《ERP物料编码作业指导书》
物料编码作业指导书
为了方便电子元器件的购买及生产管理, 且为以后元器件的电脑化管理提供可能, 本规范对可能涉及到的电子元器件的编号进行规定.1: 总体原则1.1 总体规定: 电子元器件的编号统一设想采用全数字编号方式且统一为13位. 具体以器件分类名称的一位或两位数字开始, 后续12或者11位数字或字母表示器件的具体规格或型号.1.2 对于不同规格与不同厂家的元器件原则上采用不同的编号.1.3 对于一些通用类电子元器件, 如: 电阻, 电容, 电感等如规格及外形相同则不同厂家的产品也可采用统一编号.1.4 对于非通用类电子元器件应有相应的图纸存档. 图纸中应包含器件的外形尺寸, 主要规格参数, 产品型号, 生产厂家等.1.5 同样描述的器件如果前几位无法识别则根据登记的先后需要用流水号来识别,若元器件发生特性变更,也需要用流水号来区分1.6在2.11.7 元器件变更后使用后缀进行区别,安装A-B-C-D-E-F-G-H-J-K-L-M-N-P-R-S-W-X-Y 的顺序,如果后缀已经排到Y则重新申请新的料号!1.8 所有元器件的编号同一归类为数据库文档, 便于检索且必须防止某编号对应多个元器件或某元器件被重复编1.9本标准中未列明的元器件在以后的修正版中补充反映1.10 在产品正式发行产品构成表之前对于新出现的元器件可以不编号,在正式发行构成表后正式统一编号。
2.1 电阻: 10AA BBBB C D EE F电阻编号以字母10开始,后续11位数字表示规格号的现象.2.2电容: 11 A BBBB CC D E F GABBBB 表示电容的容值,前两位数字表示容量基数(单位PF),后两位表示表示10的次数,B.B*10BB , 4706表示4.7F2.3.1二极管1201 AA BBBBB CDD 为流水号,用于区分前面部分相同描述的不同器件 BBBBB = 特性码取 Diode 编号之前五位数字表示, 遇非数字即跳过, 若不足五位数则在第一个非数字跳过的位置补 "0",如无非数字, 则补在最前面, 直到补满五位数例 : BZX84C6V6 取84066为特性码,BAT54R-DK 取 00054 为特性码C 为封装形式,贴片为0,插件为12.3.3Optocoupler光偶120301BBBBBCD:编号同二极管2.5 IC 芯片 14 AA BB CCCCC DD2.5.3 FIELD3 CCCCC 特性码CCCCC = 特性码取 IC 编号之前五位数字表示, 遇非数字即跳过, 若不足五位数则在第一个非数字跳过的位置补 "0",如无非数字, 则补在最前面, 直到补满五位数例74HCT14 取74014为特性码74L245 取 74245 为特性码W83977TF 取 83977 为特性码UT6164C 64AQ 取 61646 为特性码2.5.4 DD =流水号2.6其中2.6.107蜂鸣器2.6.2 15042.7.12.7.22.7.32.7.4流水号2.7 电感,2.7.62.7.72.7.8 1608AAAABBCDD Ceramic chip bead 陶瓷贴片磁珠2.7.9 12.7.10 1610 AAAABBCCC Toroid coil 环行线圈2.9 机构电子器件 18 AABB XXXXXXXAA 大分类A --- D 的编号同1603贴片铁氧体磁珠编号规则同16092.9.1.1 180101 ABBCCDE : Header 编号方法同2.9.1.22.9.1.52.9.1.62.9.1.8180109AABBBBB : Slot (EdgeCard)2.9.1.92.9.1.1607wago,phoenix等2.10 19AAA BBBCCDDE PWB光板2.122.132.13AAABBB表示大小机种号,如果和机种没有关系的器件以000000为编号,如烧录器等2.15G001-100001为大机种取100小机种的第一位1为方案识别位 92.15。
ERP编码规则及手册
ERP物料编码规则一、成品编码:1.1、加工纸9 232 Z S04 C29 - 07350520232g-4#银镭射C29转移喷铝纸板第1位:成品第2、3、4位:克重Z ——转移F ——复膜第5位:性质L ------ 铝箔Y ——印涂D ——直镀S01 ——1#银G01 ——1#金S02 ——2#银G10 ——10#金第6、7、8位:色泽M01 ——1#亚银N01 ——1#亚金…..…..S99 ---- 不区分银的色泽第9、10、11位:图案(无图案则用:000)第12位:“—”第13~20位:规格(门幅+版距,无版距的用:000)1.2、白纸9 225 19 D K2 - 07400660225g太阳FBB单面涂布白卡纸(LX)第1位:成品第2、3、4位:克重第5、6位:白纸品牌(原纸品牌对照表)D ——单面涂布第7位:涂布类别:S ——双面涂布B0 ——白板纸B1 ——白底白板纸B2 ——灰底白板纸T0 ——铜板纸K0 ——白卡纸第8,9位:称谓:K1 ——白芯白卡纸(SBS)K2 ——黄芯白卡纸(FBB)K3 ——防伪白卡纸H0 ——黑卡纸Y0 ——烟衬纸Q0 ——其他纸第10位:“—”第11~18位:规格(门幅+版距,无版距的用:000)二、半成品编码:2.1、纸8 232 Z S04 C29 —07350000232g-4#银镭射C29转移喷铝纸板第1位:半成品纸第2、3、4位:克重Z ——转移F ——复膜第5位:性质L ----- 铝箔Y ——印涂D ——直镀S01 ——1#银G01 ——1#金G10 ——10#金S02 ——2#银G03 ——3#/金第6、7、8位:色泽M01 ——1#亚银N01 ——1#亚金…..…..S99 ---- 不区分银的色泽第9、10、11——图案(无图案则用:000)第12位:“—”第13~20位:规格(门幅+版距,无版距的用000 表示)2.2、膜:7 D 16 Z G04 C29 —0735052016u-4#银镭射C29转移膜第1位:半成品膜A ——镭射B ——涂布/ 涂布+镭射C ——镀铝/ 镭射+镀铝第2位:状态 D ——涂布+镀铝/ 涂布+镭射+镀铝E ——镀铝+面涂/ 镭射+镀铝+面涂F ——涂布+镀铝+面涂/ 涂布+镭射+镀铝+面涂镭射膜,可用镭射代码区分第3、4位:厚度Z ——PET转移第5位:性质 F ——PET复膜P ——OPP转移Q ——OPP复合S01 ——1#银G02 ——2#金第6、7、8位:色泽G03 ——3#金….…..S99 ---- 不区分银的色泽第9位:供应商代码(A-光群;B-友图;C-绿新;……..)