简易模教材
2020年CAESAR_II简易操作手册参考模板

CAESARII-管道应力分析软件(系列培训教材)CAESARII管道应力分析软件简易操作手册北京市艾思弗计算机软件技术有限责任公司2003年1月15日目录所有资料版权属艾思弗软件公司所有,未经许可,不得拷贝!!第一章程序功能及性能简介 (1)第二章程序安装 (2)第三章调用程序 (6)第四章建立模型 (8)第五章静力计算 (22)第六章静力计算结果 (30)程序功能及性能简介从静力学角度而言,CAESARII具备如下计算功能:●涉及所有静力荷载,如管道自重、内外压力、温度、附加位移、预拉伸(冷紧)、沉陷、集中荷载。
●分类计算荷载,结果可以相互叠加。
●可根据WRC297计算设备嘴子的刚度。
●准确模拟各种形式的波纹膨胀节。
●提供多种设计规范,如:ANSI B31.1、ANSI B31.3……●可根据WRC107计算设备嘴子应力条件。
●可验算设备嘴子受力条件。
●可计算风荷载、地震荷载。
●钢结构可与管道系统混合计算。
CAESARII 软件还具备相当优良的使用性能,突出表现在输入输出方面。
工具条菜单输入采用全屏幕填表方式,辅以求助信息、编辑命令和图形显示,使用户感到十分方便。
输出方面也很具特点,融入许多编辑命令,诸如翻页、查找、打印等,图形显示直观明了。
CAESARII 软件具备这样的性能就使得用户无需掌握太多DOS命令,也不必死记程序操作步骤和数据输入格式。
该程序在解题能力方面没有严格限制,只须保证有足够的外存容量。
CAESARII软件的配置要求:●Intel Pentium Processor●Mincrosoft Windows(95,98,NT4.0或更高)操作系统●32MB内存(推荐)●76MB硬盘空间●CD-ROM驱动器注:CAESARII 软件要求800 X 600分辨率(使用小字体)或1024 X 768分辨率(使用大字体)。
第一章程序安装安装程序需要Microsoft Win98,Win2000或以上的操作环境。
CATIA V5R14模具教材_MTD

選取所需的板件及輸入所需的厚度、寬度 選取標準模座基座 (DME、DME-America、EOC、Hasco、Rabourdin、 Strack、User) / 選取板件所需的厚度、寬度
定位 Molded Part
使用羅盤(Comp幾何物件 從結構樹 選取公、母 模座/ MB3 選取公、母 模座/ MB3
Tools / Options… / Infrastructure / Product Structure
Tools / Options… / Mechanical design / Part Design
Tools / Options… / Mechanical design / Assembly Design
設計澆道路徑︰
選擇一平行 XY 平面的平面當做草圖平面,進入草圖繪製 投影 “澆口” (Gate) ,不用切換成輔助元件 繪製路徑,而且必需要 ”相切連續”,路徑的起點或終點必需要與澆口的投影 點 ”同一” 按下圖示 選取澆道的路徑 選取澆道的斷面︰圓形、橢圓形 輸入斷面尺寸
定義澆道的斷面
選擇澆口型式
建立注射特徵 – 澆口
澆口產生在公、母模上 或在其中間 選擇澆口型 式 編輯澆 口點的 位置 輸入澆口尺寸
結構樹的變化︰
MoldedPart 新增 GateBody 物體及 點 Gate.1.1
自動新增一個零件
建立注射特徵 – 澆口
澆口型式︰
建立注射特徵 – 澆道
建立澆道二步曲︰
PartingLine︰分模線 PartingSurface︰分模面
CavitySurface︰Join 分模面與母模面,用以切 開母模座
FPC工艺培训教材(1)

绝缘层(PI)材料介绍2
聚酰亚胺(PI)有如下特性:㈠具有高度挠曲性, 可立体配线,依空间限制改变形状;㈡耐高低温,耐燃; ㈢可折叠而不影响信号传递功能,可防止静电干扰;㈣化 学变化稳定,安定性、可信赖度高;㈤利于相关产品的设 计,可减少装配工时及错误,并提高有关产品的使用寿命; ㈥良好的绝缘性能㈦优良的介电性能;㈧有良好的黏结性。 但它也有不足之处,那就是吸湿性高,所以PI的FPC应在 干燥的条件下保管以及在进行装配焊接之前必须进行干燥 除湿处理。PET与PI 相比,价格低廉、机械特性优异,但 耐温低,受温度影响的物理性能变化很大。一般都是用在 手工焊或不需要焊接的线路板上,比如电缆线、汽车仪表 上。
(4). 胶厚度 um (5). PI Film 种类代号 : H : Kapton A : Apical T : Taimide P : BOPI
带胶补强结构
补强胶片: 补强FPC 的机械强度, 方便表面 实装作业.常见的厚度有 2mil到9mil. 接着剂:厚度依客戶 需求而定,可以自行备胶。 离形纸:避免接着剂 在压着前沾附异物.
FZ : Fukuda(ED)
ME : Mitsui/S-HTE (ED)
TE : TCF/S-THE(ED) LC : LCY GRLP3(ED)
单面板结构
单面板有胶基材的叠构组成:
a、单面板组成:
铜箔基材+保护膜 b、单面板叠构:
保护膜
铜箔基材
PI 胶 铜箔 胶 PI
备注:与单面无 胶基材相比多了 一层基材胶
10
纯胶结构图
离形紙:避免接
着剂在压着前沾附 异物. 接着剂:厚度依 客戶要求而決定. 功能在于贴合多层 板层与层之间
模具课教育训练教材

第一章模具概念一.概述模具具有非常广泛的应用,可以说各个行业都离不开模具.模具已成为生产各种工业产品不可缺少的重要工艺装备.在这里只介绍冷冲模具.冷冲压模具可以分为单工程模具和连续模具,而单工程模具又可以分为冲孔模,下料模,折弯模和复合模等.二.模具组成及结构每一套模具都由几块模板,冲头和入块等组成.下面我们来了解一下各个模板的名称: 上模座(USET),上垫板(UPHUB),固定板(UPH),背脱板(STRUB),脱料板(STR),母模(DIE),下垫板(DIEDB),下模座(DSET),冲头(P),小冲(SP),大冲(BP),内脱板(KO),下固定板(DPH)等.每一套模具都至少具有上模座,下模座,冲头,脱料板,母模,固定板等几块模板.我们组装的模具有冲孔模,下料模,复合模和连续模. 冲孔模是指经过机器加工以后落到下面的料是没用的那种模具.是整套模具生产中的一个环节,它只是加工模具的内孔.下料模是指经过机器加工以后落到下面的料是有用的那种模具,它也是整套模具生产中的一个环节,它是加工模具的外形.复合模是可以一次完成模具的外形和内孔加工的模具,它和上面的两组模具一样也不能做折弯的工程.如果模具有折弯的部分,那还需要折弯模的工序,在这里我也不作介绍了.而连续模则可以一次完成整套模具的加工,它一道一道的工序做,所以对准确度要求较高.三.模具配合间隙1.剪断间隙(GAP)=料厚(T)*6%2.活动间隙一般情况下为一条半(一条=0.01mm),但绝对不能大于剪断间隙.3.螺丝在模板中间隙缩放关系一般为单边放大0.5-0.1 mm.(铣床加工)4.固定销在模板中间隙缩放关系一般为单边放大0.004mm.(线割)5.导柱在模板中间隙缩放关系一般为单边放大0.002mm.(线割)6.在固定板(UPH)层中图形冲单边放0.008mm,异形冲单边放0.01mm.(线割)7.母模的大小=冲头的大小+剪断间隙. 脱料板(STR)的大小=冲头的大小+活动间隙.内脱板(KO)的大小=母模的大小—活动间隙8.在连续模中上垫板(UPHUB),背脱板(STRUB),下垫板(DIEDB)都只是起通过作用,所以缩放间隙为单边放大0.5-1mm.9.螺丝的头部或其它一些零件的头部所在的图层中要逃孔的大小为零件头部大小再单边加1mm.10.连续模中下垫板(DIEDB),下模座(DSET)中的冲头孔只是起漏料作用,每一层比上一层单边放大0.5-1mm.