五轴编程UG教程
数控五轴加工中心编程的方法及步骤
数控五轴加工中心编程的方法及步骤小伙伴!今天咱们来唠唠数控五轴加工中心编程这个事儿。
一、了解加工零件。
咱得先好好看看要加工的零件长啥样。
就像认识新朋友,得知道它的轮廓、尺寸、精度要求这些。
你得清楚哪里是平面,哪里是曲面,有没有啥特殊的形状。
这就好比给零件做个全身检查,心里有数了,编程的时候才能有的放矢。
二、确定加工工艺。
这一步可重要啦。
要想清楚用啥刀具合适呢?大零件和小零件用的刀具可能就不一样。
还有切削的参数,就像炒菜放多少盐、多少油一样,切削速度、进给量、切削深度都得定好。
这得根据零件的材料来,要是硬邦邦的材料,那切削参数就得小心调整,不然刀具可能就受不了啦。
工艺路线也得规划好,先加工哪里,后加工哪里,就像规划旅行路线一样,得合理安排。
三、建立坐标系。
这个就像是给零件在加工中心里找个家。
确定一个原点,然后X、Y、Z轴就像房间的坐标一样,每个点都有自己的位置。
五轴加工中心还有两个旋转轴呢,这两个轴的坐标系也要确定好。
这就像给零件的每个部分都贴上了地址标签,加工的时候刀具才能准确找到地方。
四、编写程序。
现在就开始正儿八经写程序啦。
用那些编程代码,像G代码、M代码之类的。
比如说G00就是快速定位,让刀具快速跑到指定位置。
编写的时候要按照之前确定的加工工艺来。
如果有曲面的话,可能得用一些特殊的编程方法,像宏程序之类的。
这就像写作文,要按照一定的逻辑和规则来写,不能乱写一气。
五、模拟加工。
程序写好可别着急让加工中心干活。
先模拟一下,就像演习一样。
看看刀具的路径对不对,有没有可能撞到零件或者夹具。
要是模拟的时候发现问题,那就赶紧修改程序。
这就像出门前检查一下东西有没有带齐,发现没带钥匙还能及时补上。
六、实际加工。
经过前面的步骤,没问题啦,就可以让加工中心开始干活啦。
不过在加工的时候也不能完全不管,得盯着点。
万一有啥突发情况,像刀具磨损啦,还能及时处理。
数控五轴加工中心编程就是这么个事儿,看起来有点复杂,但是只要一步一步来,多实践,肯定能掌握的。
五轴编程UG教程
1刀轴远离直线(zhíxiàn)-案例1
分层切削(qiēxi āo)
第九页, 共61页。
词语: 如果 拼音: rúguǒ
1刀轴远离(yuǎn l í ) 直线-案例1 解释: 连词。表示假设。《前汉书平话》卷上: “如果不利,截旗营前,以定胜败验之。”《儒林外史》第十六回: “如果文
象
利用网格曲面作为 驱动面能够获得光
顺的刀路
构建网格曲面
面的质量 决定刀轨 的质量
第十九页, 共61页。
词语:指定 拼音:zhǐdìng 解释:确定;认定。唐刘肃《大唐新语·公直》:“銛谬膺驳正,敢废司存,请傍移礼官,以求指定。”宋司马光《起请科场札 子》:“伏乞以臣所奏,及礼部等官所议,榜国子监门,及编下诸州,有州学处榜州学门,令举人限一月内投状,指定何法为善,
旋转刀轨, 获得(huòdé)各个槽的加工程序, 两个刀轨要接起, 否则会有残料
第二十四页, 共61页。
2刀轴插补-案例(àn l ì ) 3
第二十五页, 共61页。
3刀轴侧刃驱动(qū dònɡ)1
部件几何引导刀尖运 动, 驱动面引导刀具
侧刃运动
部件(bù jiàn)选 择底面
驱动(qū dònɡ)面 为周边
第一回:“问其所 以,都是黄河沿上的州县,被河水决了,田庐房舍,尽行漂没。”可与形容词或动词组成名词性词组,仍表示 原因、情由。《庄子·天运》:“彼知矉美,而不知矉之所以美。”《史记·卫康叔世家》:“必求殷之贤人君子长者,问其所以 兴,所以亡,而务爱民。”用以,用来。《庄子·天地》:“是三者,非所以养德也。”《史记·孟尝君列传》:“若急,终无以 偿,上则为君好利不爱士民,下则有离上抵负之名,非所以厉士民彰君声也。”宋苏洵《几策·审势》:“故威与惠者,所以裁节 天下强弱之势也。”连词。表示因果关 系。用在下半句,由因及果。《荀子·哀公》:“君不此问,而问舜冠,所以不对。”北
《五轴编程UG教程》课件

THANKS
汇报人:PPT
UG软件的安装与配置
UG软件的安装步 骤
UG软件的配置参 数
UG软件与其他软 件的兼容性
UG软件的使用技 巧
Part Four
五轴编程基础知识
