花瓶模型的数控加工
工艺花瓶的冲模设计毕业设计
摘要本次设计的题目是工艺花瓶的冲模设计,体现了冲压零件的设计要求、内容及设计方向,是一次很有意义的设计.在本次设计中主要针对级进模进行设计。
首先对冲裁件进行了结构分析,依次确定模具的类型、结构,接着确定模具的冲裁力和相关尺寸参数的计算,以及标准件的选用,最后运用AutoCAD软件进行零件图和装配图的绘制。
本次模具设计并不复杂主要采用理论与实践相结合的方式,运用所学理论知识,以及几次课程设计的经验,基于 CAD 软件作图以及所学的模具知识,再阅读大量相关文献资料,教材及新闻背景资料,在辅导老师的指导和帮助下完成本次毕业设计。
冲压件是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的成形加工方法。
实践证明,模具的设计光靠理论知识远远不够,还要有实际的经验才能设计出更合理的模具。
所以我在此写下此论文。
关键字:工艺花瓶 ; 级进模 ; AutoCAD软件AbstractThe topic of this design is the punching die design craft vase, embodies the design requirements of stamping parts, content and design direction, is a very meaningful design. In this design is aimed at progressive die design. First hedge cutting structure analyses, in turn determine the type, structure of the mould, then determine the mould size parameters of the cutting force and the related calculation, and the choice of standard parts, by using the software of AutoCAD drawing parts drawing and assembly drawing. The design of the mould is not complex mainly adopts the way of combining theory and practice of learning theory knowledge, experience and a few course design, drawing and learned knowledge of mold based on CAD software, and then read a large number of relevant literature, teaching material and news background, under the guidance of tutor and help to complete the graduation design.Stamping is the use of installed in stamping device (press) on the mold to put pressure on the material to produce a separation or plastic deformation, a processing method to obtain the required parts. Practice proved that mould design theory knowledge alone is not enough, must have the practical experience to design a more reasonable mould. So I am writing this thesis.Key words: progressive die process vase AutoCAD software目录引言 (1)第一章工艺花瓶的工艺设计 (3)1.1工艺花瓶的轴测图及三视图 (3)1.2工艺花瓶的工艺分析 (4)1.3工艺花瓶的工艺方案选择 (4)1.4凸、凹模刃口尺寸计算 (4)第二章相关参数设计 (7)2.1 冲裁的排样 (7)2.2 各部分工艺力的计算 (8)2.3 弯曲力 (9)2.4 压力中心的确定 (11)2.5 压力机的选取 (11)第三章冲裁模主要零部件设计 (13)3.1定位零件的选取 (13)3.2卸料零件设计 (13)3.3凸、凹模设计 (14)3.4 模架的确定 (17)第四章结构零件的设计 (19)4.1固定板、垫板的设计 (19)4.2导向装置及模柄的设计 (19)4.3冲模过程及冲模安全 (19)设计总结 (22)参考文献 (23)致谢 (24)引言我国模具行业的发展日益受到人们的重视和关注.在机械、电子、汽车、航空航天、电器、仪器仪表和通信等产品中%60~%80的零部件都要依靠模具成行,用模具生产的制件具备了高精度、高一致性、高复杂程度、高生产率和低消耗.是其它加工不能比拟的。
3Dmax制作花瓶和桌子基本制图过程

样条线下拉菜单选择NURBS曲线
点击CV曲线,可以画任何对称的物体,但是,要在前视图(T)或者左视图(L)画。
画物体截面,注意:用CV曲线时,点击确定位置的时候要点击两到三次。
到修改器里面选择车削命令
在顶视图车削,方向旋转才是正确的,前提是,在前视图和左视图画物体。
车削之后要点击车削命令前的加号,改变轴心的位置。
清楚。
最后可以加网格平滑来让物体细腻。
物体建模结束。
(M)即可
玻璃材质编辑,注意调整环境光,不透明度,高光和光泽度。
简单的圆桌用圆柱体即可,圆柱体在,几何
体命令栏里。
给圆桌附贴图,在漫反射后面的方块,点击。
选择倒数第7个,位图,
双击进入。
选择文件所在的位置,点击需要图片,打开即可。
选择好贴图,在修改器里面找UVW贴图
选择长方体
改变长和宽,调整到适宜尺寸即可。
选择灯光,选择聚光灯。
在前视图或者左视图打灯光,调整高度,照射物体。
补光,选择泛光灯
打好泛光灯之后,一定要到修改器里面修改灯光亮度。
强度改成0.5,阴影改成启用和光线跟踪。
选择聚光灯,也要改阴影。
并且调整光线强弱。
在顶视图加摄像机
选择目标
可以更改摄像机镜头范围,18-40mm都可
在左视图或者前视图改变高度。
点击摄像机,点击自动关键点。
改变物体或者摄像机位置。
