过程流程图
过程流程图模板

通用
产品名称:
电动压缩机
操作说明
标识 关键产品特性
Байду номын сангаас
标 识
T060
□
T070
□
T080
□
T090
□
S120 ◇
S130 ◇
T100
□
M030
○
备注标记符号:★:关键工序
编制:
会签:
批准:
日期
文件编码: 编制日期: 更新日期: 电动压缩机
关键过程特性
文件编码: 编制日期: 更新日期: 电动压缩机
关键过程特性
样件□ 试生产□ 生产■ 版号/修改状态:
顾客名称:
工序号 加工 移动 储存
◇○△
T010
A010
△
M010
○
检测
□ □
S010 ◇
过程流程图
文件编码:
主要联系人/电话: 核心小组人员:
编制日期: 更新日期:
通用
产品名称:
电动压缩机
操作说明
标识 关键产品特性
标 识
S020 ◇
T020
□
*
A020
△
M020
○
S030 ◇
T030
□
S040 ◇
S050 ◇ S060 ◇
S070 ◇
S080 ◇
T040
□
样件□ 试生产□ 生产■ 版号/修改状态:
顾客名称:
工序号 加工 移动 储存 ◇○△
S090 ◇
检测 □
S100 ◇
S110 ◇
T050
□
过程流程图
文件编码:
主要联系人/电话: 核心小组人员:
工程过程流程图

N 模块 测试
模块 测试 是否 通过
Y
集成 冒烟 测试
Y
集成 测试
集成 测试 是否 通过
Y
系 统 测 试
系统 测试 是否 通过
Y
QA
质量保证
CMO
配置管理
开发需求说明书 (SRS)
项目计划
测试计划
输 出
概要设计说明书(包括系 统设计、程序设计、数据 库设计)
详细设计说明书
项目编码规范
冒烟测试
产 品 经 理 需 求 讲 解
开 发 侧 评 审 产 品 需 求 是 否 通 过
Y
技 术 经 理 讲 解 产 品 需 求
与产品经理交 流需求理解差异
开 发 侧 与 产 品 侧 对 产 品 需 求 理 解 是 否 一 致
详 细 设 计 详 细 设 计 评 审
Y
概 要 设 计
N
Y 是 否 需 要 详 细 设 计 N
判断条件
图标说明
常规流程 开始/结束 输入或工作成果 输出
Y
概 要 设 计 评 审
Y
项目 编码 规范 培训
项 目 经 理
开始
项目计划编 写与评审 N N 测试 案例 内部 评审
项目管理
项 目 总 结
结束
测 试 经 理
测试案例编写 测试计划编 写与评审 测试环境搭建 测试数据准备
Y
测试 案例 外部 评审
Y
N
N 集成 冒烟 测试 是否 通过
N
N
测 试 人 员
N
项目研发过程
项目启动
原型图 低保真线框图 产品需求说明书
需求开发
概要设计
生产过程流程图
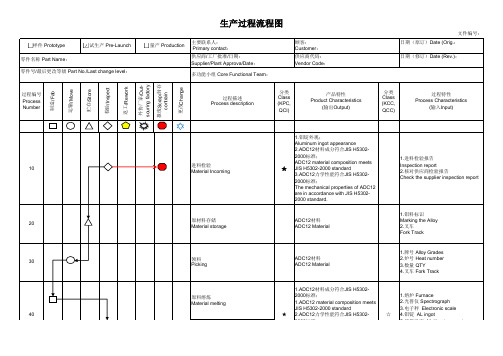
日期(原订)Date (Orig.:日期(修订)Date (Rev.):过程编号Process Number制造/F a b运输/M o v e贮存/S t o r e检验/I n s p e c t返工/R e w o r k外协厂家/O u t -s o u r i n g f a c t o r y报废S c r a p /封存c o n t r a i n更改C h a n g e过程描述Process description分类Class (KPC,QCI)产品特性Product Characteristics(输出Output)分类Class (KCC,QCC)过程特性Process Characteristics(输入Input)10进料检验Material Incoming★1.铝锭外观;Aluminum ingot appearance2.ADC12材料成分符合JIS H5302-2000标准;ADC12 material composition meets JIS H5302-2000 standard3.ADC12力学性能符合JIS H5302-2000标准;The mechanical properties of ADC12are in accordance with JIS H5302-2000 standard.1.进料检验报告Inspection report2.核对供应商检验报告Check the supplier inspection report20原材料存储Material storage ADC12材料ADC12 Material1.