Mastercam三维铣削自动编程
Mastercam X2 数控加工自动编程的一般流程

第3章Mastercam X2 数控加工基础本章主要介绍Mastercam X2数控加工的基本功能、数控加工的一般流程、数控加工工艺参数的设置及数控加工操作管理。
了解Mastercam X2数控加工的基本原理和思路熟悉Mastercam X2数控加工的一般流程掌握工件、材料和刀具参数的设置方法为分类加工的学习打好基础。
Mastercam X2数控编程技术教程3.1 Mastercam X2 数控加工自动编程的一般流程Mastercam X2系统加工的一般流程为:用CAD模块设计产品的3D模型;用CAM模块产生NCI文件;通过POST后处理生成数控加工设备的可执行代码,即NC文件。
数控编程的基本过程及内容如图3-1所示。
图3-13.2 选择加工设备及设定安全区域3.2.1 选择加工设备Mastercam X2包括铣削系统、车削系统、线切割系统、雕铣系统、设计模块等五类机床设备,各模块都包含有完整的设计(CAD)系统,其中铣削系统和车削系统的应用最广泛。
铣床模块可以实现外形铣削、型腔加工、钻孔加工、平面加工、曲面加工和多轴加工等加工方式;车床模块可实现粗车、精车、切槽和车螺纹等加工方式。
1. 选择机床类型选择【机床类型】下的子菜单,即可进入对应的加工系统。
下面介绍铣床和车床两类常用的加工设备。
1) 铣床134铣削系统是Mastercam X2数控加工的主要组成部分,选择【机床类型】|【铣削系统】,其子菜单如图3-2所示。
图 3-2铣削设备可以分为两大类,卧式铣床(主轴平行于机床台面)和立式铣床(主轴垂直于机床台面)。
常用设备有以下类型。
● MILL 3-AXIS HMC :3轴卧式铣床。
● MILL 3-AXIS VMC :3轴立式铣床。
● MILL 4-AXIS HMC :4轴卧式铣床。
● MILL 4-AXIS VMC :4轴立式铣床。
● MILL 5-AXIS TABLE- HEAD VERTICAL :5轴立式铣床。
MasterCAM三维自动编程技术

2019/4/8
构图平面
构图平面就是用来构建工件截面轮廓的平面, 可以用任何定义平面的数学方法来定义。 (1)俯视构图面 (2)前视构图面 (3)侧视构图面 (4)空间构图面 (5)视角号码定面 (6)法线定面 (7)上一个构图面 (8)图素定面 (9)旋转定面
5
2019/4/8
图素定面
使用该选项可以利用已知的图素来定义 构图面。在其下有三个子选项: 三点定面:使用真实存在的己知不共线 的三点定义构图面。 两线定面:使用已知的两相交或者平行 直线定义构图面。 平面图素定面:使用已知圆弧或者平面 曲线定义构图面。
2019/4/8
23
曲面粗加工之挖槽铣削
挖槽式粗加工主要用来切削凹槽式曲面。
2019/4/8
24
曲面粗加工之钻削下刀
钻削下刀式粗加工是将铣刀像钻头一样 沿曲面斜向下钻削式加工。该种加工方 式对机床的要求较高,要求机床有很好 的的优势就是 加工效率较高。
11
2019/4/8
昆氏曲面构建
空间四个图素构成一个单位的昆氏曲面。 其中一个图素可以看作是起始图素,和 起始图素相对应的是终止图素,另外两 个图素可以看作是轨道图素,以上四个 图素中的起始图素沿着轨道顺接到终止 图素,就形成了昆氏曲面。
2019/4/8
12
昆氏曲面的熔接方式
线性熔接:此参数产生的曲面路径比较接近直 线,通常使用于单一曲面. 抛物线性熔接:该种曲面路径是以切弧方式进 入所定义的截面外形,由于其曲面曲率较大, 故称为抛物线曲面. 三次曲线式熔接:此种方式会进入截断面产生 较平坦的曲面,其变化较大. 三次曲线配合料率熔接:该参数产生随曲面曲 率变化而融合的曲面,当切削多重曲面时,该 方式产生的曲面是最顺滑的曲面。
MasterCAM自动编程及加工实验指导
MasterCAM自动编程及加工实验指导
一、实验名称
MasterCAM铣削自动编程及加工
二、实验目的
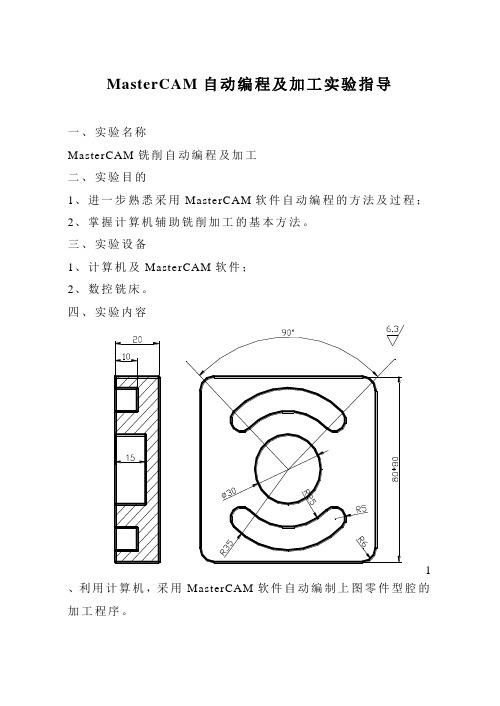
2、利用计算机和数控铣床,采用传输(在线)加工方法加工出合格零件型腔。
零件附图如上。
五、实验步骤
1、采用MasterCAM软件CAD功能绘出二维图;
2、采用自动编程方法编制刀具路径;
3、实体验证刀具路径并优化刀具路径;
4、对刀具路径NCI文档进行后处理得到加工程序的NC文
档,并检查修改得到正确的NC文档,赋名“02机电(学号)”
存盘
5、做好数控设备的接收准备工作;
传输加工:
(1)对刀;(注意计算机绘图原点与工件原点一致)
(2)编辑——程序——列表——输入程序号——按INPUT 键出现闪动的“标头”
在线加工:
(1)对刀;(注意计算机绘图原点与工件原点一致)
(2)选择DNC方式;
(3)按“单段”-“空运行”,进给倍率打到“0”;
(4)按“循环启动”,出现闪动的“标头”。
6、传输(在线)加工;
(1)MasterCAM中,在主菜单点“档案”——“下一页”
