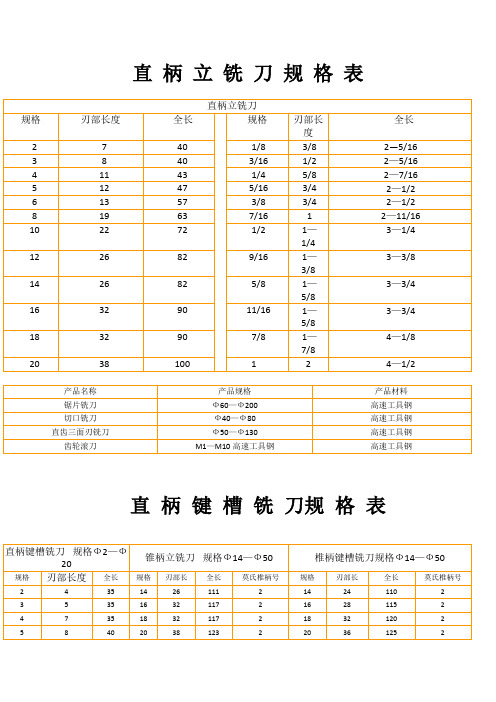
直 柄 立 铣 刀 规 格 表
CNC常用刀具标准表格范例

CNC常用刀具参数参照表刀具刀具规资料格D63R6D63R3D33R2.硬5质D26R2.合5D17R1.金5刀粒D32R6D35R0.8D32R0.8D25R0.8D16R0.8D20R10D16R8D12R0D10R0涂D8R0层D6D0D4R0整D3R0体D2R0硬刀长刃径切削量 (RD)轴切削量 (AD)转速 (S)进给 (F)全长 / 刃有效数粗精粗精粗精粗精长长9590475%D800140014001600 205200475%D1800140014001600 370370475%D600120012001400 9090475%D1******* 205200475%D1******* 370370475%D4602400 20090375%D180080040001500 200140375%D右边红150070032001200色表示20090275%D淬火材2300100036001400 200140275%D料1900100032001200HRC42-15070275%D56度切3000240024001600削参数150100275%D2******* 160110275%D12000240014001600 250190275%D2000240012001300 300240275%D120020008001200 350280250%D600-600-8001000 250180275%D1600180010001400 210150275%D1600200012001500 16090275%D1800220010001400 200150224001400 200140224001500 70/2545475%D160020002000600 75/2545475%D160020002000600 60/2038475%D180020002000500 50/1732475%D18002000200040050/11.24475%D200024002000800540/10.15450%D200024002000800240/8.12450%D240028004004002第 1 页,共 3 页质层整刀长径切削量 (RD)轴切削量 (AD)转速 (S)进给 (F)刀具刀具规刃资料格全长 / 刃有效数体粗精粗精粗精粗精长长硬D1R040/5.6450%D28002800300300质D10R575/1542224001400D8R460/1538224001400合D6R350/1530224001200金D4R250/1522224001000刀D2R140/8.1022400500具30/5.522400300D10R0.75/2545424001400 565/2032424001200白D25R0165/9095460320250D20R0135/7585450350200钢刀D16R095/6575440350180具D12R085/3550425400150 D10X5100/5050340600300 D10X3100/5050340600300斜D10X1100/5050340600300度D6X575/2540335800250刀D6X375/2540335800250 D6X175/2540335800250 T32X8755084830050 T T25X4755083425040型T20X4604083425030刀T16X46040834200301.半精加工参照精加工适合加大数值。
刀具国家标准目录

GB/T6080.1-1998 GB/T6080.2-1998 GB/T6081-1985 GB/T6082-1985 GB/T6083-1985 GB/T6084-1985 GB/T6117.1-1996 GB/T6117.2-1996 GB/T6117.3-1996 GB/T6118-1996 GB/T6119.1-1996 GB/T6119.2-1996 GB/T6120-1996 GB/T6121-1996 GB/T6122-1985 GB/T6124.1-1996 GB/T6124.2-1996 GB/T6125-1996 GB/T6128.1-1996 GB/T6128.2-1996 GB/T6128.3-1996 GB/T6129-1996 GB/T6130-1985 GB/T6131.1-1996 GB/T6131.2-1996 GB/T6131.3-1996 GB/T6131.4-1996 GB/T6132-1993 GB/T6133-1985 GB/T6135.1-1996 GB/T6135.2-1996 GB/T6135.3-1996 GB/T6135.4-1996 GB/T6135.5-1996 GB/T6138.1-1997 GB/T6138.2-1997 GB/T6139-1997 GB/T6335.1-1996 GB/T6335.2-1996 GB/T6338-1986 GB/T6339-1986 GB/T6340-1986 GB/T9062-1988 GB/T9205-1988 GB/T9206-1988 GB/T9207-1988 GB/T9208-1988
