双面钻孔组合机床PLC控制
plc双面钻床课程设计
淮海工学院课程设计报告书题目:全自动双面钻电气控制设计系(院):电子工程学院专业:电气工程及其自动化班级:姓名:2015年7月9日1绪论课程设计的主要目的是通过某一生产设备的电气控制装置的设计实践,了解一般电气控制系统设计过程、设计要求、应完成的工作内容和具体设计方法。
通过设计也有助于复习、巩固以往所学的知识,达到灵活应用的目的。
电气设计必须满足生产设备和生产工艺的要求,因此,设计之前必须了解设备的用途、结构、操作要求和工艺过程,在此过程中培养从事设计工作的整体观念。
课程设计应强调能力培养为主,在独立完成设计任务的同时,还要注意其他几方面能力的培养与提高,如独立工作能力与创造力;综合运用专业及基础知识的能力,解决实际工程技术问题的能力;团队协作的能力;查阅图书资料、产品手册和各种工具书的能力;工程绘图的能力;书写技术报告和编制技术资料的能力。
在实际生产活动中,加工效率是否高,加工质量是否稳定是两个重要指标。
双面钻床在一定程度上满足了这两个要求。
全自动双面钻床是对材料双面进行钻孔或扩孔的专用机床,全自动双面钻床是有机械运动控制和双面钻运行控制的两部分组成,可实现手动操作、单周期操作和连续循环操作的功能。
它具有设计周期短、成本低、加工效率高、加工质量稳定、可减轻工人的劳动强度等优点在机械制造中,装备企业或者对老企业技术改造,采用双面钻床,是发展生产力、提高质量的有效途径之一近年来,双面钻床的产量迅速增长,质量不断提高,新产品不断涌现,双面钻床在制造业中正获得越来越广泛的应用,本文对双面钻床的设计思想和调试做了详细介绍。
2常规电气控制2.1工艺流程全自动双面钻床是对棒料两面同时钻孔或扩孔的专业机床,能够自动上、下料,自动进、退到,有可靠的保护装置,其工作示意图如图2-1所示。
图2-1 加工示意图全自动双面钻床由液压系统控制给进运动,动力头的主轴由JQ2-Z2-4电动机驱动,各运动采用行程原理控制,动力头的进退及上、下料采用液压传动,油泵电动机为3KW。
基于PLC控制的数控钻孔机的设计与实现
基于PLC控制的数控钻孔机的设计与实现随着科技的进步和工业自动化水平的提高,数控(Numerical Control)钻孔机在工业生产中得到了广泛的应用。
数控钻孔机的设计与实现基于PLC(Programmable Logic Controller)控制,PLC控制具有可靠性高、灵活性强等优点。
本文将介绍基于PLC控制的数控钻孔机的设计与实现。
首先,在数控钻孔机的设计中,我们需要考虑到几个方面。
首先是机械部分的设计,包括钻头的选择、主轴的设计、夹持装置的设计等。
其次是电气部分的设计,主要包括电机的选择、传感器的选择、电气线路的设计等。
最后是PLC控制程序的编写,需要根据实际需求设计钻孔程序。
在机械部分的设计中,我们需要选择适合的钻头来满足不同的钻孔需求。
常见的钻头有立铣钻头、圆滚钻头等。
主轴的设计需要考虑到主轴的转速和稳定性,可以选择带有变频器的电机来调整主轴的转速。
夹持装置的设计需要满足钻孔材料的夹持需求,可以选择气动夹紧装置或电动夹紧装置。
在电气部分的设计中,我们需要选择适合的电机来驱动主轴。
根据钻孔材料的不同,可以选择不同功率的电机。
传感器的选择需要满足对材料位置和尺寸的检测需求,可以选择接近开关、压力传感器等传感器。
电气线路的设计需要根据实际需求进行布线,保证线路的安全稳定。
在PLC控制程序的编写中,我们需要根据实际需求设计钻孔程序。
首先,我们需要编写一个启动程序,通过点击按钮或接近开关来启动钻孔机的工作。
然后,我们需要编写一个控制程序,通过设定参数来控制钻孔机的运行。
控制程序可以设置钻孔深度、钻孔速度等参数。
最后,我们还需要编写一个停止程序,当钻孔完成或发生异常情况时,通过点击按钮或接近开关来停止钻孔机的工作。
总结起来,基于PLC控制的数控钻孔机的设计与实现需要考虑到机械部分的设计、电气部分的设计以及PLC控制程序的编写。
通过合理的设计和实施,可以实现数控钻孔机的自动化控制,提高生产效率,降低人工成本,提高产品质量。
双面二工位铣钻组合机床PLC与组态控制系统设计毕业设计(论文)
目录第一章绪论 (1)第一节设计要求 (3)第二节设备介绍及设计依据 (4)第二章组态控制................................... - 8 -第一节MCGS简介 . (8)第二节双工位组态控制画面 (9)第三节双工位铣钻加工机数据库列表 (11)第四节双工位铣钻加工组态控制脚本程序 (12)第三章可编程控制................................ - 20 -第一节PLC-200系列简介 (20)第二节硬件电路 (22)第三节I/O口地址分配表 (26)第四节可编程控制程序 (27)附录............................................ - 31 -总结 (31)致谢 (32)参考文献和资料 (33)毕业设计(论文)原创性声明和使用授权说明原创性声明本人郑重承诺:所呈交的毕业设计(论文),是我个人在指导教师的指导下进行的研究工作及取得的成果。
尽我所知,除文中特别加以标注和致谢的地方外,不包含其他人或组织已经发表或公布过的研究成果,也不包含我为获得及其它教育机构的学位或学历而使用过的材料。
对本研究提供过帮助和做出过贡献的个人或集体,均已在文中作了明确的说明并表示了谢意。
作者签名:日期:指导教师签名:日期:使用授权说明本人完全了解大学关于收集、保存、使用毕业设计(论文)的规定,即:按照学校要求提交毕业设计(论文)的印刷本和电子版本;学校有权保存毕业设计(论文)的印刷本和电子版,并提供目录检索与阅览服务;学校可以采用影印、缩印、数字化或其它复制手段保存论文;在不以赢利为目的前提下,学校可以公布论文的部分或全部内容。
作者签名:日期:学位论文原创性声明本人郑重声明:所呈交的论文是本人在导师的指导下独立进行研究所取得的研究成果。
除了文中特别加以标注引用的内容外,本论文不包含任何其他个人或集体已经发表或撰写的成果作品。
基于PLC的两工位钻孔攻丝组合机床控制系统设计

基于P L C的两工位钻孔攻丝组合机床控制系统设计摘要随着机床行业和控制技术的不断发展与进步,根据生产的实际需要,机床的升级改造已成为一种新兴的行业。
通过对现有机床的全部或局部结构进行改造,来提高机床的各项技术指标,对于实现资源的合理利用和促进经济增长起到重要的作用。
本课题主要研究的是采用PLC控制两工位钻孔攻丝组合机床的动作。
两工位钻孔攻丝组合机床通电后能自动完成工件的钻孔和攻丝加工。
在传统的控制系统的设备中,通常采用的是继电器控制,这种控制系统可靠性低,而采用PLC进行控制改造后,系统可靠性明显提高。
本次设计的重点在于控制系统的硬件设计,根据工艺要求选择了控制系统所需要的电气元件,绘出电力拖动系统的主回路电路图、PLC的外部接线图。
论文根据机床的加工要求设计了PLC控制的程序,以及对机床的调试进行了简要的概括。