——“传输”,进行传输参数设置如图
(2)参数设置完毕,点击“传送”,选择“02机电(学号)”NC文档——点击“打开”即开始传输。
7、自动加工;
8、零件质量检验分析;
9、做好设备的清洁工作。
四、实验报告(附加工图及加工程序)。
MasterCAM铣削编程综合实例
综合实例10.1 MasterCAM编程步骤学习MasterCAM的最终目的是要在数控铣床或数控加工中心上,加工出实际的工件。
一般有工厂的固定产品,也有用户来料加工等方式,可按如下步骤进行。
1.绘制零件图纸如果是一般的机械工程图,要使用图纸上的尺寸绘出二维或三维线框模型图,然后在线框模型图上绘制曲面模型或实体。
如果加工件给的是实物,则要用测量实物的尺寸,或由三坐标测量机测量,找出相应尺寸,根据测量尺寸绘制出线框模型或曲面模型。
2.编制刀具路径根据加工工件的类型选取相应的加工功能项生成刀具路径。
如果是加工一个二维工件,就选用二维刀具轨迹生成模块;如果工件外形是一个圆弧齿轮,选用外形铣削;如果工件的内腔是一复杂曲线,就选用挖槽铣削;若内腔中还有岛屿,就要用挖槽和岛屿相结合的方法加工;如果工件是一个圆柱形凸轮,就要用三维多轴铣削;如果工件是钻孔、锪孔、攻丝、镗孔,就使用钻削加工,钻孔有一般钻孔、深钻孔等,需选用相应方式;如果工件表面是各种曲面,则要用三维曲面加工。
曲面加工有粗加工和精加工两大类多种加工方法,要根据不同的形状和要求去选用曲面加工方法,然后生成相应的刀具路径。
3.模拟刀具路径将编制的刀具路径在计算机上进行模拟显示,检验刀具路径的正确性,多余的刀具路径可通过过滤器删除,以除去多余的加工程序,减少加工时间。
系统提供加工时间,同时可帮助估算加工时间和费用。
4.检验刀具路径生成的刀具路径,可以在计算机中形象地铣削,可真正看出铣出的工件,在加工中看出刀具在什么地方发生干涉,发现问题及时修改。
5.编制后处理程序将NCI(刀位文件)转换成NC(加工程序),可编辑该加工程序,利用系统的通讯功能传送给数控系统,完成零件的加工。
10.3 电风扇绘制与加工10.3.1 线框及曲面造型1.绘制电风扇线框图形步骤1:进入MasterCAM系统,设置初始辅助菜单项在辅助菜单中选择并设置Z:0.000(Z向深度)Cplane:F(构图平面)Gview:F(视角平面)步骤2:绘制直线⑴选择Main Menu/Create/Line/Multi在提示区输入Specify endpoint 1:0,10 ↙Specify endpoint 2:6.25,10 ↙Specify endpoint 3:6.25,0 ↙Specify endpoint 4:6.25,0 ↙按ESC键,结束画线操作。
MasterCAM软件进行自动编程的应用
MasterCAM软件进行自动编程的应用一、概述随着现代机械的发展,数控技术是当今先进制造技术和装备最核心的技术,计算机辅助设计(CAD)和计算机辅助制造(CAM)已显的尤为重要,并广泛应用于航空、航天等国防产品机械制造中。
使用CAD/CAM系统产生的NC程序代码可以替代传统的手工编程,可以提高加工效率与质量,缩短生产周期,降低产品成本,从而取得良好的经济效益。
MaterCAM软件是一种功能强大CAD/CAM软件,广泛应用于机械加工、模具制造、汽车工业和航天工业等领域,它具有二维几何图形设计、三维曲面设计、刀具路径模拟以及加工实体模拟等功能,并提供友好的人机交互,从而实现了从产品的几何设计到加工制造的CAD/CAM一体化。
下面结合实例介绍MaterCAM软件在数控铣削加工自动编程中的使用。
二、MaterCAM软件数控编程一般过程MaterCAM软件数控编程一般过程如下:零件加工工艺分析→CAD几何造型→刀位轨迹生成→CAM→生成最终加工代码。
1.零件加工工艺分析在运用MaterCAM软件对零件进行数控加工自动编程前,首先要对零件进行加工工艺分析,确定合理的加工顺序,在保证零件的加工精度的同时,要尽量减少换刀次数,提高加工效率,并充分考虑零件的形状、尺寸、加工精度,刚度和变形等因素,做到先粗加工后精加工,先加工主要表面后加工次要表面,先加工基准面后加工其他表面。
如图1所示,零件可通过虎钳装夹,先用键槽刀或钻头加工下刀孔,再用铣刀进行铣削加工。
该零件在数控设备上加工的工艺流程为:加工下刀孔→轮廓半精粗加工→轮廓精加工→清轮廓角。
2.CAD几何造型建立零件的几何模型是实现数控加工的基础,MaterCAM软件具有进行二维或三维的设计功能,具有较强CAD绘图功能。
可以运用Deign模块建模,也可以根据加工要求使用Mill模块绘图功能来直接造型。
由于MaterCAM软件系统内设置了许多数据转换档功能,可以将各种类型的图形文件(如AutoCAD、CA某A等软件上的图形)转换至MaterCAM系统上使用,如图2所示。
mastercamX3铣床自动编程(三维)
59
5.选择几何对象
60
6.设置参数
61
62
63
7.生成刀具路径
64
65
二、流线精加工
1.选择刀具路径
66
2.选择几何对象
