螺旋焊管执行标准性能指标一览表
螺旋焊管部标执行标准

螺旋焊管部标执行标准螺旋焊管是一种重要的钢管产品,广泛应用于石油、天然气、化工、电力、航空和航天等领域。
为了确保螺旋焊管的质量和安全性,制定一个详尽的执行标准是必要的。
本文将介绍螺旋焊管部标的执行标准,包括其制定目的、适用范围、要求等方面的内容。
一、制定目的螺旋焊管部标的制定目的是为了规范螺旋焊管的生产和使用,确保其质量满足业务需求,同时提供统一的标准,方便生产和检验过程中的操作和管理。
二、适用范围本执行标准适用于生产和使用各种规格和尺寸的螺旋焊管。
螺旋焊管的材质可以是低碳钢、合金钢、不锈钢等。
三、标准要求1. 螺旋焊管的生产工艺和设备应符合相关的国家标准和技术规范,确保管材的加工精度和表面质量。
2. 管材的化学成分应符合相关的国家标准,以保证其机械性能和耐蚀性能。
3. 焊接工艺应严格控制,焊缝应符合相关的国家标准,确保焊缝的强度和密封性。
4. 壁厚测量要求:测量点按照国家标准的规定进行布置,保证测量结果的准确性。
5. 螺旋焊管的微观组织应满足相关的国家标准要求,以保证其力学性能和耐蚀性能。
6. 螺旋焊管的外观检验应符合相关的国家标准,确保管材的外观质量符合规定,无裂纹、疤痕等缺陷。
7. 管材的非破坏性检测应按照相关的国家标准进行,包括超声波检测、磁粉检测等方法。
8. 螺旋焊管的力学性能和物理性能应满足相关的国家标准,包括拉伸强度、屈服强度、伸长率等指标。
9. 螺旋焊管的耐腐蚀性能应符合相关的国家标准,包括耐盐雾腐蚀性能、硫化氢腐蚀性能等指标。
10. 对于特殊要求的螺旋焊管,应按照特定的技术要求进行检验和评定。
这些特殊要求可能包括高温性能、低温性能、防火性能等。
四、检验方法螺旋焊管的检验方法应符合相关的国家标准和技术规范。
常见的检验方法包括化学成分分析、金相显微分析、力学性能测试、耐蚀性能测试等。
五、质量控制螺旋焊管的生产和质量控制应按照相关的国家标准和技术规范进行。
质量控制的关键环节包括原材料的采购、生产工艺的控制、产品的检验和监测等。
螺旋管执行标准表螺旋管执行标准表

High-FrequencyLongitudindal-seam Steel Pipes
Liquid Transportation Pipeline s Use
直缝高频焊管
High-FrequencyLongitudindal-seam Steel Pipes
GB/T 13793-92
普通流体输送管道用直缝电阻焊钢管
Longitudinal-seam Electric Welding Steel
for Low-pressure Liquid Transportation
Pipeline s Use
直缝高频焊管
High-FrequencyLongitudindal-seam Steel Pipes
GB/T 3092-93
低压流体输送用焊接钢管
EletricWelded Steel Pipes for Low-pressure
Pipes
直缝高频焊管
High-FrequencyLongitudindal-seam Steel Pipes
GB/T 5384-91
普通流体输送管道用直缝电阻焊钢管
Longitudinal-seam ResistanceWelding Steel
Pipes for Common Liquid Transportation Pipelines
GB/T 9711.1-1997
石油天然气工业输送钢管交货技术条件
第1部分 A级钢管
The first Part of Oil-Gas industrial
TransportatioSteel Pipesonsignment
Technical Qualification Level A Steel Pipes
螺旋钢管技术要求
螺旋焊接钢管技术要求
一、外观质量
1、表面不应有裂缝、结疤、折叠,以及其他深度超过公称壁厚下偏差的缺陷。
2、管壁不应有深度超过6.4mm的摔坑。
摔坑长度不应超过0.5D。
3、钢管焊缝余高应小于等于3.5mm。
二、外径和壁厚要求
1、管道公称外径和公称壁厚标准数值应符合SY/T6475的相关要求。
2、管道外径偏差应符合SY/T5037-2012第2页表1的要求。
3、管道壁厚偏差应符合SY/T5037-2012第2页表2的要求.
4、钢管定尺长度为6000mm和12000mm两种,钢管的长度不允许负偏差。
5、管道椭圆度要求:在管端100mm长度范围内,最大外径不应比公称外径大1%,最小外径不应比公称外径小1%。
6、管端为平端钢管,D<813mm钢管切斜极限偏差1.5mm;D≥813mm钢管切斜极限偏差2.5mm。
三、钢管钢级要求
1、钢管采用GB/T700中Q235B级钢材焊制。
四、质量证明文件
出厂钢管应提供整套完整的质量证明文件,质量证明文件内容除符合国家规范要求的,应还满足四川天明电厂总承包单位的其他质量要求。
五、其他未说明事项遵照SY/T5037-2012标准执行。
螺旋焊管主要质量指标对照表

螺旋焊管主要质量指标对照表
精选word范本!
精选word范本!
钢管规格重量钢管静水压值钢管性能成份
螺旋钢管规格钢管尺寸钢管型号
钢管的规格一般以钢管的外径 D 、内径和壁厚 S 的毫米( mm )数标定。
钢管尺寸分不定尺和定尺:不定尺(通常长度)凡产品尺寸(长度或宽度),在标准规定范围内,而又不要求固定尺寸的叫不定尺。
定尺按订货要求切成固定尺寸的称为定尺。
按定尺长度交货时,所交金属材料必须具有需方在订货合同中指定的长度。
因此规定了允许有偏差。
钢管理论重量
精选word范本!