关键词: PLC控制程序设计调试组合机床The Design Of The Control System Of two worktables drilling tapping combination machine Based On The PLCABSTRACTAlong with the development of machine tool industry and technology continues to progress according to the actual needs of the production machine ,upgrading has become a new growth industry based on the existing machine tools in whole or in part the structure upgrades to improve machine tool technology index. To achieve rational use of resources and promote economic growth plays an important role in.This topic main research is to use PLC to control two worktables drilling tapping modular machine tool operation. Two worktables drilling tapping modular machine tool by the system can automatically complete the workpiece. In the control system of the traditional is commonly used in the relay control, and this control system reliability is low, but when it is controlled by a PLCtransformation, system reliability is obviously improved.The focus of this design is that the control system hardware design, according to the process requirements of electrical components control system requires the choice,Drawing the external wiring diagram of main circuit diagram and the PLC electric drive system.This paper designs a PLC control program according to the machine processing requirements, and commissioning of the machine are summarized.KEY WORDS:PLC control The program design debug Combination machine tools前言两工位钻孔攻丝组合机床主要用来给工件钻孔和攻丝的,是人类经济和社会发展的重要工具之一。
自动钻孔攻丝机床的PLC控制

自动钻孔攻丝机床的PLC控制两工位钻孔、攻丝组合机床,能自动完成工件的钻孔和攻丝加工,自动化程度高,生产效率高。
两工位钻孔、攻丝组合机床如图7-32所示。
图7-32 两工位钻孔、攻丝组合机床示意图机床主要由床身、移动工作台、夹具、钻孔滑台、钻孔动力头、攻丝滑台、攻丝动力头、滑台移动控制凸轮和液压系统等组成。
移动工作台和夹具用以完成工件的移动和夹紧,实现自动加工。
钻孔滑台和钻孔动力头,用以实现钻孔加工量的调整和钻孔加工。
攻丝滑台和攻丝动力头,用以实现攻丝加工量的调整和攻丝加工。
工作台的移动(左移、右移),夹具的夹紧、放松,钻孔滑台和攻丝滑台的移动(前移、后移),均由液压系统控制。
其中两个滑台移动的液压系统由滑台移动控制凸轮来控制,工作台的移动和夹具的夹紧与放松由电磁阀控制。
根据设计要求,工作台的移动和滑台的移动应严格按规定的时序同步进行,两种运动密切配合,以提高生产效率。
1. 控制要求系统通电,自动起动液压泵电动机M1。
若机床各部分在原位(工作台在钻孔工位SQ1动作,钻孔滑台在原位SQ2动作,攻丝滑台在原位SQ3动作),并且液压系统压力正常,压力继电器PV动作,原位指示灯HL1亮。
将工件放在工作台上,按下起动按钮SB,夹紧电磁阀YV1得电,液压系统控制夹具将工件夹紧,与此同时控制凸轮电动机M2得电运转。
当夹紧限位SQ4动作后,表明工件已被夹紧。
起动钻孔动力头电动机M3,且由于凸轮电动机M2运转,控制凸轮控制相应的液压阀使钻孔滑台前移,进行钻孔加工。
当钻孔滑台到达终点时,钻孔滑台自动后退,到原位时停,M3同时停止。
等到钻孔滑台回到原位后,工作台右移电磁阀YV2得电,液压系统使工作台右移,当工作台到攻丝工位时,限位开关SQ6动作,工作台停止。
起动攻丝动力头电机M4正转,攻丝滑台开始前移,进行攻丝加工,当攻丝滑台到终点时(终点限位SQ7动作),制动电磁铁DL得电,攻丝动力头制动,0.3s后攻丝动力头电机M4反转,同时攻丝滑台由控制凸轮控制使其自动后退。
双面二工位组合机床(铣钻专机)控制系统设计(附件:包括整套电气液压图及PLC程序)

h t t p ://h i .b a i d u .c o m /j a c z z bh t t p ://h i .b a i d u .c o m /j a c z z bh t t p ://h i .b a i d u .c o m /j ac z z bh t t p ://hi .b a i d u .c o m/ja c z z bht t p ://h i .b aid u .co m/ja c zz bh t t p ://h i .b a i d u .c o m /j a c z z bhttp ://h i .b a i du.c o m/j a c z z bh t t p ://h i .b a i d u .c o m /j a c z z bh tt p ://h i .ba idu.c o m /j a c z z bh tt p ://h i .b a i d u .c o m /j a c z z bh t tp ://h i.ba i du .c om /j a c z z bh ttp ://h i.ba idu .c om /j ac z z bh ttp ://h i.ba i du .c om /j ac z z bh t tp ://h i.ba i du .c om /j ac z z bh t tp ://h i.ba i du .c om /j ac z z bh t tp ://h i.ba i du .c om /j ac z z bh