第10-11位:镭射代码(00 表示非镭射)针对绿新非镭射膜第9-11位:000第12位:“—”第13~20位:(门幅+版距)四、化工物料编码:①SD-615胶水R4涂料2#溶剂②乙酸乙脂4#金上色料① 4 001 JS 00014 000 TL R400 (自配R4涂料)4 000 RJ 0002 (自配2#溶剂)②4 001 RJ 0001 (乙酸乙脂溶剂)4 000 TL Z04G (自配4#金上色料)第1位:化工001——外购(厂商对照表) 第2、3、4位:物料来源000——自配JS——胶水RJ——溶剂第5、6位:类别TL——涂料SZ——树脂ZJ——助剂①若外购,为厂家及物料明细(对照表)第7-10位:分类明细②若自配,为物料明细表(对照表)五、原膜编码(含回用膜):2 16 02 F 0 G P 074016u新立克复合级高亮PET膜第1位:原膜第2、3位:厚度第4、5位:原膜品牌(做对照表, 00 –回用膜)0——原膜第6、7位:性质Z——转移级1——回用1次F ——复合级2——回用2次…..P ——普亮第8位:亮度G ——高亮X ——消光P ——PET第9位:材质O ——OPPA ----- 铝箔第10~13位:规格(门幅)六、原纸编码:1 225 18 D K2 0740225g太阳FBB单面涂布白卡纸(740mm)第1位:原纸第2、3、4位:克重第5、6位:原纸品牌(对照表)D ——单面涂布第7位:涂布类别:S ——双面涂布B0 ——白板纸B1 ——白底白板纸B2 ——灰底白板纸第8,9位:称谓:T0 ——铜板纸K0 ——白卡纸K1 ——白芯白卡纸(SBS)K2 ——黄芯白卡纸(FBB)K3 ——防伪白卡纸H0 ——黑卡纸Y0 ——烟衬纸Q0 ——其他纸第10~13位:规格(门幅)七、辅料编码:①甲板(750*530*10)②纸芯(114*11*76)③纸箱(330*330*250)① 3 01 0750 0530 010 000② 3 02 0114 0000 011 076③ 3 05 0330 0330 250 000第1位:辅料第2、3位:品名(甲板、纸芯、缠绕膜),见对照表第4、5、6、7位:长度第8、9、10、11位:宽度第12、13、14位:厚度/高度第15、16、17位:直径八、来料加工的物料编码:原有各类编码中的“-”都去掉,且在原有编码前加一个字母“L”九、废料编码:F 1 001废纸第1位:废料大类第2位: 1 -- 废纸2 -- 废膜第3、4、5位:废料种类(见对照表)。
物料编码规则说明书,编制物料编码的内容与流程作业指导 - 仓库信息化管理.doc

物料编码规则说明书第1章目的为实现公司物料分类及电脑化管理,提高物料管理水平,特拟定本编码规则。
第2章适用范围适用于ERP系统中所有物料的编码定义。
第3章内容及流程以下物料编码以4位ASCII码字符表示,编码规则:2级2-2,具体格式和定义如下:◆整机:字母+数字以下物料编码以8位ASCII码字符表示,编码规则:3级4-2-2,具体格式和定义如下:◆模块:整机编码+字母+数字以下物料编码以8位ASCII码字符表示,编码规则:3级2-2-4,具体格式和定义如下:◆零件加工件:SL+类型+数字(类型:机加工件、雕刻件、手板、开模件)以下物料编码以10位ASCII码字符表示,编码规则:4级2-2-2-4,具体格式和定义如下:◆元器件、线材、标准件:SL+类型+字母+数字(类型:电子类,机械类)◆M : 原材料◆ A :生产辅料和消耗品◆ F :OEM产品及配件3.1 模块、产成品编码规则模块、产成品编码结构如下:模块编码结构如下:1 2 3 4 5 6 7 81-4位表示产品名称代号;用英文+数字表示,产品工艺代号在新产品立项时,由技术委员会确定。
工程部在新产品工程化时,更改《产品型号与工艺代号对照表》,交质管部受控发放。
当前工艺代号规定如下:◆SC18为SenloSL180产品工艺代号◆SC30为SenloSL300产品工艺代号◆SC50为SenloSL500产品工艺代号第6、7位表示属性及子系统模块类型,规定如下:产品系统:PR (Products)软件子系统:SO (Software)硬件子系统:HA (Hardware)机械子系统:MA (Macheinery)液路子系统:YL热工子系统:TS (Thermal subsystem)光学子系统:PT (Ptical)测试子系统:TE (Test)临床子系统:CL (Clinical)外购件:OU (Outsourcing)装配件:AS (Assembly)自制件:SE (Self-control)硬件子系统: HA (Hardware)◆电源模块:01 DY(Power module)◆PCB板模块:02 PC◆反应盘模块:03 RW (Reaction wheel module)◆试剂盘模块:04 RM (Reagent module)◆样本盘模块:05 SM (Sample module)◆采样针模块:06 SZ◆搅拌针模块:07 PZ (Pin module)◆加样模块:08 UP◆搅拌模块:09 SJ◆机架模块:10 JJ◆外壳模块:11 HM (Housing module)◆自动清洗模块:12 CX◆注射器模块:13 ZS◆液路模块:14 YL◆附件模块:15 FM◆光电模块:16 PB第7、8 位表示产品模块流水号,由工程师根据具体设计细节添加,再申请录入,原则是不允许有重号,具体规定如下:◆第9、10位的XX值表示该产品模块下的第XX装配,◆第11、12位表示该装配的第XX个零件,若为“00”则表示装配总成范例:反应盘模块的物料编码SC18RW011 2 3 4 5 6 7 8产品工艺代号:SC18属性/系统类型:RW产品模块流水号:01该规则可以保证产品编码唯一化零件加工件编码结构如下1 2 3 4 5 6 7 8 91-2位表示公司部门名称代号SY3-4位表示类型◆机加工件LA◆雕刻件(雕刻铝材YB 塑料材料DB)◆手板件(钣金材料BJ 塑料材料SB)◆开模件MD (开模补加工BM)6-9位表示流水号3.2 元器件、线材、标准件编码结构如下:1 2 3 4 5 6 7 8 9 10第1-2位表示公司部门:SY第3-4位表示系统类型:◆硬件子类HA◆机械子类MA第5-6位示器件、线材、标准件(如只有一位字母,第6位用0表示)以下为硬件的大分类代号,规定如下:◆成平单板:PC◆电阻类:R◆电容类:: C◆发光管: D◆稳压二极管:D◆整流二极管:D◆桥堆: D◆二极管: D◆连接器:J◆插件连接器:J◆贴片连接器:J◆三极管:T◆开关:K(拔码开关、空气开关、过流保护开关、电源开关)◆器件:IC (CPU、通讯IC、电源IC、运算放大器、逻辑IC器件、A/D采集类IC、时钟IC、驱动IC、存储器IC)◆线材L◆变压器:L◆电感:L◆固定电阻器:L◆排阻:L◆可变电阻器:L (包括电位器)◆独石电容:L◆陶瓷电容:L◆铝电解电容:L◆云母电容:L◆薄膜电容:L◆可调电容:L◆隔离变压器:L◆电源变压器:L◆磁珠:L◆电感:L◆晶体:Z◆晶振:Z◆钟振:Z◆压控晶振:Z第7-10位表示流水号3.3 原材料编码规则原材料编码结构如下:1 2 3 4 5 6 7 8 9 10 11 12 13第1为M,表示原材料项目第2、3位表示原材料大类编码,意义规定如下:♦ 金属原材料♦ 塑胶原材料♦ 试剂厂原材料第位表示原材料明细编码,方法见以下各章节。
ERP作业指导书
目录1. 基础资料 (2)1.1货品资料 (2)1.2 BOM资料 (4)1.3客户资料 (6)1.4 厂商资料 (6)1.5仓库资料 (6)1.6职员资料 (6)1.基础资料1.1货品资料货品资料:所有的物料的料号、名称、规格、单位、预设仓库、以及对应财务的会计科目都是在货品资料中设置的。
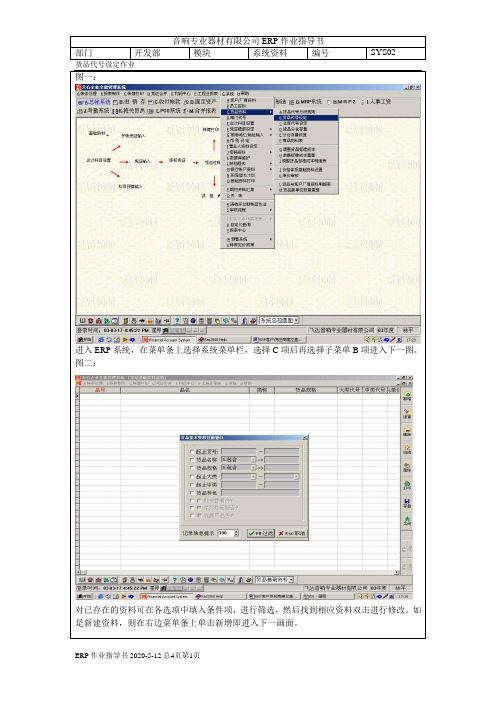
打开货品资料窗口:方法一:“基础资料”模块----“控制中心”软件主界面上的图标----“货品代号设定”方法二:“基础资料”模块----“系统维护”—“业务”—“货品资料”—“货品代号设定”如下图:双击打开“货品代号设定”之后出现的小窗口,直接点“取消”,然后出现如下的窗口如果要录入货品信息,请点击最上面的“新增”按钮来录入新的货品资料。
新增加货品代号时一要注意以下几点:1.大类不能选错;2.科目分类不能选错;3.预设仓库不能忘记2.启用批号管制和倒冲领料要打上钩3.品号处是录入产品的料号,料号中不能录入空格,O和0要注意不要录入错。