精选word范本!
注:绿色部分是钢管的生产范围
5-18mm是钢管壁厚,219-2020mm是钢管外径
数值是钢管理论重量
螺旋钢管静水压试验压力
沧州市鑫宜达钢管有限公司,以优质的原材料,严格的工艺流程,完善的检测设备,生产水电站用压力钢管,小水电用螺旋钢管,为您的工程提供可靠的保证。
公式:2ST÷D
精选word范本!
钢管规格重量钢管标准对比钢管性能成份
Q235B 16MN钢管 L245 L290 Q345钢管的力学性能和化学成份
精选word范本!
精选word范本!。
螺旋焊管执行标准

螺旋焊管执行标准螺旋焊管是指采用螺旋成型技术制成的焊管,其执行标准在不同国家和地区有所不同。
下面介绍几个常见的螺旋焊管执行标准:1.中国国家标准GB/T 9711-2017中国国家标准GB/T 9711-2017是针对石油天然气工业用焊接钢管的标准,其中包括了螺旋焊管的相关规定。
该标准对螺旋焊管的材料、尺寸、外观、性能等方面都作出了具体要求。
例如,对于用于输送石油天然气的螺旋焊管,其管径范围为DN25~DN400,壁厚范围为2.5~25毫米。
在性能方面,标准要求螺旋焊管应具有良好的冲击韧性、弯曲性能和焊接性能。
此外,该标准还对螺旋焊管的制造、检验和试验方法等作出了具体规定。
1.美国石油学会标准API 5L美国石油学会标准API 5L是针对石油天然气输送用钢管的标准,其中包括了螺旋焊管的相关规定。
API 5L标准对螺旋焊管的材料、尺寸、外观、性能等方面都作出了具体要求。
例如,对于用于输送石油天然气的螺旋焊管,其管径范围为DN20~DN400,壁厚范围为2.5~37毫米。
在性能方面,标准要求螺旋焊管应具有良好的冲击韧性、弯曲性能和焊接性能。
此外,该标准还对螺旋焊管的制造、检验和试验方法等作出了具体规定。
1.欧洲标准EN 10216-2欧洲标准EN 10216-2是针对压力用途的钢管标准,其中包括了螺旋焊管的相关规定。
该标准对螺旋焊管的材料、尺寸、外观、性能等方面都作出了具体要求。
例如,对于用于输送石油天然气的螺旋焊管,其管径范围为DN25~DN400,壁厚范围为2.5~37毫米。
在性能方面,标准要求螺旋焊管应具有良好的冲击韧性、弯曲性能和焊接性能。
此外,该标准还对螺旋焊管的制造、检验和试验方法等作出了具体规定。
1.日本工业标准JIS G3456日本工业标准JIS G3456是针对高强度结构用碳素钢钢管的标准,其中包括了螺旋焊管的相关规定。
该标准对螺旋焊管的材料、尺寸、外观、性能等方面都作出了具体要求。
螺旋焊管国标执行标准
螺旋焊管国标执行标准螺旋焊管是一种常用的钢管制品,广泛应用于石油、天然气、化工、电力、建筑等行业。
为了确保螺旋焊管的质量和安全性能,国际上制定了一系列的标准和规范,以规范螺旋焊管的生产、测试和使用。
本文将介绍螺旋焊管的国标执行标准。
一、基本规范螺旋焊管的国标执行标准主要有以下几个方面:1. 材料标准:国标要求螺旋焊管所采用的钢材必须符合相应的材料标准,如GB/T 700(一般结构用碳素结构钢)、GB/T 1591(低合金高强度结构钢)等。
2. 尺寸标准:螺旋焊管的外径、壁厚、长度等尺寸必须符合国标规定的公差范围和允许偏差。
3. 加工工艺标准:国标对螺旋焊管的生产加工工艺也有详细规定,如钢板剪切、卷制、焊接等过程要符合相应的标准,确保焊接质量和机械性能。
4. 表面处理标准:螺旋焊管的表面处理也是非常重要的环节,国标要求螺旋焊管在表面清洁度、防锈处理、油漆涂层等方面都要符合标准要求。
二、质量控制标准螺旋焊管的质量控制标准主要包括以下几个方面:1. 化学成分分析:国标规定了螺旋焊管钢材的化学成分要求,包括元素含量、杂质控制等。
生产厂家需要通过化学成分分析,确保焊管材料的质量符合标准要求。
2. 机械性能测试:螺旋焊管需要进行拉伸试验和冲击试验,以确定其抗拉强度、屈服强度、延伸率等机械性能是否满足国标要求。
3. 几何尺寸检测:螺旋焊管的外径、壁厚、长度等几何尺寸必须经过严格的检测,确保其尺寸公差和允许偏差在规定范围内。
4. 焊接质量检测:焊接是螺旋焊管生产中的关键工艺,国标对焊缝的外观质量、焊缝强度、焊缝金相组织等方面有详细规定,需要通过可视检查、无损检测等手段进行检验。
三、标准应用领域螺旋焊管的国标执行标准适用于以下几个领域:1. 石油、天然气行业:螺旋焊管被广泛用于输送石油和天然气,在这些领域,螺旋焊管必须符合国标标准,以确保管道的密封性和耐腐蚀性能。
2. 建筑领域:螺旋焊管在建筑结构中被广泛使用,如楼梯、扶手、桁架等,国标规定了焊管的力学性能、尺寸公差等要求,以确保建筑结构的安全性能。
螺旋焊管主要质量指标对照表