标准代号 GB/T145-1985 GB/T967-1994 GB/T968-1994 GB/T969-1994 GB/T970.1-1994 GB/T970.2-1994 GB/T970.3-1994 GB/T971-1994 GB/T972-1994 GB/T1109-1985 GB/T1112.1-1997 GB/T1112.2-1997 GB/T1112.3-1997 GB/T1114.1-1998 GB/T1114.2-1998 GB/T1115-1985 GB/T1119-1985 GB/T1124.1-1996 GB/T1124.2-1996 GB/T1124.3-1996 GB/T1127-1997 GB/T1131-1984 GB/T1132-1984 GB/T1133-1984 GB/T1134-1984 GB/T1135-1984 GB/T1139-1984 GB/T1140-1984 GB/T1141-1984 GB/T1142-1984 GB/T1143-1984 GB/T1438.1-1996 GB/T1438.2-1996 GB/T1438.3-1996 GB/T1438.4-1996 GB/T1442-1985 GB/T1443-1996 GB/T2075-1998 GB/T2076-1987 GB/T2077-1987 GB/T2078-1987 GB/T2079-1987 GB/T2080-1987 GB/T2081-1987 GB/T3464.1-1994 GB/T3464.2-1994
铣刀规格
Present Varifies: Made of HSS: φ3-25mm 1/8”-1” Straight Shank End Mills
φ3-25mm Straight Shank End
1/8”-1” Mills with Two Flutes
φ63-200mm Metal Slitting Saws φ40-75mm Slotting Milling Cutters Superthin Metal Cutters, in Large/Small Diameter. As well as HSSAL, HSSCO Made of carbide: Metal slitting Saws, Slotting Milling Cutter. Die-Cutters and Rotary Burrs. Special orders or designed drawing will be also accepted. Metric System End Mills are produced according to ISO standard as well as DIN standard 844/327 or JISB 4211. Inch-End Mills are made in accordance with the American standard ANSI, B94.19.
大规格锯片铣刀 Large Metal Slitting Saws
81
全磨制锯片铣刀 Solid Ground Metal Slitting Saws
直径 Diameter
(mm) 80 100 150 200 210 250 250
300
315 350
厚度 Thickness
硬质合金斜齿直柄立铣刀标准GB10950-1989

1 主题内容与适用范围
本标准规定 厂 硬质合金斜齿直柄立铣刀( 以下 简称铣少 )的型式尺、 ] 1 - , 技术要求、 性能试验和标志包
装的基本要求。
本标准适用于直径d为 1 0 ^ - 2 8 m m的硬质合金斜齿直柄立铣刀 铣刀分为A吧、 “型 A型铣刀
用f 加上钢; B型铣刀用于加工铸铁 2 9 1 用标准
中华 人 民共 和 国 国家标 准
G B 1 0 9 5 0 一8 9
硬质合金 斜齿直柄立铣 刀
O b l i q u e t e e t h p a r a l l e l s h a n k e n d mi l l s w i t h c a r b i d e t i p s
的规定 。
表 3 件
一般情况下 采用 批 量 范 围
1 . 0
n
共片 〕 质Q稳定时资 下 一一 一
)
,
A Q 工值
1 . 5 2 . 5
n
}
A.
R
A
0 0 0 0
凡
1 1
几
八
( ) 0 0 0
R
1
0
A