位置。
设计名字保存
存 3DMAX文件。
另存为。
3Done教程--花瓶

第一课用旋转命令做一个花瓶学习目标:绘制成花瓶的外形。
了解 3Done 的基本命令;学会用“通过点绘制曲线”画草图;学会使用旋转命令。
设计过程:1.打开 3Done,点击转换视图的4.打勾确认草图。
骰子的“上”,也即是转换成俯视5.再一次进入草图绘制,选择“直图。
线”。
绘制旋转轴。
(绘制的平面还是默认的网格,别选到之前画好的曲线上去)2.在草图命令下找到“通过点绘制曲线”命令。
鼠标移动到网格上,单击一次鼠标左键,即选中绘制草图的平面。
这里要注意的是直线的第一点要选择花瓶母线的最下端的那个点,其次是直线必须竖直。
要不然后面做旋转的时候做出来的花瓶就不正。
保证其竖直的方法是在绘3.绘制出需要旋转的母线,母线制第二点时看到红色的线和虚线1重合时就是竖直的,还可以用网壳命令将其变为体。
格线来判断是否竖直。
在特殊功能处找到“抽壳”命令。
打勾确认旋转轴。
6.在特征造型处找到“旋转”命令。
9.在弹出的对话框中,造型位置,点击一下旋转出来的花瓶造型,厚度位置我们用正值。
(这里注意一下厚度,如果为负值则是向内,正值是向外,这里我们将其向外抽壳。
)开方面不用管,直接打勾7.在弹出的对话框中,轮廓 P 的确认。
位置点击一下草图一,也就是画的第一个草图曲线;轴 A 位置点击草图二,也就是那条直线。
其余参数默认的不用管。
打勾确认旋转。
(这时可以按住鼠标右键拖动网格转换视图查看效果。
如果觉得有网格遮挡视线,可以在下方显示/隐藏的地方点击网格就隐藏8.这时候做出来的还不是体,而了网格,在点一次就又出现网格。
)是一个闭合的面,我们可以用抽210.在瓶口的位置感觉不太好看,12.在弹出的对话框中,基体选择有些失真的效果。
这里我们先用花瓶,分割选择平面。
打勾确认。
草图画一条直线,然后拉伸出一个面。
拉伸命令在特殊造型的第一个命令就是。
13.分别选中平面、花瓶分割出来拉伸的时候拉伸轮廓选择画的直的上面部分,按 Delete 键删除。
线,拉伸类型选择对称拉伸,拉14.滚动鼠标将模型放大,将鼠标伸的长度要使拉伸的平面穿透整放在花瓶瓶口外边缘,双击鼠标个花瓶。
喷雾浇花瓶上半瓶体的注射模具设计(机械CAD图纸)
喷雾浇花瓶上半瓶体注射模具设计摘要:当今,塑料制件在工业中的应用日趋普遍,这是由于它们具有一系列特殊的优点所决定的。
所以,在许多塑件生产中,更多地采用模具进行注射,所以模具设计的好坏直接影响到塑料制品的优劣。
随着工业的发展,注塑成型工艺在机械工业、电子工业、航天航空工业、生物领域及日用品的生产中占的比例越来越大。
自1988年PRO/ENGINEER问世以来,十多年来已成为全世界最普及的3D CAD/CAM系统。
广泛应用与机械电子、模具等行业。
本次设计论述了利用开模力实现自动脱螺纹的高密度聚乙烯喷雾浇花瓶上半瓶体注射模设计及主要零件的数控加工。
详细介绍了喷雾浇花瓶上半瓶体的注射模具设计,采用一模一腔,点浇口进料。
主要内容有材料特性分析、注塑机的选择、分型面设计、浇注系统的设计、塑料注射模的结构设计、模具材料、标准件的选择、典型零件的数控加工程序代码编程设计、成型零件尺寸的计算及温度调节系统的设计;外壳上有2个外侧抽芯。
关键字:浇花瓶;模具;外侧抽芯;注塑成型;The Injection Mould Design of the First Half Shell of theVase of Spraying and SprinklingAbstract:Nowadays ,the applications of the plastic have been spread widely ,just for its special advantages. And meanwhile ,the injection molding has been used widely in many manufactures ,especial for these plastic works. So ,the design of molding has an direct impact on these works . With the development of industry, The Mould plastics shaping being used more and more in mechanical industry, electronics industry, spaceflight industry, biological fields and production of daily necessities. For more than ten years, the PRO/ENGINEER has become the most common 3D CAD/CAM systems since 1988 it came out. And it extensively uses in machinery, election and mould fields.This thesis discusses the design which is the injection mould of the first half shell of the vase of spraying and sprinkling with HDPE plastic material to realize the thread fallen off automatically by the mould opening force and the numerical control processing of mainly parts.This text has introduced the injection mould design of the first half shell of the vase of spraying and sprinkling in detail, using one cavities, the pin gate. It mainly contains the analysis of property of the material, the injection molding machine’s choice, the profile’s design, the pour system’s design,the structural design of injection mold, the selection of material and standardized of injection mold,the code NC part programming for typical part, calculating for dimension of formed part and the design of temperature control. There are two cor-pulling in the outside shell.Keywords : the Vase of Sprinkling, mould,outside extracting, injection moulding.前言模具是利用其特定形状去成型具有一定形状和尺寸的制品的工具,按制品所采用的原料不同,成型方法不同,一般将模具分为塑料模具,金属冲压模具,金属压铸模具,橡胶模具,玻璃模具等。