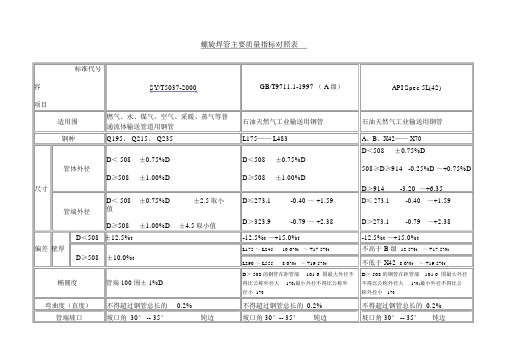
螺旋焊管主要质量指标对照表标准代号容SY/T5037-2000GB/T9711.1-1997 ( A 级)API Spec 5L(42)项目适用围燃气、水、煤气、空气、采暖、蒸气等普石油天然气工业输送用钢管石油天然气工业输送用钢管通流体输送管道用钢管钢种Q195、 Q215、 Q235L175—— L483A、B、X42—— X70D<508±0.75%DD< 508±0.75%D D<508±0.75%D508≥D≥914 -0.25%D ~+0.75%D 管体外径D≥508±1.00%D D≥508±1.00%DD>914-3.20 ~+6.35尺寸D< 508±0.75%D±2.5取小D≤273.1-0.40~ +1.59D≤ 273.1-0.40~+1.59管端外径值D≥508±1.00%D±4.5取小值D>323.9-0.79~ +2.38D>273.1-0.79~+2.38 D<508 ±12.5%t-12.5%t ~+15.0%t-12.5%t ~+15.0%t偏差壁厚±10.0%t L175 ~ L245-10.0%t~ +17.5%t不高于 B 级-12.5%t~ +17.5%tD≥508L290 ~ L555-8.0%t~ +19.5%t不低于 X42 -8.0%t~+19.5%tD> 508 的钢管在距管端101.6 围最大外径不D> 508 的钢管在距管端101.6 围最大外径椭圆度管端 100 围± 1%D得比公称外径大1%;最小外径不得比公称外不得比公称外径大1%;最小外径不得比公径小 1%称外径小1%弯曲度(直度)不得超过钢管总长的0.2%不得超过钢管总长的 0.2%不得超过钢管总长的 0.2%管端坡口坡口角 30° -- 35°钝边坡口角 30°-- 35°钝边坡口角 30° -- 35°钝边1.6 ±0.8 1.59 ±0.79 1.59 ±0.79D<813 ,≤1.6< 1.59<1.59切斜D≥813 , ≤3.0t ≤12.70.35t 且不得大于 3.0≤1.59≤1.59错边0.25t0.1251 与 3.18 的取最小值0.1251 与 3.18 的取最小值t >12.7t ≤13< 3.2t ≤12.7 < 3.18t ≤12.7 < 3.18焊缝余高t > 13<4.8t >12.7<4.76t >12.7<4.76化学分析每熔炼批取 1 个试样每熔炼批取 2 个试样每熔炼批取 2 个试样母材 : 每熔炼批取 1 个试样母材 : 每熔炼批取 1 个试样拉伸试样每检验批取一个焊接接头试样螺旋焊缝 : 每熔炼批取 1 个试样螺旋焊缝 : 每熔炼批取 1 个试样对头焊缝 : 不多于 50 根取一个试样对头焊缝 : 不多于 50 根取一个试样导向弯曲试验不做每检验批取一个正弯试样和一个反弯试样,每检验批取一个正弯试样和一个反弯试样,对头焊缝不多于50 根取一个正弯试样和一个对头焊缝不多于50 根取一个正弯试样和一反弯试样个反弯试样合同要求时, 夏比冲击每熔炼批取 3 个 ;合同要求时,夏比冲击每熔炼批取 3 个 ;断裂韧性试验不做D≥508 时 , 落锤冲击每熔炼批取 2个D≥508 时 , 落锤冲击每熔炼批取 2个补焊焊缝 , 对头焊缝 , 环向焊缝应进行X 射线或超声100X 检验或 100%超声波检测 , 加对头焊缝、无损检验100X 检验或 100%超声波检测 , 加对头焊缝、波检验 ; 螺旋焊缝抽查 20%的钢管 , 用于可燃气体输丁字焊缝和管端 203mm X射线检验送管的螺旋焊缝应 100%的检验丁字焊缝和管端 203mm X射线检验D:钢管公称外径 ,mm t: 钢管公称壁厚 ,mm[ σ] 静水压试验的试验应力 ,MPa;L: 单根钢管长度P: 静水压试验压力 ,Pa钢管规格重量钢管静水压值钢管性能成份螺旋钢管规格钢管尺寸钢管型号钢管的规格一般以钢管的外径 D 、径和壁厚 S 的毫米( mm )数标定。
q355b焊管执行标准

q355b焊管执行标准Q355B焊管是一种常用的钢质焊管,其执行标准是GB/T 3091-2015《焊接低碳钢管道用螺旋焊管》。
该标准涵盖了焊管的材料、化学成分、机械性能、尺寸和外观等方面的要求,为确保焊管的质量和安全性提供了重要的指导。
首先,Q355B焊管的材料为低碳钢,具有较高的弯曲强度和耐磨性,适用于各种工业和建筑领域的管道应用。
这种材料的选择符合了对焊管强度和耐用性的要求,可以满足不同工程项目的需要。
在化学成分方面,Q355B焊管要求硫含量不超过0.045%,磷含量不超过0.045%,碳含量在0.12%至0.20%之间,这些严格的要求保证了焊管的质量稳定性和安全性。