铝料标识Marking the Alloy 2.叉车Fork Track30领料Picking ADC12材料ADC12 Material1.牌号 Alloy Grades2.炉号 Heat number3.数量 QTY4.叉车 Fork Track原料熔炼Material melting样件 Prototype 试生产 Pre-Launch量产 Production顾客:Customer :主要联系人:Primary contact :零件名称 Part Name :零件号/最后更改等级 Part No./Last change level :多功能小组 Core Functional Team :40☆1.熔炉 Furnace2.光普仪 Spectrograph3.电子秤 Electronic scale4.铝锭 AL ingot5.熔炼温度 Melting temperature Aluminum liquid temperature供应商代码:Vendor Code :供应商/工厂批准/日期:Supplier/Plant Approva/Date : 1.ADC12材料成分符合JIS H5302-2000标准;1.ADC12 material composition meets JIS H5302-2000 standard2.ADC12力学性能符合JIS H5302-2000标准;ADC12 are in accordance with JIS H5302-2000 standard.★日期(原订)Date (Orig.:日期(修订)Date (Rev.):过程编号Process Number制造/F a b运输/M o v e贮存/S t o r e检验/I n s p e c t返工/R e w o r k外协厂家/O u t -s o u r i n g f a c t o r y报废S c r a p /封存c o n t r a i n更改C h a n g e过程描述Process description分类Class(KPC,QCI)产品特性Product Characteristics (输出Output)分类Class (KCC,QCC)过程特性Process Characteristics(输入Input) 样件 Prototype 试生产 Pre-Launch量产 Production顾客:Customer :主要联系人:Primary contact :零件名称 Part Name :零件号/最后更改等级 Part No./Last change level :多功能小组 Core Functional Team :供应商代码:Vendor Code :供应商/工厂批准/日期:Supplier/Plant Approva/Date :40☆熔炉 Furnace2.光普仪 Spectrograph3.电子秤 Electronic scale4.铝锭 AL ingot5.熔炼温度 Melting temperature 材料成分符合JIS H5302-2000标准;1.ADC12 material composition meets JIS H5302-2000 standard2.ADC12力学性能符合JIS H5302-2000标准;★日期(原订)Date (Orig.:日期(修订)Date (Rev.):过程编号Process Number制造/F a b运输/M o v e贮存/S t o r e检验/I n s p e c t返工/R e w o r k外协厂家/O u t -s o u r i n g f a c t o r y报废S c r a p /封存c o n t r a i n更改C h a n g e过程描述Process description分类Class (KPC,QCI)产品特性Product Characteristics(输出Output)分类Class (KCC,QCC)过程特性Process Characteristics(输入Input)样件 Prototype 试生产 Pre-Launch量产 Production顾客:Customer :主要联系人:Primary contact :零件名称 Part Name :零件号/最后更改等级 Part No./Last change level :多功能小组 Core Functional Team :供应商代码:Vendor Code :供应商/工厂批准/日期:Supplier/Plant Approva/Date :日期(原订)Date (Orig.:日期(修订)Date (Rev.):过程编号Process Number制造/F a b运输/M o v e贮存/S t o r e检验/I n s p e c t返工/R e w o r k外协厂家/O u t -s o u r i n g f a c t o r y报废S c r a p /封存c o n t r a i n更改C h a n g e过程描述Process description分类Class (KPC,QCI)产品特性Product Characteristics(输出Output)分类Class (KCC,QCC)过程特性Process Characteristics(输入Input)样件 Prototype 试生产 Pre-Launch量产 Production顾客:Customer :主要联系人:Primary contact :零件名称 Part Name :零件号/最后更改等级 Part No./Last change level :多功能小组 Core Functional Team :供应商代码:Vendor Code :供应商/工厂批准/日期:Supplier/Plant Approva/Date :color is qualified.5.温度日期(原订)Date (Orig.:日期(修订)Date (Rev.):过程编号Process Number制造/F a b运输/M o v e贮存/S t o r e检验/I n s p e c t返工/R e w o r k外协厂家/O u t -s o u r i n g f a c t o r y报废S c r a p /封存c o n t r a i n更改C h a n g e过程描述Process description分类Class (KPC,QCI)产品特性Product Characteristics(输出Output)分类Class (KCC,QCC)过程特性Process Characteristics(输入Input)样件 Prototype 试生产 Pre-Launch量产 Production顾客:Customer :主要联系人:Primary contact :零件名称 Part Name :零件号/最后更改等级 Part No./Last change level :多功能小组 Core Functional Team :供应商代码:Vendor Code :供应商/工厂批准/日期:Supplier/Plant Approva/Date :产品表面喷银漆处理,盐雾时间超过72小时;The surface of the product is sprayedwith silver paint and the salt spraytime exceeds 72 hours.2.喷塑区域合格,膜后合格,色差合格,划百格合格; The sprayed area is qualified, the film is qualified, the color difference is qualified, and the 前处理Pretreatment2.油漆规格型号Paint specification model3.喷塑设备Spray machine4.时间Time日期(原订)Date (Orig.:日期(修订)Date (Rev.):过程编号Process Number制造/F a b运输/M o v e贮存/S t o r e检验/I n s p e c t返工/R e w o r k外协厂家/O u t -s o u r i n g f a c t o r y报废S c r a p /封存c o n t r a i n更改C h a n g e过程描述Process description分类Class (KPC,QCI)产品特性Product Characteristics(输出Output)分类Class (KCC,QCC)过程特性Process Characteristics(输入Input)样件 Prototype 试生产 Pre-Launch量产 Production顾客:Customer :主要联系人:Primary contact :零件名称 Part