4.中类:一定要选,是选择工艺的如下图所示窗口上图中的大类:主要是选以下几种:2.制成品;3.半成品;4.原料;5.低值易耗品;6.其它如果此物料是成品请选择2.制成品;如果此物料是半成品请选择3.半成品;如果此物料原料则要选择4.原料如果此物料是其它请选择5.其它第二页的预设仓库:主要是建的这个料在采购入库或是成品入库时要入的默认仓库在最下面要录入产品的净重和包装毛重如果要修改已经保存过的货品资料,请先查找出来双击打开此料号,再点击上面的“编辑”按钮之后才能修改,注意修改好一定要点“存盘”保存,否则修改的内容没有生效1.2BOM资料BOM资料:是用来设置制成品或半成品的材料组成以及材料的用量结构。
打开货品资料窗口:方法一:“生产管理”模块--“控制中心”软件主界面上的图标----“商品物料表”方法二:“生产管理”模块--“MRP计划生产”—“MRP基本资料”—“商品物料表”—“商品物料表”如下图所示注意:如果是查找已经保存过的BOM,请点“速查”按钮,在“模糊查询”后面录入要查询BOM的产品代码后按回车键或是点圆圈按钮,再双击出来的某一个产品即可打开我们要找的BOM 如下图如果我们要新录入BOM,则要点击“新增”录入新的BOM,如下图所示1.3客户资料1.4 厂商资料1.5仓库资料1.6职员资料。
ERP作业指导书(PDF66页)

ERP-U8作业指导书ERP 系统作业指导规范第一条 为规范公司系统的管理,特制定本制度。
第二条 ERP 系统各岗位人员的职责管理除有公司有特殊规定外,皆按本制度执行。
第三条 ERP 系统各岗位的考核将以本制度为依据。
第四条 我司ERP 系统分为系统设置管理、供应链(销售管理、采购管理、库存管理、委外管理)生产制造管理(物料清单、生产订单、需求规划)财务管理(总账、UFO 报表、应收款管理、应付款管理、固定资产、存货核算)三大类模块,根据系统职能的设置,对各模块最终用户职责进行界定,共分解出如下岗位:(待确定最终用户名)1.1. 【职责要求】1) 严格按照本规范文件进行操作。
2) 在实际运作的过程中,发现基础资料或其他相关设置有问题,需及时向相关部门反映并要求得到落实。
3) 如果由于各种原因,不能上班的时间超过一天,需要事先把自己未处理的原始单据交接给相关指定人员, 确保系统的工作每天及进处理完毕。
4)用户不越权操作、不做违规业务。
5)每个用户只可以用自己的用户名进行登录,并保证自己密码不泄密,定期性更改改密码。
6)业务单据需要及时录入,并要求实际工作执行完成;业务操作完毕后或离开座位请及时关闭窗口。
模块 职能部门关键用户数据输入员数据审核员系统设置管理 物料清单 生技部 销售管理 销售部 采购管理 采购部 库存管理 资材部 需求规划 资材部 生产订单 生管部 委外管理生管部财务管理 财务部 总账管理存货核算 应收管理 应付管理 固定资产管理系统维护行政管理部在启用的模块前面方框上打勾1.)系统启用:进入ERP系统,基础设置——基本信息——系统启用——进行设置。
设置编码方案2.)编码方案设置:进入ERP系统,基础设置——基本信息——编码方案设置——进行设置设置数据精度3.)数据精度设置: 进入ERP系统,基础设置——基本信息——数据精度设置——进行设置(具体设置见吉翁电子详细解决方案)注意:此设置数据可多几位,另可在单据格式中修改数据精度。
ERP货品代号设定作业指导书
图一:进入ERP系统,在菜单条上选择系统菜单栏,选择C项后再选择子菜单B项进入下一图。
图二:对已存在的资料可在各选项中填入条件项,进行筛选,然后找到相应资料双击进行修改。
如是新建资料,则在右边菜单条上单击新增即进入下一画面。
图三:货品一般资料品号:建立货品代号,方便公司对货品的统一管理;品名:货品的全称;简称:货品名称的简要称呼,只要输入了货品名称按回车键后,系统自动产生简称,使用者可自行修改;批号管制否:指对特殊的货品进行特殊的管制,即进货的时候指定进的是哪批货,销的时候也指定销的是哪批货,这样销货的成本就等于进的那批货的成本;查库存的时候可以分批查询,而且成本的计算不受其他成本核算方式的影响,它有独立的核算方式;大类:对各类货品予以分门别类,可分为商品、制成品、半成品、原料、物料、下脚品、在制品、人工、费用、外包、十大类;前六种是存货,核算数量也核算成本,故一般对存货的分类只选择前面六种;后三种是费用,只核算数量不核算成本;在制品指的是mrp中的在制品部分,不是实质的存货;中类:是对货品大类作更细的分类,便于对货品的明细管理;例桌子与电脑同是大类商品,但桌子是办公设备,电脑是电脑设备,若想分开管理,我们就可以在大类下设中类[办公设备]及[电脑设备];货品税率:指的是货品的增值税率;资料来源于营业人资料设定的本业税率;主单位:指的是货品的最小计量单位;副单位:主要为辅助主单位而设立,它与主单位的关系可以是任意的;副单位与主单位可以是对等的关系:例如对啤酒的单位说法,一支啤酒与一瓶啤酒都是一样的意思,那么这时候我们可以设主单位为支,副单位为瓶;副单位与主单位之间也可以不存在对等关系,在MRP 中将会用到:例如把啤酒托外装酒封瓶盖,在与厂商结算托外缴回的费用时,由于啤酒的库存是用支进行核算,但厂商结算单价时却是按重量进行计算,但重量与支之间却不存在兑换关系,故此时我们可以把副单位设为重量,在结算加工费时选择属性[计算单价按副单位计算],这样既解决了库存问题,也解决了帐款问题;公式:是针对主单位与副单位而设定的计算公式;因为有的公司进货时,是按件来计件的,但进货时往往是一货柜进的货,而且无法清楚知道件数,故一般客户与厂商之间会确定一个公式进行计算件数,就是根据货柜的体积,这时候我们就可以进行[公式]视窗,进行公式的设置;推算数量送入:指的是此公式计算的是主单位数量还是副单位数量;推算公式:在此编辑栏输入公式,右边视窗的[保留字]代表真正的数字及运算符号(小数点也包括在内,若推算的是副单位,主单位数量也算保留字,可以用以公式计算),英文字母、中文字均代表变量;若是你输入公式:长*宽*高*1.2,再用鼠标点击[测试]按钮,立即弹出推算视窗,要求分别输入长、宽、高的值,缺一不可;{bml:fas24.bmp},然后再用鼠标点击[确认],系统自动根据公式计算结果;{bml:fas25.bmp}计量单位:即进、销货、领用时主要的计量单位;包装:例如杯子12只=1打,24打=1箱,故主单位为只,(包装一)单位是打,(包装一)数量是12,(包装二)单位是箱,(包装二)数量是288,即12*24;图四:主供应商:货品供应的第一供应商;在MRP系统中进行下采购单时将会用到;次供应商:货品供应的第二供应商;统一定价:货品出售的价格,数值需自己输入;当定价政策、历史单价、代理价均没有资料的时候,报价单、受订单及销货单的单价则会取这里的值;标准成本:货品的标准单位成本,仅供参考之用,数值需自己输入;当定价政策、历史单价、代理价均没有资料的时候,销货单的单价则会取这里的值,如果这里亦没有值才再取统一定价的值;业务成本:公司为调动业务员的积极性,以低于标准成本的优惠价格给业务人员,而此价格就称为业务成本。
物料编码规则作业指导书
物料编码规则作业指导书1.0 【目的】规范企业中存货编码规则,以有效地推行ERP系统工作.2.0 【范围】适用于企业内部.3.0 【定义】存货:指为在正常生产经营过程中可供销售的商品和是可用于生产过程以制造产品和提供服务的资产,它并不包括非生产耗用的资产、临时持有的待售证券、在用的厂房设备和使用期满待处置的资产。
(引自《企业会计制度》)4.0 【职责】工程部文员:负责企业中存货编码的新增和维护工作.5.0 【内容】5.1 存货大分类代码规定5.1.1分类规则:根据企业的性质,可自行分为以下几种常用的分类属性。