通过控制好焊管的化学成分,可以避免因材质不合格而导致的安全隐患。
机械性能是评价焊管质量的重要指标之一,Q355B焊管在拉伸强度、屈服强度和冲击功等方面都有着严格的要求。
这些机械性能的指标可以通过各种测试手段进行检测,确保焊管符合标准要求,具有良好的强度和耐久性。
尺寸是焊管质量的另一个重要方面,Q355B焊管的外径、壁厚和长度等尺寸都有着精确的要求。
焊管在生产和安装过程中,需要严格控制尺寸偏差,确保焊管的连接性和稳定性,以免影响管道系统的正常运行。
外观质量是焊管质量评价的一个重要方面,Q355B焊管要求外表面应平整、无划痕、皱折、气泡和夹渣等缺陷,焊缝应连续、无裂缝。
外观质量的检验可以直观地反映焊管的生产工艺和质量管理水平,保证焊管的美观性和功能性。
梳理一下本文的重点,我们可以发现,Q355B焊管执行标准GB/T 3091-2015《焊接低碳钢管道用螺旋焊管》为焊管生产和应用提供了重要的规范和指导。
遵循标准要求,可以保证焊管的材质稳定、质量可靠,满足各种工程项目的需要。
同时,标准的执行也可以促进焊管行业的健康发展,提高焊管在工程领域的应用水平,为社会经济发展做出贡献。
螺旋焊管主要质量指标对照表模板

螺旋焊管主要质量指标对照表
1
螺旋焊管主要质量指标对照表
2
3
钢管规格重量钢管静水压值钢管性能成份
螺旋钢管规格钢管尺寸钢管型号
钢管的规格一般以钢管的外径 D 、内径和壁厚 S 的毫米( mm ) 数标定。
钢管尺寸分不定尺和定尺: 不定尺( 一般长度) 凡产品尺寸( 长度或宽度) , 在标准规定范围内, 而又不要求固定尺寸的叫不定尺。
定尺按订货要求切成固定尺寸的称为定尺。
按定尺长度交货时, 所交金属材料必须具有需方在订货合同中指定的长度。
因此规定了允许有偏差。
钢管理论重量
4
注: 绿色部分是钢管的生产范围
5-18mm是钢管壁厚, 219-2020mm是钢管外径
5。
螺旋焊管的执行标准
螺旋焊管的执行标准一、尺寸和形状1.螺旋焊管的直径应符合相关标准,通常在DN150mm至DN3000mm之间。
2.螺旋焊管的壁厚应符合相关标准,根据不同的直径和用途,壁厚会有所不同。
3.螺旋焊管的长度应符合相关标准,通常在3m至12m之间。
4.螺旋焊管的弯曲度应符合相关标准,不得有过大的弯曲或不均匀。
二、重量和长度1.螺旋焊管的重量应符合相关标准,根据不同的直径、壁厚和长度,重量会有所不同。
2.螺旋焊管的长度应符合相关标准,通常在3m至12m之间。
三、制造方法1.螺旋焊管应采用先进的生产工艺,包括高频焊接、挤压等。
2.生产过程中应保证管体的平直度和圆度,不得有过大的变形或瑕疵。
3.生产过程中应对原材料进行严格的质量控制,确保管体的材质和性能符合要求。
四、材质和表面质量1.螺旋焊管的材质应符合相关标准,通常采用钢材或合金钢。
2.管体表面应光滑、平整、无气泡、无裂纹等缺陷。
3.管体表面应进行防锈处理,以提高耐腐蚀性能。
五、机械性能1.螺旋焊管的抗拉强度、屈服点等机械性能应符合相关标准。
2.管体在承受压力、弯曲等应力作用下应保持稳定,不得有过大的变形或破裂。
3.螺旋焊管的耐压性能应符合相关标准,在规定压力下不得有泄漏或破裂现象。
六、试验方法1.螺旋焊管应进行无损检测,包括X射线检测、超声波检测等。
2.螺旋焊管应进行压力试验,以检验其耐压性能和密封性能。
3.螺旋焊管应进行拉伸试验、冲击试验等,以检验其机械性能。
4.螺旋焊管应进行防腐性能试验,以检验其防锈性能和耐腐蚀性能。
七、质量等级和标志1.螺旋焊管应根据其材质、尺寸、机械性能等方面的差异进行质量等级划分。
2.每根螺旋焊管上应标注产品编号、尺寸、材质、生产日期等相关信息。
3.质量等级标志应清晰可见,并应符合相关标准和规定。
八、包装、运输和贮存1.螺旋焊管在包装时应进行防尘、防潮处理,以避免在运输过程中受到损坏或污染。
2.螺旋焊管在运输时应采用适当的支承和固定措施,以防止在运输过程中产生变形或损坏。
螺旋焊管主要质量指标对照表

螺旋焊管主要质量指标对照表螺旋焊管是一种常见的焊接钢管,由焊接钢带经过辊压成型而成。
在使用螺旋焊管之前,了解其主要质量指标是非常重要的。
本文将详细介绍螺旋焊管的主要质量指标,并提供一个对照表,用于比较和评估不同规格和型号的螺旋焊管。
1. 外观质量螺旋焊管的外观质量是评估其性能和使用寿命的重要因素之一。
以下是一些常见的外观质量指标:•表面光洁度:螺旋焊管的表面应光洁平整,不得有裂纹、皱褶、气孔等缺陷。
•铁锈和污垢:螺旋焊管表面应无锈斑和污垢,以确保其防腐性能和耐久性。