四.常见冲头尺寸计算:1.闭模高度的确认(UPH, STR, STRUB的高度组合).如UPH=20mm, STR=20mm, STRUB=15mm,则闭模高度=55mm.2.冲孔冲头必须隐藏于脱料板.所以冲孔冲头长度L=上闭合高(UPH+STRUB+STR)+料厚t+(2~3)mm例如:UPH厚度为20mm,STRUB为15mm,STR为20mm. t=0.8则L=20+15+20+0.8+2=58mm.3.成型冲的确认(即向下打凸1.0高) 则冲子=闭模高+1.0,母模入块向下降1.0.(成型冲=打凸N或V字型,卷弯,斜度,冲剪成凸,翻边打断差等.)均属成型.4. 抽芽冲,折弯冲的确认.(即:视抽芽长宽及折弯高度来决定冲子长度,一般抽芽长直升部位必须有3~4mm, 视抽芽高度而定,折弯冲一般如果成品超过8.0高,不含R角)方能使90°成型.5. 入块的确认(若为冲孔入块则必须下孔为锥度状(上模冲成型2.0,下模入块则必须刚好低于模面2.0)6.向上拆弯入块突出母模面高度一般应为折弯深度的一半,避免划伤),而压料入块应高出拆弯入块1mm以上.第二章模具课组立作业规范一.组立前置作业:1.在一组模具图纸到手后,首先认真分析产品图,模具结构图,将产品结构,生产工艺以及模具制造中会遇到的问题牢记于心.2.对照模板图,零件图以及五金零件申购单检查模板,零件是否齐全,是否正确,包括模板厚度,光洁度,有无倒角以及各孔位大小位置.若有不妥,要及时反应并追踪到位.3.对照图面及模板将冲头,入块挂台方向,挂台高度以及总高度标示好,以做研磨加工.4.模板导柱及刀口检对,模板到齐后可以将母模板与脱料板迭好,装入导柱,然后进行刀口对正,所有剪口冲头必须滑配,以手轻轻推入为准.检验好后再依此将夹板与脱料板对正,直至上下模板可以顺利配置.5.模板刀口OK后,最后需将各相关联模板迭对,以确保其孔位加工有准,特别是冲孔落屑一定要顺畅,以免在组立中反复拆卸.6.以上若有问题点需记录于组立日志,以便积累经验,以及核算成本.二.组立要点:1.等高套筒,弹簧的选用与计算.(1) 套筒计算方式=最长冲子-脱板厚+1~2.0的高度.(冲子内缩量)若等高套筒吊在上垫板,则冲子长+上垫板厚-脱板厚+1~2.0. (冲子内缩量)(2) 弹簧选用=一般视材料成型及模具结构而定.折弯弹簧一般使用红色或绿色,材料较薄0.6以下则用红色,0.6以上则用绿色.抽牙弹簧一般使用绿色或茶色;成型冲弹簧一般使用红色或绿色;冲孔冲弹簧一般使用绿色.(3) 弹簧压缩量计算方式为: DF—50%极轻荷重(黄色) DL—40%轻荷重(蓝色) DM—30%中荷重(红色) DH—24%重荷重(绿色) DB—20%极重荷重(茶色).2.五金零件的选择与制作:(1) 内外定位及其顶料销的制作: 外定位要比内定位的直身位高至少1t(t表示料带厚度),而内定位旁的顶料销要比内定位的直身位低1 t.(2)导正销(引导销)的制作: 导正销的直身位伸出脱料板的长度为料厚+0.5t,而其旁的顶料销的长度伸出脱料面大于导正销直身位1.0t,特别注意的是此顶料销用圆线弹簧,力度不要过大,一般用0.4~0.7线径即可.(3)定位销的使用: 定位销在装入模中之前,要试配合模板中的孔是否过紧,必要时要铰孔处理加油使其便利进入.(4)导柱,导套的运用: 辅助导柱在无脱背的情况下,要检查导柱末端部与上夹紧配合的长度看是否长于上夹的厚度,若有长出则要铣深逃孔,避免和脱板发生干涉;导柱与各模板在正常间隙下活动,其长度则要根据模具的结构作选择;外导柱装入模座中,最好用油压机置入,这样可以避免受力倾斜,外导套与模座孔的单边间隙为0.08mm.(5)制高块的制作: 制高块的高度为h(制高块)=t(母模)+(冲件材料厚度t-0.2mm)左右作制高块的目的主要是:A.连续模中刚送料时,避免整个脱料板的受力倾斜,不平衡.B.避免模板中字模,压线印等零件的损坏.(6)灌胶的注意事项: 灌胶时要把模座孔内擦干净,光洁,要让导套与滚珠,导柱在孔内便活动,用等高块置于上下模座之间,并测量是否等高,然后开始灌胶. 灌胶4小时后即可开模,做装弹簧等动作,装入的顶料销浮升块等零件用手压缩,不至于让弹簧打死,全部工作完成,等待试模.3. 冲子装配要点:冲子或入块装入模板前需先用卡尺量测挂位沉头深度及冲子挂位长度(一般为5mm),确认OK后方可将冲子入块置入模板中,冲子若凸出太高,则需将沉头铣至低于模面0.1之高度,不可用打磨机磨掉,亦不可猛砸使其凹下,若沉头太亦应立即反应(不得低于模式面0.5以下),否遇会使冲子被拉出脱板外造成脱料板不顺之现象.4.闭模及灌胶要点:组模时在配入刀口与成型块确定间隙OK,长度尺寸,螺丝孔,等高套筒,固定梢,导柱孔,定位梢,避位处均无干涉现象时即可进行闭模,外导柱灌胶或装独立导柱三作业.(灌胶间隙为导柱尾部大于内孔0.05). 导套为导套正尺寸小导套孔+0.1灌胶时需确认每一块模板均紧贴齐面.灌胶作业于4小时后拆模将弹簧及顶料浮升零件置入,完成组模程序.5.组模后再对照整组模具认真检查每块模板之外观及模具内部结构,如避位是否确实避开,所有紧固螺丝是否锁紧,关键部位有无润滑,定位是否有松动,落屑是否顺畅等现象.三.常见模具之对模方式:在完成各项组立前置工作,确保模具在结构上及装配上无误后,可进行模具组立装配工作.一般常见模具的对模方式及过程有以下几种:(一)下料模: 开始组立模具时,一般应由下模开始组立.1.将下夹板与下脱料板装入导柱,公模放入下夹板上定位梢.2. 上紧套筒待完成后将套筒顶至高出公模半块成品料厚(此为正常下料模下模套筒长度,若下模有上下成型冲则脱料板与成型冲平齐)3. 放入弹簧上螺丝不能完全锁紧,把定位梢固定下模板架构方能上紧螺丝.4.组装上模,将脱料板放入母模盖上夹板,开始组模.(※上模脱料板需超出母模1m/m长)(二)冲孔模:1.在组立模具之前最好将以往的试模经验加以溶合.如:脱料上的问题,如折弯脱料,凸点脱料,抽牙脱料,铆合抽孔脱料等,以上种种问题皆需顾及弹簧的弹力与压缩量.2.注意导柱长度是否在适当长度,下模导柱避位深度是否足够,上模座导柱挂台避位3.预估你组立的模具试模时会产生何种现象,当现象发生时你将作何处置.(三)折弯模: 一般向上折弯可区分为三种:1.线割外形向上折弯模2.利用下夹板精铣沟槽以定位折弯块之向上折弯模3.以90° V形成型之折弯模(1)线割外形向上折弯模最常见的线割外形折弯模,它通常做为公母模共享,故我们组立时需在留意公母模的料厚间隙问题.A.先将测量母模线割外形尺寸.不得小于成品外形.B.查出公模所要研磨的尺寸(预留精修)将公模配入夹板定位,再与母模利用导柱将两块模板定位,用间隙片测量折弯公模式与母模之间的间隙进行配刀,直到材料厚度(t)准时即可.(※注意间隙不可过紧)C.组立下模进注意,弹簧压缩量,预压量,是否在正常值下.( ※所谓正常值:即是弹簧力量过大于90°,),此时可用压线克服加强90°之稳定性;若弹簧力量过小则会产生90°内弯现象,此时则需测量产品高度,不可倒过大的角度,若产品折弯高度已在上限则以放开间隙,降低折弯深度或加强弹簧以相互利用,达成90°之需求.D.组立下模时需注意冲制品以三边成型,则需先折对称两边折弯约1.5~3 m/m(视素材t厚而改变);再折另外一边此种方式可避免产品拉料现象.E.组立上模时需注意,公模脱料的浮升梢跟刀口距离;其浮升梢四分点刀口不得超过3.5m/m;(一般料厚1.6 m/m以下皆可适用),再则留意弹簧力量.(以1.0 m/m素材而言,大约25m/m折线就需有2条绿色,直径为10;行程10m/m~12m/m弹簧).F.注意公模本身侧面的表面粗糙度,因为它将增强脱料的磨擦系数严重将使其脱节料不顺畅,其解决方式可用细目油刀石将表面推亮.(2)向上折弯模,其中若折弯块上割有滚轮时就必须注意,滚轮与折弯块装配后是不是可以很顺畅的滚动,若无法滚动时就必须利用砂布将沟槽拋光,直到滚坳顺畅.