五轴机床的基本结构
五轴机床的定义和特点 五轴机床的分类和组成 五轴机床的控制系统和编程软件 五轴机床的应用领域和优势
五轴机床的坐标系和运动关系
五轴机床的坐标系 五轴机床的运动关系 五轴机床的编程技巧 五轴机床的应用领域
加工复杂零件:五 轴编程能够加工复 杂零件,满足高精 度、高效率的加工 需求。
提升产品质量:五 轴编程能够减少加 工误差,提高产品 质量和稳定性。
适应市场需求:五 轴编程能够适应市 场需求,满足不同 客户的需求,提高 企业的竞争力。
Part Three
UG软件介绍
UG软件的基本功能
建模功能:支持多种建模方式,包括实体建模、曲面建模等 工程图功能:能够生成符合工程要求的图纸,包括零件图、装配图等 运动仿真功能:可以对机构进行运动仿真,分析机构的运动性能 数控加工功能:支持多种数控加工方式,包括铣削、车削、钻孔等 模具设计功能:支持模具设计,包括分型面设计、型腔设计等
实际加工过 程演示:通 过视频或图 片展示实际 加工过程, 包括机床操 作、刀具选 择等
加工结果评 估:对加工 结果进行评 估,包括尺 寸精度、表 面粗糙度等 方面
总结与展望: 总结叶轮加 工的难点和 解决方案, 并展望未来 五轴编程技 术的发展趋 势
案例二:加工螺旋桨
螺旋桨简介:介 绍螺旋桨的结构、 功能和制造要求。
实际应用案例:介绍UG软件在后处理与工艺规划方面的实际应用案例, 包括复杂零件的加工、多轴联动加工等。
ug五轴编程常用小技巧

ug五轴编程常用小技巧一、了解加工对象和选择合适的刀具在进行五轴编程之前,了解加工对象的特点和加工需求是非常重要的。
首先,要了解加工材料的硬度、脆性、软度、是否易变形等因素,以便选择合适的刀具和切削参数。
同时,根据加工需求选择适当的加工路径,如粗加工还是精加工,选择不同的切削策略和加工方式。
二、合理设置切削参数切削参数是五轴编程中非常重要的一部分,它包括切削速度、进给速度、切削深度、快速移动速度等。
在设置切削参数时,要充分考虑刀具的切削性能和加工材料的特性,选择合适的切削策略和加工方式。
此外,要避免使用过高的切削速度和进给速度,以免造成刀具磨损和工件表面质量的下降。
三、优化加工路径加工路径是五轴编程中的重要部分,它决定了刀具在加工过程中的运动轨迹。
在进行五轴编程时,要充分考虑加工对象的形状和特点,优化加工路径,减少刀具的空行程时间和碰撞风险。
可以使用UG 软件中的自动碰撞检测和自动换刀等功能,确保加工过程的顺利进行。
四、合理使用加工模拟加工模拟是五轴编程中非常有用的工具,它可以帮助工程师检查加工过程中的碰撞、过切等问题,并及时进行调整。
在UG软件中,可以使用模拟功能来模拟刀具的运动轨迹,检查加工过程中的问题,并及时进行调整。
这样可以大大提高加工效率和产品质量。
五、注意安全问题在进行五轴编程时,安全问题是非常重要的。
要确保机床和操作环境的安全,避免意外碰撞和过切等问题的发生。
在进行编程时,要充分考虑机床的极限和加工对象的形状,避免造成安全事故。
六、持续学习与优化五轴编程是一个不断学习和优化的过程。
随着技术的发展和加工对象的不断变化,需要不断学习新的技术和方法,优化已有的编程技巧和方法。
可以通过阅读专业书籍、参加培训课程、与同行交流等方式,不断学习和提高自己的五轴编程技能。
总之,UG五轴编程需要综合考虑加工对象、刀具选择、切削参数、加工路径、安全问题等多个方面。
通过不断学习和优化,可以提高加工效率和产品质量,为企业创造更多的价值。
数富UG7.5五轴教程20套经典案例目录
数富ug教程,工厂在职工程师讲解UG7.5四轴加工教程20套经典案例--工厂实战讲解,20个案例讲解,8DVD(含软件)课程目录:第一周四轴理论讲解机床结构工作原理典型零件的工艺方案第一节四轴机床结构特点与工作原理25min1、四轴的定义:一台机床上至少有4个坐标,分别为3个直线坐标和1个旋转坐标2、四轴加工特点:(1)三轴加工机床无法加工到的或需要装夹过长(2)提高自由空间曲面的精度、质量和效率(3)四轴与三轴的区别; 四轴区别与三轴多一个旋转轴,四轴坐标的确立及其代码的表示Z轴的确定:机床主轴轴线方向或者装夹工件的工作台垂直方向为Z轴X轴的确定:与工件安装面平行的水平面或者在水平面内选择垂直与工件的旋转轴线的方向为X轴,远离主轴轴线的方向为正方向3、直线坐标X轴Y轴Z轴旋转坐标A轴、B轴A轴:绕X轴旋转为A轴(G代码)B轴:绕Y轴旋转为B轴(G代码)XYZ+A、XYZ+B、两种形式四轴XYZ+A 适合加工旋转类工件、车铣复合加工XYZ+B 工作台相对较小、主轴刚性差、适合加工小产品四轴可以实现产品除底面外5个面都可以做加工,加工前我们必须对产品进行分析,确定四轴机床。