•脱皮和剥落:焊管表面的涂层不得有脱皮和剥落现象,以保证其耐用性和使用寿命。
2. 尺寸和几何形状螺旋焊管的尺寸和几何形状直接影响其安装和使用情况。
一些常见的尺寸和几何形状指标包括:•外径:螺旋焊管的外径应符合国家或行业标准,并在规定的公差范围内。
•壁厚:螺旋焊管的壁厚也应符合国家或行业标准,并有明确的公差要求。
•直线度:螺旋焊管的直线度应满足规定的要求,以保证其安装的牢固性。
•管口弯曲度:对于部分需要连接的螺旋焊管,其管口弯曲度也需要符合要求。
3. 物理性能螺旋焊管的物理性能是评估其强度、韧性和耐久性的关键指标。
以下是一些常见的物理性能指标:•屈服强度:螺旋焊管的屈服强度应符合国家或行业标准,以确保其在应力下不会发生塑性变形。
•抗拉强度:螺旋焊管的抗拉强度也应满足规定的要求,以保证其承载能力和使用寿命。
•冲击韧性:一些特殊应用场景下的螺旋焊管需要具备良好的冲击韧性,以承受外界冲击和振动。
•抗腐蚀性:螺旋焊管通常用于输送液体或气体,其抗腐蚀性应符合相关标准。
4. 化学成分螺旋焊管的化学成分会直接影响其物理性能和抗腐蚀性能。
以下是一些常见的化学成分指标:•碳含量:螺旋焊管中的碳含量应符合国家或行业标准,以控制其硬度和强度。
•锰含量:适当的锰含量有助于提高螺旋焊管的韧性和冲击韧性。
•硫含量:过高的硫含量会降低螺旋焊管的焊接性能和抗腐蚀性能。
螺旋焊管执行标准
螺旋焊管执行标准螺旋焊管执行标准简介螺旋焊管是一种常用的钢管产品,具有结构简单、使用方便、耐压性能好等优点,广泛应用于石油、化工、电力、供热、市政工程等领域。
为了确保螺旋焊管的质量和安全性能,制定了一系列的执行标准。
1. 螺旋焊管的制造标准螺旋焊管的制造标准主要包括国际标准和国内标准两大类。
国际标准有API 5L、ISO 3183等,国内标准有GB/T 9711、SY/T 5037等。
这些标准规定了螺旋焊管的尺寸、材质、性能要求、检验方法等方面的内容,确保了螺旋焊管的制造和使用符合相关的技术要求。
2. 螺旋焊管的机械性能要求螺旋焊管的机械性能是指其抗拉强度、屈服强度、延伸率等指标。
根据不同的使用环境和要求,机械性能要求会有所不同。
一般来说,螺旋焊管的抗拉强度应满足国际或国内标准的要求,屈服强度要求通常为抗拉强度的80%左右,延伸率要求为20%以上。
3. 螺旋焊管的化学成分要求螺旋焊管的化学成分指的是管材中的元素含量。
常用的元素有碳、硅、锰、硫、磷等。
化学成分的要求是为了保证焊管的材质稳定,具有良好的强度和韧性。
一般来说,螺旋焊管的碳含量应控制在0.17%~0.24%之间,硅含量控制在0.17%~0.37%之间,锰含量控制在0.70%~1.00%之间。
4. 螺旋焊管的工艺要求螺旋焊管的工艺要求主要包括焊接方法、焊接材料和焊接工艺等。
焊接方法一般采用双面焊接或单面焊接,焊接材料一般采用焊接钢带或钢板,焊接工艺要求包括焊接电流、焊接速度、焊接温度等。
工艺要求的合理控制能够确保焊管的质量和焊缝的可靠性。
5. 螺旋焊管的表面处理螺旋焊管的表面处理主要包括除锈、喷漆等工艺。
除锈工艺可以采用机械除锈、化学除锈等方式,喷漆工艺一般采用喷涂或浸涂方式。
表面处理的目的是保护焊管免受氧化、腐蚀等因素的侵害,延长焊管的使用寿命。
总之,螺旋焊管的执行标准对于保证焊管的质量和安全性能具有重要作用。
制造商在生产螺旋焊管时,需要根据执行标准的要求进行生产和检测,确保焊管符合相关标准,满足用户的需求。
螺旋管及其标准分类
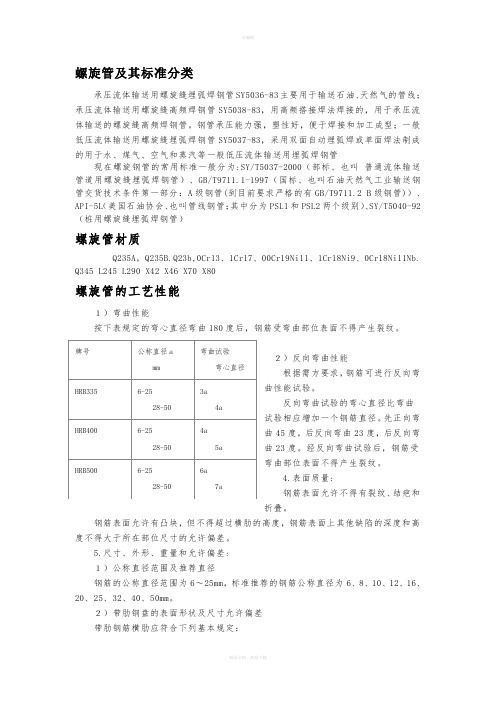
螺旋管及其标准分类承压流体输送用螺旋缝埋弧焊钢管SY5036-83主要用于输送石油、天然气的管线;承压流体输送用螺旋缝高频焊钢管SY5038-83,用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。
钢管承压能力强,塑性好,便于焊接和加工成型;一般低压流体输送用螺旋缝埋弧焊钢管SY5037-83,采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管现在螺旋钢管的常用标准一般分为:SY/T5037-2000(部标、也叫普通流体输送管道用螺旋缝埋弧焊钢管)、GB/T9711.1-1997(国标、也叫石油天然气工业输送钢管交货技术条件第一部分:A级钢管(到目前要求严格的有GB/T9711.2 B级钢管))、API-5L(美国石油协会、也叫管线钢管;其中分为PSL1和PSL2两个级别)、SY/T5040-92(桩用螺旋缝埋弧焊钢管)螺旋管材质Q235A,Q235B.Q23b,0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb. Q345 L245 L290 X42 X46 X70 X80螺旋管的工艺性能1)弯曲性能按下表规定的弯心直径弯曲180度后,钢筋受弯曲部位表面不得产生裂纹。