Name :零件号/最后更改等级 Part No./Last change level :多功能小组 Core Functional Team :供应商代码:Vendor Code :供应商/工厂批准/日期:Supplier/Plant Approva/Date :150RoHS 检测RoHS testing★每年一次到具有资质的第三方检测机构进行RoHS 检测并提供报告;Annually to a qualified third-party testing agency for RoHS testing and reporting160产品年度审核Product Annual Audit 成品Finished product1.过程流程图中控制项与客户要求一致;Control items and customer requirements in the process flow chart2.过程流程图中的工序要求与实际状况一致; The process requirements in the process flow diagram areconsistent with the actual conditions.修改履历 Modification Record描述 Description1.The characteristic symbol identified on the customer's drawing is reflected in the special feature column ;3.The product feature is marked with the "★" symbol in the special feature column, and the "☆" is the process characteristic, which belongs to the internal identification mark ;2.CPK analysis is performed according to the dimension specified by the customer ;编制 Prepared by版本 Version日期 Date。
过程流程图-模板

过程
工序号
◈
1 来料检验 △ ◈
◇
2
3
4
5
第 1 页,共 3 页
过程 5
工序号
制造 □
移动 ◈
储存 △
检验 ◇
返工 ◆
报废 ▼
退货 ▶
过程特性 操作说明 特性 符号 过程特性名称 参数 控制方法 特性 符号 产品特性名称
产品特性 参数 控制方法 生产设备
设备 检测设备
6 包装
7 仓储
8 出货
备注:
附表
过程流程图
供应商名称 制造厂地址 供应商代码 核心小组 制造 □ 移动 ◈ 储存 △ 检验 ◇ 返工 ◆ 报废 ▼ 退货 ▶ 过程特性 操作说明 特性 符号 ● 过程特性名称 参数 控制方法 特性 符号 ● 产品特性名称 产品特性 参数 控制方法 生产设备 设备 检测设备 项目名称 零件名称 零件号 阶段状态 车型 图纸号 □ 样件 □ 试生产 ■ 量产 文件编号 编制日期 修订日期
第 2 页,共 3 页
过程
工序号
制造 □
移动 ◈
储存 △
检验 ◇▶
过程特性 操作说明 特性 符号 过程特性名称 参数 控制方法 特性 符号 产品特性名称
产品特性 参数 控制方法 生产设备
设备 检测设备
6、范围: a. 与顾客、法规、强制性标准有关的特性,——法规、强制性标准要求,顾客的特殊要求。 b. 与产品制造和装配过程有关的特性,——尺寸公差、形位公差和表面粗糙度;——零件热处理、表面处理要 求(如涂层、镀层、喷丸等);——结构要素(如机加工、铸造、锻造、冲压、焊接、铆接、塑料件等);——装配尺 寸及公差、安装极限位置及极限偏差;——总成校准、调整、密封、润滑要求;——对装配间隙、力矩要求。 c. 与外观质量有关的特性,——车身面漆要求;——车身覆盖件装配调整要求;——车身内饰件材料色差及装配调整要求。 d. 与原材料有关的特性,——材料性能(材质或规格);——特殊材料或材料的特殊要求。 e. 与外购产品有关的特性,——货源鉴定要求;——采购产品性能、可靠性检验试验要求。 f. 与储运、使用、维修有关的特性,——包装、防护及储运要求;——使用、维修及互换性方面的要求(如操作使用说明、保养间隔里程规定等)。
过程流程图