第二节四轴加工优点应运典型零件的工艺方案实际生产加工常发生的问题及其解决方案20min1、三轴加工的缺点:(1)刀具长度过长,刀具成本过高(2)刀具振动引发表粗糙度问题(3)工序增加,多次装夹(4)刀具易破损(5)刀具数量增加(6)易过切引起不合格工件(7)重复对刀产生累积公差2、四轴优点:(1)刀具得到很大改善(2)加工工序缩短装夹时间(3)无需夹具(4)提高表面质量(5)延长刀具寿命(6)生产集中化(7)有效提高加工效率和生产效率3、四轴加工主要应运的领域:航空、造船、医学、汽车工业、模具4、四轴应运的典型零件:凸轮、涡轮、蜗杆、螺旋桨、鞋模、立体公、人体模型、汽车配件、其他精密零件加工5、四轴加工工工艺及其实际生产加工常发生的问题及其解决方案:(1)四轴工件坐标系的确立、四轴G代码NC程序表示(2)各种不同机台复杂零件的装夹(3)加工辅助线、辅助面的制作(4)四轴加工刀具与工件点接触,非刀轴中心的补偿(5)加工过程中刀具碰撞问题(6)刀轨的校验及其仿真加工(7)不同四轴机器,不同刀轨和后处理第二周结合案例讲解软件的综合使用技巧和UG7、5新增功能的使用第三节麻花钻四轴加工及其UG7、5多轴驱动的讲解A 160min1、UG多轴驱动的应用,四轴加工的基本流程曲面驱动四轴开粗流线加工曲线、点加工2、多轴加工的装夹及其UG5多轴驱动的讲解多轴等高加工多轴外形轮廓加工多轴顺序铣加工第四节UG7、5几何体9种驱动方法的详细讲解和各参数设置140min曲线/点驱动方法加工3D刻字、3D流道螺旋式、边界加工曲面加工(重点) 曲面必须连续曲面UV方向一致辅助面驱动流线加工(常用)刀轨、径向切削、外形轮廓加工、用户自定义第五节UG7、5多轴加工18种刀轴方向的控制和复杂零件轴向的判定150min 远离直线、朝向直线、远离点、朝向点、相对于矢量、(前倾角、后倾角)垂直于部件、相对于部件插补矢量、插补角度至部件、插补矢量至驱动、(前倾角、后倾角)优化后驱动、垂直于驱动体、侧刃驱动体、相对于驱动体(前倾角、后倾角)前倾角:沿着刀具加工方向来设定倾斜角度后倾角:刀具加工方向两侧位置夹角的控制如果前倾角控制的是X方向,那么后倾角控制是Y方向,4轴垂直于部件、4轴垂直于驱动当切削方向发生变化后,旋转角度也相对应的发生变化旋转角度:沿着刀具加工方向来设定倾斜角度,加工方向为正角,反方向为负角4轴相对于部件、4轴相对驱动双4轴在部件上、双4轴在驱动上第六节热身1花瓶四轴加工案例B 90min1. 分析图形结构特点,制定加工工艺,设计装夹方式2. 定轴开粗,制作合理检查面,控制刀轨产生方向3. 曲面驱动加工外表面第七节热身2飞刀刀杆四轴加工案例A 50min1. 四轴开粗方法2. 局部开粗,毛坯制作、刀轴矢量方向3. 曲面UV分析及其修改4. 刀轨变换操作第三周讲解典型零件的程序制作并结合本公司所要加工的零件第八节入门1工字型倒扣四轴加工案例A 120min1. 四轴曲面驱动开粗详细操作,驱动面UV方向的分析方法2. 三轴型腔开粗详细操作,编辑投影矢量的确定3. 没有在岛的周围定义切削材料,修改层高度4. 不能在任何层切削该部件,修改刀轴矢量方向5. 投影矢量时,刀轴不能依赖部件,修改投影矢量6. 平面不垂直于刀轴,修改刀轴矢量,修改为垂直于第一个面或者面的法线方向7. 四轴精加工曲面、侧面操作方法第九节入门2凸轮四轴加工案例B 180min1. 四轴驱动开粗的加工方法,切削模式:往复式加工、螺旋式加工2. 曲面驱动的分析与修剪3. 曲线\点驱动加工操作(重点)4. 刀轨变换:旋转、平移5. 刀轨过切措施:修改公差、设置检查面、曲面百分比,过且检查确认无误方可加工。
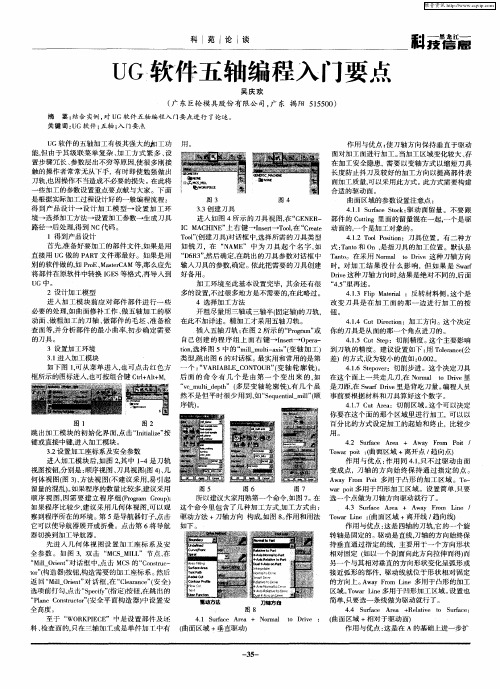
UG软件五轴编程入门要点
.