(3)测量,检测滚轮与折弯块装配后宽度,高度是否与入块同一尺寸,若侧割滚轮有偏位则心须做局部修整,再进一步将入块装入下夹键槽内,装入滚轮,测量两侧折刀尺寸,其尺寸可大于成品外形+N;--0.如:(4)折弯块之成型,当内脱料板厚为20mm;折弯块为35 mm时折弯块从底部算起23 mm以上的位置须让位0.1 mm以避免成品在折弯过程中被滚轮下端尖端锐角刮伤.(5)在组模时折弯块底部须做倒角约(0.3~0.5 mm)以避免下键槽壁刮伤损坏,如此即可准备组模动作.(内脱料板需高出下模折弯块1 mm)(6)上折弯公模虽然没有较具体的技巧性,但仍须注意下列三项A.压线问题考虑冲制的素材是否须要压筋;压筋的深度是否过深,因为将影响90°向上折弯与成品高度.B.脱料问题无论任何一种90°向上折弯皆需要装置浮升梢顶料,如:三面折弯;二面折弯甚至一面或四面折弯原理在于如何让冲制品在最佳平衡状态下脱模.C.滑块间隙问题滑块间隙不可过松或过紧,一般最大值间隙为0.05m/m若折弯成品0.1m/m~0.3m/m时其滑块间隙为0.03m/m以下.※滑块加有顶料梢时,顶料梢最佳放制点为滑块的1/3点.(接近公模位置的1/3~1/4点为最佳位置,但注意顶料梢浮升时不可撞击公模斜边.)四. 试模及模具维修:1.试模规范: 在模具组立及检查完毕后方可试模,新进员工由于对机床熟练程度可能不够,试模时请务必知会班组长.同时班组长在试模期间也需在现场做技术指导与监督,以免发生突发及意外事件,并做好试模报告记录.2.试模常见异常及维修:A连续模: (1)送料不顺: 发生原因多为浮升两用梢的送料宽度与试模料不符,或者所放间隙过小,再者下模浮升引导梢, 浮升块有无过高造成挡料.(2)上模带料: 发生原因多为: a上模导正梢直身过长或较为粗糙. b. 送料步距有误. C.上模冲头或向上折弯脱料不顺.(3)废料反弹: 连续模在快速冲压情况下多会发生废料反弹现象.原因常有几种: a.冲孔间隙过大. b. 冲头有磁性. C.冲入深度不够,此时可以适当调整间隙及冲孔深度.再者可以将冲头研磨斜面减小真空吸附力或者做子母冲.B.下料模: (1)脱料不顺: 检查模具内外脱板是否滑配,脱料弹簧力是否够大,是否均衡.(2)产品与料带或外脱夹料,难以取出,解决方法:a.降低外脱b.外脱脱料力量减弱(3)产品毛边过大检查对策: a.冲减间隙是否过大或过小. b. 刀口是否锋利 c.刀口配合是否有准.C.成型模: (1)脱料不顺: 原因应有多方面应针对实际情况解决,常见原因主要有:a. 脱料力不足b. 折弯入块光洁度不足c.脱料力不均衡,造成掊料不一致此时可增加顶料梢或增加弹簧预压量,或者将折弯入块用小油石或拋光砂轮拋光滑,再者就是调整脱料力所分布位置及大小使其均衡.(2)角度不准:常发生情况有:(一)角度过大: a.间隙过大 b.折弯直身过短 c.压料力量过大 d.外定位过紧 e模具闭合不良(二)角度过小: a.间隙过小 b.压线过深 c.压料力量过小 d.模具闭合不良(3)尺寸不准: 造成尺寸不准的原因可能有: a. 定位不准 b.展开错误 c. 折弯成型时拉料针对以上情况可用以下方法调整: a.增加定位或定位调整 b.展开计算检查 c.加强压料力(4)外观模痕: 改善对策: a.折块R角适当加大,拋光至圆滑过渡 b.适当放大折弯间隙 c.做滚轴式折块五.模具后期工作:模具后期工作主要是对模具外观及细节的检查,以免交模后发生不必要的错误,主要可以从以下方面着手:1.模具包观良好,上下模座必须研磨光亮,无明显刮痕,凹痕以及锈斑.2.冲小孔入块必须背面逃孔,所有冲孔处落屑检查,必须顺畅,以免废料堵孔造成爆模.3.下料模限位柱,上下模位置对正,大小一致,表面不应过于粗糙.4.模具闭合高度以及上模架模螺丝孔是否符合客户要求.内外导柱配合是否顺畅.5.模内清洁,关键部位必须加以润滑.另外案内梢使产品定位良好,不得太紧,且案内梢本身不得过松,以防生产过程中跳出造成爆模.所有模板及冲头,入块完全无磁性.附冲压操作规范 :使用冲床试模时﹐务必将安全检测器开启﹐方能试模﹐试模人数不能超过3人﹐操机者必须由组长或资深人员进行﹒操机人员身后不得站人及围观﹐每次冲压检查模料时安全开关一律按下﹐未按下时﹐头部﹑手部不得伸入模面﹐冲压进行中切勿让眼睛与母模面闭合同高度﹐以免异物弹出造成眼睛受损﹐试模时不得使用脚踏开关﹐如需用脚踏开关必需经理及组长在现场﹐非主管部任何人均不得用脚踏开关。
模具类主要书目

模具类主要书目1模具设计与模具制造简明手册冯炳尧上海科学技术出版社2PRO/ENGINEERWILDFORE模具设计实例精解曹岩机械工业出版社3SOLIDEDGE模具设计王恒机械工业出版社4SOLIDWORKS2005曲面建模实例精解曹岩机械工业出版社5PRO/ENGINEER实战习机设计模具篇祝凌云人民邮电出版社6简易模具设计与制造罗启全广东科技出版社7冲压设计资料王孝培机械工业出版社8冲模设计手册张鼎新机械工业出版社9模具制造技术胡石玉东南大学出版社10冷冲压与塑料成型――工艺模具设计(上)翁其权机械工业出版社11MASTERCAM模具设计超级宝典严烈冶金工业出版社12精通PRO/ENGINEERWILOFIRE(野火版)模具设计经典实例教程张武军西安电子科技大学13PRO/ENGINEER200/模具设计林清安清华大学出版社14CIMATRON模具设计与制造指导章永建清华大学出版社15MASTERCAM模具设计教程7董瑞杰中国石化出版社16UGNX2模具设计康朋工作室机械工业出版社17中文PRO/ENGINEER2003模具设计案例教程闵好年冶金工业出版社18PRO/ENGINEER2001模具设计与制造实用教程阮锋机械工业出版社19SOLIDWORKS2004模具设计实例精解殷国富机械工业出版社20PRO/ENGINEERWILDFIRE2.0模具设计余强中国铁道出版社21中国机械制造技术与装备精选集中国模具工业协会机械工业出版社22实用模具技术手册陈孝康中国轻工业出版社23SOLIDWORKS2004模具设计魏峥机械工业出版社24PRO/MOLDESINGWILDFIRE2.0模具设计二代龙震工作室电子工业出版社25PRO/ENGINEER模具设计入门与实务戴兢志人民邮电出版社26PRO/ENGINEER模具设计WILDFIRE2.0林清安电子工业出版社27MASTERCAM9.0系统学习与失训吴长德机械工业出版社28模具设计与模具制造简明手册冯炳尧上海科学技术出版社29实用模具技术手册陈锡栋机械工业出版社30提高模具寿命指南冯晓曾机械工业出版社31模具材料应用手册(第二版)林惠国机械工业出版社32简明模具工实用技术手册彭建声机械工业出版社33模具制造手册德.K.STOECKHERT化学工业出版社34机床夹具设计手册徐鸿本辽宁科学技术出版社35模具工实用技术手册骆志斌江苏科学技术出版社36冷冲压工艺及模具设计刘心治重庆大学出版社37现代冲压技术张毅国防工业出版社38焊接冶金学(基本原理)张文越机械工业出版社39焊接冶金学(金属焊接性)周振丰机械工业出版社40冲压工艺湖南机械工程学会锻压分工会机械工业出版社41焊接过程现代控制技术陈善本哈尔滨工业大学出版社42弧焊电源(第三版)郑宜庭机械工业出版社43电焊工入门雒庆同机械工业出版社44金属管道焊接工艺柳全海机械工业出版社45冷冲压与塑料成型机械欧圣雅机械工业出版社46冲压模工艺与模具计算机辅助设计肖正祥国防工业出版社47模具数控加工武友德机械工业出版社48压力容器焊接结构工程分析王宽福化学工业出版社49塑料模具设计与制造齐卫东高等教育出版社50塑料滚塑与搪塑陈昌杰化学工业出版社51塑料机械使用与维护耿孝正中国轻工业出版社52双螺杆挤出机及其应用耿孝正中国轻工业出版社53冲压与塑料成型设备范有发机械工业出版社54塑料挤出机头典型结构120例王效岳中国轻工业出版社55塑料成型工艺与模具设计屈华昌机械工业出版社56CAD/CAM/CAE在塑料模具设计和制造中的应用陈泽人中国标准出版社57塑料薄膜的印刷与复合陈昌杰化学工业出版社58塑料成型模具轻工业出版社59实用塑料成型模具设计手册丁闻西安交通大学60塑料的机械加工范忠仁化学工业出版社61塑料成型加工实用手册龚浏澄北京科学技术出版社62注射成型模具设计108例(第二版)E.