t tp ://h i.ba idu .c o m /j ac z z bh t tp ://h i.ba idu .c om /j ac z z bh ttp ://h i.ba i du .c om /j ac z z bh t tp ://h i.ba i du .c om /j ac z z bh t tp ://h i.ba i du .c om /j ac z z bh t tp ://h i.ba i du .c om /j ac z z bh t tp ://h i.ba i du .c om /j ac z z bh ttp ://h i.ba idu .c om /j ac z z bh ttp ://h i.ba i du .c om /j ac z z bh t tp ://h i.ba i d u .c o m /j ac z z bh t tp ://h i.ba i du .c om /j ac z z bh ttp ://h i.ba i du .c om /j ac z z bh t tp ://h i.ba i du .c om /j ac z z bh t tp ://h i.ba i du .c om /j ac z z bh t tp ://h i.ba i du .c om /j ac zz b此文档为扫描档,电子档没有上传,如需要电子档,请上本人百度空间留言。
双面钻孔组合机床PLC控制
双面钻孔组合机床PLC控制————————————————————————————————作者:————————————————————————————————日期:摘要新型组合钻床,属于机械加工用钻床.它由工作台、安装在工作台两端及一侧的导轨,导轨与工作台的边缘平行,钻架通过吊铁和锁紧螺钉安装在导轨上;导轨上设有燕尾,钻架可在导轨上水平移动;钻架包括溜板、溜板上装有传动机构,溜板底面上设有与导轨上的燕尾相配合的燕尾槽,机械滑台上装有主支撑架,主支撑架上装有纵向机械滑台及控制系统,控制系统连接一控制活动按钮站,纵向机械滑台上装有附属支撑架,附属支撑架上通过机械滑台装有水平方向的钻削动力头。
它解决了现有的钻床加工大型零部件特别是回转体直径较大时操作不方便、加工困难等技术问题。
关键词:组合钻床,PLC,可编程控制器1. 绪论1。
1课题背景随着生产的发展,产品精度的提高,机床加工的自动化程度也越来越高。
数控机床,加工中心已构成现代加工方法之代表。
但是根据我国的实际情况,对现有机床进行全部更新换代,几乎是不可能的。
因此为提高机床的生产率,改善工人的劳动条件,提高一般机床切削加工的自动化程度,提高控制系统的可靠性,对现有机床进行PC改造,仍然具有非常现实的意义,正是利用了PC控制技术具有功能强,速度快,可靠性高,经济实用等特点,针对双面组合钻床的控制部分进行了改造,并分析了系统的性能。
1。
2组合机床的概述组合机床及其自动线是集机电于一体的综合自动化程度较高的制造技术和成套工艺装备。
它的特征是高效、高质、经济实用,因而被广泛应用于工程机械、交通、能源、军工、轻工、家电等行业.我国传统的组合机床及组合机床自动线主要采用机、电、气、液压控制,它的加工对象主要是生产批量比较大的大中型箱体类和轴类零件,完成钻孔、扩孔、铰孔,加工各种螺纹、镗孔、车端面和凸台,在孔内镗各种形状槽,以及铣削平面和成形面等.随着技术的不断进步,一种新型的组合机床——柔性组合机床越来越受到人们的青睐,它应用多位主轴箱、可换主轴箱、编码随行夹具和刀具的自动更换,配以可编程序控制器(PLC)、数字控制(NC)等,能任意改变工作循环控制和驱动系统,并能灵活适应多品种加工的可调可变的组合机床。
组合机床的PLC控制

行 娟娟
【 摘
西 安外 事学 院工学 院
要】文中针对机床电器 的控制特 点,将P C L 技术应用于组合机床 ,可以充分发挥P c L 可靠性高、调试方便和使用灵活等优点。进 而大大缩短产品的开发周
期,降低设计成本,提高控制系统的可靠性和产品的合格率 , 生产效率大幅提升。 使
屑、润滑等装置以及机械手、定位、夹紧、 导 向等部 件 。 2组合机床的拖动要求与控制特点 . 组合机床 的控制系统大多采用机械、 液压 ( 或气动) 、电气相结合的控制方式。组 合机床的电气控制系统由通用部件的典型控 制 线路 及基本 控制 环节 ,再根 据加 工 、操 作 要 求 以及 自动 循环过 程综合 而成 。 由于加 工工 件 和 工 序 要求 不 同 ,组 合 机床的配置各不相 同,它的电气控制线路亦 不相同,电气控制的主要对象是通用部件和 专用部件 。加工过程中电动机大 多不需调 速,运动部件状态即 自动工作循环流程 ( 快 进 、工进 、快 退等 ) 的转换 ,多 由行 程开 关 控制和发出转换信号,控制电路大多采用继 电器一接触器控制系统。 动力滑台配置不 同的控制 电路 ,可完 成多种 自动循环。在一次循环 中,要实现速 度差别很大的快进和工进,快进、快退由快 进电动机实现 ,工进 由工进 电动机实现。 动 力 滑 台 与 动 力 头 相 比 较 , 前 者 配 置成 的组 合机床 较动 力头 更为 灵活 。在 动力 头上 只安装 多轴 箱 ,而滑 台还 可安 装 各 种 切 削 头 组 成 的 动 力 头 ,广 泛 用 来 组成 卧式 、立 式组合 机床 及其 自动 线 , 以完 成 钻 、扩 、铰 、镗 、 刮 端 面 、 倒 角 、铣削和攻螺纹等加 工工序 。 3 系 统 设 计 要 求 . 本 系统 有连 续全 自动 工作循 环及 手 动 工 作 方 式 。 由按 钮 对 每 一 加 工 进 行 单 独控 制 。手动 方式 可供维 修用 ,每 按一 次 启动按 钮 ,回转 台转一 个工 位 ,铣、 钻 、 扩 、 攻 同 时 加 工 ,加 工 完 毕 自 动 停 止 。全 自动方 式供 正常工 作使 用 ,当按 下 启动按 钮时 ,组 合机床 周而 复始 地执 行各步动作 ,直到按下停止按钮为止 。 根 据组 合机床 的加工 特点 ,其 动作 过程要求如下:
PLC在两工位钻孔攻丝组合机床的应用

毕业论文(设计)PLC在两工位钻孔攻丝组合机床的应用目录摘要 (I)第一章前言 (1)1.1研究目的和意义 (1)1.2国外研究现状 (2)1.3研究容和方法 (3)第二章 PLC在组合机床中的应用 (4)2.1 组合机床的简介 (4)2.2 可编程控制器的简介 (5)2.3 PLC的简介……………………………………………………………………第三章两工位钻孔攻丝组合机床的设计……………………………………………3.1 两工位钻孔攻丝组合机床示意图……………………………………………3.2 两工位钻孔攻丝组合机床的控制要求………………………………………3.3 I/O分配………………………………………………………………………3.4 硬件接线图设计………………………………………………………………3.5 软件系统设计…………………………………………………………………第四章结论和建议……………………………………………………………………总结………………………………………………………………………………………致谢………………………………………………………………………………………参考文献…………………………………………………………………………………附录………………………………………………………………………………………摘要正文:本课题主要研究的是用PLC控制两工位钻孔攻丝组合机床的运作。