O 0 0 0
R
1 1 1 2 3 5 8 0 0 0 0
1 5 0
一
5 0 ^- 6 0 1 4 0 - - - b , ,
235 一 浏
1 9 0
}
6 5  ̄ 一 9 0
)
5 0 -7 9
2 3 5
} 8 0 ^9 5
}
6 5一 9 0
6 标志包装 6 . 1 标志
6 , 1 . 1 铣刀 L 应标志: 制造厂商标、 铣刃直径、 材料( 如P 2 0 必要时可标刀片的硬质合金牌号) 6 . 1 . 2 铣刀包装盒 L 应标志: 产品名称、 标准号、 制造厂名称和商标、 铣刀直径、 材料、 件数、 制造年月
铣铰刀及合金刀具篇

4.后角α:12°±2°。
机用铰刀
• 图片
机用铰刀
• 主要参数及用途:机用铰刀分为直柄(φ3-20)、锥柄 (φ5.5-50)、套式(φ25-100)三种形式,按国家标准 GB1132-84、GB1133-84及GB1135-84生产,该铰刀适用于 铰削一定精度的配合孔,精度等级有H7、H8、H9。 • 前角γ:0°-4°; • 后角α:直柄: φ3.0-4.5 α=14°±2° φ5.0-10 α=12°±2° φ11-18 α=10°±2° φ19-20 α=8°±2° 锥柄: φ5.5-18 α=12°±2° φ19-50 α=8°±2° 套式: 8°±2°
关工牌铣刀类产品介绍
高速钢铣、铰刀 硬质合金铣刀
引
言
根据安排我们利用今天这个时间概要介绍一下我公司
铣、铰刀和合金刀具的分类,刀具的选用,使用注意事项
和常见问题的解决。不妥之处敬请大家指正。
提
纲——铣、铰刀篇
一、铣刀、铰刀产品介绍 二、铣削切削用量 三、铰削切削用量 四、铣削中常见问题的解决 五、铰削中常见问题的解决
往往不能把前道工序的加工痕迹去除。余量
过大,因切削余量大容易破坏铰刀工作的稳
定性,引起振动,将孔扩大,并使刀具耐用
度下降。通常粗铰余量(直径上的)为0.2~
0.6mm,精度余量为0.05~0.2mm。
铰刀的使用及常见问题的解决
一般标准铰刀均未经研磨,影响铰孔的表面粗糙度。因此使用前必 须对铰刀进行研磨。研磨时要注意切削部分、倒锥和圆柱校准部分的交 界处,因为内孔最后在这里成形,刀具的粗糙度在该处被反映到铰孔的 内壁。所以研磨铰刀时,应特别注意用油石将该处轻轻地仔细地研磨, 并使交界成圆滑过渡,要求倒圆处后刀面上的表面粗糙度Ra0.2~0.1, 倒圆半径R的大小没有严格要求,但要求各点上的R值对应均匀一致。以 后注意,倒圆时不允许破坏刃口的锋利性。 铰刀退刀时,常会在孔中产生划痕,破坏内孔粗糙度。故铰削质量 要求高的孔,在孔铰完后,最好将主运动停止,然后把铰刀从孔内沿进 给方向拉出孔外。 铰孔时,正确选用切削锥十分重要。它不但能提高刀具耐用度和改 善表面粗糙度,而且还能起到抑制振动的作用。所以,高速钢铰刀无论 是铰削钢件还是铸铁,一般都使用切削液。铰削钢件时,通常用 10%~ 15%乳化液或硫化油,铰铸铁孔时,常用湿润性较好,粘性较小的煤油。 用煤油作润滑剂铰削铸铁时,与不用煤油相比,嘈声小,振动也小,还 能延长刀具寿命。
机械制造装备介绍-第31章 铣刀-247

第31章铣刀铣刀是用于铣削加工的、具有一个或多个刀齿的旋转刀具,工作时各刀齿依次间歇地切去工件的余量。
主要用于在铣床上加工平面、台阶、沟槽、成形表面和切断工件等。
常见的铣刀产品型式包括:圆柱形铣刀、面铣刀、立铣刀、三面刃铣刀、角度铣刀、锯片铣刀、T 形铣刀如图31-1所示。
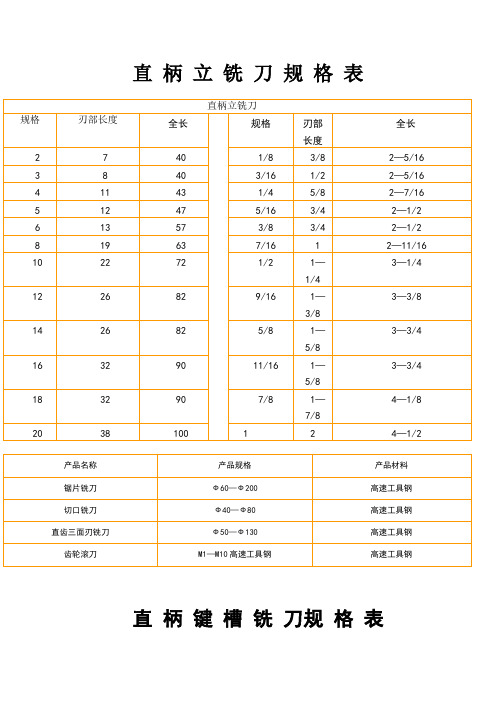
图31-1常见铣刀铣刀的规格和材料如表31-1,直柄立铣刀规格值如表31-2,铣刀生产厂家及产品如下。
表31-1铣刀的规格和材料产品名称产品规格产品材料产品名称产品规格产品材料锯片铣刀Ф60~Ф200高速工具钢直齿三面刃铣刀Ф50—Ф130高速工具钢切口铣刀Ф40~Ф80高速工具钢齿轮滚刀M1—M10高速工具钢表31-2铣刀的规格和材料规格刃部长度全长规格刃部长度全长规格刃部长度全长规格刃部长度全长27401/83/82~5/161022721/21~1/43~1/4 38403/161/22~5/161226829/161~3/83~3/8 411431/45/82~7/161426825/81~5/83~3/4 512475/163/42~1/216329011/161~5/83~3/4 613573/83/42~1/21832907/81~7/84~1/8 819637/1612~11/162038100124~1/231.1铣刀系列产品之一1.厂家概述公司名称:常州市创华工具有限公司网址:/index.php常州市创华工具有限公司是国家工具名镇——西夏墅镇所在地,公司是生产整体硬质合、金刀具、数控刀具及焊接、成型、非标刀具的专业厂家。
公司主要产品有整体合金铣刀、铰刀、钻头、中心钻、螺旋立铣刀、T型刀、阶梯钻、复合钻、可转位刀具、数控刀具等;并为用户设计各种奇难刀具。