67
3.设置参数
68
69
4.生成刀具路径
70
71
三、后置处理
72
实例四 等高外形加工(粗、精)
73
1.图形输入
74
2.选择机床
75
3.设置材料
76
四、后置处理
28
实例二 陡斜面精加工
29
一、平行铣削粗加工
1.图形输入
30
2.选择机床
31
3.设置材料
32
Байду номын сангаас
4.选择刀具路径
33
5.选择几何对象
34
6.设置参数
35
36
37
7.生成刀具路径
38
39
二 、平行铣削精加工
1.选择刀具路径
40
2.选择几何对象
41
3.设置参数
42
7
6.设置参数
8
9
10
7.生成刀具路径
11
12
二 、平行铣削精加工
1.选择刀具路径
13
2.选择几何对象
14
3.设置参数
15
16
17
4.生成刀具路径
18
19
三 、残料精加工
1.选择刀具路径
20
2.选择几何对象
21
3.设置参数
22
23
24
25
4.生成刀具路径
MasterCAM自动编程
MasterCAM自动编程9.1数控自动编程简介数控自动编程是利用计算机和相应的编程软件编制数控加工程序的过程。
随着现代加工业的发展,实际生产过程中,比较复杂的二维零件、具有曲线轮廓和三维复杂零件越来越多,手工编程已满足不了实际生产的要求。
如何在较短的时间内编制出高效、快速、合格的加工程序,在这种需求推动下,数控自动编程得到了很大的发展。
数控自动编程的初期是利用通用微机或专用的编程器,在专用编程软件(例如APT系统)的支持下,以人机对话的方式来确定加工对象和加工条件,然后编程器自动进行运算和生成加工指令,这种自动编程方式,对于形状简单(轮廓由直线和圆弧组成)的零件,可以快速得完成编程工作。
目前在安装有高版本数控系统的机床上,这种自动编程方式,已经完全集成在机床的内部(例如西门子810系统)。
但是如果零件的轮廓是曲线样条或是三维曲面组成,这种自动编程是无法生成加工程序的,解决的办法是利用CAD /CAM软件来进行数控自动编程。
随着微电子技术和CAD技术的发展,自动编程系统已逐渐过渡到以图形交互为基础,与CAD相集成的CAD/CAM一体化的编程方法。
与以前的APT等语言型的自动编程系统相比,CAD/CAM集成系统可以提供单一准确的产品几何模型,几何模型的产生和处理手段灵活、多样、方便,可以实现设计、制造一体化。
采用CAD/CAM数控编程系统进行自动编程已经成为数控编程的主要方式。
目前,商品化的CAD/CAM软件比较多,应用情况也各有不同,下表列出了国内应用比较广泛的CAM 软件的基本情况。
当然,还有一些CAM软件,因为目前国内用户数量比较少,所以,没有出现在上面的表格内,例如Cam-tool、WorkNC等。
上述的CAM软件在功能、价格、服务等方面各有侧重,功能越强大,价格也越贵,对于使用者来说,应根据自己的实际情况,在充分调研的基础上,来选择购买合适的CAD/CAM软件。
掌握并充分利用CAD/CAM软件,可以帮助我们将微型计算机与CNC机床组成面向加工的系统,大大提高设计效率和质量,减少编程时间,充分发挥数控机床的优越性,提高整体生产制造水平。
Mastercam_X2_数控加工自动编程的技巧教学提纲

第3章Mastercam X2 数控加工基础本章主要介绍Mastercam X2数控加工的基本功能、数控加工的一般流程、数控加工工艺参数的设置及数控加工操作管理。
了解Mastercam X2数控加工的基本原理和思路熟悉Mastercam X2数控加工的一般流程掌握工件、材料和刀具参数的设置方法为分类加工的学习打好基础。
3.1 Mastercam X2 数控加工自动编程的一般流程Mastercam X2系统加工的一般流程为:用CAD模块设计产品的3D模型;用CAM模块产生NCI文件;通过POST后处理生成数控加工设备的可执行代码,即NC文件。
数控编程的基本过程及内容如图3-1所示。
图3-13.2 选择加工设备及设定安全区域3.2.1 选择加工设备Mastercam X2包括铣削系统、车削系统、线切割系统、雕铣系统、设计模块等五类机床设备,各模块都包含有完整的设计(CAD)系统,其中铣削系统和车削系统的应用最广泛。
铣床模块可以实现外形铣削、型腔加工、钻孔加工、平面加工、曲面加工和多轴加工等加工方式;车床模块可实现粗车、精车、切槽和车螺纹等加工方式。
1. 选择机床类型选择【机床类型】下的子菜单,即可进入对应的加工系统。
下面介绍铣床和车床两类常用的加工设备。
1) 铣床铣削系统是Mastercam X2数控加工的主要组成部分,选择【机床类型】|【铣削系统】,其子菜单如图3-2所示。
图3-2铣削设备可以分为两大类,卧式铣床(主轴平行于机床台面)和立式铣床(主轴垂直于机床台面)。
常用设备有以下类型。
●MILL 3-AXIS HMC:3轴卧式铣床。
●MILL 3-AXIS VMC:3轴立式铣床。
●MILL 4-AXIS HMC:4轴卧式铣床。
●MILL 4-AXIS VMC:4轴立式铣床。