两工位钻孔攻丝组合机床经系统通电后能自动完成工件的钻孔和攻丝加工,该机床主要由床身、移动工作台、夹具、钻孔滑台、钻孔动力头、攻丝滑台、攻丝动力头、滑台移动控制凸轮和液压系统组成。
工作台的移动包括左移和右移以及夹具的动作包括夹紧和放松,钻孔滑台的移动包括前移和后移,都由液压系统执行,其中钻孔滑台和攻丝滑台的移动是通过控制凸轮来控制滑台移动液压系统的液压阀实现的,电气系统不参与。
只需启动控制凸轮电机即可。
该系统通过PLC的控制,工作台和滑台的移动将严格的按规定的时序同步进行,使两种运动密切配合,生产效率大大提高。
双面钻孔组合机床PLC控制

景背题课 1.1
论绪 .1
论绪 1
计设程课合综
3
。泛广用使�业行个各等乐娱化文及 保环�输运通交�纺轻�车汽�造制械机�材建�力电�工化�油石�铁钢于用 应泛广已外内国在 CLP�前目。等装包�床磨�床机合组�机书订�机刷印�机 塑注如。线水流化动自及控群机多于用可也�制控的备设台单于用可既�制控序 顺�制控辑逻现实�路电器电继的统传代取它�制控辑逻的量关开于用的泛广最 本基最 CLP。的现实来统系制控气电或动气过通是能功些这�上统传在。集采据 数的量散离量大及 �制控的作动护保锁连行进系关辑逻照按并 �作动序顺行进件 条辑逻照按它�制控序顺量关开的量大�中程过产生业工在程历展发的 CLP
退快台滑 7.3
进工台滑机右→电得 01VY 阀磁电�电 失 8VY→关开程行束结进快台滑机右 6TS 到遇者或进工缸压液台滑机左→电得 7VY 阀磁电�电失 5VY→3TS 关开程行束结进快台滑机左到碰时束结进快当
进工台滑 6.3
理原作工床机合组孔钻面双 3 计设程课合综
9
Hale Waihona Puke 3.2I 2.2I 1.2I 0.2I 7.1I
图程流作工的床机合组孔钻面双 2.2
图理原路电主床机合组孔钻面双 1.2 图
。示所 1.2 图如路电主制控�动驱现实阀磁电过通缸压液由动移的台 滑右左而�动带机动电流交由别分�转旋的头钻右�左的床机合组孔钻面双
图理原路电主床机合组孔钻面双 1.2
述概制控床机合组孔钻面双 .2
述概床机合组孔钻面双 2
销位定拔 9.3
件工开松缸压液→电得 4VY 铁磁电→退快束结电失 6VY,9VY 铁磁电→时 8TS 关开程行束结退快台滑机右和 5TS 关开程行到遇束结退快台滑机左当
双工位钻孔攻丝组合机床的PLC改造设计

专业综合设计与实践报告书2013 /2014第 2 学期专业电气工程及其自动化班级10电Y1学号姓名叶翔专业综合设计与实践任务书二级学院(直属学部):电子信息与电气工程学院专业:电气工程及其自动化目录第一章机床的改造目的以及原因........................................................................ 第二章工作原理................................................................................................. 原理: .........................................................................................................................................................机床加工顺序功能图 ................................................................................................................................. 第三章设计分析................................................................................................. PLC 的选型 ............................................................................................................................................. 系统主回路设计 ......................................................................................................................................... I/O 分配.................................................................................................................................................. 硬件接线图设计 ......................................................................................................................................... 梯形图设计 ............................................................................................................................................. 第四章系统调试............................................................................................... 小结 .................................................................................................................... 参考文献 ............................................................................................................. 