林纳中国轻工业出版社63塑料模具设计李秦蕊西北工业大学出版社64塑料挤出模具设计图册马全骏轻工业出版社65实用注塑模具设计陆宁中国轻工业出版社66模具工程H.瑞斯化学工业出版社67塑料模具设计陈志刚机械工业出版社68塑料模具设计与制造齐卫东高等教育出版社69塑料成型工艺与模具设计屈华昌高等教育出版社70塑料模具的设计与制造问答王桂洋机械工业出版社71塑料模具制造工艺魏万壁广东科技出版社72塑料工艺实验指南吴清鹤中国轻工业出版社73橡塑模具优化设计技术申长雨化学工业出版社74塑料模塑工艺与塑料模设计翁其金机械工业出版社75塑料合金及塑像共混改性辛浩波中国轻工业出版社76大型注塑模具设计奚永生中国轻工业出版社77精密注塑模具设计奚永生中国轻工业出版社78塑料异型材挤出模技术杨安昌机械工业出版社79塑料模具设计朱光力清华大学出版社80现代模具技术注塑成型原理与注塑模设计国防工业出版社81注射模具设计技术及实例于华机械工业出版社82注塑模设计张克惠西北工业大学出版社83塑料挤出成型技术张小文金顿出版社84塑料注射成型技术钟志雄广东科学出版社85塑料注射成型与模具张如彦中国铁道出版社86塑料注射模具设计――入门到精通张中元航空工业出版社87塑料制品与模具设计题集刘际泽中国轻工业出版社88注塑模具设计要点与图例许鹤峰化学工业出版社89注塑模具典型结构100例蒋继宏中国轻工业出版社90型腔模具设计与制造章飞化学工业出版社91塑料模具设计卜建新中国轻工业出版社92塑料成型工艺及模具简明手册王孝培机械工业出版社93塑料制品生产工艺手册吴培熙化学工业出版社94塑料收缩性张治华中国石化出版社95锻工工艺学中级本科学普及出版社96锻工工艺学机械工业部机械工人技术培训教材编审领导小组机械工业出版社97锻造工技师培训教材机械工业技师考评培训教材编审委员会机械工业出版社98锻工手册(上、下)锻工手册编写组机械工业出版社99锻压手册第一卷(锻造)中国机械工程学会锻压学会编机械工业出版社100锻压手册第2卷(冲压)中国机械工程学会锻压学会编机械工业出版社101冲压工艺与模具设计成虹电子科技大学出版社102锻压手册第3卷(锻压车间设备)中国机械工程学会锻压学会编机械工业出版社103挤压工艺及模具瞿德梅化学工业出版社104特种冲压模具与成型技术陈毓勋现代出版社105模具制造基础知识高松英次浙江科学技术出版社106钣金展开樊文宣北京出版社107冲压技术100例吉田弘美吉林人民出版社108钣金工必读:零件折弯与展开杨超培广东科技出版社109模具制造技术高木六弥北京模具技术协会110冷作工操作技能与考核金光辉机械工业出版社111冷冲压与塑料成型加工原理刘建超西北工业大学出版社112板金冲压工艺与窍门精选梁炳文机械工业出版社113板金展开作图法李采中国建筑工业出版社114新编钣金展开计算机实用手册梁绍华机械工业出版社115钣金实用技术问答毛昕北京出版社116冷作工艺学技工学校机械类通用教材编审委员会机械工业出版社117冷冲压技术问答(上、下)彭建声机械工业出版社118,材料冲压与冲模设计佳木斯农机学院机械工业出版社119冲压工(初级)唐桂花机械工业出版社120精冲技术涂光其机械工业出版社121实用冲压技术上海技术革新展览会上海科学技术出版社122冷冲压与塑料成型――工艺及模具设计(上、下)翁齐全机械工业出版社123实用钣金工夏臣甚机械工业出版社124挤出过程计算机模拟江顺亮机械工业出版社125冲压工艺及冲模设计翁齐全机械工业出版社126冷冲压技术翁齐全机械工业出版社127冷冲压技术叶文丰航空工业出版社128精密冲裁文集(1、2、3)129冷冲压工艺及冲模设计国防工业出版社130冷冲压塑料成型工艺与模具设计资料虞传宝机械工业出版社131钣金展开与加工工艺章飞机械工业出版社132钣金展开计算机瞿洪绪机械工业出版社133简便模具设计与制造北京出版社134冲压技术百问赵惠臣机械工业出版社135冲压工技能郑昌炳航空工业出版社136板料冲压加工137钣金模设计实例杜智敏机械工业出版社138冷冲压成型工艺与模具设计制造化学工业出版社139压铸模设计手册潘宪曾机械工业出版社140模具制造手册141钣金冲压工艺手册国防工业出版社142模具结构设计机械工业出版社143冷作工职业技能鉴定指南机械工业出版社144简明冷冲压工手册机械工业出版社145冲压手册王孝培机械工业出版社146冲压工艺模具设计郑家贤机械工业出版社147实用冷冲压工艺及模具设计手册杨玉英机械工业出版社148冲压模具设计结构图册化学工业出版社149实用钣金技术手册机械工业出版社150模具设计与制造简明手册上海科学技术出版社151简明精冲压手册周开华国防工业出版社152冲压加工技术手册轻工业出版社153红冲工艺与模具设计姜国权机械工业出版社154实用钣金冲压工艺图集梁炳文机械工业出版社155冲压模具设计与制造刘建超高等教育出版社156板料成型分析教程陈文亮&n,bsp;机械工业出版社157数控机床故障诊断与维修500例龚仲华机械工业出版社1,58冷冲压工艺,与模具图册机械工业出版社159冲压模具及设,备,&a,mp;n,bsp;徐政坤机械工业出版社160冲压模具简明设计手册化学工业出版社161模具制造手册机械工业出版社162中国模具设计大典(3、4、5)江西科学技术出版社163模具材料应用手册徐进机械工业出版社164实用模具设计与制造手册许发越机械工业出版社165模具技术问答机械工业出版社166中国模具标准件手册上海科学普及出版社167模具工职业技能鉴定指南机械工业出版社168模具计价办法参考手册机械工业出版社169模具标准汇编中国标准出版社170模具工实用手册周日华江西科学技术出版社171塑料模具设计制造与应用实例机械工业出版社172塑料模具设计手册机械工业出版社173冲压模具设计与制造徐政坤化学工业出版社174木模工入门陈培里浙江科学技术出版社175压铸模具设计及CAD于彦东电子工业出版社176压铸成型工艺与模具设计屈昌华高等教育出版社177压铸实用技术吴春苗广东科技出版社178模具的失效分析机械工业出版社179冲压塑压设备概论任建伟辽宁科学技术出版社180冲压塑压设备概论朱自成辽宁科学技术出版社181工模具制造工艺学(上、下)无锡无线电工业学校182机械压力机的操作与安全杨群电子工业出版社183模具标准译文集(1、2、3)机械工业部桂林电器科学研究所184锻压设备故障分析与排除方法航空工业出版社185锻横设计手册机械工业出版社186冲横速查计算尺原理与使用李广荣江苏科学技术出版社187冷锻工艺与模具卢险峰机械工业出版社188自由锻造工艺与胎横设计赵孟栋重庆机器制造学校189锻件质量分析锻件质量分析编写组机械工业出版社190横锻工工艺学科学普及出版社191胎横锻技术国防工业出版社192胎横锻工艺辛宗仁机械工业出版社193铝型材挤压模具设计、制造、使用及维修刘静安冶金工业出版社190冷挤压实用技术洪慎章机械工业出版社191冷挤压技术上海人民出版社192冷挤压工艺实践杨长顺国防工业出版社193轻合金挤压工具与模具(上)冶金工业出版社194板料冷压成型原理胡世光航空高等院校教材195冲模电火花加工上海星火厂编上海人民出版社196低熔点合金模具机械工业技术革新技术改造选编机械工业出版社197冲压与塑压成型设备孙凤勤高等教育出版社198冷冲模设计丁松聚机械工业出版社199铝型材挤压模具3D设计李积彬冶金工业出