更改级别:/日期(最初):更改日期:/日期(修订):XXX 汽车技术股份有限公司过程流程图 PFC表单编号:XX-QP07-QR-14 版本号:A/1/ 零件号:零件名称:图纸日期:图 纸 号:更改级别:/日期(最初):更改日期:/日期(修订):/ 零件号:零件名称:图纸日期:图 纸 号:更改级别:/日期(最初):更改日期:/日期(修订):/ 零件号:零件名称:图纸日期:图 纸 号:更改级别:/日期(最初):更改日期:/日期(修订):/ 零件号:零件名称:图纸日期:图 纸 号:5-Φ5深13.6±0.55-M6X1.0-6H 深10.6Min55.0±0.25° TYP 45°KCC 4±0.23.5±0.214.7±0.2KCC4-Φ7.9深54.8±1.04-3/8-16UNC 深50.0Min2-Φ3.3深11.1±2.02-M4X0.7-6H 深9.0Min1.三轴加工中心2.刀具3.夹具4.切削液浓度1.气动攻丝机2.刀具3.夹具4.切削液浓度检验KPC 机加工槽边缘毛刺清理干净;机加工无发霉、发黑现象;机加工槽粗糙度为Ra1.6;KPCKPCKCC KPCKPCKCCKCCKCC检验110-1机加一序MTL0142/147KPC除非另有说明,螺纹孔倒角至大径,螺纹孔内无铝屑;110-2机加二序MTL0142/1472-Φ3.3深13.1±2.02-M4X0.7-6H 深11.0Min5-Φ3.3深10.1±2.05-M4X0.7-6H 深8.0Min2-Φ3.3深11.1±2.02-M4X0.7-6H 深9.0Min14-Φ3.3深9.114-M4X0.7-6H 深7.0Min4-Φ3.3深12.1±1.04-M4X0.7-6H 深10.0Min4-Φ2.5深9.5±1.04-M3X0.5-6H 深8.0MinΦ3.3深11.1±2.0M4X0.7-6H 深9.0MinKPCKCCKPCKPCKCC KPCKCCKCCKCCKPCKCCKPC1.加工中心2.刀具3.夹具4.切削液浓度KPCKCC110-3机加三序MTL0142/147更改级别:/日期(最初):更改日期:/日期(修订):过程流程图 PFC表单编号:XX-QP07-QR-14 版本号:A/1/ 零件号:零件名称:图纸日期:图 纸 号:Φ3.3深11.1±2.0M4X0.7-6H 深9.0MinΦ3.3深10.1±2.0M4X0.7-6H 深8.0Min(4.0X2.0)±0.21.9±0.22±0.21.7Min 2±0.2Φ36.9±0.2 (通)Φ2.7深10.4±1.01.加工中心检验KPC 机加工槽无振刀纹,边缘无毛刺;机加工槽无发霉、发黑现象;除非另有说明,螺纹孔倒角至大径,螺纹孔内无铝屑,机加工槽边缘毛刺清理干净;机加工槽粗糙度为Ra1.6KPCKPCKPCKCCKCC加工中心2.刀具3.夹具KCCKPC KCCMTL0142/147KCC更改级别:/日期(最初):更改日期:/日期(修订):/ 零件号:零件名称:图纸日期:图 纸 号:。
过程流程图

工序号 工序名
过程流程图 PROCESS FLOW DIAGRAM
编制日期:
修订日期: 供方代号: 核心小组成员:
编制: 职务: 联系电话:
加工 搬运 存储 检验
操作说明
项目号
产品特征
项目号
过程特征
10 进料检验10Fra bibliotek1 PP玻纤板
10.2
针织布(鸽灰 色)+PE膜
50.5 检验本体
60
水切轮廓尺 寸
60.2 检验本体
70
包边
80
检验成品, 贴标签
80.1 检验成品
80.2 贴标签
90
包装
100 成品入库
110 出厂检验
120
出库
130
运输至客户 仓库
1 2 3
加热模具温度120℃±10 4 ℃,保压时间30~50s,
压力10±1MPa。
5
油压:2000~3000psi 气压:0.65±0.02mpa
10.3 PE胶膜
10.4 包边胶水
20 物料入库
30 原材料领料
40 模压成型
40.1 40.2
烘烤PP玻纤 板
铺烘烤的PP 玻纤料
40.3 保压成型
40.4 开模取件1
40.5 检验骨架
50 复合成型
50.1 50.2
放带切边骨 架到复合模
具中
挂入针织布 +PE膜
50.3 复合针织布
50.4 开模取件2
燃烧特性≤100mm/min
第 1 页,共 1 页
过程流程图范例
顾客批准/日期
图
编号/版 本号 编制 共 页 第 页
□试生产
□生产
顾客 名称 特殊特 性符号 备 注
过程特性
搬运方式
贮存、“☆”表示返工/返修 编制/日期