紫薇花瓶模具制作方法
紫薇花瓶模具制作方法
制作紫薇花瓶模具的步骤可以分为以下几个步骤:
1. 设计模具:根据需要制作的花瓶的形状和尺寸,使用计算机辅助设计(CAD)软件设计一个花瓶的3D模型。
2. 制作模具原型:使用3D打印技术或其他适用的方法将花瓶的3D模型打印出来,制作成实体的原型。
3. 涂覆模具:使用特殊涂覆剂将原型表面涂上一层薄薄的模具涂层,以制造模具的具体形状。
4. 制作模具壳体:将涂有模具涂层的原型浸入一个特殊的容器中,倒入液态模具材料,等待固化。
模具材料可以是硅胶、聚氨酯等材料。
5. 分离原型和模具:当模具材料完全固化后,从容器中取出模具壳体,将原型从模具壳体中取出并清洗干净。
6. 完善模具:根据需要,可以在模具壳体中添加剪口、留孔等设施,以方便最终制品的脱模和加工。
7. 使用模具:将模具壳体重新合拢,用绑带或其他方式固定。
然后,将熔化的
玻璃或其他制作材料倒入模具壳体中,使其充满整个空间。
8. 敲击模具:当熔化的玻璃或其他材料充分冷却并凝固后,将模具壳体轻轻敲击,使花瓶脱离模具。
以上是一般的紫薇花瓶模具制作方法。
具体的步骤可能因材料、设计要求等因素而有所差异,可以根据实际情况进行调整。
毕业设计(论文)花瓶数控车加工工艺及编程设计【全套图纸】
目录摘要 (2)ABSTRACT (3)第一章数控加工技术概况 (4)1.1数字控制 (4)1.2数控机床 (4)第二章零件图纸分析 (5)2.1零件图 (5)2.2零件图的分析 (6)2.3选定加工机床 (7)2.4数值计算 (7)第三章零件工艺规程设计 (7)3.1选择加工方法 (8)3.2加工阶段的划分 (11)3.3加工顺序的安排 (11)3.3.1 粗基准的选择 (12)3.3.2基准的选择 (12)第四章定位夹紧方案以及对刀 (12)4.1定位夹紧方案 (12)4.2数控车床的对刀 (13)第五章数控手工编程 (14)6.1数控编程的分类 (14)6.1.1 手工编程 (15)6.1.2 自动编程 (15)6.1.3 编程方法的选择 (16)6.2数控加工程序 (16)第六章软件仿真校验 (21)第七章结论 (24)参考文献 (25)附录 (27)致谢 (27)摘要随着现在社会生产与科学技术的不断提高,社会对产品多样化的要求日益提高,产品更新换代越来越快,品种多小批量生产比重更大,零件形状越来越复杂,精度越高。
在此,市场竞争要求产品研发周期越来越短,以前的加工设备和加工手段不能实现和适应这种变化。
为解决这一些问题,一种使用、通用、高精度、高速的自动化生产设备数控机床应运而生。
说明书中主要在花瓶零件加工的基础上,较详细地介绍了具体数控机床的操作、机械加工工艺方法和车削工艺及切削用量等零件加工的整体流程。
关键词:花瓶、制造技术、数控编程全套图纸,加153893706AbstractNow with the social production and science and technology continue to improve,increasing the social product diversification requirements, product updates faster and faster, and more varieties of small batch production the proportion of larger,more complex shape parts, the higher the accuracy. The demands of market competition, product development cycle is shorter, not previously processing equipment and processing method to realize and adapt to this change. For resolving these problems, a general purpose, high precision, high speed,automatic production equipment of CNC machine tools emerge as the times require.Manual mainly based on vase parts processing, introduces in detail the wholeprocess of the concrete operation of CNC machine tool, machining process andcutting process and cutting machining.Keywords: vases, manufacturing technology, NC programming第一章数控加工技术概况数控机床就是将加工所需要的各种操作(如自动停止、松夹零件、主轴加速、进刀与退刀、开车与停车等)和工序以及零件的尺寸用数字的代码表示,通过传输或手工输入等方式将数字信息送入数控装置,数控装置对输入的信息惊醒出来与运算发出各种控制信号使机床加工出要的零件。
花瓶模型的数控加工培训资料

花瓶模型的数控加工培训资料1. 背景介绍花瓶模型的数控加工是一种高精度数控加工技术,用于制造各种花瓶模型的工艺。
这种技术要求操作者具备扎实的数控加工基础知识和熟练的操作技巧。
本文档将从花瓶模型数控加工的基本原理、加工工艺流程以及培训注意事项等方面进行详细介绍。
2. 花瓶模型的数控加工原理花瓶模型的数控加工原理是基于计算机数控技术和传统加工工艺相结合的一种新型加工方式。