版社200实用板料冲模设计杜东福能源出版社201模具设计基础陈剑鹤机械工业出版社202冷冲压模具设计杜东福国防工业出版社203高级冲压锻压模具工技术与实例李集仁江苏科学技术出版社204冲压工艺模具学卢险峰机械工业出版社205多工位级进模与冲压自动化段来根机械工业出版社206冷冲压模具应用与设计入门傅尚仁广东科技出版社207模具制造工艺黄毅宏机械工业出版社208冷冲模制造与修理彭建声机械工业出版社209冷冲模制造与修理(第二版)彭建声机械工业出版社210注塑模设计与生产应用张国强化学工业出版社211多工位级进模设计邱永成国防工业出版社212锌基合金模具的设计制造及应用曾建华机械工业出版社213冲压工艺与模具设计成虹高等教育出版社214冲模技术涂光其机械工业出版社215冲模设计应用实例模具实用技术丛书编委会机械工业出版社216冲压工艺与冲横设计福建高级工业专门学校机械工业出版社217冷冲压模具设计上海仪表电训工业局218冲压模具设计与制造技术解汝异中国标准出版社219最近冲压模结构设计图集大田哲220冷冲模设计指导史铁梁机械工业出版社221冲裁模CAD/CAM系统余世浩机械工业出版社222新型冷冲压模具张延汉国防工业出版社223模锻工机械工业出版社224模具设计肖爱民北京希望电子出版社225冷冲模设计(第二版)赵孟栋机械工业出版社226汽车覆盖件模具设计赵孟栋机械工业出版社227经济冲压模具及其应用赵振铎化学工业出版社228冷冲模设计赵孟栋机械工业出版社229冲模设计与制造实用计算手册机械工业出版社230锌基合金冲压模具郑智爱中国农业机械出版社231最新塑料模具手册上海科学技术文献出版社232塑料成型工艺学成都科技大学中国轻工业出版社233塑料成型工艺与模具设计曹宏深机械工业出版社234实用塑料注射模设计与制造陈万林机械工业出版社235聚氨酸泡沫塑料(第二版)方禹声化学工业出版社236塑料注射模具制造实例郭肇强机械工业出版社237注塑成型工艺刘来英机械工业出版社238塑料挤出技术F.汗森中国轻工业出版社239型腔模设计李学铎西北工业大学出版社240型腔模设计李钟猛西北电训工程学院出版社241塑料压注成型加工机械工业出版社242塑料成型模具设计德群华中理工大学出版社243注塑用无滚溢模具村上字雄化学工业大学出版社244塑料模具设计轻工业出版社245塑料成型加工入门(日)森龙中国石化出版社246塑料注塑制作设计(美)罗伯特化学工业出版社247塑料注射成型模具的设计与制造(德)G.爱格斯中国轻工业出版社248塑料模设计手册机械工业出版社249塑料注射成型模具设计基础(二)机械工业部桂林电器科学研究室250塑料挤出成型模具设计马金骏中国轻工业出版社251塑料模设计(上、下/上附图、下附图)重庆252高级注塑模具工技术与实例江苏科学技术出版社253塑料注射成型技术金盾出版社254塑料压延成型技术金盾出版社255合成树脂及玻璃缸李国容化学工业出版社256树脂基复合材料王顺亭中国建材工业出版社257合成树脂与塑料工艺周菊兴化学工业出版社258橡胶模具设计方法与实例张秀英化学工业出版社259挤出理论及应用朱复华中国轻工业出版社260铝塑型材挤压形技术赵云路机械工业出版社261塑料制品及基成型模具设计邹继强清华大学出版社262塑料测试技术周继祥化学工业出版社。
TOOLING模具培训教材

TOOLING模具培训教材1. 简介TOOLING模具是制造业中常用的一种工具,用于在生产过程中完成对原材料的成型、加工和组装等工作。
本教材将介绍TOOLING模具的基本概念、种类、工作原理,以及在制造过程中的应用场景和技术要点。
2. TOOLING模具的定义和分类TOOLING模具是一种用于制造产品的工具,它以加工原料的形式存在,并通过各种加工方式对原料进行成型、加工和组装等操作。
按照其用途和工作原理的不同,TOOLING模具可以分为以下几类:•压力模具:用于对原料进行压力加工,如冲压模具、锻压模具等。
•塑料模具:用于塑料制品的成型,如注塑模具、挤压模具等。
•铸造模具:用于金属材料的铸造,如铸造模具、砂型模具等。
•焊接模具:用于焊接工艺的辅助工具,如夹具、定位模具等。
•组装模具:用于产品组装过程的辅助工具,如组装夹具、装配模具等。
3. TOOLING模具的工作原理TOOLING模具的工作原理主要包括以下几个方面:•模具设计:模具的设计是TOOLING的基础,它涉及到模具的结构、尺寸、材料等方面的考虑,以及对产品加工过程的分析和预测。
•原料加工:通过对原料进行压力、热力、冷却等处理,使其发生形状、尺寸和性能等方面的变化。
•模具加工:模具制造过程中需要进行CNC加工、磨削、电火花等工艺,以满足模具的精度和表面质量要求。
•技术调试:对模具进行调试,包括对模具的装配、调整和试产等操作,以达到产品加工的要求。
•维护保养:定期对模具进行维护保养,包括清洁、润滑、修复等操作,以延长模具的使用寿命。
4. TOOLING模具在制造过程中的应用场景TOOLING模具在制造过程中有着广泛的应用,下面主要介绍几个常见的应用场景:4.1 冲压模具冲压模具是一种常用的TOOLING模具,在制造行业中应用广泛。
它通常用于对金属材料进行冲孔、剪切、折弯等操作,用于制造汽车钣金、电子零部件等产品。
4.2 注塑模具注塑模具是一种用于塑料制品成型的TOOLING模具。
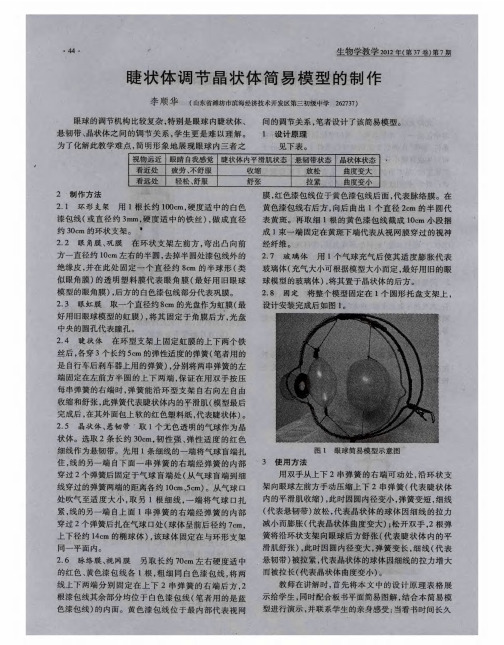
睫状体调节晶状体简易模型的制作
括制作 的是植 物细胞 还 是动物 细胞 、 每种 细胞器 和 细 胞核所用 的材料 , 作 的程序 等 。如果 其他 同学 有 问 制 题或疑 问, 以提 出并进行讨论 , 可 此后各组 分别进行模
以实物 的形式 直 观 地表 现 对真 核 细 胞 三维 结 构 的认
识。
胞 的三维结构模 型。为 了使 学生顺 利完 成模 型制 作 , 并力求 模型的完美 , 求制作时注意 以下 的问题 ( 要 大屏 幕展示 ) ① 细胞 各种结 构要完 整 ; 注 意各种 结构 的 : ② 比例 和放 置的位置 ; 模 型要做 到科 学 、 观 ; 注意 ③ 美 ④ 卫生安全 。学生制作 , 师巡 视 , 教 并对制作 中发现 的问
题 进 行 交流 和指 导 。
5 展 示模型 。 进行评价
1 课前设计 方案 。 寻找材料
在各小组通过 合作完成了真核细胞 的三维结构模
课前, 学生 阅读 、 考教材 中用橡皮 泥制作 的真核 参
细胞模型 , 以小 组 为单位 , 经过 讨论 , 先设 计 出制 作 细 胞模 型的方案 , 然后 由组长统筹安排 , 要求注 意安全 并 性 , 员分别 寻找适 合制 作用 的废 旧材 料 。在确 定每 组
大。因此 , 看书 时间长 了 , 议 向远处 眺望 ( 远处 的 建 看
物体 ) 使 眼睛得 到休 息 , 时睫状 体 内的平 滑 肌处 于 , 这
舒张状 态 , 此时悬 韧带被拉 紧 , 晶状体 曲度 变小 。
简单冲压模具拆装实训教材(DOC44页)

课题名称课题一:简单冲压模具拆装实训授课时数4一、新课导入前面我们已经学习了一些简单单工序模具,并从中掌握了其工作原理及生产过程,这个学期开设这门模具设计与制作实训课程主要是为了让同学们毕业出去工作之前能对模具的设计及制作能有更进一步的提高,所以,接下来我们首先将学习简单结构冲压模具的拆装。
二、讲授新课1、实训内容及步骤(老师讲解,学生自己总结)(1)、首先了解各冲模的总体结构,仔细观察各零件的位置和相互关系;(2)、将模具上、下模分离,观察各部分的结构组成及凸、凹模固定方法;(3)、分别拆开模具的上、下两部分,弄清楚模具六大部件的零件组成,测绘各零件图,并画出各零件图草图。
在拆装过程中,要记清楚各零件在模具中的位置,以便重新装配。