●MILL 5-AXIS TABLE- HEAD VERTICAL:5轴立式铣床。
●MILL 5-AXIS TABLE- HEAD HORIZONTAL:5轴卧式铣床。
Mastercam X2 数控加工自动编程的一般流程
选择【机床类型】下的子菜单,即可进入对应的加工系统。下面介绍铣床和车床两类常用的加工设备。
1)铣床
铣削系统是Mastercam X2数控加工的主要组成部分,选择【机床类型】|【铣削系统】,其子菜单如图32所示。
图32
铣削设备可以分为两大类,卧式铣床(主轴平行于机床台面)和立式铣床(主轴垂直于机床台面)。常用设备有以下类型。
图319
3.5
所有的加工参数和工件参数设置完成后,可以利用系统提供的加工操作管理器模拟切削过程。模拟显示没有错误后,利用系统提供的POST后处理器输出正确的NC加工程序,即可进行实际的加工操作。
3.5.1
可以通过执行【刀具路径管理器】中的某个操作改变加工次序,也可以通过改变刀具路径参数、刀具及与刀具路径关联的几何模型等来改变刀具路径。下面介绍如图3-20所示的管理器中的主要操作。
图320
● :选取所有加工操作。
● :取消已选取的操作。
● :重新生成所有刀具路径。
● :重新生成修改后失效的刀具路径。
● :选取刀具路径的模拟方式。
● :选取实体验证方式。
● :后处理产生NC程序。
● :高速切削。
● :删除所有的群组、刀具ቤተ መጻሕፍቲ ባይዱ操作。
● :锁定所选操作,不允许对锁定操作进行编辑。
●材料表面速率:刀具切削线速度的百分比。
●每刃切削量:刀具进刀量的百分比。
●制造商的刀具代码:刀具文件名参数。
●刀具图档名称:在文本框中输入刀具名称。也可以单击【选择】按钮进行选择。
●夹头:设置机床上夹紧刀具的附件。
●材质:设置刀具的材料,材料的选择与主轴转速、紧急率和插入速率的计算有关,不同材料的这些参数值可能不同。
基于Mastercam_X5棘轮零件三维设计及自动编程毕业设计(论文)

基于Mastercam X5棘轮零件三维设计及自动编程【摘要】本文主要阐述棘轮零件的三维造型及数控加工,内容包括零件图的工艺分析、工件的装夹方案、零件的加工工艺分析、工艺流程、程序设计等,其中零件图的工艺分析包括零件图的完整性及正确性、材料、技术要求、结构工艺性等方面的分析;装夹方案包括毛坯的选择、机床的选择、夹具的选择;加工工艺分析包括加工顺序的安排、刀具的选择、切削用量的选择等等。
这些都是零件加工的重要组成部分,要使零件的加工精度,效率得到提高,就必须先对零件进行分析,确定好正确的工艺流程,使用Mastercam软件对零件进行三维造型和数控加工,充分发挥数控机床的高精度,高效率的特性。
关键词:工艺分析、装夹方案、工艺流程、三维造型、自动编程Abstract: This paper mainly discusses the 3D modeling and NC machining of ratchet parts, including parts of the process analysis, workpiece clamping scheme, parts of the process analysis, process, program design, the process of parts drawing analysis includes parts of the integrity and correctness, materials, technical requirements, construction technology and so on; the clamping scheme includes the choice of blank, the choice of machine tools, jig choice; analysis of the technological process including the sequencing of machining, tool selection, cutting the amount of choice etc.. These are an important part of machining, the machining accuracy of parts, improve the efficiency, we must first on the parts for analysis, determine the correct process, 3D modeling and NC machining of parts using the Mastercam software, give full play to the high accuracy of numerical control machine, high efficiency characteristics.Key words: Process analysis, clamping