它将数字化的设计图纸通过计算机软件进行处理,并转化为机械加工程序,通过数控机床进行自动加工,从而达到高精度、高效率的加工目的。
3. 花瓶模型的数控加工流程3.1 设计与模型建立花瓶模型的数控加工首先需要进行设计与模型建立。
设计师根据花瓶模型的需求,使用计算机辅助设计软件进行模型设计,并生成相应的设计图纸和三维模型。
3.2 CAD/CAM软件处理设计师将生成的设计图纸和三维模型通过CAD/CAM软件进行处理。
CAD软件用于图纸的编辑和修改,CAM软件用于路径生成和工艺规划。
3.3 激光或者喷墨打印根据设计图纸,可以选择激光或者喷墨打印技术进行花瓶模型的打印。
这一步是为了验证设计效果和检查花瓶模型的尺寸、比例是否合理。
3.4 加工程序生成通过CAM软件,将设计图纸转化为数控机床可以识别的工艺信息。
生成加工程序包括路径生成、刀具选择、切削参数设置等。
3.5 机床设置和夹具制作根据加工程序和花瓶模型的尺寸特征,设置数控机床的相关参数,并制作合适的夹具来固定花瓶模型。
3.6 加工操作按照加工程序进行数控加工操作。
数控机床根据加工程序控制刀具的运动轨迹和加工深度,将加工刀具与花瓶模型削除材料,实现对花瓶模型的加工。
4. 花瓶模型的数控加工培训注意事项4.1 基础知识的掌握在进行花瓶模型的数控加工培训前,需要掌握数控加工的基础知识,包括数控机床的基本构造和工作原理、加工参数的设置、加工刀具的选用和常见加工工艺等。
4.2 CAD/CAM软件应用能力花瓶模型的数控加工离不开CAD/CAM软件的应用。
花瓶模型的数控加工
摘要数控加工技术是以数字量编程实现控制机械或其他设备自动工作的技术。
随着数控技术的不断发展和应用领域的扩大,数控加工技术对国计民生的一些重要行业(IT、汽车、轻工、医疗等)的发展起着越来越重要的作用,因为效率、质量是先进制造技术的主体。
高速、高精加工技术可极大地提高效率,提高产品的质量和档次,缩短生产周期和提高市场竞争能力。
本文根据数控机床的特点,针对具体的零件,进行了工艺方案的分析,工装方案的确定,刀具和切削用量的选择,确定加工顺序和加工路线,数控加工程序编制。
通过整个工艺的过程的制定,充分体现了数控设备在保证加工精度,加工效率,简化工序等方面的优势。
关键词:数控加工;工艺分析;数控编程;CAD/CAMAbstractNC machining technology is based on the digital programming to control machinery or other devices to work automatically technology.Expands unceasingly along with the development of numerical control technology and applications, some of the major industries of the CNC machining technology (IT, beneficial to the people's livelihood automobile, light industry, medical etc.) plays an increasingly important role in the development, because the efficiency, quality is the subject of advanced manufacturing technology. High speed, high precision machining technology can greatly improve efficiency, improve product quality and grade, shorten the production cycle and improve the ability of market competition.The according to the characteristics of CNC machine tools, for specific parts, process analysis, determination of tooling plan, selection of cutting tools and cutting parameters determined the processing order and processing line, NC machining programming. Through the process of the whole process of the development, fully embodies the CNC equipment to ensure the machining accuracy, processing efficiency, simplify the process and other aspects of the advantages.Key words: NC machining; process analysis; NC programming; CAD/CAM目录引言 (1)1 任务分析 (2)2加工工艺分析 (4)2.1确定加工方案 (7)2.2加工余量分析 (8)2.2.1影响加工余量的因数 (8)2.2.2加工余量的确定方法 (8)2.5机床与刀具的选择 (13)2.5.1机床的选择 (13)2.5.2刀具的选择 (13)3数控编程 (13)3.1坐标系/对刀点/换刀点 (13)3.2常见程序指令 (13)3.3常见的G指令格式及运用 (13)3.4参考点/ 原点/对刀 (13)4零件加工 (18)4.1程序的调试与检查 (18)4.1.1程序调试 (18)4.1.2程序的检查 (18)4.2模拟运行 (18)4.3零件加工 (19)4.4精度自检 (19)参考文献 (22)附录 (24)致谢 (40)引言引言数控加工说明书是在学完了机械设计、机械制造基础、机械加工工艺、计算机基础、CAD制图等课程后,是学生全面运用所学基础理论、专业知识和基本技能,对实际问题进行研究(或设计)的综合训练,旨在培养学生的专业研究素养提高分析结局问题的能力,使学生的创新意识和专业素质得到提升,使学生的创造性得以发挥。
第 4.2节 瓶体凸模加工实例

4.2 瓶体凸模加工实例规划加工操作,实现对下图所示的瓶体凸模的数控加工。
图1 瓶体模型4.2.1 初始化设置在规划加工操作之前,首先应进行初始化设置,包括参考模型的加载、工件的设置、机床的设置、加工零点与退刀曲面的选择等。