(4)、按拆开顺序还原,重装模具;(5)、画出模具总装图草图,并标明各零件名称;注意:实验中,留心不要损坏模具零件,尤其是凸、凹模刃口要注意保护。
在重新装配前,各零件要擦拭干净。
2、实验分析总结(一)冲裁模具(1).绘制模具结构草图(2).详细列出冲模上全部零件的名称(3).简要说明你所拆装模具的工作原理。
(4) .简述你所拆装冲模的注意事项。
(二)弯曲模具(1).绘制模具结构草图(2).详细列出冲模上全部零件的名称(3).简要说明你所拆装模具的工作原理。
(4) .简述你所拆装冲模的拆装过程及注意事项。
三、课堂小结小结要点:1、掌握模具拆装的顺序2、了解冷冲模的结构组成,各部分的作用,零件间的装配形式 3、掌握模具的工作原理一、新课导入在前面的课程中我们已经对简单模具的拆装学习有了进一步了解及掌握,今天,我们来学习典型结构的冲压模具的拆装。
二、讲授新课1、冷冲压模具拆装的任务拆开模具,并了解模具里面的非标准件零件图。
非标准件包括:凸模、凹模,凸凹模、固定板、卸料板、垫板、侧刃及侧刃挡、(始用挡块、固定挡料)、导料板、模柄、推板、上下模座等。
2、注意事项( 1 ) 不准用锤子直接敲打模具,防止模具零件变形。
模具设计入门培训教材
•拔模检测
•填充检测
•
•3. Pro/E模具部分的安装说 明• 在安装Pro/E软件系统的过程中,当出现如图所
示的对话框时,需安装如图所示两个子组件:
•:该子组件包含一些模具元件数据(如流道的数据) 。
•:Pro/E塑料顾问模块。
书山有路勤为径, 学海无涯苦作舟
•需安装这 两个子组件
•轮毂压铸模
•轮胎橡胶模
•
•大型覆盖件模
•成型--机械加工--修饰--装配
10.1.2 塑料工业与塑料制品
•通用塑
•塑料----属合成高分子材料 •工程料塑料
•特殊塑料
•塑料工业---包括塑料生产和塑料制品(塑件)生产
•单
体
的
•助
制
剂
造
•树
•塑
•原
脂
料
的
制
料
•树
的
脂
制
造
造
•成 •塑
•塑 型
料
料
加
制
定形状和尺寸的立体形状塑料制品的工具。
书山有路勤为径, 学海无涯苦作舟
•
• 注射模具的结构一般包括塑件成型元件、浇注系 统和模座三大部分。
•成型元件
•进料口
书山有路勤为径, 学海无涯苦作舟
•浇注系统
•模座
•
2 模具设计的基本内容
•1. 模具专业术语
•(1) 设计模型 • 设计模型即最终产品。 •(2) 参考模型
•模具设计 模型树
•信息 栏
书山有路勤为径, 学海无涯苦作舟
•模具设计 菜单管理 器
•模具设计 工具栏
•
3 模具设计入门
TOOLING模具培训教材
PPT文档演模板
TOOLING模具培训教材
顶管顶出
较深的圆 形胶位 (如右图 所示)适 合顶管顶 出;
PPT文档演模板
TOOLING模具培训教材
推板顶出
• 如果制品需要沿周顶出,则可以用推板顶出方 式,一些特殊产品表面不允许有顶针痕迹(如 透明盖等)亦采用推板顶出;
• 如下图,回针1与推板3顶出制品,推板镶件6 与动模镶件7为锥面配合,推动灵活,不宜擦 损镶件,由导柱8引导。
TOOLING模具培训教材
模具結構圖
F01A F02A M04A M03A M02A M01A
PPT文档演模板
P.L E02A E01A
TOOLING模具培训教材
四.注射模基本類型
1. 二板式模具(由定模和動模組成):
PPT文档演模板
TOOLING模具培训教材
2.三板式模具----在動模板與定模板之間,這有一塊 活動的
PPT文档演模板
TOOLING模具培训教材
分流道设计
• 分流道的截面形状
• 圆形截面分流道如图A,圆形截 面分流道的优点是表面积与体各 之比为最小,在容积相同的分流 道中,圆形截面分流道的塑料与 模具接触的面积为最小,因此其 压力损失及温度损失为最小,有 利于塑胶的流动及压力传递。其 缺点是必须在动模及定模上分别 加工
PPT文档演模板
TOOLING模具培训教材
(内螺纹)铰牙脱模
• 绞牙模的原理就是通 过螺纹型芯的旋转从 而脱出制品内螺纹部 位
PPT文档演模板
TOOLING模具培训教材
八.抽芯機構
當塑件的側面帶有孔或 凹槽時,須采有側面成型 芯才能滿足塑件成型上的要求.
PPT文档演模板
PRESS模具基础知识培训教材(PPT 62页)
□ 方案:
拉延工序 工艺研讨
后序 工艺研讨
冲击线研讨
冲压顶杆干涉研讨 3D研讨
启动数模
修边角研讨
模具结构研讨
2D 图纸
工艺数模
各工序 3D数模
输出
每天进步一点点
CAT ···复制模具制作技术
□ 目的:反复制作相同模具时缩短30%作业工时 -随着海外工厂生产同一种车型复制模具制作增加
□ 方案:
量产模具的检测
F’ = K x n x PAD ST F = K x n x ST (α)
每天进步一点点
b) TRIM 刃 重叠部位处理方式
TRIM 刃有重叠区域时 为防止刃口早期磨损及末端的锋利一般都进行1.0mm 的OVER LAP(交刀)进行 TRIM。
c) TRIM 角度
是指TRIM时 PNL与刃口角度,原则上应当成为直角.非正常情况下会产生较多 BURR(毛刺),刃口磨损加快。
● BLANK’G ● CUTT’G ● NOTCH’G ● TRIMM’G ● SEPARAT’G ● PIERC’G ● LANCK’G
每天进步一点点
PRESS 按作业工序分类
1. 切断加工
每天进步一点点
PRESS 按作业工序分类
2. BENDING
每天进步一点点
PRESS 按作业工序分类
▶模具搬运反转
每天进步一点点
DIE FACE(压料面)的设计
1. DIE FACE
抓住BLANK的面又称抑制皱纹面,才成型过程中对 材料的流入进行控制的面
2. DIE FACE的设计
1) DRAW 深度为考虑产品率的提高尽量要低 2) 尽可能以平面来设置 3) 在一个方向成曲面另一个方向尽量要直线. 4) 避免严重的弯曲变化 5) DRAW 深度变化要缓. 6) PUNCH的型面长度要比 DIE FACE长度长 7) DIE FACE不能跟产品型面干涉 8) 根据产品型面考虑预压型型面
锅盖架模型
《锅盖架模型》说课宝山区大华小学高琼一、教材分析《锅盖架模型》是《劳动技术》四年级第二册第6课的内容。
在当今全面推进素质教育的过程中,劳技学科应具有提高学生劳动技能素质、促进学生全面发展的功能。
劳技学科为此制定的课程目标就是:会动手能设计爱劳动。
本学期教学重点:铁丝的加工、制作。
《锅盖架模型》2课时完成,本节课是第一课时。
二、教学目标:(一)知识与技能1、关注生活中的物品,能按自己的想法,设计、制作简易锅盖架模型。
2、能熟练使用尖嘴钳巩固弯折对称等技能。
(二)过程与方法通过让学生课前对厨房中的一些现象开展调查从中发现问题,组织学生开展交流,设计制作简易锅盖架模型。
(三)情感、态度与价值观培养学生关注生活,发现问题、解决问题的习惯。
三、教学重、难点教学重点:针对问题,设计、制作一个铁丝锅盖架模型。
(要求学生的设计一定要解决实际问题。
)教学难点:锅盖架模型的设计。
五、教学准备教师:尖嘴钳、杯盖、厨房展示台模型、课件、铁丝、锅盖架范作等。
学生:尖嘴钳、笔、直尺、配套的铁丝、课前收集的各种架子的实物或图片等。
六、教学设计思路根据锅盖使用中的问题,用铁丝设计、制作一个锅盖架模型。
环节一:交流调查、发现问题我在课前布置任务,要求学生去调查家里厨房的一些情况,引导学生发现问题,并构思解决问题的初步方案,帮助学生突破难点,找到解决问题的最佳切入点,为新授奠定基础。
同时也激发和培养学生自主探索精神。
环节二:探究结构了解功能为了让学生了解锅盖架的结构、功能,以便更好地进行设计与制作,我引导学生观察实物,提出问题,分析问题。
学生经过仔细观察,提出了不少问题,通过小组讨论、示范演示、反复比较等,所有的问题得到了解决,底座要注意平稳性且节约空间,支架的高度应保持锅盖与桌面有一定的空间,卡口的固定方式要注意取用方便等。
