒精废糟液中富含有机物和矿物质,具有很高的营养价值,可将其回收制成DDG饲料。
唐山市冀东溶剂有限公司有一条年产3.3万t食用酒精生产线,根据酒精废糟液的上述特性,公司采用DDG饲料十厌氧消化工艺来治理废糟液,即先将废糟液进行固液分离,得到DDG湿饲料,再将滤液即废水采用新型的中温厌氧颗粒污泥膨胀床工艺处理联产沼气,然后将所产沼气用来烘干DDG饲料。
经过处理的酒精废水,生物降解率达到96%以上,COD小于l000mg/L,BOD小于600mg/L,达到GB8978-1996《污水综合排放标准》污水三级排放标准,排放人城市污水管网。
EGSB介绍..
EGSB反应器对有机物的降解 原理
在废水的厌氧处理过程中,废 水的有机物经大量微生物的共同作 用,被最终转化为甲烷、二氧化碳 、水、硫化氢和氨。不同的微生物 的代谢过程相互影响,相互制约, 形成复杂的生态系统。
絮凝污泥丝状菌增长期
呈分散状的污泥逐渐形成有结构 的絮体
活性污泥中非生物物质的数量减 少,各种菌尤其是丝状菌(主要 是丝状甲烷菌)数量明显增多
随着絮状体的出现,污泥活性明 显增强,使反应器内VFA浓度下 降并趋于稳定,Methanosarcina (甲烷八叠球菌属)数量下降
颗粒污泥亚单位生成期
1 污泥颗粒化机理
1.1选择压理论(1983) 反应器对污泥的连续选择过程 废水经水解后产生的大量VFA(挥发性有机酸) Methanotrix对VAF的亲和力更高,作为优势菌种具有聚集并附着在废
水中其他颗粒的表面的能力
1.2甲烷丝状菌在微絮体中的架桥作用(1987)
甲烷丝状菌特殊的形态和表面特性,其能在几个微絮体间架桥形成 较大颗粒
1.6排泥装置
EGSB反应器的污泥产率为0.05kgVSS/kgCODCr-0.10kgVSS/kgCODCr,排 泥频率根据污泥浓度分布曲线确定。应在不同高度设置取样口,根据监 测污泥的浓度制定污泥分布曲线。
EGSB反应器结构图
1.7加热和保温装置
✓ 反应器宜采用保温措施,使反 应器内的温度保持在适宜范围 内。如不能满足温度要求,应 设置加热装置
度。 5. 颗粒物污泥投加后,应缓慢增加循环流量;当反应器出水悬浮物增
EGSB反应器结构图
EGSB-膨胀颗粒污泥床反应器设计计算
膨胀颗粒污泥床反应器(EGSB)膨胀颗粒污泥床反应器是一种新型的高效厌氧生物反应器,是在UASB反应器的基础上发展起来的第三代厌氧生物反应器。
与UASB反应器相比,它增加了出水再循环部分,使得反应器内的液体上升流速远远高于UASB反应器,污水和微生物之间的接触进一步加强。
正是由于这种独特的技术优势,使得它越来越多地用于有机污水的处理,并且具有较高的处理效率。
(1) EGSB设计参数:设计流量: Q=7500m3/d=312.5m3/h容积负荷:8.0kg/m3·dCODcr去除率:≥80%停留时间:t=5h进水COD浓度:S0=4000mg/L污泥产率:0.1kgMLSS/kgCOD;产气率:0.5m3/kgCOD(2)构筑物设计罐体为圆形,单座尺寸:D=8m H=22.5m结构形式: 钢筋混凝土数量: 4 座EGSB设计计算依据《厌氧颗粒污泥膨胀床(EGSB)反应器污水处理工程技术规范》EGSB 反应器进水应符合下列条件:a)pH 值宜为 6.5~7.8;b)常温厌氧温度宜为 20℃~25℃,中温厌氧温度宜为 30℃~35℃,高温厌氧温度宜为50℃~55℃;c)COD:N:P=100~500:5:1;Crd )EGSB 反应器进水中悬浮物含量宜小于 2000mg/L ;e )废水中氨氮浓度宜小于 2000mg/L ;f )废水中硫酸盐浓度宜小于 1000mg/L 或 COD Cr /SO 42-比值大于 10;g )废水中 COD cr 浓度宜为 1000mg/L ~30000mg/L ;h )严格控制重金属、氰化物、酚类等物质进入厌氧反应器的浓度。
因此根据进水水质和运行情况,进行磷盐、碱式氯化铝、三氯化铁、次氯酸钠、氢氧化钠、盐酸及微量元素的配置和投加。