按如下所示步骤进行初始化设置。
1、单击【新建】按钮,在打开的【新建】对话框中选择【NC组件】子类型,设置加工文件模板,注意,加工文件模板采用毫米为单位。
图2 新建图3 选择单位2、在【菜单管理器】中选择【制造模型】-【装配】-【参照模型】命令,在打开的对话框中选择参考模型,将其打开,选择缺省的装配模式,选择参照模型类型为【同一模型】。
图4 菜单管理器图5 选择并打开参考模型图6 选择装配模式图7选择参考模型类型3、选择【自动工件】功能,创建的工件刚好将参考模型包络,用户可以修改工件的透明度。
图8 菜单管理器图9 选择矩形工件图10 创建的工件(半透明实体)4、由于原基准面和坐标系位置不恰当,不能作为加工的惨照,所以将其删除,如下图所示。
图11 删除基准面和坐标系图12 待删除的基准面及坐标系5、选择【基准平面】工具,创建基准面,如下图所示。
图13 选择参考对象图14设置偏距图15 创建的基准面6、选择【基准平面】工具,以同样的方法创建另一基准面,如下图所示。
图16 选择参考对象图17 设置偏距图18 创建的基准面7、为了便于后续工作的加工零点设置,首先创建参考坐标系,按下图所示创建坐标系,保证坐标系Z轴竖直向上。
图19 选择坐标系图20 选定的参照对象图21 创建的坐标系8、选择菜单管理器中的【加工】命令,打开【操作设置】对话框如下图所示,通过该对话框设置机床参数、加零点和退刀曲面。
图22 菜单管理器图23 操作设置9、在【操作设置】对话框中单击按扭,打开【机床设置】对话框,设置机床参数如下图所示,用户可以进行更加详细的设置,如设置主轴参数、进给量参数和切削刀具参数等。
图24 机床设置10、在【操作设置】对话框中单击按钮设置加工零点。
花瓶模型的数控加工
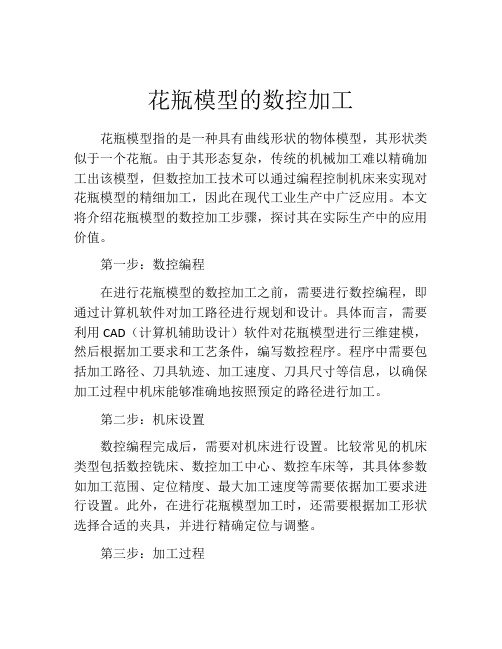
花瓶模型的数控加工花瓶模型指的是一种具有曲线形状的物体模型,其形状类似于一个花瓶。
由于其形态复杂,传统的机械加工难以精确加工出该模型,但数控加工技术可以通过编程控制机床来实现对花瓶模型的精细加工,因此在现代工业生产中广泛应用。
本文将介绍花瓶模型的数控加工步骤,探讨其在实际生产中的应用价值。
第一步:数控编程在进行花瓶模型的数控加工之前,需要进行数控编程,即通过计算机软件对加工路径进行规划和设计。
具体而言,需要利用CAD(计算机辅助设计)软件对花瓶模型进行三维建模,然后根据加工要求和工艺条件,编写数控程序。
程序中需要包括加工路径、刀具轨迹、加工速度、刀具尺寸等信息,以确保加工过程中机床能够准确地按照预定的路径进行加工。
第二步:机床设置数控编程完成后,需要对机床进行设置。
比较常见的机床类型包括数控铣床、数控加工中心、数控车床等,其具体参数如加工范围、定位精度、最大加工速度等需要依据加工要求进行设置。
此外,在进行花瓶模型加工时,还需要根据加工形状选择合适的夹具,并进行精确定位与调整。
第三步:加工过程机床设置完成后,即可进行花瓶模型的数控加工。
在加工过程中,需要根据程序控制刀具走向和转动速度,以达到精细加工的效果。
与传统机械加工不同的是,数控加工可以实现多轴联动,因此在加工花瓶模型时可同时进行多个方向的加工,提高了效率与加工精度。
第四步:检验与调整加工完成后,需要对加工件进行检验和调整。
在此过程中,主要需要验证加工精度是否符合加工要求,并进行深度清理与细节加工调整。
以确保最终加工出来的花瓶模型能够符合生产要求与市场需求。
花瓶模型加工的优势在于可以减少操作人员的操作时间,提高工艺精度,同时也可以降低成本。
通过为数控机床编写程序,花瓶模型在加工过程中可以最小化浪费和损耗。
不过,在花瓶模型加工中,需要使用高度的技能和专业知识,操作人员需要掌握计算机和机床的知识结合,并熟悉各种刀具和材料的特质,以保证加工质量。
总之,花瓶模型数控加工技术的应用可以提高企业的生产效率和加工质量,助力生产。
2011 “香水瓶”模型数控加工工艺规程制订(含全套毕业说明书和机械CAD图纸)综述
“香水瓶”模型数控加工工艺规程制订1.零件图的分析1.1零件图的正确性及完整性分析在了解零件形状和结构之后,应检查零件视图是否正确、足够,表达是否直观、清楚,绘制是否符合国家标准,尺寸、公差以及技术要求的标准是否齐全、合理等。
本次设计的工件为“香水瓶”模型数控加工工艺规程制订,零件的图纸包括:两张零件图、一张装配图。
零件图中的图形都是采用主视图的画法,这样就已经能够表达清楚零件的各部分尺寸。
图纸当中有对“香水瓶”模型的瓶盖、瓶体的数控加工工艺规程制订各部分表面粗糙度的要求大部分为Ra3.2μm。
1.2零件结构及结构工艺性分析该零件“香水瓶”模型数控加工工艺规程制订是由一部分组成。
零件结构工艺性好还是差对其工艺过程的影响非常大,不同结构的零件尽管都能满足使用性能要求,但它们的加工方法和制造成本却可能有很大的差别。
良好的结构工艺性就是指在满足使用性能的前提下,能以较高的生产率和最低的成本而方便地加工出来。
零件结构工艺性审查是一项复杂而细致的工作,要凭借丰富的实践经验和理论知识。
审查时,发现问题应向设计部门提出修改意见加以改进。
首先我们应当清楚工艺安排应做到正确、完整、统一和清晰,所用术语、符号、计量单位和编号都要符合相应标准。
由于该零件有内孔、内螺纹、钻孔、切槽、外螺纹、外圆需要加工,且各表面之间有较高的尺寸精度和长度的要求,考虑到数控机床具有在一次安装下加工出多个表面的特点,因此该零件加工适宜采用工序集中的方式,这样就使每道工序加工内容很多,工艺路线变短。
选用工序集中的方式加工不仅能够保证加工精度、充分利用了现有设备,而且也减少了工件装夹次数,利于保证表面间的位置精度,缩短了生产加工时间,大大提高了劳动生产率。
1.3零件精度及技术要求分析零件的技术要求包括下列几个方面:(1)加工表面的尺寸精度(2)主要加工表面的形状精度(3)主要加工表面之间的相互位置精度(4)加工表面的粗糙度以及表面质量方面的其他要求(5)热处理要求(6)其他要求(如动平衡、未注圆角或倒角、去毛刺、毛坯要求等)要注意分析这些要求在保证使用性能的前提下是否经济合理,在现有生产条件下能否实现。
UG花瓶制作
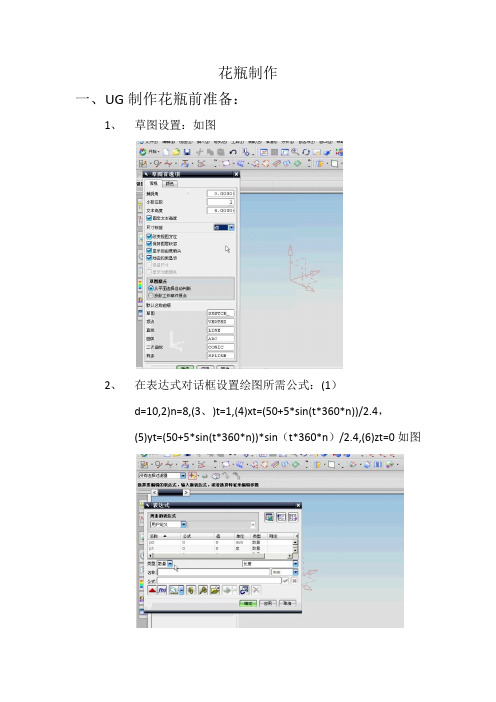
花瓶制作一、UG制作花瓶前准备:1、草图设置:如图2、在表达式对话框设置绘图所需公式:(1)d=10,2)n=8,(3、)t=1,(4)xt=(50+5*sin(t*360*n))/2.4,(5)yt=(50+5*sin(t*360*n))*sin(t*360*n)/2.4,(6)zt=0如图3、打开草图对话框开始绘制花瓶草图:如图4、对草图进行约束:5、完成草图后退出草图对话框,进行建模。