附录 ....................................................................................................................1.主电路 ...................................................................................................................................................... 2.PLC接线图 .......................................................................................................................................... 3.原图 .......................................................................................................................................................4 .梯形图 .....................................................................................................................................................第一章机床的改造目的以及原因两工位钻孔攻丝组合机床是一种广泛使用的给机械零件钻孔攻丝机床,是许多大型企业不可缺少的设备之一。
基于PLC的卧式双面钻孔组合机床控制系统
右动力头接触 器I 2 f  ̄ 液压泵接触器K 3 M
Y 5 丫 6
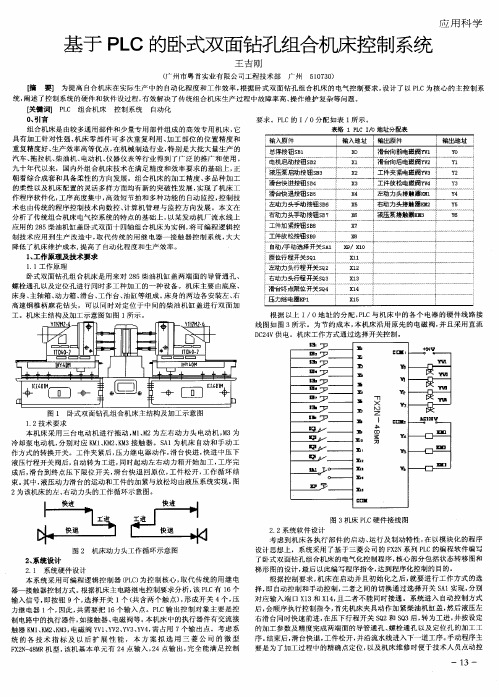
卧式双面钻孔组合机床是用来对 2 5柴油机缸盖 两端 面的导管通孔 、 8 螺 栓 通 孔 以及 定 位 孔 进 行 同 时 多 工 种 加 工 的 一 种 设 备 。机 床 主 要 由底 座 、 床 身 、 轴 箱 、 力 箱 、 台 、 作 台 、 缸 等 组 成 。 身 的两 边 各 安 装 左 、 主 动 滑 工 油 床 右 高速钢椎柄 麻花钻头 ,可 以同时对定位 于中间 的柴 油机缸盖进 行双面加 工 。机 床 主 结 构 及 加 工 示 意 图 如 图 1所 示 。
液压泵启动按钮S 3 B 滑台快进按钮S 4 B
滑台快退按钮S5 B
X 2 X 3
X 4
工件夹 紧电磁阀Y 3 v 工件放松电磁阀Y4 V
左动力头接触器脚1
Y 2 Y 3
Y 4
左动力头手动按钮S 6 B 右动力头手动 按钮s B 7 工件加紧按钮 S 8 B 工件放松按钮 s 9 B
自动 / 动 选 择 开 关 S 1 手 A 原 位 行 程 开关 s 1 Q 左 动 力 头行 程 开关 s 2 q 右 动 力 头行 程 开关 s q0 滑 台 终 点限 位 开关 S4 Q 压 力 继 电器 盱 1
X 5 ) ( 6 X 7 】 ∞
x /X 0 g 1 X1 1 X2 1 X3 1 X4 1 X5 1
竺 — — 五
竺! — — 置 C一 口I
岫V ●
珊
---r一 -—- --- --_ —— -! 竺
—
—
—
—
卫
五 ■
—设
— =_ =
I c 上, 正 邪V
组合机床的电气与PLC控制系统设计
组合机床的电气与PLC控制系统设计摘要可编程控制器(plc)是以微处理机为基础,综合了计算机技术、自动控制技术和通信技术等现代科技而发展起来的一种新型工业自动控制装置,其具有逻辑控制、计时、计数、数据处理、联网与通信等强大功能,同时,由于plc具有很高的可靠性和极大的应用灵活性,用它来替代传统的继电接触控制系统巳成为必然。
大量采用传统继电一接触控制系统的设备通过改造更新,成为plc控制的自动化系统,而且具有改造成本低、周期短和可靠性高等特点。
本文介绍双面钻孔组合机床的电气控制系统设计与应用。
双面钻孔组合机床是在工件两相对表面上钻孔的一种高效率自动化专用加工设备。
本次课程设计的内容是对双面钻孔组合机床电气控制系统的设计。
在机床电气控制系统中既有自动控制又有手动控制方式因此在本次设计中对控制系统既有自动控制方式的设计也有手动方式的设计。
本次设计采用PCL控制系统来实现双面钻孔组合机床的电气系统控制,包含控制系统的硬件电路设计和软件电路设计两个部分,本设计以PCL控制系统为核心列出了PCL的输入输出点分配表,绘制了PCL的输入输出点接线图和控制状态转移图,编写了PCL控制程序的梯形图和指令表。
关键字:双面钻孔组合机床;PCL;可编程控制器;目录第1章设计目的要求和概述 (3)1.1 设计目的 (3)1.2 双面钻孔组合机床的概述 (3)1.3设计要求与任务分配 (3)第2章双面钻孔组合机床的控制要求 (5)2.1 双面钻孔组合机床的工作流程 (5)2.2电动机控制要求 (5)2.3 机床动力滑台、工件定位装置、夹紧装置控制要求 (6)第 3 章 PLC的简介与选择 (8)3.1 PLC (8)3.2 PLC简介 (8)3.3 PLC的结构及基本配置 (8)3.4 PLC选择 (9)第4章双面钻孔机床左机钻孔顺序动作PLC控制 (10)4.1 双面钻孔组合机床的左机钻孔自动控制PLC输入输出点分配 (10)4.2状态继电器的分配 (10)第5章双面钻孔组合机床的PLC控制实现 (14)5.1 并行分支状态转移 (14)5.2 PLC控制考虑上双面钻孔组合机床的手动方式控制 (14)第6章总结 (21)参考文献 (22)第1章设计目的要求和概述1.1 设计目的1、培养学生综合分析和解决本专业的一般工程技术问题的独立工作能力,拓宽和深化学生的知识。
PLC在双面钻铣组合机床中的应用

2 控 制系统硬件设计 。
根 据 生 产 工艺 的 要 求 ,组 合 机 床 采 用行 程 控 制 和 液 压 控 制 传 动 ,可 作 半 自动 循 环 加 工 和 手 动 调 整 。设 置 液 压动 力 滑 台为 移 动 工 作 台 ,采 用液 压 控 制 系统 夹 紧 ( 松 )被 加 工 零件 。 放
用 机 床 高 几倍 至 几 十 倍 。
继 电器控 制 系 统 通过 许 多继 电 器 ,采 用硬 接 线
节动 作 ,松 开后 关 断 。组 合 机 床 的工 艺 流程 如 图 l
所示 。 双 面 二 工 位
的 方式来 完成控 制功 能 。其接 线多而 复杂 ,体积 大 、功耗大 ,系统可靠性差 。P C L 是综合继 电器接 触 器控制的优点及计算机灵活、方便的优点而设计
制 造 和 发 展 的 ,这 就 使 得 P C 有 许 多 其 他控 制 器 L 具
所 无 法 相 比的 特 点 。随 着 P C的广 泛 应 用和 机 床 电 L
铣 钻 组 合 机 床 采
用
用机械 、液压、
黜
滑台 快进
l
粕
S Q
1S [ P 曰 ̄ 上 砖