产品适用于合金钢、不锈钢、调质淬火钢、有色金属等;公司为生产汽车、摩托车发动机、空调压缩机、柴油机、缝纫机、模具行业等厂家提供各种成形刀具。
产品主要配套加工中心,数控机床专机等高精度机床使用。
铣刀种类

铣刀的种类按铣刀结构和安装方法可分为带柄铣刀和带孔铣刀。
(1)带柄铣刀带柄铣刀有直柄和锥柄之分。
一般直径小于20mm的较小铣刀做成直柄。
直径较大的铣刀多做成锥柄。
这种铣刀多用于立铣加工如图1所示。
1)端铣刀由于其刀齿分布在铣刀的端面和圆柱面上,固多用于立式升降台铣床上加工平面,也可用于卧式升降台铣床上加工平面。
2)立铣刀它是一种带柄铣刀,有直柄和锥柄两种,适于铣削端面、斜面、沟槽和台阶面等。
3)键槽铣刀和T形槽铣刀它们是专门加工键槽和T形槽的。
4)燕尾槽铣刀专门用于铣燕尾槽。
图1 带柄铣刀(2)带孔铣刀带孔铣刀适用于卧式铣床加工,能加工各种表面,应用范围较广。
参见图2。
图2 带孔铣刀1)圆柱铣刀由于它仅在圆柱表面上有切削刃,固用于卧式升降台铣床上加工平面。
2)三面刃铣刀和锯片铣刀三面刃铣刀一般用于卧式升降台铣床上加工直角槽,也可以加工台阶面和较窄的侧面等。
锯片铣刀主要用于切断工件或铣削窄槽。
3)模数铣刀用来加工齿轮等。
数控纵切自动车床的故障分析7.2.1数控纵切自动车床主型号表示方法及基本适用的其它型号1、主型号(按GB/T 15375—94标准)C K A 1 1 12最大棒料直径系列代号组代号结构特性代号数控车床配本山肯交流变频器。
2、基本适用的其它型号国内产品:CKE1112、CKD11127、2、2 数控纵切自动车床故障条目1、主轴弹簧夹头打不开。
2、接料器不动作或动作不正确。
3、中心架夹头与棒料咬死。
4、主轴报警指示灯亮。
5、主轴转动CRT上无主轴转速显示或机床每转进给时,主轴转动,进给轴不移动。
6、冷却液漏或冷却液流量不够。
7、液压压力不够。
8、机床加工零件时,噪声大。
9、回零重复性差或参考点位置偏差。
10、接通总电源开关后,电源指示灯(HL1)不亮。
11、控制电源故障(无控制电压等)。
12、伺服电源故障(无输入电压等)。
13、冷却系统不工作。
14、液压系统不工作。
15、变频器故障报警。
直柄立铣刀、键槽铣刀、锥柄立铣刀规格表

直柄立铣刀规格表直柄键槽铣刀规格表6 10 45 22 38 140 3 22 36 125 2 8 14 50 25 45 147 3 24 40 145 3 10 18 60 28 45 147 3 25 40 145 3 12 22 65 30 45 147 3 28 45 150 3 14 24 70 32 53 178 4 32 50 155 3 16 28 75 35 53 178 4 36 55 185 4 18 32 80 36 53 178 4 40 60 190 4 20 36 85 40 63 188 4 45 65 195 445 63 188 4 50 65 195 450 75 200 4锥柄铣刀规格表“莫氏錐柄立銑刀”加长铣刀 山東工具製造有限公司/gongying/sdgjhgj-IepxLzgoYcrC.html刃徑尺寸 d總長L 切削刃長度 l 莫氏錐柄號齒 數 Z 標準型 長型 標準型 長型 IIII II粗齒中齒細齒6 83 -94 - 13 24 134-7 86 100 16 30 8 8910819389 510 92 115 22 4511 12 96 123 26 5314 111 138 216 117 148 32 63 618 20 123 160 38 7522 140 177 325 147 192 45 90 28 4 6 832155 208 53 106178 201 231 254 4 36155 - 208 - 3 178 201 231 254 4 40188 211 250 273 63 125221 249 283 311 5 45188 211 250 273 4 221 249 283 311 5 50200 223 275 298 75 1504233 261 308 336 5 56 200 223 275 298 4 6810233 261 308 336 563248276 338 36690 180直柄立銑刀加长铣刀/product-detail/100499814159.html(一)产品名称:整体硬质合金涂层立铣刀。
加工中心新刀具常用切削参数参照表

6
φ8涂层键槽
2刃 1100-1400 200-350
8
0.1 0.1 涂层合金
φ10涂层立铣
4刃 1300-1500 300-400
10
0.15
φ12涂层键槽
2刃 1300-1500 300-400
12
0.15
φ16涂层立铣
4刃 800-1000 300-400
16
0.15