根据需方要求,钢筋可进行反向弯曲性能试验。
反向弯曲试验的弯心直径比弯曲试验相应增加一个钢筋直径。
先正向弯曲45度,后反向弯曲23度,后反向弯曲23度。
经反向弯曲试验后,钢筋受弯曲部位表面不得产生裂纹。
4.表面质量:钢筋表面允许不得有裂纹、结疤和折叠。
钢筋表面允许有凸块,但不得超过横肋的高度,钢筋表面上其他缺陷的深度和高度不得大于所在部位尺寸的允许偏差。
5.尺寸、外形、重量和允许偏差:1)公称直径范围及推荐直径钢筋的公称直径范围为6~25mm,标准推荐的钢筋公称直径为6、8、10、12、16、20、25、32、40、50mm。
2)带肋钢盘的表面形状及尺寸允许偏差带肋钢筋横肋应符合下列基本规定:横肋与钢盘轴线的夹角β不应小于45度,当该夹角不大于70度时,钢筋相对两面上横肋的方向应相反;横肋与间距l不得大于钢筋公称直径的0.7倍;横肋侧面与钢筋表面的夹角α不得小于45度;钢筋相对两面上横肋末端之间的间隙(包括纵肋宽度)总和不应大于钢筋公称周长的20%;当钢筋公称直径不大于12mm时,相对肋面积不应小于0.055;•公称直径为14m m和16mm,相对肋面积不应小于0.060;公称直径大于16mm时,相对肋面积不应小于0.065。
螺旋焊管的执行标准是什么螺旋焊管的执行标准是什么

螺旋焊管的执行标准是什么螺旋焊管的执行标准是什么螺旋管及其规范分类:承压流体保送用螺旋缝埋弧焊钢管(SY5036-83)主要用于保送石油、自然气的管线;承压流体保送用螺旋缝高频焊钢管(SY5038-83),用高频搭接焊法焊接的,用于承压流体保送的螺旋缝高频焊钢管。
钢管承压才能强,塑性好,便于焊接和加工成型;普通低压流体保送用螺旋缝埋弧焊钢管(SY5037-83),采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等普通低压流体保送用埋弧焊钢管。
螺旋钢管制造工艺:螺旋钢管是以带钢卷板为原材料,经常温挤城压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管.(1)原材料即带钢卷,焊丝,焊剂。
在投入前都要经过严格的理化检验。
(2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。
(3)成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。
(4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。
(5)采用外控或内控辊式成型。
湖北螺旋钢管/螺旋钢管厂/螺旋钢管价格(6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。
(7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。
(8)焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了100,的螺旋焊缝的无损检测覆盖率。
若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时消除缺陷。
(9)采用空气等离子切割机将钢管切成单根。
(10)切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。
(11)焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经消除。
(12)带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。
螺旋焊管主要技术指标对照
在任何方向上尺寸大于 50mm,单点压痕硬 度值应低于 35HRC(327HB)。
大 13mm;D/T>75 时,协议;管体 D/T≤75
时,1.5%D 最大 15mm;D/T>75 时协议;
D>1422 协议
弯曲度(直度) 不得超过钢管总长的 0.2%
不得超过钢管总长的 0.2%
钢管全长相对于直线的总偏离不得超过钢 管总长的 0.2%; 管端 1000mm 长度上相对于直线的局部偏离 不得超过钢管总长的 0.2% ≤4.0mm
也适用于具有类似要求的其他流体输送管 条件。
钢管制造要求。
用于可燃流体输送用钢管。
道用钢管.