首先对瓶体做回转操作:如图6、对花瓶上下端辅助部分进行回转实体操作:打开回转对话框如图进行设置:效果见图示7、对瓶体隐藏,选择中间的实体,打开隐藏菜单,点击确定.如图示:同时打开规律曲线菜单,弹出规律函数对话框,点击确定如图:弹出设置的函数值依次点击确定,确定完后并弹出点构造对话框,如图设置在原点:效果如图,完成:8、把绘制好的函数曲线进行投影:打开投影曲线对话框,选择要投影的曲线,指定上端为投影平面。
投影结果如图:9、在投影的顶部曲面中心点绘制半径为15的圆,打开基本曲线对话框:图示10、隐藏上端面,显示瓶体。
打开截面对话框,选择截面类型→选择瓶体如图:随后选择瓶口截面曲线与瓶口截面圆并设置→圆角圆弧半径20→点击确定如图:再图示状态设置瓶体与截面处线性相切,具体如图:11、完成上方操作后,对各片体进行修剪。
单击修“剪片体”对话框→选择高亮状态的瓶口曲线→再选择瓶体如图→在选择区域点击保留→确定12、继续修剪瓶体与底部瓶底。
选择片体瓶体部分→选择对象底部→在选择区域点击舍弃→点击确定效果见图22 13、对实体进行缝合,打开缝合对话框→选择3个部分片体→单击确定如图14、打开加厚对话框→选择全部片体部分→厚度为2→单击确定如图:15、对实体多余部分进行隐藏!16、到瓶口圆角,打开倒圆角对话框→设置值为1→确定,如图17、重复上述操作对瓶底倒圆角,指为5如图18完成如图。
3D max制作花瓶教程

执行菜单中的"文件(File)|重置(Reset)"命令,重置场景。
单击创建命令面板下图形中的线按钮,在前视图依次单击鼠标从而创建花瓶外形(注意不要拖拉鼠标),如图2所示:进入线的顶点级别,选择工具栏上的选择物体工具,框选视图中所有的节点,接着单击鼠标右键,在弹出的菜单中选择Besizer,从而将所有角点转换为Bezier 点,结果如图3所示:进入修改面板,在"修改器列表(modify list)"下拉列表框中选择"车削(lathe)"命令,并设置参数如图4所示,然后单击"对齐"选项组中的"最小"按钮,结果如图5所示:单击工具栏上的材质编辑器按钮,进入材质编辑器,选择一个材质球,调节参数和颜色如图6所示:选中视图中的花瓶模型,单击材质编辑器工具栏上的赋给物体材质按钮,将材质赋给视图中的花瓶模型,结果如图7所示:由于花瓶表面和内部纹理不一致,下面赋给花瓶一个双面材质。
方法:单击材质编辑器中的(standard)按钮,在弹出的"材质/贴图浏览器"对话框中进行如图8所示的参数设置,然后单击"确定"按钮,接着在弹出的"替换材质"对话框中进行如图9所示的参数设置,单击"确定"按钮,这样就赋给材质球一个"双面(double sided)"材质了。
花瓶表面是由青瓷、金属条纹和鲜花图案组成的,制作这种效果需要用到"多维/子对象(multi/sub-object)"材质。
单击"正面材质(facing material)"旁的按钮,如图10所示,进入表面材质制作。
然后单击(standard)按钮,从弹出的"材质/贴图浏览器"对话框中选择"多维 /子对象(multi/sub-object)"材质,如图11所示,单击"确定"按钮。
中国瓷瓶设计
选中毛坯,在左 下角将高改为120, 半径改为21,按 回车键。
在左下角移动选项卡中, 将位置改为:-140 0 0,按 回车键。
点击右键,选择视图— XZ视图。选中下方的卡
爪,在左下方将位置改 为:100余的一个卡爪,右 键,选择拷贝,再右键选 择粘贴,共粘贴两次。
选中左边design下的图形文件, 右击删除,然后重新添加,点 击design,选择下方添加模型— 模型文件,选择“设计图形文件” 文件夹,选中右侧文件,点击 打开。
点击左下角组合选项卡,将第一 个配对改为排列,点击后面的鼠 标指针,先选择设计图形的右端 面,再选择圆柱的右端面,排列 完成如图。
选中第一个粘贴的卡爪,在左 下角旋转选项卡里,点击旋转 中心,选中圆柱端面的中心, 角度改为120,点击X+。对第 二个粘贴的卡爪进行同样操作, 点击X-。
选择左侧工作偏置下的 子项目,然后点击“调整 到位置”选项后面的鼠标 指针,选中圆柱端面的
中心,然后点击右下角 的重置模型。
选中顶尖,然后在左下角移 动选项卡中,改变位置为: 5 135 765,按回车。
Vericut仿真案例—中国瓷瓶
打开vericut软件,点击左 上角文件—工作目录,在 F盘新建文件夹,命名为 ch04-02,点击确定。
点击文件—打开,找到素 材文件夹,选中右侧文件, 点击打开。
右击左侧数控程序选项,选择添 加数控程序。先选中右侧原有数 控程序,点击指向左侧的小箭头 将其删除。再选择“数控程序”文 件夹里的文件,点击指向右侧的 小箭头,点击确定。
检查之前输入项目无误后,即 可点击右下角仿真按钮进行仿 真。
仿真结束后,点击分析—自 动比较进行分析,如图所示, 有少量残留余量。
点击文件—保存项目进行保 存。再点击文件—过程文 件—另存为,选择路径,命 名为ch04-02,点击保存。
艺术花瓶三维建模方法
艺术花瓶三维建模方法郑智【摘要】针对目前广泛使用的UG和Pro/E软件,以艺术花瓶为例,详细阐述了如何巧妙利用曲线方程来创建复杂曲线,通过网格曲面、曲面缝合、加厚或混合等特征来完成艺术花瓶的三维建模,从中体会这两种软件在创建曲面时的区别和联系。
该方法可广泛用于类似曲面的三维设计。
【期刊名称】《黑龙江科技信息》【年(卷),期】2012(000)032【总页数】1页(P57-57)【关键词】曲面建模;艺术花瓶;UG;Pro;E【作者】郑智【作者单位】沈阳理工大学应用技术学院,辽宁抚顺113122【正文语种】中文【中图分类】TP391.411 概述UG和Pro/E软件都是当今高端CAD/CAE/CAM软件,具有强大的建模、分析和加工功能,在机械制造行业具有广泛的应用。
将UG和Pro/E软件应用于机械产品的设计分析和制造过程,可以改进设计方法,提高产品的设计水平和设计质量,缩短产品的开发周期,加快产品技术创新。
结合艺术花瓶设计研究实例,总结应用UG和Pro/E软件建立三维模型的方法、技巧、区别和联系,以期为有效使用相关软件提供参考[1]。
2 模型分析该艺术花瓶由三个圆形和一个空间三维曲线拟合而成。
其中三维空间曲线由曲线方程来表达,不宜用若干离散点来表达图形信息,必须采用曲面建模。
3 三维建模方法3.1UG造型步骤与方法(1)创建三个圆。