因此设立加药间选用WA-0.5A-Ⅱ型加药泵根据设备参数,故加药间尺寸应为: 3356m h B L ⨯⨯=⨯⨯ 3.4.4.4 EGSB 构筑物主体设计计算 参数选取:设计流量: Q =7500m 3/d =312.5m 3/h 容积负荷:8.0kg/m 3·d CODcr 去除率:≥80% 停留时间:t=5h进水COD 浓度S 0=4000mg/L 污泥产率0.1kgMLSS/kgCOD ; 产气率0.5m 3/kgCOD 设计罐体为圆形 有效容积:V 有效=30375080.47500m N S Q V =⨯=⨯式中:Q - 设计流量,m 3/s S 0 -进水COD 含量,mg/L N v -容积负荷,kgCOD/(m 3·d) 取反应器有效高度:h=20m 反应器面积:2m 5.187203750===h V A 有效, 采用4座相同EGSB 反应器则每个反应器的面积A1=A/4=46.88 m 2反应器直径取D=8m 横截面积A2=1/4πD 2=50.24m 2 取反应器总高H '=22.5m ,其中超高为0.5m 反应器总容积V '=187.5(H '-0.5)=187.5×22=4125 m 3 EGSB 反应器的体积有效系数: %90.90%10041253750=⨯ 3.4.4.5 反应器的升流速度 上升流速:)/(22.624.505.312Q 2h m A ===ν。
厌氧颗粒污泥膨胀床.

厌氧颗粒污泥膨胀床(EGSB)反应器是荷兰Lettinga教授和他同事在20世纪80年代后期对UASB反应器进行改良而开发的第三代反应器。
因具结构简单、负荷高、适应性广等特点,受到国内外普遍重视,已被用于多种工业有机废水(如淀粉、啤酒、酒精、屠宰、味精、柠檬等)的处理[1—4]。
自EGSB开发以来,因三相分离器是EGSB反应器稳定运行的关键,而且在日益发展的三相流态化技术中也有着广泛的应用前景,故反应器的设计重点集中在气一液一固三相分离器方面。
但到目前为止,用于大规模生产的三相分离器结构在国外仍属专利,有关设计方法也是沿用UASB的设计方法。
国内已有的报道对EGSB的三相分离器大多按固液和气液两相分离的方法进计设计[5],主要是针对低浓度的有机废水,而对于高浓度的有机废水分高效果不太理想,出现污泥流失,限制了反应器负荷的提高。
因此,在高浓度有机废水中EGSB反应器的三相分离器设计是一项值得探讨的课题。
本文运用流体力学理论来对互相分离器进行理论分析和优化计算.以便对三相分离器的设计提供理论依据。
1 三相分离器的基本要求及工作原理三相分离器是EGSB反应器的重要结构,它对污泥床的正常运行和获得良好的出水水质起着十分重要的作用。
它同时具有以下两个功能:一是收集从分离器下反应室产生的沼气;二是使得在分离器之上的悬浮物沉淀下来。
要实现这两个功能,在厌氧反应器内设置的三相分离器应满足以下条件:①水和污泥的混合物在进入沉淀室之前,气泡必须得到分离。
②沉淀区的表面负荷应在3.0 m3/(m2·h)以下,混合液进入沉淀区前,通过入流孔道的流速不大于颗粒污泥的沉降速度。
③由于厌氧污泥具有凝结的性质,液流上升通过泥层时,应有利于在沉淀器中形成污泥层。
沉淀区斜壁角度要适当,应使沉淀在斜底上的污泥不积聚,尽快滑回反应区内。
④应防止气室产生大量的泡沫;并控制气室的高度,防止浮渣堵塞出气管。
现以图1所示三相分离器为例来说明其工作原理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
膨胀颗粒污泥床反应器(EGSB)膨胀颗粒污泥床反应器是一种新型的高效厌氧生物反应器,是在UASB反应器的基础上发展起来的第三代厌氧生物反应器。
与UAS皈应器相比,它增加了出水再循环部分,使得反应器内的液体上升流速远远高于UASB反应器,污水和微生物之间的接触进一步加强。
正是由于这种独特的技术优势,使得它越来越多地用于有机污水的处理,并且具有较高的处理效率。