钢种/钢级 Q195、Q215、Q235
L175--L555
L175(A25)--L485(X70)
L245NB--L555MB
D<508 ±0.75%D 管体外径
D≥508 ±1.00%D
尺 寸
D<508 ±0.75%D ±2.5 取小值 管端外径
坡口角 钝边
30°--35° 1.6±0.8
D≤220 不超过 1 mm D>220 为 0.005D 最 大为 1.6 mm
≤1.59 0.125T 与 3.18mm 的最小值
T≤15 15<T≤25 T>25
≤1.5mm ≤0.1T ≤2.5mmLeabharlann T≤10 最大错边为 1mm
10<T≤20 0.1T
±0.5mm ±10%T ±1.5mm
D>1430 时协议
T≤10 (+1.0 –0.5) 10<T<20 (+10% –5%) T≥20 (+2mm –1mm)
内部资料
第2页共8页
禁止外传
螺旋管国标厚度标准表
螺旋管国标厚度标准表
螺旋管国标厚度标准表
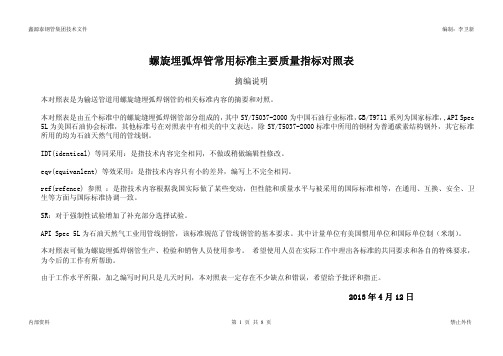
螺旋管是一种常用的钢管,其制造工艺是将钢板卷成螺旋形,然后进行焊接。
由于其制造工艺的特殊性,螺旋管的厚度是其重要的参数之一。
为了保证螺旋管的质量和安全性能,国家制定了螺旋管的厚度标准,下面是螺旋管国标厚度标准表。
螺旋管国标厚度标准表
螺旋管的厚度标准是由国家标准化管理委员会制定的,其标准号为GB/T 9711.1-2011。
根据该标准,螺旋管的厚度分为以下几种:
1. 壁厚小于等于10mm的螺旋管,其厚度公差为±0.5mm。
2. 壁厚大于10mm的螺旋管,其厚度公差为±1.0mm。
3. 壁厚大于等于25mm的螺旋管,其厚度公差为±1.5mm。
4. 壁厚大于等于40mm的螺旋管,其厚度公差为±2.0mm。
5. 壁厚大于等于60mm的螺旋管,其厚度公差为±2.5mm。
需要注意的是,以上厚度标准仅适用于直径大于219mm的螺旋管。
对于直径小于219mm的螺旋管,其厚度标准应根据实际情况进行确定。
螺旋管的厚度对于其使用性能和安全性能都有着重要的影响。
如果螺旋管的厚度不符合标准要求,将会影响其承载能力和抗压能力,从而导致安全隐患。
因此,在购买螺旋管时,应注意其厚度是否符合国家标准。
总结
螺旋管国标厚度标准表是保证螺旋管质量和安全性能的重要依据。
根据国家标准,螺旋管的厚度分为不同的标准,需要根据实际情况进行选择。
在购买螺旋管时,应注意其厚度是否符合国家标准,以保证其使用性能和安全性能。
螺旋焊管执行标准

螺旋焊管执行标准
摘要:
一、螺旋焊管简介
二、螺旋焊管执行标准
三、螺旋焊管的应用领域
四、螺旋焊管的优势和特点
五、结论
正文:
螺旋焊管是一种采用双面埋弧焊接工艺制作的管道,它具有生产效率高、成本低、强度高、可生产大口径管道等优点。
在众多领域中,螺旋焊管都有广泛的应用,如石油、天然气、水处理、建筑等。
螺旋焊管执行的标准主要有SY/T5037-2000、GB/T9711.1-1997和
GB/T9711.2-1997等。
其中,SY/T5037-2000是我国石油天然气行业标准,GB/T9711.1-1997和GB/T9711.2-1997则是我国国家标准。
这些标准对螺旋焊管的尺寸、壁厚、强度、试验方法等方面都有详细的规定。
螺旋焊管的应用领域非常广泛。
在石油、天然气领域,螺旋焊管用于输送原油、天然气等介质;在水处理领域,螺旋焊管用于输送饮用水、污水等介质;在建筑领域,螺旋焊管用于排水、供暖等工程。
此外,螺旋焊管还被广泛应用于化工、电力等行业。
螺旋焊管具有以下优势和特点:1.生产效率高,成本低;2.强度高,能承受高压;3.具有良好的密封性能;4.安装方便,施工速度快;5.使用寿命长。
总之,螺旋焊管作为一种高效、低成本、应用广泛的管道,执行的标准对其质量、性能有着重要的保障作用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
t>20㎜ 最大为2㎜
3.18㎜两者的最小值
t>12.5㎜ 错边不超过0.25t
t>13㎜不得超过0.25t
坡口角度
30º(+5º-0º)
30º(+5º-0º)
30º(+5º-0º)
30º(+5º-0º)
30º(+5º-0º)
45º(+5º-0º)
管端
钝边 切斜
1.6㎜ ± 0.8㎜ <1.6㎜
1.6㎜ ±0.8㎜ ≤3
M=0.02466(D-t)t
一根钢管螺旋长度计算:L(管长 /S)
每种钢级均由最大值要求
每熔炼批取2个试样
每熔炼批取2个试样
每熔炼批取1个试样
母 材:每熔炼批取1个试样 母 材:每熔炼批取1个试样 螺旋焊缝:每熔炼批取1个试 螺旋焊缝:每熔炼批取1个试 焊接接头试验应不多于80根 对头焊缝:低样于50个取1个试 样对头焊缝:低于50个取1个试 同规格钢管中取1个试样
±12.5 %t ±10.0 %t