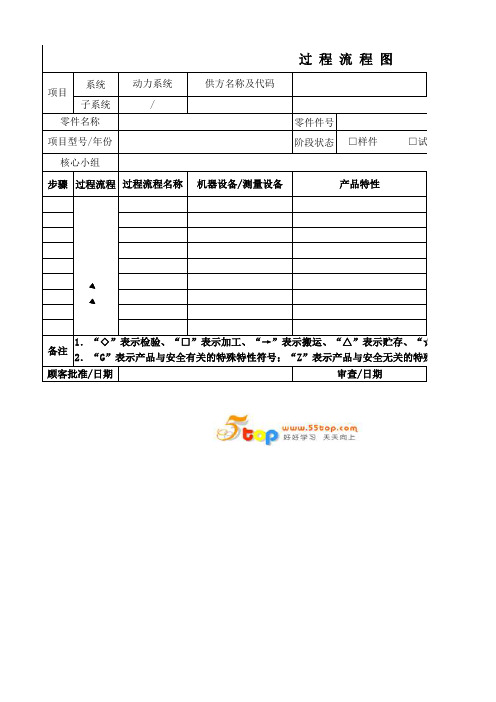
项目 系统 子系统 零件名称 项目型号/年份 核心小组 步骤 过程流程 过程流程名称 机器设备/测量设备 产品特性 动力系统 / 零件件号 阶段状态 □样件 □试生产 供方名称及代码
□生
备注
1.“◇”表示检验、“□”表示加工、“→”表示搬运、“△”表示贮存、“☆”表示返工/返 2.“G”表示产品与安全有关的特殊特性符号;“Z”表示产品与安全无关的特殊特性符号。 审查/日期
产品过程流程图(范例)
■
焊接电流160~180A 电压380V
★
Φ282.5+1mm
焊接电流160~180A
电压380V
■
① 除油粉配比:5%;
② 脱脂剂配比5%10-15分
钟;
③ 盐酸配比:2%-3%30秒-1 分钟;
■
④ 表调剂:0.2%;
⑤ 磷化剂:10%;
⑥ 水洗:3秒-1分钟
漆膜厚度30~50 um
时间:4~5秒
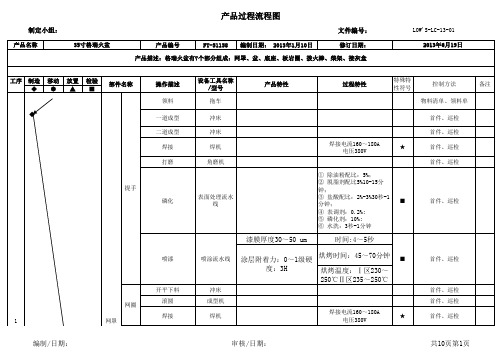
产品名称
35寸格瑞火盆
产品过程流程图
文件编号:
产品编号
FT-51158 编制日期: 2013年1月10日
修订日期:
产品描述:格瑞火盆有7个部分组成:网罩、盆、底座、板岩圈、拨火棒、柴架、接灰盒
LOW'S-LC-13-01 2013年6月19日
工序 制造 移动 放置 检验 ◆●▲■
◆
部件名称
盆
卡片 盆底
◆
提手
网圈
1
网罩
操作描述 领料
一道成型 二道成型
焊接 打磨
磷化
喷漆
开平下料 滚圆 焊接
设备工具名称 /型号
拖车
产品特性
过程特性
特殊特 性符号
控制方法
物料清单、领料单
备注
冲床 冲床 焊机 角磨机
表面处理流水 线
焊接电流160~180A 电压380V
★
① 除油粉配比:5%;
② 脱脂剂配比5%10-15分
35寸格瑞火盆
产品过程流程图
文件编号:
产品编号
FT-51158 编制日期: 2013年1月10日
修订日期:
产品描述:格瑞火盆有7个部分组成:网罩、盆、底座、板岩圈、拨火棒、柴架、接灰盒
流程图(flowchart)

流程图(flowchart)又名:过程流程图(process flowchart),效劳流程图(process flow diagram)方法演变:概略流程图,自上而下流程图,细节流程图,流程展开图,多层次流程图➢概述流程图是按顺序分别描述过程的各个阶段的图表。
它可以按顺序展示操作,进入或流出系统的材料或效劳,需要作的决定以及所涉及的人,每步所需的时间,以及过程措施。
描述的过程可以是任何事情:治理或效劳过程、制造过程、质量改良方案过程。
该工具作为七种质量操纵工具中的一种,有广泛的用途。
➢适用场合·对已完成的过程形成更好的理解;·研究改良过程时;·和别人交流过程实施时;·与同一个工程的相关人员进行更好的交流;·对过程进行记录时;·方案工程时。
➢实施步骤所需材料:卡片或商务贴、一大张挂纸或新闻用纸、记号笔。
1确定要画的过程。
将它写在一张大卡片或商务贴上,并放在顶部。
商量决定过程涉及的范围:过程从哪里或何时开始?在哪里或何时结束?商量决定图中包含的细节程度。
2用头脑风暴法找出过程中发生的全部步骤。
在每张卡片上写下一个。
虽然按顺序能够援助我们想起全部的步骤,但此时顺序并不重要。
3按合理的顺序排列步骤。
4当图中包含了全部的步骤并且全部人都对此流程图达成一致意见时,在各个步骤间用箭头表示过程的流向。
与过程中涉及的其他人一起检查流程图〔包含工人、主管、供给商、顾客〕,以确保无误。
下面是几种流程图的演变。
由于仍有一些其他种类流程图可以用于不同的情况,全部它们被单独列出。
参阅“箭头图〞、“流程展开图〞、“自上而下流程图〞以及“工作流程图〞。
➢考前须知·不要担忧画流程图的方法不对。
正确的方法就是能援助组员了解过程的方法。
·在流程图主要包含参与过程的全部关键人物。
这包含那些在过程中起到作用的人:供给商、顾客和主管。
可以通过事前采访他们,和/或在间歇时给他们看正在绘制中的流程图,并获得反响信息。
过程流程图案例

110
1
外观
1
栓塞卡在孔里、无 脱落
装栓塞
2
数量
2
2处
120
3
尺寸
3
N020 033 01
检验
1、栓塞卡在孔
里,无脱落。2处
1
外观、装配要求
1
。注意方向,栓 塞:N020 033 01
2、产品无变形,
顺利通过检具。
140
装箱
1
数量
1
60pcs/1箱