UG中 。
述。
2设计加工模型 进入加 工模 块前应 对部 件部件进 行一 些 必要 的处理, 曲面修补 工作 、 如 做五轴加 _ 的驱 T 动面 、 做粗加 工 的刀轴 、 做部件 的毛坯 、 备检 准 查面等, 分析部件 的最 小曲率, 步确定需要 并 初 的刀具。 3 设 置 加 工 环境 31进入加工模块 . 如下图 1 , 可从菜 单进入 , 也可点 击红色方 框所 示的图标进入, 也可按组合键 Cr A + , t+ h M l
维普资讯
科 苑 J J 论 谈
科
U 五 轴编 程入 门要 点 G软件
吴 庆 欢
( 东 巨轮 模 具 股份 有 限 公 司 , 东 揭 阳 5 5 0 ) 广 广 15 0
摘 要: 结合 实例 , U 软 件 五 轴 编 程 入 门要 点 进 行 了论 述 。 对 G 关键 词: UG软件 ; 轴 ; 门要 点 五 入
一
用。
圈 舅 阍 怒 一
图3 图4
33 建 刀 具 .创
进入如 图 4所 示的刀具 视图, “ E E — 在 G N R I C NE 上 右 键 Isr— C MA HI ” ne【 l “ rae , Cet 在 T o”创建刀具) ol( 对话框 中, 所需的刀具类 型 选择 如铣 刀 , “ A E 中为 刀具 起 个 名 字 , 在 N M ” 如 “ R ”然后确定 , D6 3 , 在跳 出的刀具参数 对话 框 中 输入刀具 的参数 , 。依此把需要的刀具创建 确定 好 备用 。 加 工环境 至此基 本设置 完毕 ,其余 还有很 多的设置 , 不过很多地方是不需要 的, 略过 。 在此 4选择加工方法 开粗尽量用三轴或三轴半( 固定轴) 的刀轨, 在此不加详述 。精加工才采用 五轴刀轨 。 插入五轴刀轨 : 图 2所示 的“ rga ” 在 P a 或 o ' m 自己创 建 的程序 组 上面 右键 一Isr 0 ea ne【 Dr_ 一 t n选择 图 5中 的“ i_ ut ai”变 轴加 工1 i, o ml m l—xs f l i 类型, 出图 6的对话框。最实用 和常用 的是第 跳 个 :V RA L — O T U ( “ A I B E C N O R"变轴 轮 廓 铣) 。 后 面 的命 令 有几 个 是 由第一 个 变 出来 的 , 如 vc mu hi dp ”( et 多层 变轴 轮廓铣 ) h , 有几 个虽 然不是但 平时很少 用到, Sq e t — i” 如“ eu n a ml ( i l l 顺 序铣) 。
UG五轴编程远离朝向点线
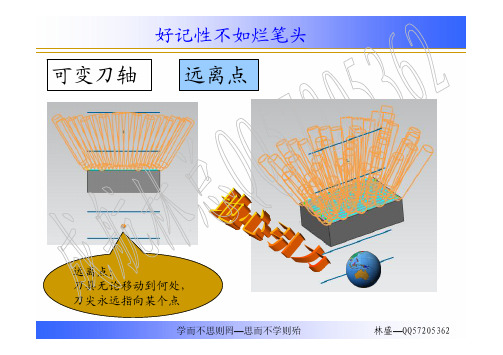
可变刀轴 远离点 远离点:
刀具无论移动到何处,
刀尖永远指向某个点
可变刀轴 远离点
远离点
用于五轴
联动加工哦
可变刀轴 朝向点 朝向点:
刀具无论移动到何处,
刀柄永远指向某个点
可变刀轴 朝向点
朝向点
用于五轴
联动加工哦
刀具就像一棵向日葵
远离的总是地心点(零件里面、下面)
朝向的总是太阳点(零件外面、上面)
可变刀轴 远离直线
远离直线:
刀具无论移动到何处, 刀尖永远垂直指向某直线
远离直线 可用于四轴 联动加工哦
可变刀轴 朝向直线
朝向直线:
刀具无论移动到何处,
刀柄永远垂直指向某直线
朝向直线
可用于四轴
联动加工哦
可变刀轴 问题
直线要画多长才够呢?
我的远离直线怎么生成了五轴程序?
可变刀轴 案例1-朝向直线
倒扣圆弧轨道
可变刀轴 案例2-朝向点
椭圆倒扣腔体
可变刀轴 案例2-朝向点
可变刀轴 案例3-远离点
螺旋绕圈
可变刀轴 案例3-远离直线
平行走刀
半精加工
提高效率
可变刀轴 案例3-远离直线
精加工下段
精加工上段 下段清理。
基于UG的双转台五轴联动数控机床编程及操作

基于UG的双转台五轴联动数控机床编程及操作袁伟【摘要】机床是一个国家制造业水平的象征,而代表机床制造业最高境界的是五轴联动数控机床系统,从某种意义上说,它反映了一个国家的工业发展水平状况.五轴联动加工中心具有高效率、高精度的特点,工件一次装夹就可完成五面体的加工.其不但可以对复杂的空间曲面进行高精度加工,更能够适应像汽车零部件、飞机结构件等现代模具的加工.以双转台五轴联动数控机床配合UG软件完成立体人物头像为例,详细讲解了五轴联动机床的编程与操作的全过程.%Machine is a symbol of a country's manufacturing sector ,The five-axis CNC machine tool system represents the highest state of the machine tool manufacturing ,and in a sense ,it reflects the level of industrial development situation of a country .Five-axis machining center has high-efficiency ,high-precision features ,and the work can be completed in one clamping of the five-sided machining .Not only it can perform complex space surface precision ,but also be more able to a-dapt the automobile parts ,aircraft structural parts and other modern mold processing .The two-turret axis CNC machine tools to complete the three-dimensional portraits with UG is taken as an example ,explain the whole process of programming and machining of five-axis machine tools in detail .