学生通过观察、思考,发现问题;经过讨论分析,解决问题,充分发挥了学生在学习中的主体作用。
环节三:尝试设计、交流设计新课程标准指出:“学生的操作学习过程应该是富有生机,充满探究的学习过程。
自制肾单位简易模型
自制肾单位简易模型一、制作理论:在新教材七年级下册第五章第一节“尿的形成和排出”中,肾单位的结构是重点,也是难点,因此必须把对肾单位的结构的认识这一部分教学内容处理好。
在授课过程中如果采用挂图来认识结构则无立体感,但采用石膏或塑料模型认识结构虽有立体感但没有动感。
我在进行这一部分内容的教学过程中,采用可以拆装的自制肾单位的简易模型,再在学习尿的形成过程中配以电脑动画的方法,效果很好。
现将自制肾单位简易模型的方法介绍如下。
二、模型教具的制作(一)材料剪刀一把、透明胶一圈、塑料瓶一个(或安全漏斗等)、黄软塑料管一根、红色线一米半,蓝色线一米。
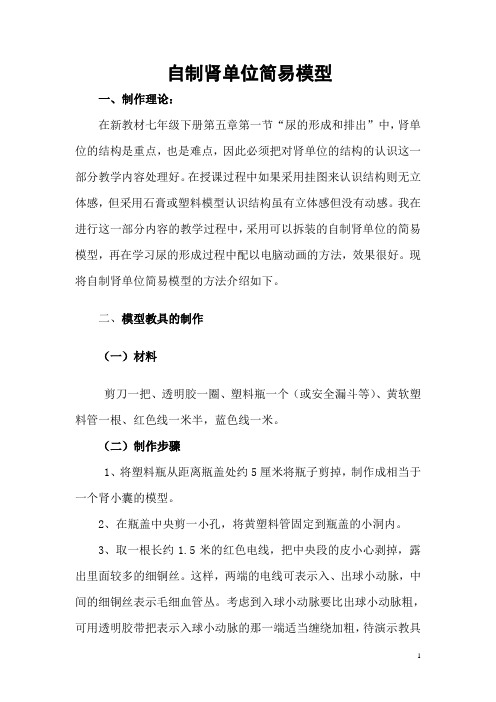
(二)制作步骤1、将塑料瓶从距离瓶盖处约5厘米将瓶子剪掉,制作成相当于一个肾小囊的模型。
2、在瓶盖中央剪一小孔,将黄塑料管固定到瓶盖的小洞内。
3、取一根长约1.5米的红色电线,把中央段的皮小心剥掉,露出里面较多的细铜丝。
这样,两端的电线可表示入、出球小动脉,中间的细铜丝表示毛细血管丛。
考虑到入球小动脉要比出球小动脉粗,可用透明胶带把表示入球小动脉的那一端适当缠绕加粗,待演示教具时,把中间的细铜丝弯曲盘绕成球状,用来表示肾小球。
塑料瓶相当于肾小囊,黄软塑料管相当于肾小管,红蓝电线分别相当于小动脉、小静脉以及缠绕在肾小管外的毛细血管。
红电线折叠成的小球相当于肾小球。
三、使用说明:1、先将电线取出,把红色电线中间数根细铜丝盘绕成球状。
如此一来,学生不仅容易意识到肾小球其实是毛细血管球,而且也清楚了入端为入球小动脉,出端为出球小动脉。
2、把连接着玻璃弯管的肾小囊囊取出,在使用前要让学生意识到胶囊里是空的,最后把表示肾小球的灯头线嵌入胶囊的凹陷内,完成该教具的演示。
3、在此基础上,对红蓝色线段再做处理,使其围绕玻璃弯管,以表现肾小管周围分布着毛细血管的情形,为“尿的形成”的结构基础做形象的演示。
四、效果分析1、通过模型观察,使学生认识到实际上肾单位又是由肾小球、肾小囊、肾小管组成。
欧佳兴之软模教材

上模架2 下模架1 下模架2
五.共用模具(續六)
斷差易模
上模
成型樣式
成型長度 成型高度 干涉範圍
8~835 1~10 0~11
下模
下模夾 具
抽孔易模
五.共壓制成一至數個三角形凹陷形狀,以 增強折彎處抗變形能力,此方式稱之為三角補強。 尺寸無要求,只是大小適中外型美觀即可
上模/201折床刀具
下模
三角補強易 模
三角補強
五.共用模具(續三)
凸包:
在五金鈑料某一部位,利用材料流動變形,抽起一球形凸起,稱之為凸包。
一.概述
什么是易模﹕
配合折床﹑沖床等設備成型抽型﹑抽孔﹑段差﹑凸包所需的簡 易模 具﹐簡稱易模。 易模多數為板料﹐用LASER切割﹔少數為坯料﹐用機械加工。
易模沒有正規模具諸多的規范限製﹐且設計變更及修正方便﹐ 故易模設計有很大的靈活性與創意性。
易模分類﹕
折床易模 ﹑壓板易模﹑治具﹑共用易模
適用對象﹕
設計思路﹕
判斷成型類型及成型的工件并輔以相應的工藝處理。
五.共用模具(續一)
抽孔:
在五金板料預留孔上成型 一定內徑﹑外徑及高度的垂直翻孔﹐主 要用來鉚合﹑過孔﹑攻芽等之用途的成型結構稱之為抽孔。 上模夾具 上模 成型部 分 下模
常見樣式 抽孔上模1 抽孔上模2 抽孔上模3 抽孔下模1 抽孔下模2 抽孔下模3 抽孔下模4 規格尺寸 Φ1.0~6.0 Φ8.0~12.0 Φ12.5~20.0 Φ1.0~6.0 Φ1.0~6.0 Φ8.0~12.0 Φ8.0~12.0 級間尺寸 1.0 2.0 2.0 0.5 1.0(平頭) 2.0(平頭) 2.0 裝夾尺寸 Φ12 Φ12 Φ12 Φ12 Φ12 Φ12 Φ12
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
简易模教材 Prepared on 22 November 2020◆◆易模组教育训练◆易 模 设 计易 模 设 计(第一版)易 模设 计前 言前 言随着样品中心的日益壮大,教育训练已成为程式课日常工作的一个重点,籍此,易模组在近一个月的时间内编写这本教材,作为新进员工在易模组学习阶段的主要教材资料,同时也是易模组作业的标准及其它组别参考的资料。
“易模”即“简易的模具”。
它没有正规模具诸多的规范限制,并且设计变更及修正方便,故易模设计有很大灵活性与创意性,此教材的编写也基于这一方面,它总结了许多经验作法,新近员工在接受这些时,难免会有疑问,所以教育训练阶段需教材与讲解同时进行,以使受训人员快速接受。
由於易模设计的灵活性及教材内收集的多为经验性的作法,并且考虑到易模作业方式的变更,所以在编写教材时的总体编排也是比较灵活的,各个章节各自独立,以备随时修正,同时备有大量的图形,以增加可读性。
受训人员在阅读时应仔细阅读导读部分,它会给你提示及阅读的侧重点,同时教材也为手册形式,可快速查询你所需的内容,快速阅读、快速查询、快速掌握是本教材编写的目的。
教材分为五大部分:◆导读部分易模的简述;教育训练的内容及进度;相应的参考资料◆折床易模◆压板易模◆治具◆共用易模导读部分会对其后的内容有一个总体的概述,相应的内容会使受训人员对易模设计有一个全新的认识。
在编写教材的同时备有相应的训练与测试图档,以跟踪受训人员的学习进度,便于我们做出相应的调解。
训练与测试图档本着简单实用为主,教材内容与图档相互对应,以使学员快速地掌握所学的内容。
教材编写匆忙,定有疏漏之处,恳请阅读者在肯定我们的工作同时也给予我们诚恳的建议,在此表示衷心的感谢,同时也感谢在教材编写时期给予我们帮助的同仁们。
易模组2000/07/28设计思路折床抽形易模的设计与折床抽桥易模类似,但抽桥开有工艺孔,抽形则为封闭,因此折床抽形易模需设计成叠加易模。
成形样式:(1)斜面抽形;(2)一般抽形两样式上、下模均需设计三片,为叠加易模。
图A 图B下面是关於图A的折床易模图相关定义抽桥:在五金板料两条割线或工艺槽内部,利用材料流动变形,抽起一桥形样式。
抽桥易模:成型抽桥的一种简易折床模具。
设计思路(1).调整剖视图的比例为1:1,使成形方向朝下,各角倒零角,把成形高度增加。
(2).复查原图,看易模是否能够定位.定位时根椐定位情况调整抽桥在易模中的位置;不定位时一般把成形部分放在易模中央。
相关定义段差刀具:当Z折无法用常用折刀折起时采用的一种折床刀具.段差易模:常备段差刀具不能加工时设计的一种简易模具.段差成型示意图H为1~10段差刀具种类现有断差模具长度分别为8,10,12,15,20,25,35,40,45,50,55,60,70,80,100,415,835。
应用时可采用组合方式。
段差刀具折弯示意图如下, 段差刀具装夹尺寸采用标准折床刀具装尺寸.段差加工时以折床定规定位.段差易模当段差成型部分宽度<=时,用折床易模加工.1.定位方式选择,如下图A所示,优先选用N处(定位高度,宽度.选用M处时,定位方式按图B所示进行,其中L6=,L8=(试验数据).折床易模设计成型(3)---段差返回图A图B2.段差易模设计分析下图段差选用了M处定位,定位宽度为段差成形长度为段差侧壁间隙为,易模的厚度取稍大于成形部位宽度,一般取整,注意易模厚度不能超过工艺孔的宽度,此处取.折床易模设计成型(4)---异形小折相关定义单个图元上有多个折弯且多为非90°的折弯称为异形小折。
设计思路折床易模设计工艺处理(1)---半剪相关定义半剪:半剪形式表现为在一定区域内的料整个地在料厚方向上平移一段距离。