…快. … 进
K 4 M爿
K M3
—
工 作 方 式 和 手
X5
P
Y5
X 6
Y - J 6 [ ]
动调 整方式 。 选 择 自动 方 式 时 , 按 下 起 动
原位
工件夹 紧 滑台快进
滑 台工 进 死挡铁
_ L + +
+
+ +
+ +
+ +
滑 台快退 工 件 松 开
PLC在气动双面钻孔机床控制系统的应用
目录摘要 (1)关键词 (1)Abstract (1)Key words (1)引言 (2)1 认识PLC和双面钻孔组合机床 (3)1.1 可编程控制器概述 (3)1.1.1 PLC的硬件系统 (3)1.1.2 PLC的软件系统 (4)1.1.3 电气控制中继电器控制与PLC控制的比较 (6)1.2 双面钻孔组合机床 (6)1.2.1 工作原理及电气控制要求 (6)1.2.2 传统组合机床机存在的缺点 (8)2 PLC机型选择 (9)2.1 PLC及继电器机型的选择 (9)2.2 S7-200CN CPU 222CN机型特性 (9)2.2.1 S7-200概述 (9)2.2.2 S7-200CN CPU 222CN硬件系统基本构成 (9)2.2.3 S7-200CN CPU 222CN 主机结构及性能特点 (10)3 电气控制系统的设计 (12)3.1 电气控制系统硬件设计 (12)3.2 电气控制系统软件设计 (13)3.2.1 PLC I/O口资源分配 (13)3.2.2 PLC对气动双面钻孔机床电气控制 (13)3.2.3 控制程序设计 (14)3.2.4 PLC与PC的通信 (15)3.2.5 注意事项 (16)4 调试 (17)5 结束语 (18)参考文献 (19)致谢 (20)PLC在气动双面钻孔组合机床控制系统中的设计PLC在气动双面钻孔组合机床控制系统中的设计自动化专业学生徐启山指导老师田俊英摘要:为提高机床在实际生产中的自动化程度和工作效率,迅速提升工件加工技术与精度,设计了一种全自动气动钻床,该机床能对工件完成快速定位、夹紧以及钻削加工等工作。
本文设计的全自动气动钻床通过PLC来控制机床动作,通过气压传动来传递动力。
实现了PLC与PC的高效结合,简化了机床的电气控制系统,提高了机床的生产效率,达到了理想的效果。
关键词:PLC(可编程控制器);气动系统;双面钻孔组合机床Design in Two-sided Pneumatic Drilling Machine Control System ofPLCStudent Majoring in Automation Engineering Xu Qi-ShanTutor Tian Jun-YingAbstract:In order to enhance engine bed's in actual production automaticity and the working efficiency, promotes the work piece process technology and the precision rapidly, has designed one kind of completely automatic air operated drilling machine, this engine bed can complete the fast localization, the clamp to the work piece as well as drills truncates work and so on processing. This article designs the completely automatic air operated drilling machine controls the engine bed movement through PLC, transmits the power through the pneumatic actuator. Has realized PLC and the PC highly effective union, simplified engine bed's electric control system, raised engine bed's production efficiency. Has achieved the very good effect.Key words: PLC (programmable controller) ;Pneumatic System;Drilling Modular Machine Tools1菏泽学院本科生毕业设计(论文)引言机床是人类在长期生产实践中,不断改进生产工具的基础上生产的,并随着社会生产的发展和科学技术的进步而渐趋完善。
电气控制与PLC课程设计_双面钻控制系统设计
前言PLC的编程方法简单易学。
其中梯形图是使用的最多的可编程序控制器的编程语言,其电路符号和表达与继电器电路原理图相似,梯形图语言形象直观,易学易懂。
近年来又发展了面向对象的顺控流程图语言,也称功能图,使编程更加简单方便。
而且PLC可靠性高,抗干扰能力强其大量的开关动作是由无触点的半导体电路来完成的,加上PLC充分考虑了工业生产环境电磁、粉尘、温度等各种干扰,在硬件和软件上采取了一系列抗干扰措施PLC有极高的可靠性;PLC的适应性很强,应用灵活,硬件配套齐全,用户使用方便;PLC的相关产品均成系列化生产,品种齐全,用户可根据自己的需要灵活选用,以满足系统大小不同及功能繁简各异的控制要求。
而且PLC 系统相对继电接触器控制系统,接线少,其主要功能是通过程序实现的,在需要改变设备的控制功能时,只要修改程序,修改接线的工作量是很小的。
而且可编程序控制器产品已经标准化、系列化、模块化,配备有品种齐全的各硬件装置功用户选用,用户能灵活方便地进行系统配置,组成不同功能、不同规模的系统。
可编程序控制器安装接线也很方便,一般用接线端子连接外部接线。
可编程序控制器有较强的带负载能力,可以直接驱动一般的电磁阀和交流接触器。
PLC的功能非常强大,扩展能力强.PLC中含有数据巨大的可用于开关量处理的继电器类软元件,可轻松地实现大规模的开关量逻辑控制,这是一般的继电器系统所不能实现的。
PLC或其功能单元能方便地实现D/A、A/D转换及PID运算,实现过程控制、数字控制等功能。
PLC具有通讯联网功能,它不仅可以控制一台单机,一条生产线,还可以控制一个机群,许多个生产线。
它不但可以进行现场控制,还可以用于远程监控。
PLC 控制系统设计、安装、调试方便. PLC中相当于继电器接触器系统中的中间继电器、时间继电器、计数器等“软元件”数量巨大,又用程序代替硬接线,安装接线工作量少,设计人员只要具有PLC就可以进行控制系统设计并可在实验室进行模拟调试。
PLC技术在双面钻孔组合机床改造中的应用

输入信号 名称 手动与 自动选择开关
总停按钮 液压泵电动机启动按钮 液压系统停止按钮 液压系统启动按钮 左刀具电动机点动按钮 右刀具 电动机点动按钮 夹 紧松开手动按钮 左机快进点动按钮 左机快退点动按钮 右机快进 点动按钮 输入 代号 点编 号