分别以(0,0,0)为圆心,50为半径;(0,0,60)为圆心,40为半径;(0,0,-60)为圆心,30为半径创建三个圆。
(2)输入曲线方程。
工具→表达式,输入公式,内容如下:规律曲线→ 根据方程,t→确定,xt确定,y确定,yt确定,z确定,zt确定→确定,生成规律曲线。
见图1。
(3)创建曲面。
网格曲面/通过曲线组,依次选三个圆的同侧。
选中一个后按中键确定→应用→选择第三个圆,中键,再选波浪线,中键→G2→确定。
(4)隐藏曲线。
编辑/显示和隐藏/显示和隐藏/曲线,点“-”。
瓶子模具加工教程 (2)

数控加工教程1.此次要加工的零件为一个模具型腔,如图1所示。
图12.在图形窗口点击鼠标右键,选择加工方案,进入数控加工编程界面。
图23.在加工模具型腔时,工件坐标系应该为于工件的中心,所以在进行数控编程之前需要重新定义左边系。
点击方案管理器中的坐标系,将安全高度设为20,进刀退刀高度设为5,自动防碰为10,然后点击创建基准面选项,通过计算可知道工件中心在初始坐标系的坐标为(0,117.5,30),所以可通过XY平面在Y方向偏移117.5mm,从而创建坐标1的基准面。
结果如图4所示。
图3图44.在进行数控编程之前,还需要插入坯料。
使用加工系统菜单栏下的“插入坯料”命令,此时生成的毛坯为一个与模具长宽高相同的立方体,通过可选输入可对毛坯进行放大或缩小。
一般情况下保持默认长宽高即可。
在点击确认后,系统自动生成毛坯,之后系统会出现一个对话框,询问用户是否需要隐藏毛坯,此时一般点击确认。
图55.在进行数控加工时,首先要定义几个必要的加工特征。
在这里我们先创建轮廓特征1,使用特征菜单栏下的“定义轮廓特征”命令,然后点击确认或者按鼠标中键进入下一步菜单,类型选项选择限制,其余保持不变,点击确认。
使用相同的方法,创建如图7所示的轮廓特征。
图6图76.使用特征菜单栏下的定义曲面特征命令,创建曲面特征1,选择图8中的高亮面,然后点击鼠标中键,进入参数管理器。
保持参数不变,点击确认即可。
图87.使用同样的方法,创建曲面特征2,,创建的曲面特征如图9所示。
图98.开始创建加工工序,首先进行整体粗加工阶段。
点击加工管理器的工序,然后选择二维偏移切削,创建二维偏移粗加工1工序。
在进行第一步粗加工时,尽量使用较大的加工刀具。
点击二维偏移铣削下的刀具选项,出现刀具参数管理器,将刀体直径设为30mm,半径设为5mm,刀刃长度为50mm,刀具长度为60mm,并将其命名为30r5,点击确认,该刀具就会自动添加加工刀具。
加工特征选择零件和坯料。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘要数控加工技术是以数字量编程实现控制机械或其他设备自动工作的技术。
随着数控技术的不断发展和应用领域的扩大,数控加工技术对国计民生的一些重要行业(IT、汽车、轻工、医疗等)的发展起着越来越重要的作用,因为效率、质量是先进制造技术的主体。
高速、高精加工技术可极大地提高效率,提高产品的质量和档次,缩短生产周期和提高市场竞争能力。
本文根据数控机床的特点,针对具体的零件,进行了工艺方案的分析,工装方案的确定,刀具和切削用量的选择,确定加工顺序和加工路线,数控加工程序编制。
通过整个工艺的过程的制定,充分体现了数控设备在保证加工精度,加工效率,简化工序等方面的优势。
关键词:数控加工;工艺分析;数控编程;CAD/CAMAbstractNC machining technology is based on the digital programming to control machinery or other devices to work automatically technology.Expands unceasingly along with the development of numerical control technology and applications, some of the major industries of the CNC machining technology (IT, beneficial to the people's livelihood automobile, light industry, medical etc.) plays an increasingly important role in the development, because the efficiency, quality is the subject of advanced manufacturing technology. High speed, high precision machining technology can greatly improve efficiency, improve product quality and grade, shorten the production cycle and improve the ability of market competition.The according to the characteristics of CNC machine tools, for specific parts, process analysis, determination of tooling plan, selection of cutting tools and cutting parameters determined the processing order and processing line, NC machining programming. Through the process of the whole process of the development, fully embodies the CNC equipment to ensure the machining accuracy, processing efficiency, simplify the process and other aspects of the advantages.Key words: NC machining; process analysis; NC programming; CAD/CAM目录引言 (1)1 任务分析 (2)2加工工艺分析 (4)2.1确定加工方案 (10)2.2加工余量分析 (10)2.2.1影响加工余量的因数 (10)2.2.2加工余量的确定方法 (10)2.5机床与刀具的选择 (17)2.5.1机床的选择 (17)2.5.2刀具的选择 (17)3数控编程 (17)3.1坐标系/对刀点/换刀点 (17)3.2常见程序指令 (17)3.3常见的G指令格式及运用 (17)3.4参考点/ 原点/对刀 (17)4零件加工 (22)4.1 程序的调试与检查 (22)4.1.1程序调试 (22)4.1.2程序的检查 (22)4.2 模拟运行 (22)4.3 零件加工 (23)4.4 精度自检 (23)参考文献 (22)附录 (24)致谢 (40)引言引言数控加工说明书是在学完了机械设计、机械制造基础、机械加工工艺、计算机基础、CAD制图等课程后,是学生全面运用所学基础理论、专业知识和基本技能,对实际问题进行研究(或设计)的综合训练,旨在培养学生的专业研究素养提高分析结局问题的能力,使学生的创新意识和专业素质得到提升,使学生的创造性得以发挥。