A、根据企业存货的成本属性可大体分为原材料、半成品、产成品三种;B、根据企业存货的动态属性可大体分为自制件、委外件、采购件三种;C、根据企本存货的物质属性可大体分为电子类、五金类、包装类、塑胶类、辅料类等其他种类;D、当然有些企业中还有自已特色的产品分类法,但要注意控制在10种类别以下、、、5.1.2代码定义:(表-01)注明:以上是根据某电子企业的存货大类作的代码规定,这里只作个例子5.2 存货小分类代码规定5.2.1 将存货大分类进行细分类,如原材料下面可以分为电子类、五金类,电子类可分为电阻、电容等; 5.2.2 将存货小分类进行代码规定:(表-02)注明:小分类代码为两位数,也就是说一种大类可作99种小分类,所以在作分类时请注意此规定;5.3 存货颜色代码规定:(表-03)注明:颜色均为标准色,在给存货作颜色名称命名时,最后一个字必须包含以上颜色,以方便编号时区分,例如汽车的颜色可以这样命名:别克深蓝色或本田QQ黄色,在编码时就知道各纳入到6和8中;5.4 存货编码方法5.1.1 编码方式:注释:第1码为存货大类别第2、3码为存货小类别第4、5、6、7、8码为存货规格型号第9码为颜色代码第10、11、12码为流水号5.1.2编码说明A、存货大类别详见《存货大类别代码规定》(见表-01)B、存货小类别详见《存货小类别代码规定》(见表-02)C、型号规格尺寸编号注意事项:在对存货命名时,请注意参数尽量用数字显示,以下为一般企业中存货命名,仅作参考意义:1)电阻类:以阻值数字为准,精度值和阻值单位不同在流水号中体现;2)电容类:以电容值数字为准,耐压值与体积大小不同在流水号中体现;3)二三极管、集成块、变压器等其他电子类:都以型号数字为准;4)螺丝类:以尺寸长度为准,螺丝规格在流水号中体现;5)螺母垫片类:以规格参数为准,如有其他不同在流水号中体现;6)大小五金类:以型号命名为准,如有其他不同,在流水号中体现;7)卡通箱、包装盒、彩卡、说明书、吸塑、商标、贴纸、胶粘类:以型号命名为准,如有同类型号在流水号中体现;8)PE袋类:以尺寸数字为准,如有同类规格在流水号中体现;9)线材类:以长度(CM)为准,如有其他线径不同在流水号中体现;10)辅料类:以流水号为准;11)塑胶类:以型号为准,其他不同在流水号中体现;12)半成品、成品类:以型号为准,其他不同在流水号中体现;D、颜色代码详见《颜色代码规定表》(即表-03),在颜色命名时,名称后缀必须含有以上字符;E、流水号意义:在型号规格尺寸或者颜色相同的情况下,都以流水号不同体现;6.0 【流程图】无.7.0 【表单】无.8.0 【相关文件】无.。
ERP物料编码

A:代表端子B:代表连接线C:代表信号线D:代表电源线C:代表防水线
3.4.4第03位码为固定码,代码为符号“—”
3.4.5第04位码为线材的规格,分类代码如下:
分类代码是从小到大的顺序排列如:01:代表1P 02:代表2P 03:代表3P
3.4.6第05位为线材的颜色,分类代码如下:
3.5.4第03位码为固定码,代码为符号“—”
3.5.5第04位码为五金形号,分类代码如下:
01:代表1灯02:代表2灯03:代表3灯按小到大的顺序排列。
3.5.6第05位码为五金规格(尺寸),分类代码如下:
按实际尺寸填写
3.5.7第06位码为五金材质,分类代码如下
01:代表钢材02:代表铝材03:代表铁材04:代表铜材
000开始流水,直到009后开始向前流水,成为010再开始
3.2.电子料编码原则:
3.2.1电子料编码为13位码,编码格式如下
□□—□□□□□□□—□□
01 02 03 04 05 06 07 08 09 10 11 12 13
3.2.2第01位码为电子料大分类,分类代码如下
1:电阻2:PCB 3:LED 4:线材5:五金6:辅料7:包材8塑料9其他
05:代表7*20006:代表28*25MM07:代表1.0*55M08:代表0.8*55
09:代表1.2*55M10:代表1.011:代表0.612:代表0.8CM
13:代表1.2M14:代表(L18L12L2 15:代表3*1W半品成16:代表3*1W成品
17:代表3*1Q18:代表6*6519:代表28*28*2820:代表53*31*23
017:代表样品单018:代表生产指令单019:代表出库单020:代表入库单
物料ERP入帐作业指导书精品文档16页

4.3.3采购收货单(设备),如下图为:
采购收货单(设备)此单与前的两种不一样,此单是根据流程到收货这一步,只要录入了收货单,也就是此单录入完成后直接可以看到,此单下的设备直接入库了。
4.3.4采购收货单(委外加工),见下图,此单与采购收货单(原料)的也相类似,需要注意的如下:
物料ERP入账作业指导书
“教书先生”恐怕是市井百姓最为熟悉的一种称呼,从最初的门馆、私塾到晚清的学堂,“教书先生”那一行当怎么说也算是让国人景仰甚或敬畏的一种社会职业。只是更早的“先生”概念并非源于教书,最初出现的“先生”一词也并非有传授知识那般的含义。《孟子》中的“先生何为出此言也?”;《论语》中的“有酒食,先生馔”;《国策》中的“先生坐,何至于此?”等等,均指“先生”为父兄或有学问、有德行的长辈。其实《国策》中本身就有“先生长者,有德之称”的说法。可见“先生”之原意非真正的“教师”之意,倒是与当今“先生”的称呼更接近。看来,“先生”之本源含义在于礼貌和尊称,并非具学问者的专称。称“老师”为“先生”的记载,首见于《礼记?曲礼》,有“从于先生,不越礼而与人言”,其中之“先生”意为“年长、资深之传授知识者”,与教师、老师之意基本一致。1、目的
d.单价栏及金额栏在采购发票到达时所付上的蓝色采购联的单价金额与发票核对无误时由物控部材料会计填写。
e.在签字栏的收货人由负责该物料的仓管员手写签字,打印的签名一律无效,检验栏由主检该类物料的质量技术中心检验员手写签字,采购栏由该物料的采购管理中心采购员手写签字,供应商由送货人签字。以上签名都必须清晰可辨不能模糊不清,收货人或检验员与采购员出差或其他特殊情况下可以由职务代理人代签,其他情况下一律不得由他人代签。
物料编码作业指导书009

5.2 物料码共十一位数, 且均为数字, 不带字母和字符, 物料描述及相关信息均为半角输入 5.3 物料码的结构, 共分为五个层次, 具体请详见《物料码层次》 物料码层次表
层次 第一层 第二层 第三层 第四层 第五层 物料类型 物料组 再分类 流水号 批次号 组织结构
5.4 物料码说明 5.4.1 物料码第一层次含义为物料类型, 共两位数。 分为以下几种物料类型, 编码从 ” 11, 12, 13, „ ” 依次往下编号, 终止编码为 “ 99 ” 5.4.1.1 产品 代码11 定义: 已完工的可供客户使用的独立主体产品,注意,如果产成品中已有客户固定的物料代 码,则以客户物料代码为准,发货部门填写准确的客户物料编码,相应的公司物料编码只供公司内部使用。 5.4.1.2 半成品 代码12 定义: 待完工的可供客户使用的独立主体产品 5.4.1.3 原材料 定义: 未加工的原料和材料 5.4.1.5 辅料材料 代码14 代码13
生技部 刘光强
文件编号:CR/D3-SJB-009 版本:A/0 页数:2/3
物料编码作业指导书
制定日期:2011.05.14 生效日期:2011.05.20
X X
XX
X X
X X X X
X
(晨润拼音首字母) 公司识别码
ERP物料编码规则(软件规则修改)(20090120)

文件名零件料号编码规则页码:第1页共 26 页起草何朝兴审核批准总经办:Signature Date销售部:市场部:Signature Date财务部:Signature Date行政部:Signature Date采购部:客服部:仓库:生产部:工程部:计划部:手机研发部:软件部:品质部:文件名零件料号编码规则页码:第2页共 26 页目录1.目的 (4)2.范围 (4)3.术语及定义 (4)4.参考文件 (4)5.职责 (4)6.作业流程及内容 (5)7.附录 (22)文件名零件料号编码规则页码:第3页共 26 页1 目的规范远峰公司内部零件料号编码规则,方便ERP及PDM,方便内部及外部沟通。