输出信号 名称
输出 代号 点编
Y O
Y 1 Y 2 Y 3 Y 4 Y 5 Y 6 Y 7 Y1 O Y1 1
Y V 1 0 Y 1 2
右机快退 点动按钮
S B l 1 X 1 3 液压泵 电动机启 动接触器 K M1
Y 1 3
松开工件定位行程开关
S Q 1 X 1 4 左机刀具 电动机 启动接 触器 K M2 Y 1 4
S Q 2 X l 5 右机刀具电动机 启动接触器 K M 3
工件定位行程开关
Y 1 5
左机滑台快进结束行程 开 切削液泵电动机 关 S Q 3 X 1 6 启动接触器 K M 4 左机滑台工进结束行程开关 S Q 4 X1 7
Y V Y V Y V Y V Y V Y V Y V 转换指 1 2 Y V 3 Y V 4 7 5 6 Y V 8 9 1 O 令
工 件 定位 工 件 夹 紧 + 滑 台快进 + 滑 台工进 + 滑 台后 退 + 松 开工 件 + + + + + + S B S Q2 K P S Q3 、 S Q 6 S Q 4 、 S Q 7 S Q 5 、 S Q 8
号
S A X 0 工件夹 紧指示灯 H L
S B 1 X1 S B 2 X 2 S B 3 X 3 S B 4 X 4 S B 5 X 5 S B 6 X 6 S B 7 X 7 S B 8 X1 0 S B 9 Xl l S B 1 0 X l 2 电磁 阀 电磁 阀 电磁 阀 电磁阀 电磁阀 电磁阀 电磁阀 电磁 阀 电磁 阀 电磁 阀 Y V1 Y V 2 Y V 3 Y V 4 Y V 5 Y V 6 Y V 7 Y V 8 Y V 9
项目3 双头钻床的PLC控制系统

可编程控制器应用技术
• ①从2个流程中选择执行哪 一个流程由转移条件X1、 X4决定。 • ②分支转移条件X1、X4不 能同时接通,哪个接通, 就执行哪条分支。 • ③当S21已动作时,一旦 X0接通,程序就向S22转 移,则S21复位。因此, 即使以后X4接通,S24也 不会动作。 • ④汇合状态S26可由S23, S25中任意一个驱动。
可编程控制器应用技术
• 2.并行性分支的编程 • 并行性分支的编程与选择性分支的编程一样, 先进行驱动处理,然后进行转移处理,所有的转 移处理按顺序执行。根据并行性分支的编程方法 ,首先对S21进行驱动处理(OUT Y1),然后按第 一分支(S22、S23),第二分支(S24、S25)的顺序 进行转移处理。并行性分支的程序如图2-3-5下:
SET STL LD SET LD SET STL OUT STL OUT S0 S0 X1 S20 X2 S30 S20 Y1 S30 Y2 LD OR OUT STL LD OR OUT RET END X0 X3 S0 S30 X0 X3 S0
(a)状态转移图
(b)指令表
图2-3-8 电动机正反转控制的状态转移图和指令表
可编程控制器应用技术
• 1.根据控制要求,其I/O分配表为
序号 1 2 3 4 输入设备 停止按钮SB0(常开) 正向起动SB1(常开) 反向起动SB2(常开) 热继电器FR(常开) 输入点 X0 X1 X2 X3 序号 1 2 输出设备 正转接触器KM1 正转接触器KM2 输出点 Y0 Y1
可编程控制器应用技术
可编程控制器应用技术
图2-3-7 并行性分支、汇合流程的转化
可编程控制器应用技术
项目操作的内容与步骤
• 任务一 用步进指令设计电动机正反转的控 制程序。其控制要求如下:按正转起动按 钮SB1,电动机正转,按停止按钮,电动机 被停止;按反转起动按钮SB2,电动机反转 ,按停止按钮,电动机被停止;且热继电 器具有保护功能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘要新型组合钻床,属于机械加工用钻床。
它由工作台、安装在工作台两端及一侧的导轨,导轨与工作台的边缘平行,钻架通过吊铁和锁紧螺钉安装在导轨上;导轨上设有燕尾,钻架可在导轨上水平移动:钻架包括溜板、溜板上装有传动机构,溜板底面上设有与导轨上的燕尾相配合的燕尾槽,机械滑台上装有主支撑架,主支撑架上装有纵向机械滑台及控制系统,控制系统连接一控制活动按钮站,纵向机械滑台上装有附属支撑架,附属支撑架上通过机械滑台装有水平方向的钻削动力头。
它解决了现有的钻床加工大型零部件特别是回转体直径较大时操作不方便、加工困难等技术问题。
关键词:组合钻床,PLC,可编程控制器AbstractSummary of new type of combination drilling machine, belonging to the mechanical drill for machining. It by table, and installed in table ends and the side of guide, guide and table of edge parallel, drill frame through hanging iron and lock tight screws installed in Guide Shang; guide Shang has Yan tail, drill frame can in Guide Shang level moved: drill frame including slipped plate, and slipped plate Shang with drive body, slipped plate end of surface Shang has and guide Shang of Yan tail phase tie of Yan tail slot, machinery sliding on with main support frame, main support frame Shang with vertical machinery sliding Taiwan and the control system, control system connection a control activities button station, Vertical mechanical sliding bench is equipped with satellite support, subsidiary supports through the mechanical slide unit equipped with horizontal drilling power head. It solves the existing drilling of large diameter of parts in particular Rotary operation is not convenient to larger, processing difficulties, and other technical issues.Key words: combined drilling, PLC programmable controller目录一. 