【期刊名称】《新技术新工艺》【年(卷),期】2016(000)007【总页数】4页(P15-18)【关键词】双转台;五轴联动数控机床;UG【作者】袁伟【作者单位】陕西工业职业技术学院,陕西咸阳712000【正文语种】中文【中图分类】TG659制造业是一个国家的支柱行业,随着机床数字化的发展,二轴、三轴机床加工范围已不能够满足生产制造的需求,多轴机床,尤其是代表机床制造业最高境界的五轴联动数控机床,不但对工业有很大的影响,而且在军事上也有极其重要的作用。
5轴曲面编程法
5轴联动曲面编程的方法2006-11-2010:58:505轴加工中心的刀具可以对工件呈任意的姿势进行加工,所以可避免切削速度为零的现象,还可以选择最适宜的刀具及相对于工件的姿态有效地进行加工,以及对凹入的形状用刀具倾斜的姿态进行加工,这些都是有利于加工的条件。
多轴控制加工的控制软件结构。
特别是用5轴控制加工时,为了避免具有两根回转轴的刀具与工件发生干涉,必须生成刀具路径。
但再生成NC数据是一件很麻烦的事。
现在开发了具有通用性的5轴控制软件,即可以生成防止发生刀具与工件干涉的刀具路径。
这时以软件实体模型为中心,使用防止发生干涉的算法即可版生成刀具路径(即CL数据)。
所生成的刀具路径与5轴控制加工中心的结构无关,是一种中性数据。
此处理软件称为主处理程序。
除此以外,还需设置能按照规定使用加工中心的结构和组成,从已生成已生成的刀具路径自动生成NC数据的后处理器。
如果按照原样使用已生成的刀具路径,就不可能使不同机械结构和构造的5轴控制加工中心运转。
为此必须采取各种措施将CL数据变换成适合于各种不同结构加工中心的NC数据。
5轴编程的方法一:最初的5轴编程方法是编程员根据零件图样和有关加工工艺要求,用一种专用的数控编程语言来描述整个零件的加工过程,即零件的源程序。
然后将源程序输入计算机中,由计算机进行编译、计算,最后再由与所用数控机床相对应的后置处理程序处理后,自动生成相应的数控加工程序。
5轴编程的方法二:随着计算机技术的发展,“图形交互式自动编程”也应运而生。
它直接将零件的几何图形信息自动转化为数控加工程序。
该方法极大地提高了数控编程的效率,并具有精度高、直观性好、使用简便、便于检查等优点。
下文对典型零件叶片的加工进行说明.加工过程分为粗,半精加工,精加工三道加工工序。
在粗加工时我们用MATERCAM中的挖槽模组对叶片的正反面进行了在吃刀量,快速去除余量,然后用MASTERCAM的四轴加工模组对其进行半精加工,保证用五轴加工时的余量均匀。
ug五轴编程教程

ug五轴编程教程五轴编程是机器人技术中非常重要的一部分,它允许机器人在三个平面上进行运动,并且可以通过旋转来改变工具的方向。
在本教程中,我们将学习如何编写五轴编程来控制机器人的动作。
1. 建立工作坐标系在编程之前,我们需要先建立一个工作坐标系。
这个坐标系可以是机器人手臂能够操作的空间范围。
通常情况下,这个坐标系由机器人的基座、手臂和工具构成。
我们需要确定坐标系的原点,以及三个平面的方向。
2. 设定起始位置机器人需要一个起始位置来开始工作。
这个位置可以根据实际需求来设定,比如机器人手臂的位置、工具的方向等。
起始位置一般由坐标值表示,在编程中使用坐标值来设定起始位置。
3. 确定目标位置在编程中,我们通常需要指定一个目标位置,让机器人移动到这个位置。
目标位置可以是一个具体的坐标值,也可以是一个相对于起始位置的偏移量。
根据实际需求来确定目标位置。
4. 编写运动指令一旦我们确定了起始位置和目标位置,我们就可以开始编写运动指令。
这些指令告诉机器人应该如何移动,以及移动的速度和加速度。
编程语言中通常提供了一些指令来实现这些功能,比如直线插补、圆弧插补等。
5. 调试和优化编写完运动指令后,我们需要对程序进行调试和优化。
这包括检查程序中的错误,修改参数以获得更好的运动效果。
通常情况下,我们可以通过机器人模拟器来模拟程序的运行情况,并进行调试和优化。
总结:五轴编程是一项复杂而重要的任务,它允许机器人在三个平面上进行运动,并进行工具方向的调整。
通过建立工作坐标系、设定起始位置、确定目标位置、编写运动指令以及进行调试和优化,我们可以实现机器人的精确控制。
UG五轴编程简单教程
修改修改MCS_000,PURPOSE选择LOCAL,SPECIAL OUTOUT选择 MAIN MCS,FIXTURE OFFSET设置为1
修改MCS_090,PURPOSE选择LOCAL,SPECIAL OUTOUT选择MAIN MCS,FIXTURE OFFSET设置为2
选择M_base\main_local_coordinate_system\MCS_PURPOSE.PUI作为 后处理输出,观察G54,G55生成与X、Y 、Z的值 修改修改MCS_000,PURPOSE选择LOCAL,SPECIAL OUTOUT选择 FIXTURE OFFSET,FIXTURE OFFSET设置为1 修改修改MCS_090,PURPOSE选择LOCAL,SPECIAL OUTOUT选择 FIXTURE OFFSET,FIXTURE OFFSET设置为2 选择M_base\main_local_coordinate_system\MCS_PURPOSE.PUI作为 后处理输出,观察G54,G55生成与X、Y 、Z的值
© UGS Corp. 2007. All rights reserved.