scheme, process flow, three-dimensional modeling, automatic programming目录1 绪论 (5)1.1数控加工技术概述 (5)1.2数控铣削加工技术 (6)1.3本课题的主要任务 (6)2 零件的三维造型设计 (7)2.1软件的选择 (7)2.2零件的三维造型设计 (8)2.2.1 绘制顶盖 (8)2.2.2 底座的绘制 (10)2.2.3 实体的结合 (11)2.2.4 圆角的生成 (12)2.2.5 实体抽壳 (12)2.2.6 开口 (13)2.2.7 六边形凸台的生成 (14)2.2.8 孔的生成 (15)2.3本章小结 (15)3 零件的工艺规程设计 (16)3.1零件的工艺分析 (16)3.1.1 零件的结构特点工艺性分析 (16)3.2毛坯的选择 (16)3.3定位基准的选择 (17)3.4装夹方式的选择 (17)3.5工序及工步的划分 (17)3.6刀具的选择 (17)3.7切削用量的选择 (18)3.8工艺卡片的制定 (19)3.8.1 工艺过程卡 (19)3.8.2 数控加工工序卡 (20)3.9本章小结 (21)4 零件的MASTERCAM自动编程及仿真加工 (21)4.1刀路设计前的准备 (21)4.2毛坯的设置 (22)4.3刀具的设置 (22)4.4工序3加工型腔部分的刀路设计 (23)4.4.1 工步1开粗的刀路设计 (23)4.4.2 工步2半精加工壁边及六边形凸台轮廓的刀路设计 (24)4.4.3 工步3精加工腔底及六边形凸台表面的刀路设计 (26)4.4.4 工步4精加工壁边及半精加工型腔喇叭锥面的刀路设计 (28)4.4.5 工步5精修六边形凸台轮廓的刀路设计 (29)4.4.6 工步6精加工喇叭锥面的刀路设计 (29)4.4.7 钻孔的刀路设计 (31)4.5工序4铣凸台及外形的刀路设计 (32)4.5.1 工步1开粗的刀路设计 (32)4.5.2 工步2精加工外轮廓的刀路设计 (33)4.5.3 工步3半精加工凸台轮廓 (34)4.5.4 工步4精加工凸台交接面 (35)4.5.5 工步5精加工凸台及圆角 (35)4.6后处理设置(加工程序的生成) (36)4.7仿真加工 (40)结束语 (42)谢辞 (43)参考文献 (44)1 绪论1.1 数控加工技术概述数字控制简称数控(NC),是近代发展起来的一种自动控制技术,是用数字化信息实现设备控制的一种方法,在数控加工技术方面得到了广泛的应用。
mastercam自动编程的基本操作流程
mastercam自动编程的基本操作流程1.打开Mastercam软件并选择适当的工作环境。
Open the Mastercam software and select the appropriate working environment.2.创建一个新的零件文件。
Create a new part file.3.导入或创建所需要的几何图形。
Import or create the necessary geometry.4.选择合适的加工操作类型,如铣削、车削等。
Choose the appropriate machining operation type, such as milling, turning, etc.5.在几何图形上创建加工操作路径。
Create machining operation paths on the geometry.6.设置加工操作的刀具、刀具路径、加工速度等相关参数。
Set parameters such as tool, toolpath, machining speed, etc. for the machining operation.7.对加工操作进行模拟,并检查其可行性。
Simulate the machining operation and check its feasibility.8.生成加工操作的G代码。
Generate the G-code for the machining operation.9.保存零件文件和加工操作数据。
Save the part file and machining operation data.10.导出加工操作的G代码到机床控制系统。
Export the G-code for the machining operation to the machine tool control system.11.完成自动编程的基本操作流程。
MastercamX2数控加工自动编程一般流程

第3章Mastercam X2 数控加工基础本章主要介绍Mastercam X2数控加工的基本功能、数控加工的一般流程、数控加工工艺参数的设置及数控加工操作管理。
b5E2RGbCAP了解Mastercam X2数控加工的基本原理和思路熟悉Mastercam X2数控加工的一般流程掌握工件、材料和刀具参数的设置方法为分类加工的学习打好基础。
