模具设计输入表
模具设计所需要的表格
备注
h1——凸模凹进卸料板高度1mm h2——凸模冲裁后进入凹模高度2mm t——材料厚度 h——卸料板工作行程 h凸——凸模修磨量(5mm) H自由=H/(0.25——0.3) H预=(0.10~0.15)H自由 n——橡胶个数
d——内径 p——单位面积产生的压力
橡胶的安装高度
H安=H自由- H预
卸料板槽设计
橡胶的设计步骤
项目 卸料板工作行程 h
公式 h= h1+ h2+t
橡胶工作行程H
H=h+ h凸
橡胶自由高度H自由 橡胶的预压缩量H预 每个橡胶承受预压缩力Fxy 橡胶的外径D
H自由=(3——4)H H预=15% H自由 Fxy= F卸/n D=
校核橡胶自由高度
0.5≤H自由/D≤1.5
确定搭边表格——排样
卸料力、推件力、顶件力系数
冲件材料
纯铜、黄铜 铝、铝合金
Kx
0.02~0.06 0.025~0.08
KT
KD
0.03~0.09 0.03~0.07
0.03~0.09 0.03~0.07
钢 (料厚 t/mm)
约0.1 > 0.1~0.5 > 0.5~2.5 > 2.5~6.5 > 6.5
300 420 630 150 300 200 80
50 70 230 300 30°
420 570 860 310 450 400 80
50 70 360 400 25°
380 540 800 230 360 280 100 200 60 80 350 370 30°
J23— 10 0
1000 130 38
J23— 1 2 5
压铸模具设计开发输入评审表
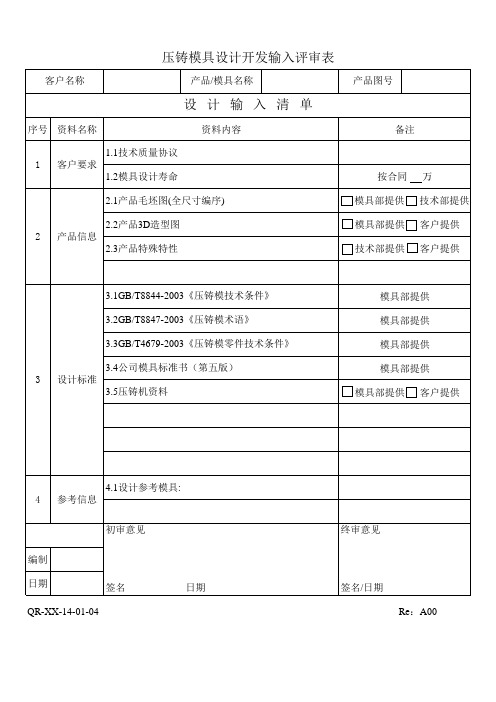
初审意见
编制
日期
签名
Re:A00
压铸模具设计开发输入评审表
客户名称
产品/模具名称
设计输入清单
序号 资料名称
资料内容
1.1技术质量协议 1 客户要求
1.2模具设计寿命
2.1产品毛坯图(全尺寸编序)
2.2产品3D造型图 2 产品信息
2.3产品特殊特性
产品图号
备注
按合同 万 模具部提供 技术部提供 模具部提供 客户提供 技术部提供 客户提供
3.1GB/T8844-2003《压铸模技术条件》
3.2GB/T8847-2003《压铸模术语》
3.3GB/T4679-2003《压铸模零件技术条件》
3.4公司模具标准书(第五版) 3 设计标准
3.5压铸机资料
模具部提供 模具部提供 模具部提供 模具部提供 模具部提供 客户提供
4.1设计参考模具: 4 参考信息
模具设计排程表
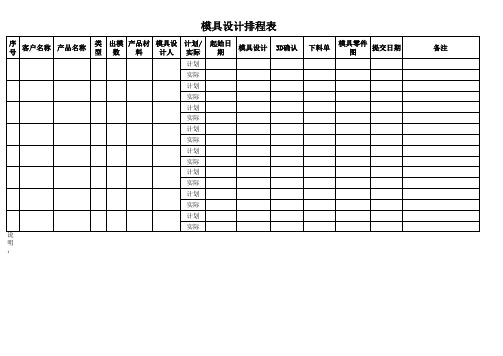
设计部主 管:
模具主 管:
模具设计排程表
序 号
客户名称
产品名称
类 出模 产品材 模具设 计划/ 型 数 料 计人 实际
起始日 期
模具设计3D确认来自计划实际 计划实际
计划
实际
计划
实际 计划
实际
计划
实际
计划
实际 计划
实际 说 明 :
下料单
模具零件 图
提交日期
备注
设计部接 到模具部 生产订单 应立即安 排.对产品 1 结构.生产. 加工进行 分析.按计 划进度完 成.每延时 一天按100 当模具设 计过程 中,如有 差错,须 设计人员 和设计主 2 管共同承 担责任.责 任人方根 据具体损 失的费用 20%计算.这 20%的损失 模模具结 构.模具零 件图等下 发前,设 计员未经 3 设计主管 和模具主 管审核签 字,出现 差错,后 由模具设
模具设计-模具仓报表728 精品

入子拼板 上模座 上垫板1 上垫板2 上夹板1 上夹板2 止挡板1 止挡板2 脱料板1 脱料板2 下模板1 下模板2 下垫板1 下垫板2 下模座 下垫脚 下托板 冲头备料 下模入块备料1 下模入块备料2 导料垫块 导料托板 导料板
上模挂钩 下模仁镶块5 下模仁镶块6 下模仁镶块3 下模仁镶块4