φ20涂层立铣 白钢条刀头 涂层合金刀头
12
φ16高速钢立铣 3刃
400-600
50-70
16
16
高速钢
φ20高速钢立铣 3刃
300-400
40-50
20
20
φ25高速钢立铣 4刃
260-360
60-100
20
10
φ32高速钢立铣 4刃
200-260
60-100
20
10
φ36高速钢立铣 4刃
180-200
60-100
20
10
φ30立铣
4刃
焊刃
φ68-72/T型刀
8
120-150
20-25 粗精铣T型槽
焊刃
φ68-72/T型刀
8
120-150
20-25 粗铣T型槽
焊刃
铸铁/滑块 φ68-72/T型刀
8
120-150
30-45 半精铣T型槽
焊刃
φ68-72/T型刀
8
120-150
30-40 粗精铣T型槽
焊刃
常用圆鼻刀切削参数参照表
加工材料 ZG275-485H
进给量 (mm/min)
3800 3800 3800 3800 3800 3800 3800 3800 2500 3800 3800
直柄立铣刀、键槽铣刀、锥柄立铣刀规格表
直柄立铣刀规格表直柄键槽铣刀规格表610452238140322361252 814502545147324401453 1018602845147325401453 1222653045147328451503 1424703253178432501553 1628753553178436551854 1832803653178440601904 2036854063188445651954456318845065195450752004锥柄铣刀规格表“莫氏錐柄立銑刀”加长铣刀 山東工具製造有限公司刃徑尺寸 d總長 L切削刃長度 l 莫氏錐柄號齒 數 Z 標準型 長型 標準型 長型 IIII II粗齒中齒細齒6 83 - 94 - 13 24 134-7 86 100 16 30 8 8910819389 510 92 115 22 4511 12 96 123 26 5314 111 138 216 117 148 32 63 618 20 123 160 38 7522 140 177 325 147 192 45 90 28 4 6 83215520853 106178 201 231 254 4 36155 -208 -3 178 201 231 254 4 40188 211 250 273 63125221 249 283 311 5 45188 211 250 273 4 221 249 283 311 5 50200 223 275 298 751504233 261 308 336 5 56 200 223 275 298 4 6810233 261 308 336 563248 276 338 366 90180直柄立銑刀加长铣刀(一)产品名称:整体硬质合金涂层立铣刀。
(二)适合加工材质:压铸钢、钢件、铸件、磨具钢、铝合金、钛合金、镍合金、铜合金、不锈钢模具、45#钢等。
(三)主要用途:适用于工件槽切屑、侧切屑、粗加工等WC :88 CO :10 抗弯强度:3600 硬度: 粒度: 建议切削30°—45°之间的材料 刃径 柄径 刃长 全长 单价 备注 3 4 12 75 25无 税 价4 4 15 75 25 56 20 75 36 6 6 24 75 36 8 8 28 75 56 3 4 12 100 29 441610029562010040 662410040 883210061 10104010089 121240100116 664515061 885015089 101055150134 121260150174 161665150285 202075150410。
加工中心新刀具常用切削参数参照表1

8 8
120-150 120-150
20-30 20-25
半精铣T型 粗精槽铣T型
槽
焊刃 焊刃
φ68-72/T型刀
8
120-150
20-25 粗铣T型槽
焊刃
铸铁/滑块 φ68-72/T型刀 φ68-72/T型刀
8 8
120-150 120-150
30-45 30-40
半精铣T型 粗精槽铣T型
槽
焊刃 焊刃
400-600 300-400
50-70 40-50
16 20
16 20
高速钢
φ25高速钢立铣 4刃
260-360
60-100
20
10
φ32高速钢立铣 4刃
200-260
60-100
20
10
φ36高速钢立铣 4刃
180-200
60-100
20
10
φ30立铣
4刃
320-420
60-100
20
φ32立铣
专门试验的
φ2钻头
s4600 琢钻每次钻深0.3mm F30 最深60mm 高速钢
常用铰刀切削参数参照表
加工材料 钢
铰刀直径d(mm)
<10 10-20
切削深度 进给量 a(mm) f(mm/r)
0.08-0.12 0.15-0.25 0.12-0.15 0.20-0.35