150
入库
1
防护
1
先进先出
Adient - INTERNAL
压花纹
1
成形
1
切边
1
头部整形
1
1
2 翻边、整形
3
4
1
压平、钢印
2
Adient - INTERNAL 3
#
材质 外观 厚度 尺寸
尺寸
外观
外观
外观
尺寸 尺寸 尺寸 外观 外观 外观 外观
1
1050A-0
2 外观是否符合要求
3
0.8
1
0.8*950±1*1425 ±1
1
2.5±0.5
1 外观是否符合要求
1 无毛刺、无缺角
零件 号 :
零件 名:
日期 /版 本 Date /Ver .: 版本:
隔热板 /A0
制造/装 工位 配 序号
操作 移动 储存
检验
10
20 30 40 50 60 70
80
工艺页
共1 页
工位操作描述
序号 关键产品特性 序号 关键控制特性
1
原材料的进料检验
如何编制过程流程图、PFMEA、控制计划文件
2018/1/7
一、过程流程图、控制计划、 PFMEA简介 7、三大文件的修订 1)多方论证小组应依据相关的产品/工艺更改指令 或技术措施,不断更新、修订三大文件,保持三大 文件的适用性和指导性。当出现下列情况时,应组 织对三大文件进行评审,并根据需要进行修订: 1)当产品进行设计更改或生产工艺、现场布局、 设备、工装发生改变时; 2)当产品的PPM值增加时; 3)当出现新的质量问题,或接收到顾客的质量问 题反馈(如:PRR单)时;
一、过程流程图、控制计划、 PFMEA简介
4、三大文件的几个阶段: 1、过程流程图、 PEMEA、控制计划三个文件都分别 分样机阶段(工装样件生产)、PPAP阶段(试生 产)、生产三个阶段。 2、由于新产品的开发职能在技术中心,所以前2个 阶段都在开发阶段完成,区域工厂就负责生产阶段 的编制、修订工作。
2018/1/7
如何编制过程流程图、PFMEA、控制计划文件
2018/1/7
2、FMEA分类 -设计潜在失效模式及后果分析(DFMEA); -过程潜在失效模式及后果分析(PFMEA)。
如何编制过程流程图、PFMEA、控制计划文件
3、设计潜在失效模式及后果分析(DFMEA) 是在产品设计阶段,对构成产品的相关系统、子 系统、零部件,逐一进行分析,找出所有潜在的失 效模式,并分析其可能的后果及其相关的起因/机理, 从而预先采取必要的措施,以提高产品的质量和可 靠性的一种系统化的活动,并将全部过程形成文件。 DFMEA的职责在技术中心。
2、三大文件的编制顺序: 首先编制过程流程图,然后编制PFMEA , 根据PFMEA中可能出现的潜在失效模式,再来编 制控制计划。 控制计 划
2018/1/7
过程流程 图
PFMEA
过程流程图

零件尺寸 硬度 脆性 零件重量
检验过程 客户标准 内控标准 人员技能 检验设备
检验
检查复合后表面质量 DPU=0.01 CT=45sec COPQ=0
成品数量 粘接力 生产能力 颜色 车型
检验
检查复合后表面质量 DPU=0.01 CT=45sec COPQ=0
表面质量 无气泡 五开裂
Page 15
第五步:
将每个过程步骤的内部及外部X都列出来。
外部输入是从原材料中确认的关键特性。内部输入是在过程内部的变量。
输入
原料储存 烘干过程 原料输送过程
准备材料
注塑原料烘干 DPU=05 CT=45sec COPQ=0.001
输出
合格原料 原料含水量 原料量
输入
复合工艺 设备维护 人员技能 质量控制
输出
Байду номын сангаас
真空复合
骨架和PVC复合粘接 DPU=0.03 CT=45sec COPQ=0.008
成品数量 粘接力 颜色 车型
注塑工艺 设备维护 人员技能 质量控制
注塑
输入要求到 检查清单
邮件 电子邮件 传真 特快专递 电话
Yes
请求需列入 检查清单
•检查清单不完整 • 1 天 - 21 天
提交请求给
No
价格部门秘书打字
输入
•打字输入错误 •误解请求 • 5 分钟 - 1/2 天
打印的书信 提交给 价格部门专人审核 及签字
• 5 分钟 - 1/2 天
签署后的信送回 价格部秘书分发 给相关人员
准备材料
注塑原料烘干 DPU=05 CT=45sec COPQ=0.001
产品过程流程图

制定部门:工程部
NO:
机种名称
顾客名称
品名
公司料号
阶段状态 ■ 第一阶段(初始) □ 第三阶段
步骤
过程 流程
过程流程
机器设备/ 测量设备
◇
材质.
10
进料检验 电子秤
外观
料重.