可变轴加工基础 实例:m_base\3_axis\core_profile
m_base\strart\strart_project
零件几何体(part geometry):用于加工的几何体。 检查几何体(check geometry) :检查几何体”使您能够指定刀轨不能干扰的几 何体(如工件壁、岛、夹具等等)。当刀轨遇到检验曲面时,刀具退出,直至到 达下一个安全的切削位置 . 驱动几何体(drive geometry): 用来产生驱动点的几何体。 驱动点( drive point): 从驱动几何体上产生的,将投射到零件几何体上 的 点。
(完整版)五轴UG(NX)后处理

0 引言UG作为一种优秀的CAD/CAM软件,他几乎可以覆盖从设计到加工的方方面面。
利用UG NX CAM加工模块产生刀轨。
但是不能直接将这种未修改过的刀轨文件传送给机床进行切削工件,因为机床的类型很多,每种类型的机床都有其独特的硬件性能和要求,比如他可以有垂直或是水平的主轴,可以几轴联动等。
此外,每种机床又受其控制器(controller)的控制。
控制器接受刀轨文件并指挥刀具的运动或其他的行为(比如冷却液的开关)。
但控制器也无法接受这种未经格式化过的刀轨文件,因此,刀轨文件必须被修改成适合于不同机床/控制器的特定参数,这种修改就是所谓的后处理。
近年来,五轴加工已开始应用到精密机械加工领域,工件一次装夹就可完成五面体的加工。
如配置上五轴联动的高档数控系统,还可以对复杂的空间曲面进行高精度加工。
但五轴机床后置处理因机床具体结构、刀位文件不同。
后置处理所得出的数控程序也不尽相同。
因为五轴加工的后处理非常关键,本人结合自己的实际工作经验,着重谈谈五轴加工中心后处理的制作过程。
1 UG后处理开发方法UG/Post Execute和UG/Post Builder共同组成了UG加工模块的后置处理。
UG的加工后置处理模块使用户可方便地建立自己的加工后置处理程序。
后处理最基本的2个要素就是刀轨数据(Tool Path Data)和后处理器(A Postprocessor)。
利用UG/Post Execute后置处理器进行后处理,有2种方法:①利用MOM(Manufacturing Output Manager),②利用GPM(Graphics Postprocessor Module)。
MOM的工作过程如下:刀轨源文件→Postprocessor→NC机床MOM后处理是将UG的刀轨作为输入,他需要2个文件,一个是Event Handler,扩展名为.tcl,包含一系列指令用来处理不同的事件类型;另一个是Definition File,扩展名为.def,包含一系列机床、刀具的静态信息。
五轴UG(NX)后处理

0 引言UG作为一种优秀的CAD/CAM软件,他几乎可以覆盖从设计到加工的方方面面。
利用UG NX CAM加工模块产生刀轨。
但是不能直接将这种未修改过的刀轨文件传送给机床进行切削工件,因为机床的类型很多,每种类型的机床都有其独特的硬件性能和要求,比如他可以有垂直或是水平的主轴,可以几轴联动等。
此外,每种机床又受其控制器(controller)的控制。
控制器接受刀轨文件并指挥刀具的运动或其他的行为(比如冷却液的开关)。
但控制器也无法接受这种未经格式化过的刀轨文件,因此,刀轨文件必须被修改成适合于不同机床/控制器的特定参数,这种修改就是所谓的后处理。
近年来,五轴加工已开始应用到精密机械加工领域,工件一次装夹就可完成五面体的加工。
如配置上五轴联动的高档数控系统,还可以对复杂的空间曲面进行高精度加工。
但五轴机床后置处理因机床具体结构、刀位文件不同。
后置处理所得出的数控程序也不尽相同。
因为五轴加工的后处理非常关键,本人结合自己的实际工作经验,着重谈谈五轴加工中心后处理的制作过程。
1 UG后处理开发方法UG/Post Execute和UG/Post Builder共同组成了UG加工模块的后置处理。
UG的加工后置处理模块使用户可方便地建立自己的加工后置处理程序。
后处理最基本的2个要素就是刀轨数据(Tool Path Data)和后处理器(A Postprocessor)。
利用UG/Post Execute后置处理器进行后处理,有2种方法:①利用MOM(Manufacturing Output Manager),②利用GPM(Graphics Postprocessor Module)。
MOM的工作过程如下:刀轨源文件→Postprocessor→NC机床MOM后处理是将UG的刀轨作为输入,他需要2个文件,一个是Event Handler,扩展名为.tcl,包含一系列指令用来处理不同的事件类型;另一个是Definition File,扩展名为.def,包含一系列机床、刀具的静态信息。
(完整版)五轴UG(NX)后处理
0 引言UG作为一种优秀的CAD/CAM软件,他几乎可以覆盖从设计到加工的方方面面。
利用UG NX CAM加工模块产生刀轨。