2 范围适用于远峰公司及其下属企业及部门在生产及样品制造中使用的所有原料及零件。
3 术语及定义4 参考文件5 职责6 作业流程及内容6.1 材料、零件料号结构及说明6.1.1 材料、零件料号结构注:根据每部份的定义及图表确定每个编码所代表的内涵。
6.1.2 类别代码(Category Code)材料、零件的类别代码由除I、O外的两位字母组成,根据材料或零件的性质分类,具体分类原则参见6.2。
6.1.3 基本代码(Base No.)材料、零件的基本代码由9位数字组成,依子类、流水号或产品线编码,具体编码原则参见。
6.1.4 版本号 (Version No.)材料、零件的基本代码由0至9一位数字组成,版本号为0时表示该材料或零件处于生产前的样品承认阶段。
一旦样品承认或条件承认则将版本号转为1,此后的版本升级则由1往上递增。
文件名零件料号编码规则页码:第5页共25页6.2. 成品/半成品(Goods)成品/半成品料号用19位表达:XX X XXXXX XX XX XXXX XXX.流水号(第17、18、19)共3位客户代码(第13、14、15、16)位,共4位功能位(第11、12位)共2位版本号(第9、10位)共2位产品型号,第(4、5、6、7、8)位,共5位保留位(第3位),共1位产品类别代码(第1、2位)共2位***************************************************本文件的版权归远峰公司所有,未经许可,不得复制***************************************************文件名零件料号编码规则页 码:第6页 共25页***************************************************本文件的版权归远峰公司所有,未经许可,不得复制***************************************************类别名 Description 描述 1#2# 3# 4#5#6#7#8# 9#10# 11#12# 13#14#15#16# 17#18#19# 类别名类别描述类别代码保留 产品型号 版本号功能客户代码流水号成品Finish Goods 整机GGPS G 05位 例如: 17C03 3位 例如:10蓝牙+FMBF 4位 例如: 1009 .2位 例如: 01手机S 数字电视 TV 电视V蓝牙+TV BV TV +GPRSVR 样品机 Y 车充 H 支架 B 天线 A Final Assemble Unit机头T模块M TV +FM VF车机 B FM FM 样品机 Y 蓝牙 BT 开发板类 开发板 K 仿真器 F GPRS GR 核心板 HKAN 板 K 其它类 Q Other其它 W其它类P类别名 Description 描述 1#2# 3# 4#5#6#7#8# 9#10# 11#12# 13#14# #15#16#17#18#19# 类别名类别描述类别代码保留 产品型号 保留位功能TFT 屏 流水号半成品PCBA 主板 PGPSG0 5位 例如: 17C03蓝牙+FMBF AU AU 00000-99999手机H 群创 QC SHARP SP 电视 V 蓝牙+TV BV 东华 DH七喜 QX 模块 M TV +GPRS VR 宇顺 YS 车机B TV +FM VF.IC 24312431 Y2431 YFMFM对于2431及其它类别的IC ,此部份用流水号来表示: 00000――99999Other (MCU\Flash\等) 其它IC 类 M其它IC 类 MM LC M L文件名零件料号编码规则页 码:第7页 共25页***************************************************本文件的版权归远峰公司所有,未经许可,不得复制***************************************************6.3 外壳、塑材 、模具类、 料号用19位表达:.X X X X XXXXX XX X XX XX X XX材料代码 第(1)位 共1位)类别代码 第(2)位 共1位) 子类 第(3)位 共1位) 保留位 第(4)位 共1位) 第(5、6、7、8、9)位 共5位) 供应商代码 第(10、11) 位 共2位模具号 第(12) 位 共1位)外壳类别 第(13、14)位 共2位) 颜色 第(17)位 共1位 表面处理 第(15、16)位 共2位 丝印流水号(第18、19位 共二位)文件名零件料号编码规则页 码:第8页 共25页***************************************************本文件的版权归远峰公司所有,未经许可,不得复制***************************************************6.3 .1 外壳、塑材、模具类、物料号明细表:类别名Description1#2#3# 4# 5#6#7#8#9# 10#11# 12#13#14#15#16#17#18#19#类别名 类别描述塑材代码 类别代码子类 保留 产品型号 版本号供应商代码 模具系例号塑材类别 表面处理 颜色 丝印流水号外壳\塑材类GPS & PND 塑材SGGPSG 04位 例如: 17C031位 例如: 01 1位例如:1、或A上壳 01 UV 油 UV 红 R2位例如: 001-999手机 H 框中 02 橡胶 RU 黄 Y下壳 03 素材 RX 黑 K 电视 V 按键 04 ABS AB 银 SPND P 触笔 05 PC PC 白 W 手机类T模块M 导光柱 06 灰色 G防尘网 07 原色 P背夹08 银白 A 笔/支(架) 09 透明 C 车机类 P 车机 B 橡胶塞 10 其他 11数字电视类 V V 车充类C 车充 H支架类 B 支架 B其它类A 其它 A 模具类 模具类 TT同上同上文件名零件料号编码规则页 码:第9页 共25页***************************************************本文件的版权归远峰公司所有,未经许可,不得复制***************************************************6.4 独立模组(Modules)Description描述1# 2# 3# 4# 5#6#7#8#9#10#11#12#13#14#15#16#17#18#19#类别名类别描述类别代码 子类 保留 型号规格流水号独立模组Modules Modules-Remote Controller 遥控器 MM 0共12位0000~999Modules-TRANSPONDER转发器1Modules-SPLITTER 分配器、语音分离器 2Modules-Smart Card智能卡3Modules-Bluetooth Receiver蓝牙接收器 4GPS ANTENNA 天线组件5 GPS MODULE GPS 模块 6GPRS MODULE GPRS 模块 7 TFT 屏LCD F触摸屏触摸屏TDescription描述1#2# 3# 4# 5#6#7#8#9#10#11#12#13#14#15#16# 17#18#19# 类别名类别描述类别代码子类 保留 容量品牌流水号独立模组-存储卡SD CardSD 卡 GC0 00001~9999000~999CF Card CF 卡 1 T-Flash Card TF 卡 2 Other Memory Card其它存储卡9文件名零件料号编码规则页码:第10页共25页6.6 软件 (Software)软件料号用19位表达:XX XXXXXXXXXXXX XXXXX.