3.1 Mastercam X2 数控加工自动编程的一般流程Mastercam X2系统加工的一般流程为:用CAD模块设计产品的3D模型;用CAM模块产生NCI文件;通过POST后处理生成数控加工设备的可执行代码,即NC文件。
p1EanqFDPw数控编程的基本过程及内容如图 3-1所示。
图 313.2 选择加工设备及设定安全区域3.2.1 选择加工设备Mastercam X2包括铣削系统、车削系统、线切割系统、雕铣系统、设计模块等五类机床设备,各模块都包含有完整的设计(CAD>系统,其中铣削系统和车削系统的应用最广泛。
铣床模块可以实现外形铣削、型腔加工、钻孔加工、平面加工、曲面加工和多轴加工等加工方式;车床模块可实现粗车、精车、切槽和车螺纹等加工方式。
DXDiTa9E3d1. 选择机床类型选择【机床类型】下的子菜单,即可进入对应的加工系统。
下面介绍铣床和车床两类常用的加工设备。
1> 铣床铣削系统是Mastercam X2数控加工的主要组成部分,选择【机床类型】|【铣削系统】,其子菜单如图32所示。
RTCrpUDGiT图 32铣削设备可以分为两大类,卧式铣床(主轴平行于机床台面>和立式铣床(主轴垂直于机床台面>。
常用设备有以下类型。
5PCzVD7HxA MILL 3-AXIS HMC:3轴卧式铣床。
MILL 3-AXIS VMC:3轴立式铣床。
MILL 4-AXIS HMC:4轴卧式铣床。
MILL 4-AXIS VMC:4轴立式铣床。
MILL 5-AXIS TABLE- HEAD VERTICAL:5轴立式铣床。
MasterCAM自动编程讲解
7
本节结束
8
1、开粗方法 (针对数控铣工实训) (1)二维轮廓 Contour (2)二维挖槽 Pocket (3)曲面挖槽 Surface-Pocket 2、斜面、曲面加工 (1)平行 Parallel (2)等高 Contour (3)放射线 Radial (4)流线 Flowli
4
三、中级工题型总结
第一类:全部二维+钻孔 Contour/Pocket+Drill
第二类:二维+1个斜面或1个曲面+钻孔 Contour/Pocket+Drill+Surface 第三类:二维+多个斜面或1个曲面+钻孔 Contour/Pocket+Surface+Drill
5
四、自动编程常用的方法
数控铣工实训
MasterCAM自动编程复习
1
MasterCAM自动编程复习
一、建模 二、自动编程操作步骤 三、中级工题型总结 四、自动编程常用方法 五、实例讲解
2
一、建模
二维建模步骤:
三维建模步骤:
3
二、自动编程操作步骤
分析模型,确定加工 方法及加工工艺, 刀具加工集中分序法 二维或三维建模
工件设定 开粗 轮廓 曲面、斜面加工 钻孔
MasterCAM铣削编程综合实例
综合实例10.1 MasterCAM编程步骤学习MasterCAM的最终目的是要在数控铣床或数控加工中心上,加工出实际的工件。
一般有工厂的固定产品,也有用户来料加工等方式,可按如下步骤进行。
1.绘制零件图纸如果是一般的机械工程图,要使用图纸上的尺寸绘出二维或三维线框模型图,然后在线框模型图上绘制曲面模型或实体。
如果加工件给的是实物,则要用测量实物的尺寸,或由三坐标测量机测量,找出相应尺寸,根据测量尺寸绘制出线框模型或曲面模型。
2.编制刀具路径根据加工工件的类型选取相应的加工功能项生成刀具路径。
如果是加工一个二维工件,就选用二维刀具轨迹生成模块;如果工件外形是一个圆弧齿轮,选用外形铣削;如果工件的内腔是一复杂曲线,就选用挖槽铣削;若内腔中还有岛屿,就要用挖槽和岛屿相结合的方法加工;如果工件是一个圆柱形凸轮,就要用三维多轴铣削;如果工件是钻孔、锪孔、攻丝、镗孔,就使用钻削加工,钻孔有一般钻孔、深钻孔等,需选用相应方式;如果工件表面是各种曲面,则要用三维曲面加工。
曲面加工有粗加工和精加工两大类多种加工方法,要根据不同的形状和要求去选用曲面加工方法,然后生成相应的刀具路径。
3.模拟刀具路径将编制的刀具路径在计算机上进行模拟显示,检验刀具路径的正确性,多余的刀具路径可通过过滤器删除,以除去多余的加工程序,减少加工时间。
系统提供加工时间,同时可帮助估算加工时间和费用。
4.检验刀具路径生成的刀具路径,可以在计算机中形象地铣削,可真正看出铣出的工件,在加工中看出刀具在什么地方发生干涉,发现问题及时修改。
5.编制后处理程序将NCI(刀位文件)转换成NC(加工程序),可编辑该加工程序,利用系统的通讯功能传送给数控系统,完成零件的加工。
10.3 电风扇绘制与加工10.3.1 线框及曲面造型1.绘制电风扇线框图形步骤1:进入MasterCAM系统,设置初始辅助菜单项在辅助菜单中选择并设置Z:0.000(Z向深度)Cplane:F(构图平面)Gview:F(视角平面)步骤2:绘制直线⑴选择Main Menu/Create/Line/Multi在提示区输入Specify endpoint 1:0,10 ↙Specify endpoint 2:6.25,10 ↙Specify endpoint 3:6.25,0 ↙Specify endpoint 4:6.25,0 ↙按ESC键,结束画线操作。