但是不能直接将这种未修改过的刀轨文件传送给机床进行切削工件,因为机床的类型很多,每种类型的机床都有其独特的硬件性能和要求,比如他可以有垂直或是水平的主轴,可以几轴联动等。
此外,每种机床又受其控制器(controller)的控制。
控制器接受刀轨文件并指挥刀具的运动或其他的行为(比如冷却液的开关)。
但控制器也无法接受这种未经格式化过的刀轨文件,因此,刀轨文件必须被修改成适合于不同机床/控制器的特定参数,这种修改就是所谓的后处理。
近年来,五轴加工已开始应用到精密机械加工领域,工件一次装夹就可完成五面体的加工。
如配置上五轴联动的高档数控系统,还可以对复杂的空间曲面进行高精度加工。
但五轴机床后置处理因机床具体结构、刀位文件不同。
后置处理所得出的数控程序也不尽相同。
因为五轴加工的后处理非常关键,本人结合自己的实际工作经验,着重谈谈五轴加工中心后处理的制作过程。
1 UG后处理开发方法UG/Post Execute和UG/Post Builder共同组成了UG加工模块的后置处理。
UG的加工后置处理模块使用户可方便地建立自己的加工后置处理程序。
后处理最基本的2个要素就是刀轨数据(Tool Path Data)和后处理器(A Postprocessor)。
利用UG/Post Execute后置处理器进行后处理,有2种方法:①利用MOM(Manufacturing Output Manager),②利用GPM(Graphics Postprocessor Module)。
MOM的工作过程如下:刀轨源文件→Postprocessor→NC机床MOM后处理是将UG的刀轨作为输入,他需要2个文件,一个是Event Handler,扩展名为.tcl,包含一系列指令用来处理不同的事件类型;另一个是Definition File,扩展名为.def,包含一系列机床、刀具的静态信息。
ug五轴联动编程案例

ug五轴联动编程案例
UG(Unigraphics)是一种专业的计算机辅助设计(CAD)和计算机辅助制造(CAM)软件,它提供了强大的功能来进行五轴联动编程。
下面我将从不同角度来介绍UG五轴联动编程的案例。
首先,UG五轴联动编程可以应用于航空航天、汽车、船舶和模具等行业。
例如,在航空航天领域,UG可以用于编程复杂的飞机零部件,如涡轮叶片和复杂的结构件。
在汽车制造领域,UG可以用于编程汽车发动机零部件和车身结构的加工。
在船舶制造领域,UG可以用于编程船舶螺旋桨和船体结构的加工。
在模具制造领域,UG可以用于编程复杂的模具零部件,如注塑模具和压铸模具。
其次,UG五轴联动编程可以实现复杂曲面和多轴加工。
UG软件具有强大的曲面建模和多轴加工功能,可以实现对复杂曲面的精密加工,同时可以实现多轴联动加工,提高加工效率和加工质量。
例如,UG可以实现对汽车车身曲面的精密加工,同时可以实现对复杂曲面零部件的多轴联动加工,满足高精度加工的要求。
此外,UG五轴联动编程可以实现刀具轨迹优化和碰撞检测。
UG 软件可以对刀具轨迹进行优化,使得加工过程中刀具的运动轨迹更
加平滑和高效,同时可以进行碰撞检测,确保加工过程中不会发生刀具与工件或夹具的碰撞,保障加工安全和加工质量。
总的来说,UG五轴联动编程在各个行业都有广泛的应用,可以实现对复杂零部件的高精度加工,提高加工效率和加工质量,同时可以保障加工安全。
希望以上介绍对你有所帮助。
UG五轴XYZBC车铣复合零件编程之堵头球盖PPT模板

ug五轴xyzbc车铣复合零 件编程之堵头球盖
演讲人 202x-11-11
第1章ug五轴车铣复合零件之 堵头球盖编程+工艺讲解
第1章ug五轴车铣复合零件之堵头球盖编程+工艺讲解
1-1车铣复合零件-堵头球 盖工艺讲解详细讲解零件 的编程,工艺,刀具选择 等将思路,讲方法,讲工
艺练习图档在附件里
A
1-4车铣复合零件-堵头球 盖-编程讲解-3详细讲解零 件的编程,工艺,刀具选 择等将思路,讲方法,讲
工艺练习图档编程讲解-1详细讲解零 件的编程,工艺,刀具选 择等将思路,讲方法,讲
工艺练习图档在附件里
B
1-5车铣复合零件-堵头球 盖-编程讲解-4详细讲解零 件的编程,工艺,刀具选择 等将思路,讲方法,讲工艺
1-7车铣复合零件-堵头球盖-vericut仿详细讲解零件的 编程,工艺,刀具选择等将思路,讲方法,讲工艺练习 图档在附件里
感谢聆听
练习图档在附件里
E
1-3车铣复合零件-堵头球 盖-编程讲解-2详细讲解零 件的编程,工艺,刀具选 择等将思路,讲方法,讲
工艺练习图档在附件里
C
1-6车铣复合零件-堵头球 盖-编程讲解-5详细讲解零 件的编程,工艺,刀具选 择等将思路,讲方法,讲
工艺练习图档在附件里
F
第1章ug五轴车铣复合零件之堵头球盖编程+工艺讲解
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1刀轴控制-朝向直线
朝向直线: 刀背指向某 条直线产生 刀具轨迹, 用于4轴加工
朝向直 线
1刀轴远离直线-案例1