机器型号(第15-19位)共5位,用不完用0占位市场部订单需求表编号(第3-14位)共12位)软件类别代码(第1、2位共2位)***************************************************本文件的版权归远峰公司所有,未经许可,不得复制***************************************************文件名零件料号编码规则页 码:第11页 共25页***************************************************本文件的版权归远峰公司所有,未经许可,不得复制***************************************************软件 (Software)料号明细表:0 Description描 述1#2#3#4#5#6#7# .8#9#10#11#12#13#14#15#16#17#18#19类别类别描述机 器 型 号市场部订单需求表号软件Product Software OS Ө S注:如果 是公板软件,订单需求表号可由:机器型号加YF00000001来表示 ,YF 表示远峰公板软件,后面是流水号,前面有机器型号及版本,如果前面的5位数不够,可以向后拓展三位,因为流水号可以不用这么长。
物料编码作业指导书

三. 薄膜类:薄膜类别-FILM-字母-数字-字母-厚度(MM)-亮或雾-雾或亮-颜色-硬化情况。 例 1:PC-FILM-CR-1-4-0.125-亮-雾-透明; 例 2:PC-FILM-CR-6-2-0.125-雾-雾-透明; 例 3:PET-FILM-A-61-0.05-亮-亮-黑; 例 4:TPU-FILM-FT-1014-0.08-亮-雾-透明。
行编号。
4.2 辅料:由申请部门填写“物料编码申请表”〔AMT154〕,分别填写类别、品名、规格(规格以供应商型号为
主)、单位等,经部门主管、经理确认后,交采购填写相关信息,交仓库主管确认,指定仓管员进行编号。
4.3 代码一经确认后不准随意更改,如有新材料类别需添加并编写其代码,需写申请交由统一编码负责人进行编
色膏
塑料
1
IMD 油墨
2
硅胶油墨
3
塑喷油墨
4
硅印油墨
5
溅镀油墨
6
塑印油墨
7
钢片油墨
包装物
木质类
塑料
铁质类
纸试剂
3
溶剂
ZT
钻头
X
日用品
LB
劳保
YP
药品
H
办公用品
CG
橱柜(办公类)
IT
IT
RC
日常办公用品
TX
通讯器材
YS
印刷品
原料进货批号编码规则
原料类型
批号 代码
原料类型
批号 代码
原料类型
2.1 物料品名:表明物料类型的一般性称谓、如硅胶料、色膏、塑胶料、色粉、油墨、溶剂、胶水、化学品。 2.2 物料规格:对于物料名称的特定说明,如厂商给予的编号、产品大小、用途等。. (三)、物料编码原则: 3.1 公司所用物料根据用途不同划分为 5 大类其代码为一级代码,原材料代码为 A、包装物代码为 B、办公品代码 为 H、五金类代码为 J、日用品代码为 X。 3.2 二级代码的编码规则:取材料物品名的前两个汉字拼音的首位字母,材料物品名为英文时,则取英文字母的 前两位字母,如有重复则往后取字母。 3.3 当物料分类单一,无同类时,则三级代码为 0。
ERP系统ID物料编码指引手册
ERP系统ID物料编码指引手册目录前言-----------------------------------------------------------------(03)物料编码组织结构-----------------------------------------------------(04)第一章:原料----------------------------------------------------------(10)第一节:原材料------------------------------------------------ -------(10)第二节:五金标准件------------------------------ ----(15)第三节:电子元件----------------------------------------------------------(20)第四节:电器、光学元件及电脑-------------------------------------------(22)第五节:气动元件------------------------------------------------------(27)第六节:机械标准件----------------------------------------------------(29)第七节:DEK 物料-----------------------------------------------------(32)第二章:加工件--------------------------------------------------------(33)第三章:成品----------------------------------------------------------(34)第四章: 刀具类-----------------------------------------------------(40) 第五章: 辅料类-----------------------------------------------------(43) 第六章: 非生产用物料类---------------------------------------------(43) 第七章:报价单ID编制------------------------------------------------(45) 第八章:定单ID编制--------------------------------------------------(47) 第九章:生产单ID编制-------------------------------------------------(49) 第十章:采购单ID编制-------------------------------------------------(50) 第十一章:送货单ID编制---------------------------------------------(51) 附表一:供应商/制造商(品牌)代码对照表---------- --------------------(52) 附表二:客户部门ID及代码对照表--------------------------------------(56) 附表三:车间资源及ID对照表------------------------------------------(59) 附表四:仓库ID及库位ID对照表----------------------------------------(62)前言随着**公司业务的迅速发展及规模的不断扩大,对信息管理的要求也越来越高,现在公司购进ERP系统的VM软件来增强生产管理。
物料编码作业指导书

例:新购一种测量工具,其一级代码为 J,二级代码为 CL,三级代码为 0,同用途流水号原物料编到 235,则接着往后编为 236,即 该物料编码为 JCL0236。
如注塑料料批号:BE090112001,则 BE 为原料批号代码,09 为年代,01 为月份,12 为来料日期,001 为当日来料批
次。如该批料有两个或以上生产日期,批次编为 002、003,依次类推.