产品特性
20
烘料 烘箱
制定日期:
修订日期 过程特性
1.温度: 2.时间:
尺寸
外观
30
成型
注塑机
1、射压 2、温度 3、时间
核准
审查
制表
编号
1、射速 2、保压 3、位置
年
月
日
版本
A
搬运 方式
09 年 4 月 15 日
特殊特
备
性符号
注
★ ☆
◇
卡尺
1.产品尺寸
40
检验
★
目视/签样
1.产品外观
50
包装 泡棉、纸箱、胶带
60 → 入库出货
1.“◇”表示检验、“□”表示加工、“→”表示搬运
2.“★”表示产品的特殊特性符号;“☆”表示过程的特殊特性符号。 备注
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
供应商名称XX械有限责任公司代码
过程流程图
Process Flow
Chart
编号
产品型号零(部)件名称修订
☐样件☐试生产■批产零(部)
件号
更改水平页第页共 9 页
步骤加工◇检验□移动○贮存△操作内容序
号
关键产品特性
序
号
关键控制特性
70 拉花键;.
按拉齿作业指导书加工,并自
检相关尺寸
1 Z19/M0.75花键尺寸 1 花键成型刀
2. 端面跳动小于0.03mm 2 花键规
80 检验:检验花键综合尺寸,花
键大径尺寸,检验花键上下锥
度,粗糙度
1
花键综合尺寸
Z19/M0.75
花键综合规
2.
花键大径尺寸
15+0.025
花键锥度
花键大径规
供应商名称XX械有限责任公司代码
过程流程图
Process Flow
Chart
编号
产品型号零(部)件名称修订
☐样件☐试生产■批产零(部)
件号
更改水平页第页共 9 页
步骤加工◇检验□移动○贮存△操作内容序
号
关键产品特性
序
号
关键控制特性3 花键粗糙度Ra1.6 对比块目视
80 车削精加工:按精车作业指导
书加工,按作业指导书正确摆
放,并自检相关尺寸
1
精加工尺寸13.2±0.1
Φ92.2±0.2
Φ90+0/0.1Φ44.6±
0.1
Φ25-0.1/0. Φ23.2±
0.0525.2-0/0.143.9±
0. 22.1-0/0.1
1
2
3
供应商名称XX械有限责任公司代码
过程流程图
Process Flow
Chart
编号
产品型号零(部)件名称修订
☐样件☐试生产■批产零(部)
件号
更改水平页第页共 9 页
步骤加工◇检验□移动○贮存△操作内容序
号
关键产品特性
序
号
关键控制特性
90 外圆磨;按外圆磨作业指导书
并自检相关尺寸
1
精磨尺寸:
23-0.016/-0.029
97.2-0.048-0.078
90+0.02
圣戈班砂轮
S1600/F0.05
100 精铣:按精铣作业指导书并自
检相关尺寸,并按要求正确摆
放,取下产品时用气枪吹干净
积屑
1
精铣尺寸
6-Φ9.54+0.005~0.017
⊕Φ0.03 A
∥Φ0.015 A
粗糙度Ra1.6
3-Φ6.5+0~0.03
3-M6-6H
4±0.1
有效螺纹深度13
螺纹底孔深度15
定位销Φ4+0~0.03
Φ3.6通
D17R0.8/S2500/F800
T9.54/S850/F45
D4.02/S1200/F50
D6.5/S1500/F60
M6/S200/F200
D12.0/S2500/F500
D30.2/S1000/F80
D31.2/S1000/F80
D16.0/1200/F300
D3.0/S3000/F1600
供应商名称XX械有限责任公司代码
过程流程图
Process Flow
Chart
编号
产品型号零(部)件名称修订
☐样件☐试生产■批产零(部)
件号
更改水平页第页共 9 页
步骤加工◇检验□移动○贮存△操作内容序
号
关键产品特性
序
号
关键控制特性
110 去毛刺;用8*4平锉去除所有
毛刺
1
毛刺;锐边C0.2, 锐边目视
120 检验;按检验作业指导书全检
相关尺寸
1
全检;6-Φ
9.54+0.005~0.017
⊕Φ0.03 A
∥Φ0.015 A
粗糙度Ra1.6
3-Φ6.5+0~0.03
3-M6-6H
4±0.1
有效螺纹深度13
螺纹底孔深度15
定位销Φ4+0~0.03
Φ3.6通23-0.016/-
0.029
97.2-0.048-0.078
90+0.02
0-150卡尺
0-25千分尺
0-150深度尺
花键规(一套)
9.54规
4.0规
6.5规
M6-6H螺纹规
粗糙度对比块。