切削速度v(m/min) 6-12
800
60
800
20
700
50
400
60
400
80
120
40-50
120
40-50
用途
钻孔 扩孔 钻孔 钻孔 扩孔 精铰孔 精铰孔
刀具国家标准目录
GB/T16456.3-1996 GB/T16456.4-1996 GB/T16459-1996 GB/T16460-1996 GB/T16461-1996 GB/T16770.1-1997 GB/T16770.2-1997 GB/T17111-1997 GB/T17112-1997 GB/T17983-2000 GB/T17984-2000 GB/T17985.1-2000 GB/T17985.2-2000 GB/T17985.3-2000
24园锥工具柄4045和50号圆锥柄拉钉硬质合金锥柄麻花钻硬质合金麻花钻通用技术条件硬质合金直柄t形槽铣刀硬质合金锥柄t形槽铣刀矩形花键滚刀机夹切断车刀机夹外螺纹车刀机夹内螺纹车刀金属切削基本术语整体硬质合金锯片铣刀直柄粗加工立铣刀型式与尺寸削平型直柄粗加工立铣刀型式与尺寸莫氏锥柄粗加工立铣刀型式与尺寸粗加工立铣刀技术条件平刀体键槽拉刀型式与尺寸加宽平刀体键槽拉刀型式与尺寸gbt1432931993gbt1432941993gbt143301993gbt143321993gbt143331993gbt1434811993gbt1434821993gbt146611993gbt148951994gbt1530611994gbt1530621994gbt1530631994gbt1530641994gbt153071994gbt1645611996gbt1645621996gbt1645631996gbt1645641996gbt164591996gbt164601996gbt164611996gbt1677011997gbt1677021997gbt171111997gbt171121997gbt179832000gbt179842000gbt1798512000gbt1798522000gbt1798532000带倒角齿键槽拉刀型式与尺寸键槽拉刀通用技术条件硬质合金机夹三面刃铣刀硬质合金喷吸钻双圆弧齿轮滚刀型式和尺寸双圆弧齿轮滚刀技术条件金属切削刀具术语切齿刀具陶瓷可转位刀片无孔刀片尺寸g级陶瓷可转位刀片带孔刀片尺寸陶瓷可转位刀片无孔刀片尺寸u级陶瓷可转位刀片技术条件可转位钻头用削平型直柄硬质合金螺旋齿立铣刀第1部分
铣刀种类及规格含图)
铣刀种类及规格含图)————————————————————————————————作者:————————————————————————————————日期:铣刀种类及其规格铣刀,是用于铣削加工的、具有一个或多个刀齿的旋转刀具。
工作时各刀齿依次间歇地切去工件的余量。
铣刀主要用于在铣床上加工平面、台阶、沟槽、成形表面和切断工件等。
种类铣刀按用途区分有多种常用的型式。
①圆柱形铣刀:用于卧式铣床上加工平面。
刀齿分布在铣刀的圆周上,按齿形分为直齿和螺旋齿两种。
按齿数分粗齿和细齿两种。
螺旋齿粗齿铣刀齿数少,刀齿强度高,容屑空间大,适用于粗加工;细齿铣刀适用于精加工。
②面铣刀:用于立式铣床、端面铣床或龙门铣床上加工平面端面和圆周上均有刀齿也有粗齿和细齿之分。
其结构有整体式、镶齿式和可转位式3种。
③立铣刀:用于加工沟槽和台阶面等,刀齿在圆周和端面上,工作时不能沿轴向进给。
当立铣刀上有通过中心的端齿时可轴向进给。
④三面刃铣刀:用于加工各种沟槽和台阶面其两侧面和圆周上均有刀齿。
⑤角度铣刀:用于铣削成一定角度的沟槽,有单角和双角铣刀两种。
⑥锯片铣刀:用于加工深槽和切断工件,其圆周上有较多的刀齿。
为了减少铣切时的摩擦刀齿两侧有15′~1°的副偏角。
此外还有键槽铣刀、燕尾槽铣刀、T形槽铣刀和各种成形铣刀等。
铣刀的结构分为4种。
①整体式:刀体和刀齿制成一体。
②整体焊齿式:刀齿用硬质合金或其他耐磨刀具材料制成并钎焊在刀体上。
③镶齿式:刀齿用机械夹固的方法紧固在刀体上。
这种可换的刀齿可以是整体刀具材料的刀头也可以是焊接刀具材料的刀头。
刀头装在刀体上刃磨的铣刀称为体内刃磨式;刀头在夹具上单独刃磨的称为体外刃磨式。
④可转位式(见可转位刀具):这种结构已广泛用于面铣刀、立铣刀和三面刃铣刀等。