(1)EGSB 设计参数:设计流量:Q = 7500mVd = 312.5m3/h容积负荷:8.0kg/m 3•dCODcr 去除率:》80%停留时间:t=5h进水CODS度:S Q=4000mg/L污泥产率:0.1kgMLSS/kgCOD;产气率:0.5m3/kgCOD(2)构筑物设计罐体为圆形,单座尺寸:D=8m H=22.5m结构形式:钢筋混凝土数量: 4 座EGSB设计计算依据《厌氧颗粒污泥膨胀床(EGSB反应器污水处理工程技术规范》EGSB反应器进水应符合下列条件:a) pH值宜为6.5〜7.8 ;b)常温厌氧温度宜为20 °C〜25,中温厌氧温度宜为30 °C〜35,高温厌氧温度宜为50C 〜55C;c)C OD Cr:N:P=100〜500:5:1 ;d)E GSB反应器进水中悬浮物含量宜小于2000mg/L;e)废水中氨氮浓度宜小于2000mg/L ;f)废水中硫酸盐浓度宜小于1000mg/L或COD r/SO』-比值大于10 ;g)废水中COB 浓度宜为1000mg/L〜30000mg/L;h)严格控制重金属、氰化物、酚类等物质进入厌氧反应器的浓度。
因此根据进水水质和运行情况,进行磷盐、碱式氯化铝、三氯化铁、次氯酸钠、氢氧化钠、盐酸及微量元素的配置和投加。
因此设立加药间选用WA-0.5A-H型加药泵根据设备参数,故加药间尺寸应为:3.4.4.4 EGSB 构筑物主体设计计算参数选取:设计流量:Q = 7500riVd = 312.5m3/h容积负荷:8.0kg/m3•dCODcr 去除率:》80%停留时间:t=5h进水CODS度4000mg/L 污泥产率O.lkgMLSS/kgCOD 产气率0.5m3/kgCOD设计罐体为圆形有效容积:V有效丿S0 75003750m3 N V8式中:Q - 设计流量,m/sS 0 -进水COD^量,mg/LN v -容积负荷,kgCOD/(m3• d)取反应器有效高度:h=20m反应器面积:A T讐似曲,采用4座相同EGS取应器则每个反应器的面积A仁A/4=46.88 m2反应器直径取D=8m横截面积2 2A2=1/4 冗D =50.24m取反应器总高/ =22.5m,其中超高为0.5m反应器总容积V / =187.5(H /—0.5)=187.5 X 22=4125 m3EGSB 反应器的体积有效系数:3.4.4.5 反应器的升流速度上升流速:Q 312.5 6.22(m/h)。
A 50.24上升流速在3m/h-7m/h之间,故符合设计规范。
3.4.4.6 三相分离器设计三相分离器设计计算草图见下图:图3-3三相分离器草图(1) 设计说明三相分离器要具有气、液、固三相分离的功能。
三相分离器的设计主要包括沉淀区、回流缝、气液分离器的设计。
(2) 沉淀区的设计三相分离器的沉淀区的设计同二次沉淀池的设计相同,主要是考虑沉淀区的面积和水深,面积根据废水量和表面负荷率决定。
由于沉淀区的厌氧污泥及有机物还可以发生一定的生化反应产生少量气体,这对固液分离不利,故设计时应满足以下要求:1 )沉淀区水力表面负荷<3.0m/h2 )沉淀器斜壁角度设为50° ,使污泥不致积聚,尽快落入反应区内3 )进入沉淀区前,沉淀槽底逢隙的流速三2m/h4 )总沉淀水深应大于1.5m5 )水力停留时间介于1.0〜1.5h如果以上条件均能满足,则可达到良好的分离效果沉淀器(集气罩)斜壁倾角8= 50°沉淀区面积为:A=1/4 n D"=1/4 X 3.14 X 82=50.24卅表面水力负荷为:q=Q/A=312.5/(4 X50.24)=1.56<3.0m/h符合设计要求。
(3)回流缝设计取h1=0.3m,h2=0.5m,h3=1.5mb i=h3/tg 0式中:b 1-下三角集气罩底水平宽度,m;0 -下三角集气罩斜面的水平夹角;h 3-下三角集气罩的垂直高度,m;=1.26mb 2=8-2X 1.26=5.48m下三角集气罩之间的污泥回流逢中混合液的上升流速V i可用下式计算:i=Q/S i式中:Q i-反应器中废水流量,m/h ;s-下三角形集气罩回流逢面积,m;上下三角形集气罩之间回流逢中流速(V2)可用下式计算:V 2 = Q/S2,式中:Q 1-反应器中废水流量,m/h ;S2-上三角形集气罩回流逢之间面积m;取回流逢宽CD=1.2m上集气罩下底宽CF=6.0m贝U DH=CDXsin50 ° =0.92mDE=2DH+CF =2 X 0.92+6.0=7.84mS 2=n (CF+DE)CD/2=26.07m312 5贝U V2 Q1/S2 2.98m/h4 26.07确定上下三角形集气罩相对位置及尺寸CH CDs in 40 0.77m故h 4=CH+AI=0.77+1.17=1.94m h 