四、新增与变更、删除申请流程:
4.1 原料:由申请部门填写“物料编码申请表”〔AMT154〕,分别填写类别、品名、规格、单位等,经部门主 管、经理确认后,交采购填写相关信息,再交由 IQC 主管填写品管相关信息后,交仓库主管确认,指定仓 管员进行编号。
A
1
双面胶
JS
胶水
SG
色膏
SL
塑料
XJ
1
IMD 油墨
YM
2
硅胶油墨
3
塑喷油墨
4
硅印油墨
5
溅镀油墨
6
塑印油墨
7
钢片油墨
B
包装物
MZ
木质类
SL
塑料
TZ
铁质类
ZZ
纸质类
J
XF
消防
YH
易耗品
1
机油
2
试剂
3
溶剂
ZT
钻头
X LB YP
日用品 劳保 药品
H
办公用品
CG
橱柜(办公类)
IT
【最新文档】erp作业指导书word版本 (10页)

本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==erp作业指导书篇一:ERP操作作业指导书The original document is keeping on Ntserve2\GM Procedures folder. It is confidential and intended solely for作业流程:所有出入库单据都必须写入批号(非原材料除外),批号为12位。
进货送检&托工送检操作员接收到保管员提供的暂存证明及时在ERP中做送检入库,入库时检查单据上内容与ERP中是否一致,审核内容包括:订单号、厂家、PART ID、数量,入库原材料相对应的库位是否正确,不一致作相应的基础资料改正,入库数量不能超过订单的5%,对到货信息不准确的保管员会在暂存证明上注明问题代号,操作员将代号填写在送检入库模块的表身备注内,最后检查.打印出完整的单据交给保管员,在暂存证明单据上写明送检单号和入库时间,并保留第三联。
基础资料的修改在系统的操作:系统?货品资料?货品代号设定。
在一般资料对话框中输入品号(即要修改的Part id),然后在其他资料对话框中将预设仓库改为正确的仓库代号,最后存盘。
注:1.单据必须有送货人签字,并注明送货时间及卸货时间。
2.操作员入库时根据订单里的预交日入库,先入最近交货期的。
3.仓库只接收订单号起始字母为PO和EX的。
3. 进货送检必须尽快完成并交给保管员. 进货送检操作步骤:进销存→品质检验→入库送检→进货送检→来源单号(订单号)→Part Id→库位→数量→存盘打印。
托工送检操作步骤:MRP系统→品质检验→入库单(送检)→ 托工送检→转入单号(托工单号)→Part ID→库位→数量→存盘打印。
*重新入库送检已转退货单货物未退的,由于各种原因通知重新入库的,质检主管和采购员在退货单上写明原因并签字确认,由保管员重新开具暂存证明,并写明重新入库原因,将单据交给操作员重新做进货送检单,并签写新的送检单号,操作员入库时在表头备注栏内写明原因,制作单据给保管员。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
翰斯泰能源科技股份有限公司ERP物料编码作业指导书发布日期:2022-04-26当前版本:1.0文档控制修改记录目录第一章、物料编码总体原则 (4)第二章、物料分类及编码规则 (5)第一节、物料一级分类 (5)第二节、成品分类及编码规则 (5)第三节、半成品分类及编码规则 (11)第四节、毛坯分类及编码规则 (13)第五节、原材料分类及编码规则 (18)第六节、标准件分类及编码规则 (20)第七节、管配件分类及编码规则 (21)第八节、模具分类及编码规则 (21)第九节、夹具、钻模分类及编码规则 (22)第十节、工具分类及编码规则 (23)第十一节、其它物料分类及编码规则 (24)第一章、 物料编码总体原则一、 编码方案:物料编码采用“分类码 + 顺序码”的模式(注“顺序码”俗称“流水码”)。
如下图所示:╳╳╳╳物料三级分类码物料二级分类码╳╳物 料 大 类 码╳╳╳╳顺 序 码...“分类码”是指物料分类的代码,物料分类主要基于两点考虑:1、 便于数据汇总统计与分析;2、 便于业务上分类管理。
二、 关于编码的规定:◆ 编码分级:物料分类码有级次之分,其级次及分类多少根据物料品种的多寡,结合管理需要设置,一般为2~3级,不同级次间以“.”作为分级标志,最末级顺序码统一采用四位制。
◆ 唯一性:即一种物料只能有一个物料编码,同样,一个编码只能表示一种物料。
◆ 新增分类:若的需增加新的物料分类,需提交编码委员会讨论并通过方可在系统中增加。
三、 关于物料描述的规定:1. 规范性:物料名称、规格型号/图号等描述信息要求规范、完整,避免模糊不清或产生歧义。
2. 对于不同材质的同种物料,应视为不同物料分别给予不同编码,并在物料名称后加括号予以说明材质。
如:多功能阀阀体坯(不锈钢)。
3. 对于要经过多个外协厂家多道工序加工的委外加工产品,应视为不同物料分别给予不同编码,并在物料后加括号予以说明加工状态,并且同种物料同一加工状态,在不同批次,其描述语言应统一(参照工艺资料)。
4. 物料名称要求采用大家都能熟识的标准化的名称,对于一个物料有多种叫法,并难以统一时,为避免找不到物料或重复编码等问题产生,可以在物料名称字段内将其多个名称全部录入,不同名称间以反斜杠隔开的方式解决。
如“物料名称一/物料名称二”。
第二章、物料分类及编码规则第一节、物料一级分类第二节、成品分类及编码规则1.成品分类:2. 成品编码规则:2.1. 多功能水泵控制阀、安全阀、电磁阀、节流阀、斜板阀、平衡阀、隔膜阀、倒流防止器、接头等:0 1╳╳01 多功能水泵控制阀11 安全阀12 电磁阀13 节流阀14 斜板阀01 成品╳╳╳╳顺序码..14 斜板阀15 平衡阀16 隔膜阀18 倒流防止器21 接头0 10 201 对夹式蝶阀02 法兰式蝶阀03 伸缩蝶阀04 管网蝶阀02 蝶阀╳╳01 成品╳╳╳╳顺序码...05 硬密封蝶阀06 软密封蝶阀99 其它2.3. 闸阀:0 10 301 明杆闸阀02 暗杆闸阀03 刀形闸阀03 闸阀╳╳01 成品╳╳╳╳顺序码...04 丝扣型阀99 其它2.4. 止回阀:0 10 401 旋启式止回阀02 升降式止回阀03 静音式止回阀04 鸭嘴式止回阀04 止回阀╳╳01 成品╳╳╳╳顺序码...05 球形止回阀06 蝶式止回阀07 丝扣型止回阀99 其它2.5. 球阀:0 10 501 浮动球球阀02 固定球球阀05 球阀╳╳01 成品╳╳╳╳顺序码...03 丝扣型球阀99 其它0 10 601 水力浮球阀02 电动遥控阀06 浮球阀╳╳01 成品╳╳╳╳顺序码...99 其它2.7. 