上模座 上垫板 上模仁镶块 上导柱垫块 上模顶料块 下模仁镶块 压力圈 下垫块 下模座 下垫脚 下底板 顶料板 定位块 定位键 上模座
50148
50148 50148 50149 50149
鑫祥利 鑫祥利 鑫祥利 鑫祥利 鑫祥利 鑫祥利 鑫祥利 鑫祥利 鑫祥利 鑫祥利 鑫祥利 鑫祥利 鑫祥利 鑫祥利 鑫祥利 鑫祥利 鑫祥利 鑫祥利 鑫祥利 鑫祥利 鑫祥利 百禄 百禄 百禄 百禄 百禄 百禄 百禄 百禄 百禄 百禄 百禄 百禄 百禄 百禄 百禄 百禄 百禄 百禄 百禄 百禄
45# CR12 CR12 45# CR12 45# 45# 45# 45# 45# 45# CR12 45# CR12MOV CR12MOV 45# CR12MOV CR12MOV CR12MOV CR12MOV CR12MOV 45# 45# 45# 45# CR12MOV CR12MOV 45# CR12MOV 45# 45# 45# 45# 45# CR12MOV CR12MOV 45# 45# 45# CR12MOV CR12 CR12MOV CR12 起吊牙 CR12 CR12MOV
欧本
欧本 欧本 欧本 欧本
异形冲头镶块
异形冲头镶块 异形冲头镶块
上模座 上垫板
45# 45# 45# 45# 45# 45# 45# 45# CR12MOV CR12MOV CR12MOV CR12MOV CR12MOV 45# 45# 45# 45# 45# 45# 45# 45# 45# 45# 45# 45# CR12 SKD11 SKD11 CR12MOV CR12MOV CR12MOV CR12MOV CR12MOV 45# 45# CR12 CR12 CR12 45# 45# 45#
设计开发输入清单
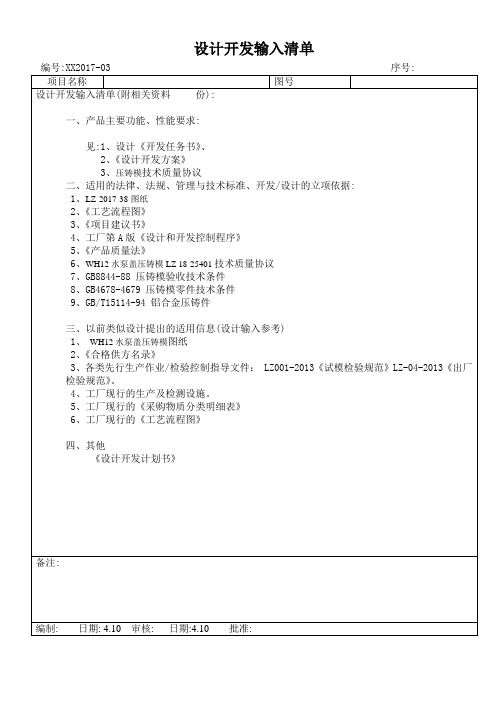
编号:XX2017-03 序号:
项目名称
图号
设计开发输入清单(附相关资料 份):
一、产品主要功能、性能要求:
见:1、设计《开发任务书》、
2、《设计开发方案》
3、压铸模技术质量协议
二、适用的法律、法规、管理与技术标准、开发/设计的立项依据:
1、LZ-2017-38图纸
2、《工艺流程图》
1、WH12水泵盖压铸模图纸
2、《合格供方名录》
3、各类先行生产作业/检验控制指导文件: LZ001-2013《试模检验规范》LZ-04-2013《出厂检验规范》。
4、工厂现行的生产及检测设施。
5、工厂现行的《采购物质分类明细表》
6、工厂现行的《工艺流程图》
四、其他
《设计开发计划书》
备注:
编制:日期: 4.10审核:日期:4.10批准:
3、《项目建议书》
4、工厂第A版《设计和开发控制程序》
5、《产品质量法》
6、WH12水泵盖压铸模LZ 18-25401技术质量协议
7、GB8844-88 压铸模验收技术条件
8、GB4678-4679 压铸模零件技术条件
9、GB/T15114-94 铝合金压铸件
三、以前类似设计提出的适用信息(设计输入参考)
模具设计输入信息

Air system 气动系统 adaptor nipple (make & type) 接头品牌/型号 thread for adaptor nipple 接头螺纹规格 air tube diameter(min/max)气管直径(外径) connectors recessed(yes or no)管接头是否沉入模板 Injection machine 注塑机 Injection machine (make & type) 注塑机品牌/规格 clamping force in kN 最大锁模力 type of screw and diameter 螺杆直径 machine nozzle radius(dimension requested) 喷嘴球半径 machine nozzle orifice