Mastercam 3D动态铣削手册

Mastercam's 3D动态铣削手册蔷薇的羽翼2012-2013更多的信息:需要获取更多咨询,请关注本人的博客(),当然最好的方法是联系你当地的经销商 .如果您需要2D动态铣削手册,你可以访问我的博客,在里面下载并阅读。
本文亦可以看作《动态铣削》手册的补充。
不但介绍3D优化刀路的应用,也将会对《动态铣削》手册发布一年之内,各位在实践中遇到的问题做一个更为深入的介绍。
Mastercam® X7 Opti Milling日期:2013年8月30日.作者:蔷薇的羽翼软件:Mastercam X7 SP2其他:3D动态铣削手册,这个名字只是个鳌头,因为这一年,动态铣削的概念也算深入人心。
曲面高速加工中并没有3D动态铣削这种命令。
与之类似的是优化加工。
但两者内核不同。
目录1.功能介绍 (4)优化铣削的概念 (4)优化铣削通用参数 (5)优化区域铣削 (7)2.优化铣削注意事项 (15)刀具 (15)刀柄 (15)切削液 (16)材料 (16)切削方式 (17)切削深度 (17)切削步距 (17)切削圆角 (18)实际切削速度 (18)3.优化中心除料铣削 (18)4.优化残料铣削 (23)5.更多资源 (28)6.感谢 (29)功能介绍Mastercam 高速曲面优化铣削刀具路径,充分利用刀具切削刃长度,实现刀具高速切削。
此刀路的主要特点是:保持刀具负载恒定,将机床运动速度变化保持在最小范围内,最大限度的提高材料去除率,降低刀具磨损。
高速刀具路径带来的好处:1.更高的刀具使用寿命。
2.最小的热量累。
3.更顺畅的排屑。
本教程的主要目的就是教导你,如何掌握Mastercam的优化铣削刀具路径。
学习目的熟悉各类优化铣削刀路的用途.了解优化铣削的具体参数创建优化铣削路径提示:教材中的屏幕颜色被修改过,可能与你的软件的设置不同,但这并不会影响到学习和使用。
第一节优化铣削的概念Mastercam's 3D优化铣削刀具路径包含以下几种:优化区域铣削优化中心除料铣削优化残料铣削Mastercam优化铣削刀具路径将高速加工发挥到了极致,优化刀具运动轨迹,恒定的切削负载,彻底避免了刀具过载,消除刀具突然转向而导致的震动,也使刀具边缘具有稳定的温度,延长了刀具涂层的寿命,消除零件表面的热损耗,使用大的下切步距,使刀具磨损可以均匀的分散到整个刀具的侧刃,更进一步延长刀具使用寿命。
数控加工自动编程(MasterCAM)实训指导书10
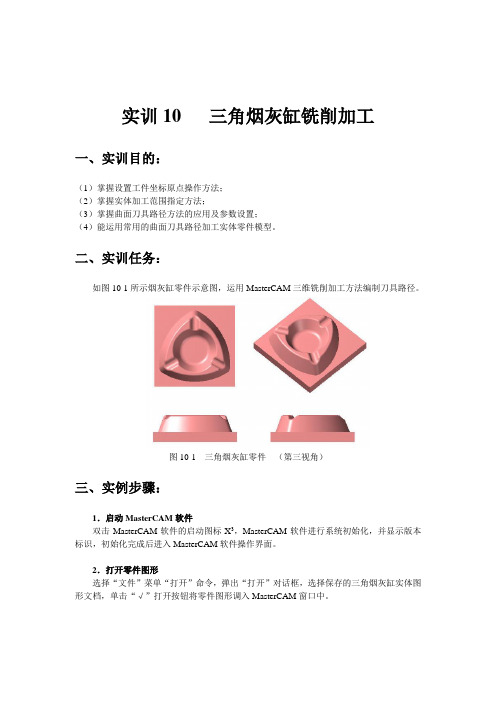
实训10 三角烟灰缸铣削加工一、实训目的:(1)掌握设置工件坐标原点操作方法;(2)掌握实体加工范围指定方法;(3)掌握曲面刀具路径方法的应用及参数设置;(4)能运用常用的曲面刀具路径加工实体零件模型。
二、实训任务:如图10-1所示烟灰缸零件示意图,运用MasterCAM三维铣削加工方法编制刀具路径。
图10-1 三角烟灰缸零件(第三视角)三、实例步骤:1.启动MasterCAM软件双击MasterCAM软件的启动图标X3,MasterCAM软件进行系统初始化,并显示版本标识,初始化完成后进入MasterCAM软件操作界面。
2.打开零件图形选择“文件”菜单“打开”命令,弹出“打开”对话框,选择保存的三角烟灰缸实体图形文档,单击“√”打开按钮将零件图形调入MasterCAM窗口中。
3.设置工件坐标系原点1)移动光标指向次菜单区中的“层别”按钮,单击按钮后弹出“层别管理”对话框,在“层别号码”文本框中输入6并按回车键,系统设置图层6为当前工作层。
2)在工具栏中单击“画边界盒”按钮,如图10-2所示,弹出“边界盒选项”对话框。
默认选择“所有图素”,在绘图区中绘制出包裹所有图素的立方体线框,如图10-3所示。
图10-2 “画边界盒”按钮图10-3 实体的边界盒3)在工具栏中单击“绘制任意线”按钮,拾取边界盒顶面矩形的对角点,绘制一条对角线,如图10-4所示。
指定此对角线段的中点为工件坐标系的原点。
注意:MasterCAM编制程序时默认以系统的坐标系为编程基准(按F9键显示的坐标系),因此,用户指定的工件坐标系需与系统的坐标系位置一致。
在此将指定到对角线中点的工件坐标原点移动到系统原点上。
图10-4 绘制对角线4)在工具栏中单击“平移”按钮,系统提示“平移:选取图素去平移”,在绘图区中窗选拾取所有图素,单击选取栏“结束选择”按钮确定。
系统弹出“平移”对话框。
5)在“平移”对话框中选择“移动”,并使用“从一点到另一点”方式,单击“选择起始点”按钮,系统切换进入绘图区中,并提示“选取平移起点”,用光标拾取对角线中点,系统继续提示“选取平移终点”,拾取系统的原点,系统根据此两点的距离和方向将全部图素进行移动,并切换返回“平移”对话框中。
七Mastercam三维铣削自动编程