绪论.....................................................1课题背景 ................................................2组合机床的概述...........................................3双面组合钻床的介绍.........................................4 PLC的简介.................................................二.双面钻孔组合机床控制概述.....................................1双面钻孔组合机床主电路图.................................2双面钻孔组合机床的工作流程图..........................3 双面钻孔组合机床控制过程三.双面组合机床工作原理图........................................1系统启动....................................................2液压回路启动................................................3工件定位....................................................4工件的夹紧..................................................5滑台快进....................................................6滑台工进................................................... 7滑台快退................................................... 8松开工进................................................... 9拔定位销................................................... 10点动按钮..................................................11综述工作原理..............................................四.双面钻孔组合机床PLC设计....................................1输入输出点的分配...........................................2 PLC的选择.................................................3双面钻孔组合机床PLC控制接线图.............................五.双面钻孔组合机床PLC控制程序................................ 1设计双面钻孔组合机床自动控制图................................2设计双面钻孔组合机床PLC总控制梯形图.......................六.小结.......................................................... 七.参考文献...................................................... 八.致谢..........................................................1. 绪论1.1 课题背景随着生产的发展,产品精度的提高,机床加工的自动化程度也越来越高。
数控机床,加工中心已构成现代加工方法之代表。
但是根据我国的实际情况,对现有机床进行全部更新换代,几乎是不可能的。
因此为提高机床的生产率,改善工人的劳动条件,提高一般机床切削加工的自动化程度,提高控制系统的可靠性,对现有机床进行PC 改造仍然具有非常现实的意义,正是利用了PC 控制技术具有功能强,速度快,可靠性高,经济实用等特点,针对双面组合钻床的控制部分进行了改造,并分析了系统的性能。
1.2 组合机床的概述组合机床及其自动线是集机电于一体的综合自动化程度较高的制造技术和成套工艺装备。
它的特征是高效、高质、经济实用,因而被广泛应用于工程机械、交通、能源、军工、轻工、家电等行业。
我国传统的组合机床及组合机床自动线主要采用机、电、气、液压控制,它的加工对象主要是生产批量比较大的大中型箱体类和轴类零件,完成钻孔、扩孔、铰孔,加工各种螺纹、镗孔、车端面和凸台,在孔内镗各种形状槽,以及铣削平面和成形面等。
随着技术的不断进步,一种新型的组合机床——柔性组合机床越来越受到人们的青睐,它应用多位主轴箱、可换主轴箱、编码随行夹具和刀具的自动更换,配以可编程序控制器(PLC),数字控制(NC)等,能任意改变工作循环控制和驱动系统,并能灵活适应多品种加工的可调可变的组合机床。
1.3 双面组合钻床的介绍双面组合钻床是一种钻削较厚工件的加工钻床,加工要求双面同时钻削,并同轴钻孔,加工精度要求高,采用传统的继电器----接触器控制,要用大量的中间继电器,时间继电器,计数器,存在线路复杂,故障率高,控制柜体积大,成本高等特点,而采用可编程控制器S7-200,不仅可以提高控制系统的可靠性,降低运行故障率,而且改变程序即可实现不同工件的加工钻削工艺要求,充分发挥组合钻床的多种加工功能。
1.4 PLC 简介1.4.1 PLC 定义PLC 即可编程控制器(Programmable Logic Controller)是指以计算机技术为基础的新型工业控制装置。
在1987 年国际电工委员,InternationalElectrical Committee 颁布的PLC 标准草案中对PLC 做了如下定义;PLC 英文全称Programmable Logic Controller,中文全称为可编程逻辑控制器,定义是:一种数字运算操作的电子系统,专为在工业环境应用而设计的。
它采用一类可编程的存储器,用于其内部存储程序,执行逻辑运算,顺序控制,定时,计数与算术操作等面向用户的指令,并通过数字或模拟式输入/输出控制各种类型的机械或生产过程。
PLC 是可编程逻辑控制电路,也是一种和硬件结合很紧密的语言,在半导体方面有很重要的应用,可以说有半导体的地方就有PLC。
1.4.2 PLC 基础知识PLC 的发展历程在工业生产过程中,大量的开关量顺序控制,它按照逻辑条件进行顺序动作,并按照逻辑关系进行连锁保护动作的控制,及大量离散量的数据采集。
在传统上,这些功能是通过气动或电气控制系统来实现的。
PLC 最基本最广泛的用于开关量的逻辑控制,它取代传统的继电器电路,实现逻辑控制,顺序控制,既可用于单台设备的控制,也可用于多机群控及自动化流水线。
如注塑机,印刷机,订书机,组合机床,磨床,包装等。