diameter Ø喷口直径 location ring fixed half Ø定模定位圈直径 location ring moveable half Ø动模定位圈直径 distance between tie bars horizontal Tie bar 水平间距 distance between tie bars vertical Tie bar 垂直间距 minimum moldthickness 最小模厚 maximum moldthickness 最大模厚 opening position 开模行程 thread diameter in machine platen 墙板螺纹直径 machine ejector rod location 机器顶出杆位置 thread diameter in ejector fixation 顶出杆连接螺纹 Reference 附件 injection material data sheet 塑脂原料物性表 injection machine drawing(moving/fixed platen) 注塑机模板图纸 customer's mould specification 客户模具规范
设计输入输出评审表
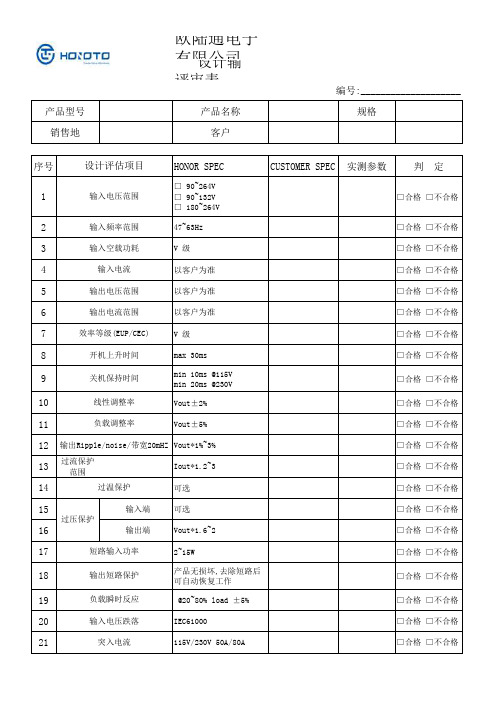
欧陆通电子有限公司设计输 评审表产品名称规格客户序号HONOR SPECCUSTOMER SPEC 实测参数判 定1□ 90~264V □ 90~132V □ 180~264V □合格 □不合格247~63Hz □合格 □不合格3V 级□合格 □不合格4以客户为准□合格 □不合格5以客户为准□合格 □不合格6以客户为准□合格 □不合格7V 级□合格 □不合格8max 30ms □合格 □不合格9min 10ms @115V min 20ms @230V □合格 □不合格10Vout±2%□合格 □不合格11Vout±5%□合格 □不合格12Vout*1%~3%□合格 □不合格13过流保护范围Iout*1.2~3□合格 □不合格14可选□合格 □不合格15 输入端可选□合格 □不合格16 输出端Vout*1.6~2□合格 □不合格172~15W□合格 □不合格18产品无损坏,去除短路后可自动恢复工作□合格 □不合格19 @20~80% load ±5%□合格 □不合格20IEC61000□合格 □不合格21115V/230V 50A/80A□合格 □不合格突入电流开机上升时间关机保持时间线性调整率编号:____________________产品型号销售地设计评估项目负载瞬时反应输入电压跌落输入电压范围输出短路保护过温保护过压保护短路输入功率输入空载功耗输入电流输出电压范围输入频率范围输出电流范围效率等级(EUP/CEC)负载调整率输出Ripple/noise/带宽20mHZNote:1.当用做设计输入评审表时,实测参数栏与判定栏不用填.2.当用做设计输出评审表时,实测参数栏与判定栏必须填.生产资源评审部分不用填.3.当客户无要求时,则以我司标准制作.制 定:审 核:核 准: FO-KF01-01 版次:A/1。
设计输入检查表
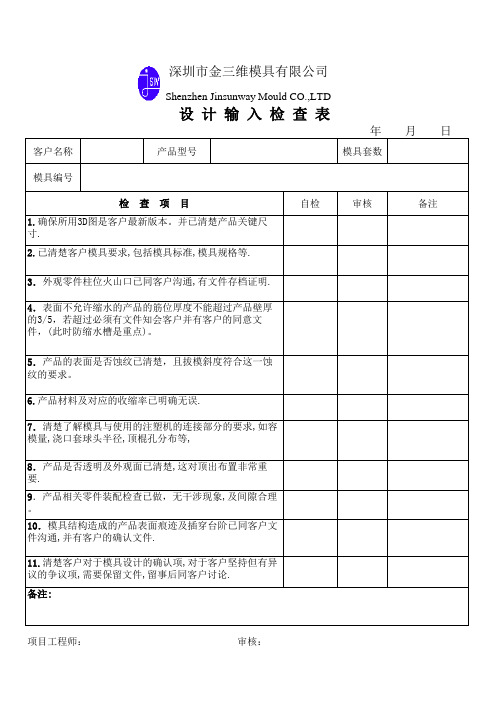
客户名称产品型号模具套数模具编号
自检审核备注6.产品材料及对应的收缩率已明确无误.
7.清楚了解模具与使用的注塑机的连接部分的要求,如容模量,浇口套球头半径,顶棍孔分布等,
8.产品是否透明及外观面已清楚,这对顶出布置非常重要.
9.产品相关零件装配检查已做,无干涉现象,及间隙合理。
项目工程师: 审核:备注:10.模具结构造成的产品表面痕迹及插穿台阶已同客户文件沟通,并有客户的确认文件.
11.清楚客户对于模具设计的确认项,对于客户坚持但有异议的争议项,需要保留文件,留事后同客户讨论.