折床易模样式:上模、下模均为三块易模板叠加而成,其中上模、下模中间一块易模厚度相等,两边夹块厚度大于4mm,高度为40mm。
成型条件:只有在压板易模无法成型的条件下应用。
设计思路折床易模设计工艺处理(2)---定位相关定义在折床用易模成型工件首先要考虑工件定位问题,准确定位对于工件成型质量及工作效率都有保证,设计易模时需考虑定位方式的选择及工艺处理。
定位方式 :(1)以折床后定规定位,在设计易模时无须设计定位(2)以易模定位块定位,有板料边缘定位与工艺槽定位方式,考虑定位设计思路板料边缘定位当成形接近板料边缘时,通常使用定位块.定位块的大小为高3mm×宽3mm下图为板料边缘定位常见的两种情况工艺槽定位工艺定位常用於板料内部的段差、异形折弯等有工艺槽的地方,下图为常用的工艺槽定位实例:取工艺槽边线作为定位边,定位块宽度依工艺槽宽度确定,当加工异形折弯时,定位块宽度取工艺槽宽度减去,如下图所示当成形为段差时的定位方法后面将给予详细叙述折床易模设计工艺处理(2)---定位定位的选择当以上两种定位都可以应用的情况下,优先选用板料边缘定位.如右图所示,优先选择A处(定位块高,宽,其次选择B处(定位块高。
段差的工艺槽定位加工段差以工艺槽边缘定位时,由板料受到的压力在水平方向上有一个向前的分力,使在加工过程中的板料向前移动.因此,在设计中应有一个预留量来抵消移动的距离经过多次试验,确定预留量为.亦即当以工艺槽边缘定位时,定位块宽度=工艺槽宽度.如图A所示.但是当工艺槽太窄(小于,减去后,定位块强度不足,因此采用将易模上成形部分预先前移的办法来抵消工件的移动.如图B所示。
图A 图B相关定义当折床成型薄料T≦的钣金件时(马口铁或不锈钢),由於板料厚度较小,折弯变形区变形中塑性不足,弹性形变所占比例较大,产品在成形后有一定的回弹量。
设计思路易模处理:易模成形折弯角度须全部增加5°,以补偿材料回弹。
相关定义串桥易模:能够成型一条直线上的多个抽桥或段差的简易模具称为串联易模。
串桥易模与单个成型易模一样都是单个板厚。
设计思路多个成型一次成形:按单个成型局部设计,串联单个成型成整个成型形状。
相关定义叠加易模:多块易模板叠加来成形工件的组合易模称为叠加易模。
成型样式:1.不规则图元---异形折弯,展开图元不规则,在设计易模过程中为减少修磨步骤,且考虑到避位须设计数块易模板来成型图元。
2.并排可一次成形图元---节约工时。
设计思路1.不规则图元:折床易模设计工艺处理(5)---叠加2.并排可一次成形图元中间加有一辅助夹板相关定义串联叠加易模:串联易模与叠加易模联合使用的易模形式称为串联叠加易模。
可以成型同线多个不规则图元也可以成型多线多个不规则图元。
设计思路串联易模与叠加易模的复合使用。
相关定义在折床作业阶段,折床易模的主视面采用镭射切割,侧视面依据图纸要求磨削成所需样式,此作业方式称为折床易模研磨处理。
研磨处理作用:(1).成型作用:依据图纸成型至所需样式。
(2).避位作用:避免压伤工件。
设计思路图面布置示意图压板易模设计导读.设计思路压板易模的一般结构及用途(1).上模冲子:用于成型(2).下模垫块:保证下模成型平整压板易模设计成型(1-A)----一般抽形相关定义在五金板料某一部位,利用材料流动变形,抽起一定的高度,称之为抽形.设计思路设计确定冲子外形,上、下模内孔的大小;冲子、上模、下模的厚度.设计原则如下(参照下图):料厚方向上: H、T、T上模、T下模、T冲子有如下关系,H及T为从原图量得的数值;T上模为自定数值,一般取常见料厚;T下模=H-T;T冲子=T上模+T下模.板料平面上:抽形的Lmax,Lmin与上、下模的关系,Lmax与Lmin分别指展开图上抽形最后保留的外内两圈线;Lmin所在的内圈即是冲子的外形;以Lmin外形往外偏移的间隙得到上模定位孔外形;Lmax所在的外圈即是下模的外内孔.压板易模设计成型(1-A)----一般抽形设计的一般结构分析:压板易模设计成型(1-B)----复合抽形相关定义嵌套复合抽形:一个抽形嵌套在另一个抽形里,它包括同向嵌套抽形和反向嵌套抽形. 设计思路下面是一个同向嵌套抽形的实例分析:翻孔压板易模设计思路压板易模设计成型(3)----翻边相关定义翻边:在板料边缘的较长的折弯.(一般形状复杂的翻边通过易模来加工)冲子成形轮廓:易模零件上用于加工成形的边缘。
翻边易模设计翻边一般通过压板易模来加工.其一般处理步骤如下:本标准适用于到厚度的板材.1.对展开图边缘部分加料形成易模外形.(一般以内孔定位) 下图中A线为内折弯线,向外偏移T(T为料厚,下同),得到B线.展开图易模外形2.以下有两种情况:(1)一般情况下,要求保证料内尺寸:a.取内折弯线(A线)为下模成形轮廓线,向外偏移,得到冲子成形轮廓线(如下图).b.偏移后得到冲子成形轮廓,冲子与下模非成形轮廓间隙为.冲子整个轮廓向外偏移为上模轮廓.(如下图)压板易模设计成型(3)----翻边(2)当要求保证料外尺寸时:(譬如翻孔时)a.取B线为冲子成形轮廓线,向内偏移,得到成形轮廓线.b.偏移后得到冲子成形轮廓,冲子与下模非成形轮廓间隙为.冲子整个轮廓向外偏移为上模轮廓.压板易模设计成型(4)----段差相关定义当段差宽度>30时,用压板易模加工。
设计思路压板易模成形段差时,其变形部分冲子与下模间隙为。
实例分析:压板易模设计成型(5)----抽桥相关定义一般情况下,抽桥长度大于30,宽度大于20时,采用压板易模成形.设计思路处理方法实例参考,例:在样品制作的压板易模成型过程中,有时须对前工程所成型的对象进行避位处理,以避免压伤工件,一般作法是在已成型对象方向的易模上开出方形的避位孔,同时此模板的厚度应大于已成型对象的高度,此方式为压板易模避位处理。
定位设计思路在样品制作的压板易模成型过程中,为保证成型,模板与工件的相对位置须保持一致,由此压板易模定位处理在压板易模成型过程中是一个不可缺少的步骤。
现阶段样品中心全部采用销孔定位方式,其孔位选择方式有:一.工件须二次加工或应用套板定位时在加料部位取标准定位孔径Φ。
二.在工件上恰当的位置取恰当的孔径。
定位设计思路压板易模设计工艺处理(3)----加料相关定义压板易模加料:当冲子离工件边缘很近,且工件与压板易模边缘相同时,在冲压过程中,冲子与易模会相互挤压变型,此时设计压板易模时,应该在易模边缘加料以弥补强度之不足,此方式称之为压板易模加料。
压板易模加料样式冲子离易模边缘至少有10mm。
压板易模设计工艺处理(4)----薄料薄料压板设计缘由当薄料(T<=以固定板定位时,若固定板料厚与工件料厚相同,此时工件在固定板内易跑位,会压伤工件与易模。
薄料压板设计处理固定板料厚T=,增加一薄料压板,点焊至上模(以上模及压板上的点焊定位孔定位)。
压板易模设计工艺处理(5)----割线相关定义Laser直线:为保证段差,抽形等成形,采取的一种工艺手段,用Laser加工的一条直线.空置区域:为保证异形小折,段差,抽形等成形,在成形部分与本体间用Laser加工的一个孔.压板易模设计处理Laser直线处理,上模,下模一致,冲子比上模小.空置区域处理, 上模,下模取同一直线,偏移得冲子的边线.例1:(1) 图特点:段差结构,a处为折弯变形部分,b处仅由Laser割开一条线;(2) 易模设计时,a处保留左边第一根折弯线,去掉右边折弯线;第一根折弯向右偏移即为冲子的一条边线. 在b处,上模,下模应一致,且为最大外形,冲子比上模小.(3) 适用范围:适用於方便抽形割一直线或整块段差抽形的情况.压板易模设计工艺处理(5)----割线(1) 上图特点:异形小折,a处为折弯变形部分,b处为避位空置区域.(2) 易模设计时,a处保留右边第一根折弯线,去掉左边折弯线;第一根折弯向左偏移即为冲子的一条边线. 在b处,上模,下模取同一直线,压板易模设计工艺处理(6)----半剪定义半剪:半剪形式表现为在一定区域内的料整个地在料厚方向上平移一段距离。