装备工业技术水平和现代化程度决定着整个国民经济的水平和现代化程度,数控技术及装备是发展新兴高新技术产业和尖端工业的最基本的装备。
马克思曾说过“各种经济时代的区别,不在于生产什么,而在于怎么生产,用什么劳动资料生产”。
制造技术和装备就是人类生产活动的最基本的资料,而数控技术又是当今先进制造技术和装备最核心的术。
当今世界各国制造业广泛采用数控技术,以提高制造能力和水平,提高对动态多变市场的适应能力和竞争能力。
此外世界上各工业发达国家还将数控装备列为国家的战略物资,不仅采取重大措施来发展自己的数控技术及其产业而且在高精尖”数控关键技术和装备方向对我国实行封锁和限制政策。
总之,大力发展以数控技术为核心的先进制造已成为世界个发达国家加速经济发展、提高综合国力和国家地位的重要途径。
数控技术使用数字信息对机械运动和工作过程中进行控制技术,数控装备是以数控技术代表的新技术对传统制造和新兴制造业的渗透形成的机电一体化产品,所谓的数字化装备,其技术范围付给很多领域:(1)机械制造技术(2)信息处理、加工、传输技术(3)自动控(4)伺服驱动技术(5)传感技术6)软件技术等。
1 零件图分析图1-1 装配图1 零件介绍(1) 花瓶底座:花瓶底座相对比较复杂如图1-2,主要由直线和圆弧组成,在盆底中间有一个内螺纹,并且挖一个凹形,盆边缘厚度为3mm。
图1-2花瓶底座(2) 花瓶瓶身:如图1-3,这个图相对来说简单点,也是由直线和圆弧组成,在瓶身底部有一个内螺纹和退刀槽,先夹左半部分,在内部沿着外形挖一个孔,然后把毛坯换个方向夹,加工从右往左加工,再车内螺纹。
图1-3 花瓶瓶身3) 螺纹连接轴:如图1-4所示两端是外螺纹,中间是轴连接的,再在一端用切割机切一个宽2mm深5mm的槽方便拆装。
图1-4螺纹连接件2加工工艺分析2.1加工方案确定此零件为一个轴类的配合件,瓶身:有圆弧,孔,因为孔里有内螺纹,所以在螺纹后面有内沟内槽。
螺栓:外螺纹,倒角,因为有外螺纹所以要有外退刀槽。
底座:有直线,圆弧,孔,内螺纹,还要掏一个内孔。
(1)瓶身工步A:先把一个Ø50*150mm的铝合金棒料毛坯用三抓卡盘装夹在机床上,先进行表面粗加工,再用Ø10的钻头利用G83指令在端面钻一个Ø10*58.3mm的孔如图2-1所示。
图2-1钻孔加工工步B:在工步A加工的孔的基础上利用G71指令加工一个直径为27.62长为15的孔,一段R53.7的圆弧,和一个Ø12.25长为14.64的孔如图2-2所示。
图2-2内孔加工工步C:利用G73指令在工件的外表面加工一个直径为39.62长为15的圆台,两段R47.07,R26.67的圆弧,和一个直径为24.22长为5的圆台,如图3-3所示。
工步D:用切槽刀手动把工件在A处切断,如图23-4所示。
工步E:把工件换一个方向进行装夹,利用Ø10的钻头钻一个直径为10长为20的孔,如图2-5所示。
工步F:用内孔车刀把刚钻的孔加工为直径为14的孔,如图3-6所示。
工步G:用内螺纹车刀加工螺纹,如图2-7所示。
工步H: 用切槽刀在B处进行切断,完成整个工件的加工,如图2-8所示。
图2-3外表面加工图2-4切断加工图2-5钻孔加工图2-6内孔加工图2-7加工内螺纹图2-8切断加工(2)底座工步A;先把一个Ø70*75mm的铝合金棒料毛坯装夹在机床上,先进行表面粗加工,再用外圆车刀利用G73指令加工外轮廓,如图2-10所示。
图2-10加工外轮廓工步B:用Ø10的钻头钻一个深49.58的孔,如图2-11所示。
图2-11钻孔工步C:用内孔车刀加工内孔,如图2-12所示。
图2-12加工内孔工步D:用内孔车刀把螺纹孔的直径加工到14,然后用螺纹到加工螺纹。
如图2-13所示。
图2-13螺纹孔加工工步E:最后用切槽刀在C处进行手动切断,完成零件的最后加工,如图2-14所示。
图2-14切断(3)螺栓因为这里的螺栓近乎是一个标准件,所以这里就不详细的对他的加工路线进行说明2.2加工余量分析为保证零件的质量(精度和粗糙度值),在加工过程中,需要从加工件表面上切除的金属层厚度,称为加工余量。
加工余量有总余量和工序余量之分。
总余量是指某一表面毛坯尺寸与零件设计尺寸之差,以Z0表示。
工序余量是指该表面加工相邻两工序尺寸之差,以ZI表示。
(1)影响加工余量的因素1)上道工序的表面粗糙度值Ra。
2)上道工序的表面缺陷层深度Ta。
3)上道工序各表面相互位置空间偏差ρa。
4)本工序的装夹误差εb。
5)上工序的尺寸公差δa。
上述前四项之和构成最小余量,最小余量加上上道工序的尺寸公差,即为本道工序的加工余量。
(2)加工余量的确定方法1)计算法 2)查表法 3)经验估计法2.3机床与刀具的选择(1)选择机床:如图2-15所示,根据该零件的外形是轴类零件,比较适合在车床上加工,由于零件上既要挖孔又要切圆弧,并且要满足精度要求,在普通车床上是难以保证其技术要求。
所以要想保证技术要求,只有在数控车床上加工才能保证其加工的尺寸精度和表面质量以及结构形状。
选图示机床。
图2-15装有FANUC系统的卧式车床(2) 刀具的选择:刀具的选择是数控加工中重要的工艺内容之一,它不仅影响机床的加工效率,而且直接影响加工质量。
编程时,选刀具通常要考虑机床的加工能力、工序内容、工件材料等因素。
而且要求尺寸稳定、安装调整方便,能适应高速和大切削用量切削选泽刀具,要使刀具的尺寸与被加工工件的表面尺寸和形状相适应,结合零件轮廓相对简单还是较复杂。
所以具体选刀如下:1) 平端面可选用90°WC-C的硬质合金外圆车刀,粗车、精车时在这里选择一把硬质合金右端面外圆车刀,为防止在进行圆弧切削时,刀具的副后刀面与工件轮廓表面发生干涉,副偏角应选择Kr′大一点的,取Kr′=93°右端面外圆车刀,所以外圆车刀一把。