检 查 项 目
1.确保所用3D图是客户最新版本。
并已清楚产品关键尺寸.
2.已清楚客户模具要求,包括模具标准,模具规格等.
3.外观零件柱位火山口已同客户沟通,有文件存档证明.
4.表面不允许缩水的产品的筋位厚度不能超过产品壁厚的3/5,若超过必须有文件知会客户并有客户的同意文
件,(此时防缩水槽是重点)。
5.产品的表面是否蚀纹已清楚,且拔模斜度符合这一蚀纹的要求。
深圳市金三维模具有限公司
Shenzhen Jinsunway Mould CO.,LTD
设 计 输 入 检 查 表
年 月 日。
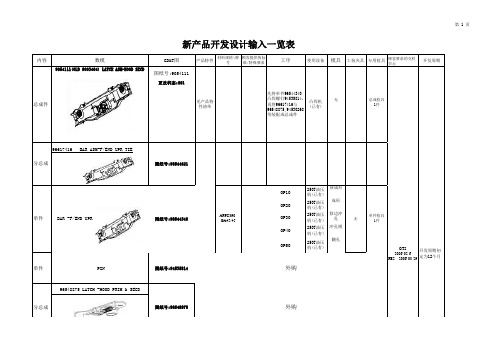
新产品开发设计输入一览表
先将单件96544340
凸焊螺钉94535814. 再将96617416与 96548875,94530268
凸焊机 (已有)
无
等装配成总成件
总成检具 1件
第1页
96617416 BAR ASM-F/END UPR TIE 分总成
图纸号:96544621
单件
BAR -F/END UPR TIE
图纸号:96544340
新产品开发设计输入一览表
内容
数模
9054111(OLD 9003404) LATCH ASM-HOOD SECD
总成件
GD&T图
产品特性
材料规格\牌 号
顾客提供的标 准/特殊要求
图纸号:9054111
更改状态:001
工序
使用设备 模具 工装夹具 专用检具 顾客要求的交样 开发周期
节点
见产品特 性清单
外购 外购 外购 外购 外购
内容
数模
GD&T图
产品特性
材料规格\牌 号
顾客提供的标 准/特殊要求
工序
使用设备 模具 工装夹具 专用检具 顾客要求的交样 开发周期
节点
第3页
无
单件检具 1件
250T油压 冲孔模
机(已有)
250T油压 机(已有)
翻孔
OTS
开发周期初
2006-02-6 FE2 2006-03-29
定为12个月
外购
外购
分内总容成
数模
单件 单件 单件 单件 单件
BOLT MOUNT-RAD UPR CLIP-HOOD PRIM LAT REL CBL NUT-RAD UPR MTG PNL
模具设计参数表

模具设计参数表表3-1 搭边值与侧边值的数值材料厚度t(mm)圆件及r>2t圆角矩形边长l≤50 矩形边长>50或圆角≤2t 工件间a1侧边a 工件间a 侧边a1工件间a1侧边a0.25以下 1.8 2.0 2.2 2.5 2.8 3.0 0.25~0.5 1.2 1.5 1.8 2.0 2.2 2.5 0.5~0.8 1.0 1.2 1.5 1.8 1.8 2.00.8~1.2 0.8 1.0 1.2 1.5 1.5 1.81.2~1.5 1.0 1.2 1.5 1.8 1.92.01.6~2.0 1.2 1.5 1.8 2.0 2.0 2.22.0~2.5 1.5 1.8 2.0 2.2 2.2 2.52.5~3.0 1.8 2.2 2.2 2.5 2.5 2.83.0~3.6 2.2 2.5 2.5 2.8 2.8 3.23.5~4.0 2.5 2.8 2.8 3.2 3.2 3.54.5~5.0 3.0 3.5 3.5 4.0 4.0 4.5表4-3 规则形状冲裁凸、凹模制造极限偏差材料厚度t/mm基本尺寸/mm-10 >10~50 >50~100 >100~150 +δd﹣δp+δd﹣δp+δd﹣δp+δd﹣δp0.4 +0.006 -0.004 +0.006 -0.004 ————0.5 +0.006 -0.004 +0.006 -0.004 +0.008 -0.005 ——0.6 +0.006 -0.004 +0.008 -0.005 +0.008 -0.005 +0.010 -0.0070.8 +0.007 -0.005 +0.008 -0.006 +0.010 -0.007 +0.012 -0.0081.0 +0.008 -0.006 +0.010 -0.007 +0.012 -0.008 +0.015 -0.010 1.2 +0.010 -0.007 +0.012 -0.008 +0.017 -0.010 +0.017 -0.012 1.5 +0.012 -0.008 +0.015 -0.010 +0.020 -0.012 +0.020 -0.0141.8 +0.015 -0.010 +0.017 -0.012 +0.025 -0.014 +0.025 -0.0172.0 +0.017 -0.012 +0.020 -0.014 +0.030 -0.017 +0.029 -0.0202.5 +0.023 -0.014 +0.027 -0.017 +0.035 -0.020 +0.035 -0.0233.0 +0.027 -0.017 +0.030 -0.020 +0.040 -0.023 +0.040 -0.027表4-1 落料、冲孔模具刃口初始间隙材料名称45T8、T7(退火)磷青铜(硬)铍青铜(硬)10、15、20冷轧带钢30钢板H62、H68(硬)LY12、硅钢片Q215、Q235 08、10、15H62、H68(半硬)纯铜磷青铜铍青铜(软)H62、H68(软)纯铜(软)3A21、5A02 1060、1050A 1035、12008A06、2A12力学性能HBS≥190σb≥600MPa HBS=140~190σb≥400~600MPa HBS=70~140σb≥300~400MPa HBS≤70σb≤300MPa厚度初始间隙Z min ZmaxZminZmaxZminZmaxZminZmax0.1 0.015 0.035 0.01 0.03 ————0.2 0.025 0.045 0.015 0.035 0.01 0.03 ——0.3 0.04 0.06 0.03 0.05 0.02 0.04 0.01 0.03 0.5 0.08 0.10 0.06 0.08 0.04 0.06 0.025 0.0450.8 0.13 0.16 0.10 0.13 0.07 0.10 0.045 0.0751.0 0.17 0.20 0.13 0.16 0.10 0.13 0.065 0.095 1.2 0.21 0.24 0.16 0.19 0.13 0.16 0.075 0.105 1.5 0.27 0.31 0.21 0.25 0.15 0.19 0.100.141.8 0.34 0.38 0.27 0.30 0.20 0.24 0.13 0.172.0 0.38 0.42 0.30 0.34 0.22 0.26 0.14 0.18表4-2 磨损系数材料厚度t/mm非圆形工件x值圆形工件x值1 0.75 0.5 0.75 0.5工件公差Δ/mm1 <0.16 0.17~0.35 ≥0.36 <0.16 ≥0.16 1~2 <0.20 0.21~0.41 ≥0.42 <0.20 ≥0.20 2~4 <0.24 0.25~0.49≥0.50 <0.24 ≥0.24>4 <0.30 0.31~0.59 ≥0.60 <0.30 ≥0.30。
设计输入-输出评审表
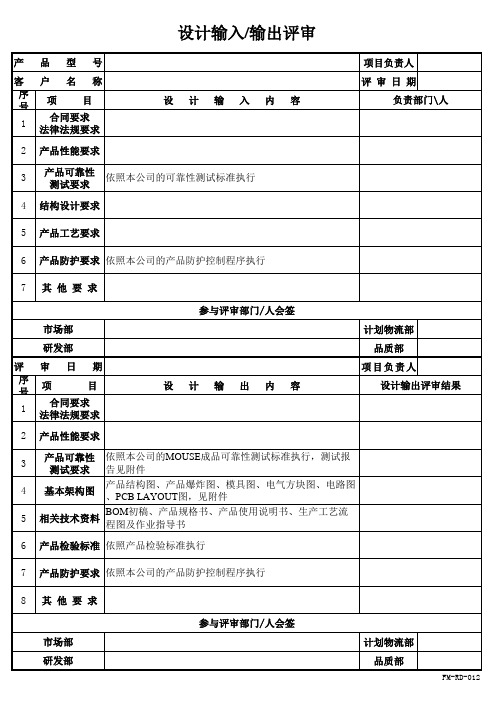
产 客 序号 1 2 3 4 5 6 7 品 户 项 型 名 号 称 目 设 计 输 入 内 容 项目负责人 评 审 日 期 负责部门\人
合同要求 法律法规要求 产品性能要求 产品可靠性 测试要求 结构设计要求 产品工艺要求 产品防护要求 依照本公司的产品防护控制程序执行 其 他 要 求 参与评审部门/人会签 市场部 研发部 计划物流部 品质部 期 目 设 计 输 出 内 容 项目负责人 设计输出评审结果 依照本公司的可靠性测试标准执行
项目负责人评审日期序号项目设计输入内容1合同要求法律法规要求2产品性能要求3产品可靠性测试要求依照本公司的mouse成品可靠性测试标准执行4结构设计要求5产品工艺要求6产品防护要求依照本公司的产品防护控制程序执行7其他要求计划物流部品质部项目负责人序号项目设计输出内容1合同要求法律法规要求2产品性能要求3产品可靠性测试要求依照本公司的mouse成品可靠性测试标准执行测试报告见附件产品结构图产品爆炸图模具图电气方块图电路图pcblayout图见附件4基本架构图5相关技术资料bom初稿产品规格书产品使用说明书生产工艺流程图及作业指导书6产品检验标准依照产品检验标准执行7产品防护要求依照本公司的产品防护控制程序执行8其他要求计划物流部品质部fmrd012参与评审部门人会签市场部研发部设计输出评审结果评审日期产品型号客户名称负责部门人设计输入输出评审市场部研发部参与评审部门人会签
产品检验标准 依照产品检验标准执行 产品防护要求 依照本公司的产品防护控制程序执行 其 他 要 求 参与评审部门/人会签 市场部 研发部 计划物流部 品质部FM-RD-012 Nhomakorabea评