排气阀:0 10 701 高速进排气阀 04 复合式排气阀02 微量排气阀 (双体)03 复合式排气阀(单体) 99 其它07 排气阀╳╳01 成品╳╳╳╳顺序码...2.8. 减压阀:0 10 801 可调式减压阀02 比例式减压阀99 其它08 减压阀╳╳01 成品╳╳╳╳顺序码...2.9. 截止阀:0 10 901 快修式双密封高压截止阀02 法兰连接截止阀03 丝扣连接截止阀99 其它09 截止阀╳╳01 成品╳╳╳╳顺序码...0 1 1 001 膜片式快开排泥阀02 膜片式快开池底阀99 其它10 排泥阀╳╳01 成品╳╳╳╳顺序码...2.11. 驱动装置:0 1 1 701 蜗轮箱02 电动装置03 气动装置17 驱动装置╳╳01 成品╳╳╳╳顺序码...05 电动阀门 控制箱99 其它2.12. 过滤器:0 1 1 901 法兰型过滤器02 丝扣型过滤器99 其它19 过滤器╳╳01 成品╳╳╳╳顺序码...2.13. 闸门:0 1 2 001 方形闸门02 圆形闸门20 闸门╳╳01 成品╳╳╳╳顺序码...01 矩形闸门02 其它2.14. 其它:0 19 901 真空引水罐02 浮子控制器99 其它╳╳01 成品╳╳╳╳顺序码...03 四通换向阀99 其它第三节、 半成品分类及编码规则1. 半成品分类:2. 半成品编码规则:2.1. 非组件:水力控制阀、斜板阀、排泥阀、闸阀、蝶阀、排气阀、倒流防止器…0 2╳╳与图号分类对应01 水力控制阀02 斜板阀03 排泥阀04 闸阀╳╳02 半成品╳╳╳╳顺序码...05 蝶阀06 排气阀07 倒流防止器2.2. 组件:水力控制阀、斜板阀、排泥阀、闸阀、蝶阀、排气阀、倒流防止器…0 2╳╳与图号分类对应01 水力控制阀02 斜板阀03 排泥阀04 闸阀╳╳02 半成品╳╳╳╳顺序码...05 蝶阀06 排气阀07 倒流防止器 0组件标识符“0”2.3. 电站阀、球阀、止回阀、导阀及其它:0 208 电站阀09 球阀10 止回阀╳╳02 半成品╳╳╳╳顺序码..11 导阀99 其它第四节、毛坯分类及编码规则1.毛坯分类:2. 毛坯编码规则: 2.1. 水力控制阀:1 00 101 阀体02 阀板座03 阀板座内铜套04 铜套05 大阀板06 缓闭阀板座07 膜片座01 水力控制阀╳╳10 毛坯╳╳╳╳顺序码...08 压板09 阀盖10 衬套11 缓闭阀板12 V 形口塞99 其它2.2. 斜板阀:1 00 201 阀体02 阀板座03 蝶板04 膜片座05 阀盖02 斜板阀╳╳10 毛坯╳╳╳╳顺序码...06 缓闭凸轮07 支撑架08 端盖99 其它1 00 301 阀体02 阀板03 膜片座04 膜片压板03 排泥阀╳╳10 毛坯╳╳╳╳顺序码...05 阀盖06 衬套07 法兰座99 其它2.4. 闸阀:1 00 401 阀体02 阀盖03 骨架04 压盖04 闸阀╳╳10 毛坯╳╳╳╳顺序码...05 止推轴承06 丝套99 其它2.5. 蝶阀:1 00 501 阀体02 阀板03 端盖05 蝶阀╳╳10 毛坯╳╳╳╳顺序码...04 轴套99 其它2.6. 排气阀:1 00 601 阀体02 阀盖06 排气阀╳╳10 毛坯╳╳╳╳顺序码...03 衬套99 其它1 00 701 阀体02 阀盖99 其它07 导阀╳╳10 毛坯╳╳╳╳顺序码...2.8. 球阀:1 00 801 阀体02 阀盖99 其它08 球阀╳╳10 毛坯╳╳╳╳顺序码...2.9. 倒流防止器1 00 901 阀体02 阀盖03 阀板09 倒流防止器╳╳10 毛坯╳╳╳╳顺序码...04 空气阻隔器99 其它2.10. 鸭嘴阀、止回阀、截止阀、伸缩阀、过滤器、雨淋器、真空引水罐、闸门、套管阀及其它:1 0╳╳10 鸭嘴阀11 止回阀12 截止阀13 伸缩阀14 过滤器 10 毛坯╳╳╳╳顺序码..15 雨淋器16 真空引水罐17 闸门18 套管阀99 其它第五节、 原材料分类及编码规则1. 原材料分类:2. 原材料编码规则: 2.1. 钢材编码规则:2 00 101 普通碳素钢棒02 优质碳素钢棒03 六方钢棒04 不锈钢棒05 合金钢棒01 钢材╳╳20 原材料╳╳╳╳顺序码...06 无缝钢管07 镀锌管08 不锈钢管09 钢板99 其它2.2. 铜材编码规则2 00 201 铜棒02 铜管99 其它02 铜材╳╳20 原材料╳╳╳╳顺序码...2.3. 铝材及其它2 0╳╳03 铝材99 其它20 原材料╳╳╳╳顺序码..第六节、 标准件分类及编码规则1. 标准件分类:2. 标准件编码规则: 2.1. 螺栓:2 10 101 4.8级螺栓02 8.8级螺栓03 10.9级螺栓04 双头螺栓01 螺栓╳╳21 标准件╳╳╳╳顺序码...05 不锈钢螺栓06 螺钉99 其它2.2. 螺母、销子、密封件、垫圈及其它:2 102 螺母03 销子04 密封件╳╳21 标准件╳╳╳╳顺序码..05 垫圈99 其它第七节、 管配件分类及编码规则1. 管配件分类:2. 管配件编码规则:2 2╳╳01 接头02 内线通接03 活接/弯头/补芯/堵头04 软管22 管配件╳╳╳╳顺序码..05 压力表06 标牌99 其它第八节、 模具分类及编码规则1. 模具分类:2. 模具编码规则:3 0╳╳01 铸造模具02 锻压模具03 冲压模具30 模具╳╳╳╳顺序码..04 橡胶模具99 其它模具第九节、 夹具、钻模分类及编码规则1. 夹具、钻模分类:2. 夹具、钻模编码规则:3 1╳╳01 多功能阀夹具02 排泥阀夹具03 斜板阀夹具04 软密封闸钻模31 夹具、钻模╳╳╳╳顺序码..05 高速排气阀钻模06 闷板99 其它第十节、 工具分类及编码规则1. 工具分类:2. 工具编码规则: 2.1. 切削工具:4 00 101 车刀02 铣刀03 钻头01 切削工具╳╳40 工具╳╳╳╳顺序码...04 刀片99 其它2.2. 钳工工具、螺纹工具、磨具磨料、量具及其它:4 002 钳工工具03 螺纹工具04 磨具磨料╳╳40 工具╳╳╳╳顺序码..05 量具99 其它第十一节、 其它物料分类及编码规则1. 其它物料分类:2. 其它物料编码规则: 2.1. 化工产品:9 90 101 油漆涂料类02 油料类99 其它01 化工产品╳╳99 其它物料╳╳╳╳顺序码...2.2. 电工用品:9 90 201 线材02 开关02 电工用品╳╳99 其它物料╳╳╳╳顺序码...03 灯具99 其它2.3. 机床维修用品:9 90 301 机床配件02 消耗品99 其它03 机床维修用品╳╳99 其它物料╳╳╳╳顺序码...2.4. 办公/劳保、辅助材料、包装材料及其它:9 9╳╳03 办公/劳保04 辅助材料99 其它物料╳╳╳╳顺序码..05 包装材料99 其它。