零件 切削区 域 驱动曲线: 刀具沿着曲 线走 远离直线:刀 尖指向直线
1刀轴远离直线-案例1
分层切削
1刀轴远离直线-案例1
如果导轨异常,则不 选择部件 零件和驱 动面均选 择侧壁面
5外形轮廓铣1
创建多轴操作: 外形轮廓铣
部件选 择整个 零件 底面选择 零件槽内 底面
5外形轮廓铣1
5外形轮廓铣1
宽度分层
深度分层
5外形轮廓铣2
5外形轮廓铣2
设置切入切出
5外形轮廓铣3
扫掠建模辅助底面
5外形轮廓铣3
复制一个零件 用于辅助造型
5外形轮廓铣3
删除面, 处理拐角
5外形轮廓铣3
沿驱动面的 法向投影产 生刀轨到零 件面上 远离直线:刀 尖指向直线
1刀轴远离直线-案例1
分层切削
1刀轴远离直线-案例2
当零件表面较复杂时,无法选 取加工驱动表面,必须做辅助 面.驱动面可以不是零件面 平行刀轨 粗加工
零部件
驱动面
远离直线:刀 尖指向直线
1刀轴远离直线-案例2
选择单个 曲面为驱 动面
主讲:Gavin liu QQ:545421169
五轴编程学习提要(30H)
学习目的: 了解并会使用UG软件对复杂零件进行五 轴编程
学习内容: 1、刀轴控制—远离点,朝向点 远离直线,朝向直线。(4H) 2、刀轴控制—插补(4H) 3、刀轴控制—侧刃驱动(4H) 4、刀轴控制—相对矢量(4H) 5、外形轮廓加工(2H) 6、综合件练习(4H) 6、后处理构造及VERICUT加工仿真(8H)
平行刀轨 精加工
1刀轴朝向点-案例3
零件
驱动面
朝向点
1刀轴朝向点-案例3
调整曲面百分比,使加工区域减小,获 得光滑刀轨 这 两 处 刀 具 干 涉, 刀 轨 下 不 去
2刀轴插补-案例1
不需要指 定部件
驱动面
修改刀 具矢量 方向
2刀轴插补-案例1
设 置 切 入 切 出
2刀轴插补-案例2
辅 助 造 型
构造辅助面, 使刀路延伸一段距离 辅助面构造: 扩大—分割—抽取
3刀轴侧刃驱动1
分层切削
3刀轴侧刃驱动2
部件选 择底面
驱动面 为周边 刀轴
3刀轴侧刃驱动2
切削方向。 刀轴方向。
3刀轴侧刃驱动2
轴向分层
3刀轴侧刃驱动2
只要底部 产生一条 刀轨,此 处设置为0
如果不是0 会有多余的 刀轨
放大
3刀轴侧刃驱动3
底面作为检查 面,避免过切 碰撞 部件和驱动面 均选择侧壁
刀具移动方向
4刀轴相对矢量1
正侧倾角:沿刀具移动 方向看刀具右倾
负侧倾角:沿刀具移动 方向看刀具左倾
4刀轴相对矢量2
部件选 择整个 零件 驱动面 选择叶 片型面
4刀轴相对矢量2
螺旋走刀 提高加工 表面质量
4刀轴相对矢量2
四轴加工,只 有A轴转动,没 有B轴和C轴
4刀轴相对矢量2
五轴加工,五轴 联动程序
在曲面上构建 曲线
2刀轴插补-案例2
辅 助 造 型
旋转曲线构建曲面
在旋转曲面上构建 曲线网格
构建网格曲面
如果直接在原 来的曲面上构 建曲线会出现 异常现象
利用网格曲面 作为驱动面能 够获得光顺的 刀路
面的质量 决定刀轨 的质量
2刀轴插补-案例2
不指定部件, 利用检查体 防止过切碰 撞 如果曲面质量 不好,指定部 件后得到的刀 轨质量不好
以上条件 时,投影 矢量要设 置为垂直 于驱动, 不能用刀 轴
3刀轴侧刃驱动3
分层切削
3刀轴侧刃驱动3
控制进退刀 和移刀动作
4刀轴相对矢量1
意义: 一、四轴加工 二、有效避让夹具体。
部件选 择整个 零件 驱动面 选择上 表面
4刀轴相对矢量1
正前倾角:刀具拉着走
刀具移动方向
负前倾角:刀具铲着走
生成刀具轨迹,刀 轴偏摆量越小,加 工效率越高。
2刀轴插补-案例2
旋转刀轨,获得各个槽的加工程序, 两个刀轨要接起,否则会有残料
2刀轴插补-案例3
3刀轴侧刃驱动1
部件几何引导刀尖 运动,驱动面引导 刀具侧刃运动 部件选 择底面
驱动面 为周边 刀轴
3刀轴侧刃驱动1
切削方向。 选择驱动面的开始位置 决定切削起点位置,所 以把这个零件的一侧壁 切开,希望刀具从中间 进刀在 刀轴方向。
2刀轴插补-案例2
箭头朝向表面 外侧,如果箭 头朝向内侧就 点击材料反向, 使其朝向外侧
2刀轴插补-案例2
根据需要编辑各点的刀轴方向,也可以在 需要的地方添加新的刀轴控制点
视图方向定义矢量。刀轴控制不需要很精确,只要不干涉,机床能实现就 可以了,所以这是定义刀轴方向非常方便的功能。
2刀轴插补-案例2
4刀轴相对矢量3
部件选 择整个 零件
驱动面 选择叶 片型面
4刀轴相对矢量3
4刀轴相对矢量3
进退刀控制
4刀轴相对矢量3
部件和驱动 面均选择辅 助曲面
4刀轴相对矢量3
4刀轴相对矢量3
固定轴切削叶片 端面
4刀轴相对矢量3
部件选 择整个 零件
切削区域 选择端面 部分
4刀轴相对矢量3零件
驱动面
远离点
1刀轴控制-远离点
远离点:刀 尖指向某个 点产生刀具 轨迹,用于5 轴加工
远离点
1刀轴控制-朝向点
朝向点:刀 背指向某个 点产生刀具 轨迹,用于5 轴加工
朝向点
1刀轴控制-远离直线
离开直线: 刀尖指向某 条直线产生 刀具轨迹, 用于4轴加工
远离直 线