审
日
序号 项 1 2 3 4 5 6 7 8
合同要求 法律法规要求 产品性能要求 产品可靠性 测试要求 基本架构图 相关技术资料 依照本公司的MOUSE成品可靠性测试标准执行,测试报 告见附件 产品结构图、产品爆炸图、模具图、电气方块图、电路图 、PCB LAYOUT图,见附件 BOM初稿、产品规格书、产品使用说明书、生产工艺流 程图及作业指导书
模具设计检查表
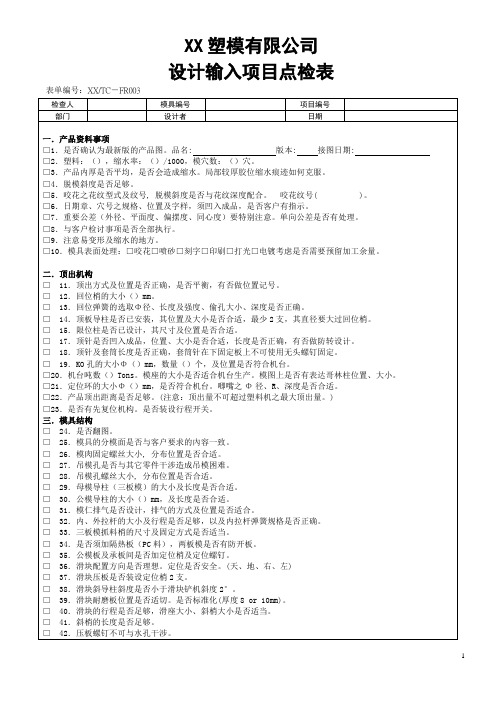
□54.针点状胶口、香蕉胶口等是否做了凹形位。
□55.三板模之流道以机械手取出时,是否要设计机械手之抓水口。
□56.顶出行程是否足够。牛角浇口时, 顶出行程是否足够。
□57.水口之二次加工是否容易。
五.冷却系统
□58.冷却水路大小( ),是否足够,且平衡。注意不可与任何零件干涉而产生破孔。
□4.脱模斜度是否足够。
□5.咬花之花纹型式及纹号, 脱模斜度是否与花纹深度配合。咬花纹号( )。
□6.日期章、穴号之规格、位置及字样,须凹入成品,是否客户有指示。
□7.重要公差(外径、平面度、偏摆度、同心度)要特别注意。单向公差是否有处理。
□8.与客户检讨事项是否全部执行。
□9.注意易变形及缩水的地方。
编制/日期审核/日期批准/日期:
□65.是否放置产品3D示意图于装配图。
□66.是否放置流道及浇口放大图。
□67.BOM表上的资料是否正确。
□68.模具零件部号、名称、材质、数量是否正确,是否需要热处理。
□69.图面是否全部放置于指定位置。
□70.图面是否依1∶1的实际尺寸绘制,并存档于电脑中。
* 打“√”表示该项目通过打“×”表示该项未能通过打“/”表示未涉及此项目
□48.流道的大小是否合理:□圆形直径,□U形,□梯形规格,是否平衡。
□49.唧嘴流道下端冷料井形状、尺寸是否合适。(冷料井深度为下径之1.5~2倍)。
□50.主流道的冷料段长度为2倍流道直径。
□51.浇口之大小,位置、点数等是否合适。平衡进胶是否考虑了。结合线位置是否合适。
□52.流道取出方式大小Φ()mm,是否符合机台。唧嘴之Φ径、R、深度是否合适。
设计输入条件模板
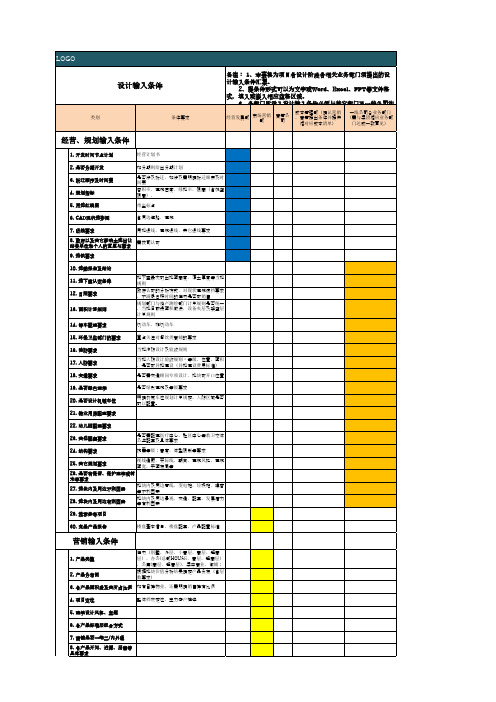
入 车配比要求
条 5. 拟持有物业主力店要求 件
6. 拟持有物业主力铺位尺寸要 求
1. 拟持有物业分布微调
各类型持有物业位置分布(含商管物管办公 用房)
2. 拟持有物业分隔要求(面积 段)、拟定业态及预留要求
明确铺位划分;明确餐饮、户外广场、中岛 等需要预留给排水、电气、烟道、空调、燃 气、隔油池的业态要求及分布位置;
求
车尺寸;明确卸货车位数量
9. 社会车流线及上落客区位置 及要求
10. 其它建议
成本输入条件
1.《方案阶段成本控制建议》
2.《施工图阶段成本控制建议 》 3. 供货周期长材料及设备预警 提示
成本配置限额(建筑、景观、室内硬装、室 内软装)
成本配置限额(建筑、景观、室内硬装、室 内软装)
物业输入条件
1. 岗亭位置、道闸位置、门禁 位置
18. 是否配置恒氧恒净
19. 景观设计风格、主题
20. 景观功能需求(球场、草坪 、儿童乐园、亭子等) 21. 水景范围、面积、是否泳池 (浅水/深水) 22. 景观功能需求(球场、草坪 、儿童乐园、亭子等)
23. 是否配置风雨连廊
24. 是否精装修交楼
精装是否使用尚品宅配
25. 室内设计风格、主题
含大堂、走廊等公共区域要求
26. 其它建议
商管输入条件
1. 拟持有物业类型、面积配比 持有业态类型(各主力店、集中商业、商铺
第 及初步分布
、地下室、车位)面积占比及初步分布位置
一 2. 拟持有物业柱网尺寸、层高
轮 3. 拟持有物业主要出入口 输
含人行、车行主要出入口、购物中心形象出 入口
4. 拟持有物业机动车及非机动
相对应成本清单)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
6.模具材质:
5.模胚类型:1.客注塑机型号:KM 3200 MX HYS试模机台:2800T
注射机最大注射重量为 15
KG ;
注射机最大锁模力 2500T
Ton ;
注射机最大开合距离为3100 mm
模具信息6.注塑机台码模型式为:
7.注塑辅助要求:
注射机顶出行程为
400mm ;
顶出力为 Ton ;
顶出形式: ;
顶棍孔直径 mm
;
6.外观分型线与镶拼线段差要求在 0.02
mm
以内;前后模分型线要求:7.产品外观缺陷要求,熔接线要求:
2.注射机定位环孔直径为
100mm ;喷嘴球面半径SR 为
25 mm ;喷嘴孔直径为
5 mm ;
3.注射机导柱内侧间距为 2250 mm*
1800 mm ;
最大 容模厚度2000 mm ; 最小容模厚度1100 mm ;
产品变形要求: 产品表面印痕/亮斑要求:
缩水要求:模具设计输入评审表
1.产品材料:PP 黑色 材料供应商:HIFAX HSBM CB 1158 G & LYONDELLBASELL 材料缩水率:0.95%
2.产品表面要求: 可行否?
炮嘴伸入模具浇口套配合面的距离为 mm;
气压压力要求: Kgf,油压压力要求: 8 Kgf;
顶出孔(K.O)位置需用 组,分别为:
接流道接线盒品牌:接线盒安装位置:非操作者一侧上方(详细品牌见第二页备注).
2.热流道品牌:
注射机油路总接头型号为NITTO ,尺寸为3HS ;水路总接头型号为NITTO,尺寸为12S/12S ;
5.注射机取件形式:
4.注射机油路组数为 组;注塑机可直接接出水路组数有 组;
热流道要求:9.模具设计成本应控制在 万元以内;3.产品成型周期 60Sec ,产品生产量 50 万啤;模穴数为:1*1 合理否?4.客户是否提供参考样件?5.客户图档信息:8.T1试模时间:2010.06.15
是否需要电磁阀和提供感温箱及控制箱?
成型机信息
1.流道类型:
走胶平衡要求产品对称位充填时间差值在sec 以内;可行不可行,改善方案:外观件内装件
外观蚀纹,蚀纹角度要求在 5 度以上;外观喷漆(喷油);
外观纹理需在模具上电铸处理;产品成型后需二次烘烤处理;
产品表面需做蒙皮或热压布料成型;外观电镀处理;产品外观要求做高光或镜面;
合理不合理,建议:
直浇口侧浇口需要增加截流块及顺序控制不提供提供,提供样件日期:2010-03-10
3D 档最终数据,格式为:CATIA 来档时间:2010-01-25
2D 档最终数据,格式为: 来档时间:
客户有明确的尺寸公差和装配要求,产品优化时要校正;*注意客户提供的原始图档CATIA上相关技术要求
需同时兼容注塑机型号为:
机械手取件人工取件自动脱落冷流道热流道Synventive YUDO MoldMaster SINO Other :HRS 顺序阀普通敞开式热嘴普通尖点式热嘴二板模三板模
迭层模板钢材:LUCCINI ISO 1.2738B 板钢材: LUCCINI ISO 1.2738
其它模胚板钢材:顶针背板1.2312 ,定位圈1.0401(CH58-60HRC )其它1.17CAVITY 钢材:CORE 钢材:行位与斜顶钢材:韩国738
前/后镶件钢材:韩国738隔水片品牌/型号与材质:铜质深腔散热镶件用材料:铍铜
行位压板材质:铜加石墨自动切除人工去除
不允许允许,接受长度范围: mm ;不允许允许,接受范围:
不允许允许,接受范围:
不允许可接受的范围:
合理不合理,建议:
气压油压
客供最大外形线行位/斜顶座底耐磨片材质:铜加石墨
止口/精定位硬片材质:公司标准普通码模块码模液压码模,其相关尺寸附图提供快速码模(CRO),其相关附图提供磁力码模,其相关附图提供
控制良好,流道平衡,不允许拉丝;可时间控制
细水口热流道模分型面承压耐磨片材质:公司标准双色模 氮气辅助注塑蒸汽辅助注塑Mucell辅助注塑
其它模胚板钢材: 1.1730 参考S50C 第 1 页QP-36-F5 A1
e: 附集水块资料一份及客户注塑机资料一份.路径:project\陈美斌\印度MMDL\NITTO集水块资料 及 IMM data注塑机资料 f: 需特别注意客户提供的原始图档上的公差配合及其它要求,此项作为产品的重要依据.此模具一切以质量及客户标准为主.12.运水Cooling:16.模具其它要求:
排气设计标准参照:分型线接触面25~50mm外避空,可参考FORD及Faurecia标准. 行程开关品牌:2 No.Omron Switch- Z15GQ22-B, 行程开关接线盒品牌:3Pin Connector(09 20 003 2711)