直柄立铣刀规格表直柄立铣刀规格刃部长度全长规格刃部长度全长2 7 40 1/8 3/8 2—5/163 8 40 3/16 1/2 2—5/164 11 43 1/4 5/8 2—7/165 12 47 5/16 3/4 2—1/26 13 57 3/8 3/4 2—1/28 19 63 7/16 1 2—11/1610 22 72 1/2 1—1/4 3—1/412 26 82 9/16 1—3/8 3—3/814 26 82 5/8 1—5/8 3—3/416 32 90 11/16 1—5/8 3—3/418 32 90 7/8 1—7/8 4—1/820 38 100 1 2 4—1/2产品名称产品规格产品材料锯片铣刀Ф60—Ф200 高速工具钢切口铣刀Ф40—Ф80 高速工具钢直齿三面刃铣刀Ф50—Ф130 高速工具钢齿轮滚刀M1—M10高速工具钢高速工具钢直柄键槽铣刀规格Ф2—Ф20 锥柄立铣刀规格Ф14—Ф50 椎柄键槽铣刀规格Ф14—Ф50规格刃部长度全长规格刃部长全长莫氏椎柄号规格刃部长全长莫氏椎柄号2 4 35 14 26 111 2 14 24 110 23 5 35 16 32 117 2 16 28 115 24 7 35 18 32 117 2 18 32 120 25 8 40 20 38 123 2 20 36 125 26 10 45 22 38 140 3 22 36 125 28 14 50 25 45 147 3 24 40 145 310 18 60 28 45 147 3 25 40 145 312 22 65 30 45 147 3 28 45 150 314 24 70 32 53 178 4 32 50 155 316 28 75 35 53 178 4 36 55 185 418 32 80 36 53 178 4 40 60 190 420 36 85 40 63 188 4 45 65 195 445 63 188 4 50 65 195 450 75 200 4。
常用铣刀种类及规格选用

铳刀,是用于铳削加工的、具有一个或多个刀齿的旋转刀具。
工作时各刀齿依次间歇地切去工件的余量。
铳刀主要用于在铳床上加工平面、台阶、沟槽、成形表面和切断工件等。
种类铳刀按用途区分有多种常用的型式。
①圆柱形铳刀:用于卧式铳床上加工平面。
刀齿分布在铳刀的圆周上,按齿形分为直齿和螺旋齿两种。
按齿数分粗齿和细齿两种。
螺旋齿粗齿铳刀齿数少,刀齿强度高,容屑空间大,适用于粗加工;细齿铳刀适用于精加工。
②面铳刀:用于立式铳床、端面铳床或龙门铳床上加工平面端面和圆周上均有刀齿也有粗齿和细齿之分。
其结构有整体式、镶齿式和可转位式3种。
③立铳刀:用于加工沟槽和台阶面等,刀齿在圆周和端面上,工作时不能沿轴向进给。
当立铳刀上有通过中心的端齿时可轴向进给。
④三面刃铳刀:用于加工各种沟槽和台阶面其两侧面和圆周上均有刀齿。
⑤角度铳刀:用于铳削成一定角度的沟槽,有单角和双角铳刀两种。
⑥锯片铳刀:用于加工深槽和切断工件,其圆周上有较多的刀齿。
为了减少铳切时的摩擦刀齿两侧有15 '~1。
的副偏角。
此外还有键槽铳刀、燕尾槽铳刀、T形槽铳刀和各种成形铳刀等。
铳刀的结构分为4种。
①整体式:刀体和刀齿制成一体。
②整体焊齿式:刀齿用硬质合金或其他耐磨刀具材料制成并钎焊在刀体上。
③镶齿式:刀齿用机械夹固的方法紧固在刀体上。
这种可换的刀齿可以是整体刀具材料的刀头也可以是焊接刀具材料的刀头。
刀头装在刀体上刃磨的铳刀称为体内刃磨式;刀头在夹具上单独刃磨的称为体外刃磨式。
④可转位式(见可转位刀具):这种结构已广泛用于面铳刀、立铳刀和三面刃铳刀等。
直柄立铣刀规格表20 38 100 1 2 4 —1/2。
铣刀名称图例对照表(已更新显示巨多图)
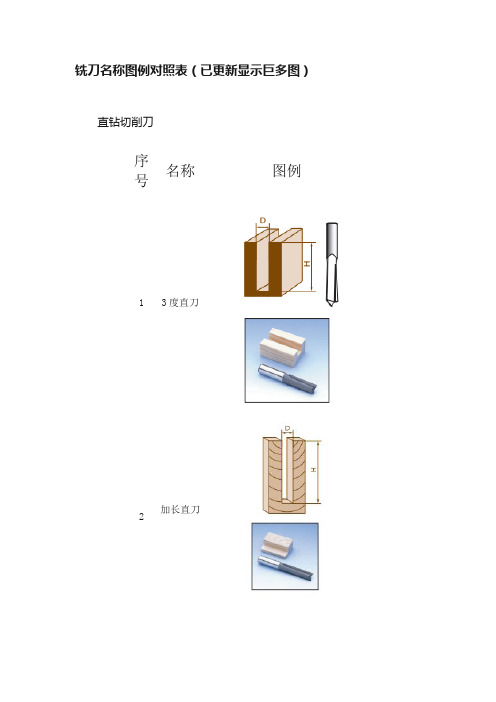
铣刀名称图例对照表(已更新显示巨多图)直钻切削刀序名称图例号1 3度直刀加长直刀2单节刀3双刃直刀45 双节刀6 定位双节刀7 开孔取空刀8 榫刀清底刀9清底直刀1011间齿直刀带轴承修边刀序号名称图例12 3度修边刀13 45度斜角刀14 三角斜刀15 侧V 修边刀16 修边刀17 加长修边刀18 多刃斜角刀19 斜角修边刀20 特种修边刀21 突出修边刀22 薄板修边刀23 马鞍刀24 马鼻线刀不带轴承修边刀序号名称图例25 120度V 型刀26 150度V 型刀27 15度斜锥刀28 15度榫合刀29 22.5度斜角刀30 45度榫合刀31 60度嵌边刀32 V 型刀33 V 型斜尖刀34 单刃斜角刀35 子口荀刀斜角刀36楔型刀3738绘图刀39锯齿刀直钻形态刀序号名称图例40 凸板刀41 单叶雕刻刀42 双弧尖底雕刻刀43 台阶雕刻刀44 尖嘴雕刻刀45 开口雕刻刀46 斜角雕刻刀47 蕊型雕刻刀48 边缘雕刻刀圆底线型刀序号名称图例49 A 圆弧抽手刀50 S 型雕刻刀51 凹弧雕刻刀52 加长深圆底刀53 双弧圆底刀54 四分之一丸球刀55 圆底刀56 圆弧抽手刀57 手把丸刀58 抽手刀59 曲线圆底刀60 染肚清底刀61 深圆底刀62清弧刀凸半圆弧刀序号名称图例63 云梯清弧刀64 半圆刀65 半梅线刀66 圆角刀67 尖底弧形刀68 平底弧形刀69 异性弧形刀70 敏仔刀71 杨柳清底刀72 清底圆弧刀73 轴承半圆刀74 轴承弧形刀弓型弧状刀序号 名称图例 75 倒角刀76 凸敏仔线刀77 凹鼻型刀78 双平台曲线刀79 双边凸敏仔线刀80 台阶圆弧刀81平台曲线刀古典线型装饰刀序号名称图例82 A 苏骨刀83 一型双R 线刀84 一型跳桌刀85 三型跳桌刀86 三弧桌刀87 二型双R 线刀88 二型跳桌刀89 公制圆底户西刀90 半弧清刀91 半弧雅典刀92 双R 刃刀93 双弧线脚刀94 双边一型双R 线刀95 双边三弧桌刀96 双边二型双R 线刀97 双边半弧雅典刀98 双边双R 线刀99 双边双弧线脚刀100 双边平角弧线刀 101 双边户西线刀 102 双边框架线刀103 双边门斗条线刀 104 台波弧线刀105 平角弧线刀 106 户西线刀107 框架线刀 108 海波板型刀 109 苏骨丸线刀。