实验七 Mastercam三维铣削自动编程(一) 实验目的1.掌握Mastercam中进行三维曲面加工数控编程的方法;2.体会曲面驱动刀具路径的基本理论;3.比较各曲面加工方法的特点及应用场合;4.了解数控加工过程仿真的方法。
(二) 实验设备和工具装有Mastercam软件的计算机(三) 实验原理1.铣削曲面的加工路线铣削曲面时,常用球头刀采用“行切法”进行加工。
所谓行切法是指刀具与零件轮廓的切点轨迹是一行一行的,而行间的距离按零件加工精度的要求确定。
对曲面加工,可采用沿曲面轨迹线和沿曲面截面线的两种加工路线。
当刀具沿曲面轨迹线加工,刀位点计算简单,程序少。
当刀具沿曲面截面线加工,符合这类零件曲面数据给出情况,便于加工后检验,但程序段较多。
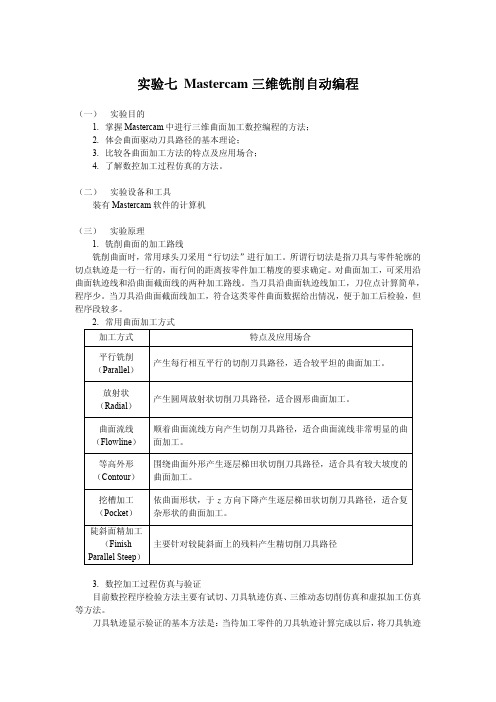
2.常用曲面加工方式加工方式特点及应用场合平行铣削(Parallel)产生每行相互平行的切削刀具路径,适合较平坦的曲面加工。
放射状(Radial)产生圆周放射状切削刀具路径,适合圆形曲面加工。
曲面流线(Flowline)顺着曲面流线方向产生切削刀具路径,适合曲面流线非常明显的曲面加工。
等高外形(Contour)围绕曲面外形产生逐层梯田状切削刀具路径,适合具有较大坡度的曲面加工。
挖槽加工(Pocket)依曲面形状,于z方向下降产生逐层梯田状切削刀具路径,适合复杂形状的曲面加工。
陡斜面精加工(FinishParallel Steep)主要针对较陡斜面上的残料产生精切削刀具路径3.数控加工过程仿真与验证目前数控程序检验方法主要有试切、刀具轨迹仿真、三维动态切削仿真和虚拟加工仿真等方法。
刀具轨迹显示验证的基本方法是:当待加工零件的刀具轨迹计算完成以后,将刀具轨迹在图形显示器上显示出来,从而判断刀具轨迹是否连续,检查刀位计算是否正确。
判断的依据和原则主要包括:刀具轨迹是否光滑连续、刀具轨迹是否交叉、刀轴矢量是否有突变现象、凹凸点处的刀具轨迹连接是否合理、组合曲面加工时刀具轨迹的拼接是否合理、走刀方向是否符合曲面的造型原则等。
第17章 Master CAM的铣削自动编程技术Solidworks学习

第17章 Master CAM 的铣削自动编程技术在本章中将通过实例零件的数控编程来介绍Master CAM 的外形、挖槽、钻孔、面铣、曲面粗加工、曲面精加工等铣削自动编程过程。
17.1 Master CAM 的平面铣削编程平面铣削刀具路径是由沿着工件外形的一系列线和弧组成刀具路径。
平面铣削通常是用于加工二维或三维工件的外形,二维外形铣削刀具路径的切削深度固定不变,而三维外形铣削刀具路径的切削深度随外形的位置的不同是变化的。
见图17-1所示。
17.1.1 外形铣削17.1.1.1 顶面平面铣削刀具路径的生成在顶面的平面铣削中主要对所加工零件的上表面进行粗加工和精加工。
生成外形铣削刀具路径的操作步骤如下:1. Main menu →Toolpaths →Job setup 系统弹出如图17-2所示对话框。
须定义的参数有:(1)定义工件毛坯尺寸在Master CAM 中铣削工件毛坯的形状只能设置为立方体,定义工件的尺寸有以下几种方法:①直接在Job Setup 对话框的X 、Y 和Z 输入框中输入工件毛坯的尺寸;②单击Select corners 按钮,在绘图区选取工件的两个角点定义工件毛坯的大小; ③单击Bounding box 按钮,在绘图区选取几何对象后,系统根据选取对象的外形来工件毛坯的大小。
在本例中采用本方法来定义毛坯,生成的毛坯见图17-1所示。
(2)设置工件原点在Master CAM 中可将工件的原点定义在工件的10个特殊位置上,包括8个角点及两个面中心点。
系统用一个小箭头来指示所选择原点在工件上的位置。
将光标移到各特殊点上,单击鼠标左键即可将该点设置为工件原点。
工件原点的坐标也可以直接在Stock Origin 输入框中输入,也可单击Select Origin按钮图17-1 图17-2后绘图区选取工件的原点。
(3)设置工件材料鼠标左键单击materials项按钮,系统弹出材料菜单,在窗口内单击鼠标右键,可弹出菜单,可添加、修改、删除所使用的材料。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
实验二 Mastercam三维铣削自动编程
一实验目的
1. 掌握Mastercam中进行三维曲面加工数控编程的方法;
2. 体会曲面驱动刀具路径的基本理论;
3. 比较各曲面加工方法的特点及应用场合;
4. 了解数控加工过程仿真的方法。
二实验设备和工具
装有Mastercam软件的计算机
三实验原理
1. 铣削曲面的加工路线
铣削曲面时,常用球头刀采用“行切法”进行加工。
所谓行切法是指刀具与零件轮廓的切点轨迹是一行一行的,而行间的距离按零件加工精度的要求确定。
对曲面加工,可采用沿曲面轨迹线和沿曲面截面线的两种加工路线。
当刀具沿曲面轨迹线加工,刀位点计算简单,程序少。
当刀具沿曲面截面线加工,符合这类零件曲面数据给出情况,便于加工后检验,但程序段较多。
四加工轨迹的贴图
五加工仿真的贴图。