5=1.0m由上述尺寸可计算出上集气罩上底直径为:CF-2h5tg40 °=6.0-2 X 1.0 X tg40 °=4.32mBC=CD/sin40 ° =1.2/sin40 ° =1.87mDI=0.5(DE-b2)=0.5 X (7.84-5.48)=1.18mAD=DI/cos50 =0.93/cos50 =1.83mBD=DH/cos50 ° =0.92/cos50 ° =1.43mAB=AD-BD=1.84-1.43=0.41m344.7 配水系统设计本系统设计为圆形布水器,每个EGS取应器设36个布水点⑴参数每个池子流量:Q = 312.5/4=78.125m 3/h(2) 设计计算圆环直径计算:每个孔口服务面积为:a 在1〜3m2之间,符合设计要求可设3个圆环,最里面的圆环设6个孔口,中间设12个,最外围设18个孔口a )内圈6个孔口设计服务面积:2S 1 = 6X 1.40=8.4m折合为服务圆的直径为:用此直径作一个虚圆,在该圆内等分虚圆面积处设一实圆环,其上布 6 个孔口, 则圆的直径计算如下:a21 宀 . 2S1 2 8.4----- —S 小勺十划------------------------- 2.31 m4 2 则,3.14b ) 中圈12 个孔口设计服务面积:S2=12X 1.40=16.8m2折合成服务圆直径为:c) 中间圆环直径计算如下:0.25 n (5.312-d 22) = O.5S2 贝U d2=4.18m外圈18 个孔口设计服务面积:S3=18X 1.40=25.2m2折合成服务圈直径为:外圆环的直径d3 计算如下:0.25 n (7.512-d 32)=0.5S 3 则d3= 6.35m3.4.4.8 布水槽的设计根据EGSB勺尺寸,布水槽尺寸设计为长X宽X高=4.5m X 0.6m X 0.3m ,布水槽共设60 根DN32的出水管,分为两排,30列,每排30根,同排每根布水管间距为0.15m,同列两根管间距为0.3m,钢材采用12号圆钢。
3.4.4.9 进出水系统设计用锯齿形出水槽,槽宽0.2m, 槽高0.2m 每个反应器设 1 出水渠,基本可保持出水均匀,出水管采用d=125mn铸铁管。
进水管也采用d=125mr的铸铁管。
3.4.5.0 排泥系统设计设计参数:COD 去除率E=80%设计流量Q=312.5m3/h、 3进水 CODS 度 C 0 =4000mg/L=4.0kg/m厌氧生物处理污泥产量取为X=0.1kgVSS/kgCOD污泥含水率为98% 因含水率>95%取p s =1000kg/m 3污泥管道设计充满度为0.6产泥量为:Gs^rQCE=7500X 0.8 X 0.1 X 4000X 10-3=2400kgMLSS/d2400Gss= 3000kgMLSS/d0.8 则污泥产量Q= 3000 150 m 3/d1000 (1 98%)3.4.5.1 排泥系统设计在反应器底部距底部200mm 处设置一个排泥口,排空时由污泥泵从排泥管强制排放。
反应器每天排泥一次,由污泥泵抽入污泥浓缩池中。
反应池排泥管选钢管,D=200mm 该管 每次排泥2h 。
排泥速度为0 44V 实二044 0.73m/s0.6 3.4.5.2 产气量计算设计参数Q=7500m 3/d进水 COD C=4000mg/L=4.0kg/m 3出水 COD C e =650mg/L=0.65kg/m 3VSS取ss0.8V 沼气(标准)= 0.35[Q(C 0- C e) —1.42YQ(G—C e)] X 10-3=0.35 X [7500 X (4000 —650) —1.42 X 0.04 X 7500X (4000-650)] X -310=8294.265mi7d取CH占沼气体积的51%由上述计算可知该处理站日产沼气16263.26 m3,则沼气柜容积应为3h产气量的体积确定,即V qt 16263 .26 / 24 3 225.88m3。
2.4.5.3 气水分离器气水分离器起到对沼气干燥作用,选设计选用300 钢板水槽内导轨湿式储气柜,尺寸为© 7000 mmX H6000伽串联使用。
气水分离器中预装钢丝填料,在各级气水分离器前设置过滤器以净化沼气,在分离器出气管上装设流量计、压力表及温度计。