铣刀加工工艺参数表

在铰孔加工过程中,经常出现孔径超差、内孔表面粗糙度值高等诸多问题。
问题产生的原因孔径增大,误差大铰刀外径尺寸设计值偏大或铰刀刃口有毛刺;切削速度过高;进给量不当或加工余量过大;铰刀主偏角过大;铰刀弯曲;铰刀刃口上粘附着切屑瘤;刃磨时铰刀刃口摆差超差;切削液选择不合适;安装铰刀时锥柄表面油污未擦干净或锥面有磕碰伤;锥柄的扁尾偏位装入机床主轴后锥柄圆锥干涉;主轴弯曲或主轴轴承过松或损坏;铰刀浮动不灵活;与工件不同轴;手铰孔时两手用力不均匀,使铰刀左右晃动。
孔径缩小铰刀外径尺寸设计值偏小;切削速度过低;进给量过大;铰刀主偏角过小;切削液选择不合适;刃磨时铰刀磨损部分未磨掉,弹性恢复使孔径缩小;铰钢件时,余量太大或铰刀不锋利,易产生弹性恢复,使孔径缩小;内孔不圆,孔径不合格。
铰出的内孔不圆铰刀过长,刚性不足,铰削时产生振动;铰刀主偏角过小;铰刀刃带窄;铰孔余量偏;内孔表面有缺口、交叉孔;孔表面有砂眼、气孔;主轴轴承松动,无导向套,或铰刀与导向套配合间隙过大;由于薄壁工件装夹过紧,卸下后工件变形。
孔的内表面有明显的棱面铰孔余量过大;铰刀切削部分后角过大;铰刀刃带过宽;工件表面有气孔、砂眼;主轴摆差过大。
内孔表面粗糙度值高切削速度过高;切削液选择不合适;铰刀主偏角过大,铰刀刃口不在同一圆周上;铰孔余量太大;铰孔余量不均匀或太小,局部表面未铰到;铰刀切削部分摆差超差、刃口不锋利,表面粗糙;铰刀刃带过宽;铰孔时排屑不畅;铰刀过度磨损;铰刀碰伤,刃口留有毛刺或崩刃;刃口有积屑瘤;由于材料关系,不适用于零度前角或负前角铰刀。
铰刀的使用寿命低铰刀材料不合适;铰刀在刃磨时烧伤;切削液选择不合适,切削液未能顺利地流动切削处;铰刀刃磨后表面粗糙度值太高。
铰出的孔位置精度超差导向套磨损;导向套底端距工件太远;导向套长度短、精度差;主轴轴承松动。
铰刀刀齿崩刃铰孔余量过大;工件材料硬度过高;切削刃摆差过大,切削负荷不均匀;铰刀主偏角太小,使切削宽度增大;铰深孔或盲孔时,切屑太多,又未及时清除;刃磨时刀齿已磨裂。
直柄立铣刀、键槽铣刀、锥柄立铣刀规格表
直柄立铣刀规格表直柄键槽铣刀规格表锥柄铣刀规格表“莫氏錐柄立銑刀”加长铣刀山東工具製造有限公司刃徑尺寸d 總長L切削刃長度l莫氏錐柄號齒數Z標準型長型標準型長型I II I II粗齒中齒細齒683-94-1324134-786100163088910819389 51092115224511 12 96 123265314 1111382161171483263618 20 123 160387522 14017732514719245902846832155208 53106178 201 231 254436155 -208 -3 178 201 231 254440188 211 250 27363125221 249 283 311545188 211 250 2734 221 249 283 3115 50200 223 275 298751504233 261 308 3365 56200 223 275 2984 6810233 261 308 336563248 276 338 366 90180直柄立銑刀加长铣刀(一)产品名称:整体硬质合金涂层立铣刀。
(二)适合加工材质:压铸钢、钢件、铸件、磨具钢、铝合金、钛合金、镍合金、铜合金、不锈钢模具、45#钢等。
(三)主要用途:适用于工件槽切屑、侧切屑、粗加工等WC:88 CO:10 抗弯强度:3600 硬度:粒度:建议切削30°—45°之间的材料刃径 柄径 刃长 全长 单价 备注 3 4 12 75 25 无 税 价4 4 15 75 25 56 20 75 36 6 6 24 75 36 8 8 28 75 56 3 4 12 100 29 4 4 16 100 29 5 6 20 100 40 6 6 24 100 40 8 8 32 100 61 10 10 40 100 89 12 12 40 100 116 6 6 45 150 61 8 8 50 150 89 10 10 55 150 134 12 12 60 150 174 16 16 65 150 285 20 2075150410。