219≤D≤610 ≤1.5%D;610<D 219≤D≤610 ≤1.5%D;610<D≤
≤1422 D/T≤75时≤1%D,D/T>75 1430 D/T≤75时≤1%D,D/T>75时
时 ≤1.5%D;D>1422协议
≤1.5%D;D>1430 协议
D>508㎜ ±1%D
钢管直度
焊缝高度
610<D≤1422±0.005D最大为±4
273.1<D≤508 ±0.0075D
D>1422 协议 t≤5 ±0.5
5< t<15 ±0.1t t≥15 ±1.5
D>508 ±0.01D或±10取较大者 ±10%t
610<D≤1430 ±0.005D最大±4 D>1430 协议
D≤457㎜ ±0.75%D >457㎜ ±1%D
所有钢级均有要求
/
/
D≥508㎜钢管,落锤冲击每
熔炼批取2个试样
t≤12.5㎜ ≤1.6㎜ t>12.5㎜ ≤0.125t
t≤10㎜ 最大1㎜ 10<t≤20㎜ 最大0.1t
t≤12.7㎜ 最大1.59㎜ t>12.7㎜ 最大0.125t或
t≤12.5㎜ 小于0.35t且 不得超过3.0㎜
t≤13㎜不得超过0.35t 且最大不得超过3.2㎜
t>25㎜ 最大为2.5㎜
GB/T9711.2-1999
GB/T9711.1-1997
SY/T5037-2000
SY/T5040-2000
4
1
2
D≤610 ±0.5或±0.005D 最 大为±1.6
D≤273.1㎜
-0.4 +1.59
610<D≤1430 ±1.6
D≥273.1≤508㎜ -0.79 +2.38
D<508㎜ ±0.75%D或± 2.5㎜
性 能
标 准
指
项
目
标
管径
管端 (管端101.6㎜范围内)
API 5L
D≤610 ±0.005D但最大为±1.6 610<D≤1422 ±1.6 D>1422 协议
D≤610 ±0.0075D最大±3.2
螺旋焊管执行标准性能指标一览表
GB/T3091-2008
D -0.8 +2.4 D≤273.1 ±0.01D
D D<508㎜ ±0.75%D D≥508㎜ ±1.0%D
t≤10 +1 -0.5 10<t<20 +0.1t -0.05t
t≥20 +2 -1
L175-245级-12.5%t+15%t L290-555级-12.5%t+15%t L175-245级-10.0%t+17.5%t L290-555级-8.0%t+19.5%t
D>508㎜ ±1%D
±1%D
不得超过钢管总长度的0.2%管端1m 内直度≤4㎜
不得超过钢管总长度的0.02%
t≤13㎜ ≤3.5㎜
t≤12.5㎜ ≤3.2㎜
不得超过钢管总长度的0.02%管端 1m内直度≤4㎜
不得超过钢管总长度的0.02%
t≤15㎜ ≤3㎜
t≤12.7㎜ ≤3.18㎜
不得超过钢管总长度的0.02% t≤12.5㎜ ≤3.2㎜
D≥508㎜ ±0.50%D或± 4.5㎜
D≤813㎜ ±0.5%D 最大 ±3.2㎜
D>813㎜ ±0.4%D最大± 4.0㎜
D>1430 协议
D≥508㎜ -0.79 +2.38 (取相应最小值)
D≤610 ±0.5或±0.0075D 最大为±3
管体
壁厚
D<508㎜ D≥508㎜
椭圆度(管端101.6㎜范围内)
1.6㎜ ± 0.8㎜
D≤220 ≤1㎜;D>220 ≤0.005D 最大为1.6
1.59㎜ ± 0.79㎜ <1.59㎜
1.6㎜ ± 0.8㎜ D<813㎜ 小于1.6㎜ D≥813㎜ 小于3.0㎜
1.6㎜±0.8㎜ <0.005D最大≤4㎜
理论米重量 一个螺距计数
符号说明
Wpe=0.02466(D-t)t
S=B/sinα 注: B=带钢宽度,a成 型角度
D 外 径;t Wpe 米 重 ; M
壁 厚; 米重
Wpe=0.02466(D-t)t
Wpe=0.02466(D-t)t 一个螺距螺旋线长度计数
M=0.0246615(D-t)t
ቤተ መጻሕፍቲ ባይዱ
M=0.0246615(D-t)t
L=πD中/sinα 注:D中=D外-1t ,t为板厚, a成型角度
t>13㎜内焊缝≤3.5外焊缝≤4.5
t>12.5㎜ ≤0.035t
10<t≤20㎜ ≤0.1t;t>20㎜ ≤2㎜
t>12.7㎜ ≤4.76㎜
t>12.5㎜ ≤4.8㎜
±1.0%D D≤813㎜ ±12.5%t D>813㎜ ±10.0%t
±1%D 不得超过钢管总长度的0.01%
/
错边
t≤15㎜ 最大1.5㎜ 15<t≤25㎜ 最大0.1t
样
样
每检验批取正、反弯各一个 每检验批取正、反弯各一个
试样,对头焊缝不多于50个 试样,对头焊缝不多于50个
/
取正、反弯各一个试样
取正、反弯各一个试样
每炉号钢卷取1个试样 母 材:每炉号取1个试样 焊接接头:每100根取1个试 样对头焊缝:低于50个取1个试 样
/
合同要求时,夏比冲击每熔
炼批取3个试样;