f .客户图档确认方式? a: 附客户模具标准资料(中英文版),路径:project\陈美斌\印度MMDL\M100064\#1082 FRONT BUMPER (FORD)客户模具标准-M100064
b: 模具前后码模板要求尺寸必须在公差范围内,请设计出图时必须标注公差.制作必须提供相应的检测报告给项目.资料路径:project\陈美斌\印度MMDL\快速码模板要求100111
c: 模具试模,每次用客户指定的塑胶原料试模后,产品必须检测且在两天内提供相应客户的检测报告.样件空运至客户指定地点. e .客户是否需要审批最终设计图后才能加工? a .客户是否提供模具规格书? b .客户是否要求提供模流分析? c .客户是否提供技术标准? d .客户是否需要审批模图初稿后才能订购模胚料及模具呵芯料?8.标准件(顶针/司筒)品牌:
弹弓品牌:
13.顶针板复位方式:
9.钢材硬度处理: 前模冷却水回路要求 组;后模冷却水回路要求 组;每组水路流程控制在 m以内;
10.倒扣处理方式:
行位限位装置: 油缸的品牌:HPS(VSM / SP2)
每组水路水压要求: 8 Kgf; 水路过孔直径要求: 15mm;水路离胶位面最小距离要求 mm;
集水块总进/出水咀(与成型机匹配)品牌是NITTO KOHKI ,规格是:12P/12P 蓝进红出
11.产品顶出方式: 氮气弹簧品牌: 计数器品牌:7 Digit (PROGRESSIVE) 感温针品牌:
油咀/油管接头的品牌与规格:NITTO--- 3HP
油管品牌:公司标准 油管要求耐高压在 160 Mpa以上;
15.备件要求:顶针 %,司筒 %,弹弓 %,防水胶圈 %,运动件下耐磨片 %;
J: 附客户T6项目所有模具标准及模具开发要求各一份,路径:project\陈美斌\印度MMDL\MATE Mold std Rev.3模具标准 及Tooling Development Terms模具开发要求
d: 第一次试模前,模具前后模必须按客户要求进行三元次检测并提供检测报告,公差要求按模具标准资料要求.
14.模胚上水咀攻牙标准:
水路离顶针/司筒/斜顶孔壁最小距离为 mm;
集水块品牌:公司标准 ; 密封圈品牌:Hasco ;
水咀/水管接头的品牌:NITTO--KO3PH / KO3SH,规格是:3/8"BSPT;集水块自制用材质: 集油块品牌: 无 集油块自制用材质: 分油压器品牌:无
集油块总进出油咀(与成型机匹配)品牌是:NITTO ;规格是:3HP
水管品牌: 东洋克斯水管 水管要求耐高压在 Mpa以上;
I:模具需提供水路流向示意图(立体式表现出来各部分的水路流向),前模部分/后模部分/行位及集水块部分.
18
.其它要求:
17.特别要求:
K:吊环用RUD或其它能360度旋转的。
数量4个。
吊环孔的深度必须足够深。
g:热流道阀针控制方式,用气压式,电压24V,接线方式是加热与感温分开,加热及电磁阀接头用HARTING - HAN16 E
(0933*******),感温用HARTING - HAN16 E - J TYPE (0933*******),详见客户模具标准. (请购热流道时必须考虑此项信息)
h:注意此模具用BSPT牙,详见客户标准,特别要求制作需用专用丝攻.****** 水路堵头用NITTO 3/8 BSPT.
前模呵芯硬度要求HRC
,需经 处理;后模呵芯硬度要求HRC ,需经 处理;
运动件型材硬度要求HRC58~62,大件氮华处理,小件整体热处理
LKM FUTUBA Others :模具结构确定公制英制
DME 滑块抽芯斜顶抽芯油缸抽芯
弹块抽芯/斜T 槽抽芯DAIDO HASCO OTHER :DIN STD 冻水热油蒸汽弹簧机械式先复位机构油缸强复位氮气弹簧
公制细牙公制细牙,螺距为 mm;英制BSP 否(N)
是(Y),何时提供:2010-02-01是(Y),何时提供:2010.02.02否(N)
否(N)
是(Y),何时提供:2010.02.01否(N)
是(Y),何时提供:02.02是(Y),何时提供:否(N)
冷却水输入温度为:自然水温 输入输出温差可接受在5~10度范围以内;3D档;2D档;沟通地点:沟通时间:
钢套石墨导套青铜圆形导柱方形导柱
轴承导套DME老虎夹螺丝或压板MISUMI 锦鸿分型面承压耐磨片材质:公司标准
英制PT
美制NPT BSPT
石墨导套
钢套PUNCH 顶针与司筒推块与直顶扁顶与拔块
气顶波仔螺丝
第 2 页QP-36-F5 A1。