05 锣带制作培训文件
05 锣带制作培训文件解析

3
培训内容
常用的CNC编程语言介绍
CAM350软件操作
锣带制作规范
2018/10/5
Prepared by : CX Zhou Approved by : RF Chen
4
一:常用的CNC编程语言介绍
• G00X#Y# 机锣模式
打开机锣模式,关闭钻孔模式。该指令必需置 于任何机锣指令运行之前。 X , Y 坐标将工作 台移至机锣的起点。 机器遇到该指令时,工作 台会移至X,Y坐标。但主轴不会下锣, 直到 有下锣的指令(例如: M15)出现。补偿在移 动过程中自动的关闭,而移动后再打开。 G00 模式指令指令会一直起作用,直到另一个 G00 或G01,G02,G03,G04, G05指令出现时。
12
2.对输入文件的处理
1:利用入图中的命令将输 入的文件移动到原点。 2:也可以利用move将资 料移动到绝对原点。
2018/10/5
Prepared by : CX Zhou Approved by : RF Chen
13
3.将文件资料对齐
1:用如图所示的命令将各 层分别对齐。 2:也可以利用move命令将 各个层移动到相同的点 上以对齐。
17
8.选择补偿
1: 此处要求在 compensation选择right。 若是有与锣板位置有相 违背的地方则要求选择 reverse path来达到与锣 板的目的一致。 2:在tool tabe中来选择 我们已经定义好了的刀 径。用zoom in或zoom out来察看生成的锣带是 否完好。
2018/10/5
Prepared by : CX Zhou Approved by : RF Chen
18
9.将生成的锣带输出
五金加工的培训计划

五金加工的培训计划一、前言五金加工是一个广泛应用于制造业的技术领域,它涵盖了金属材料的切割、成型、焊接、打磨、表面处理等多个环节。
在当今的工业生产中,五金加工技术已经成为了必不可少的一部分,因此对于相关人员的培训尤为重要。
为了提高员工的技能水平和工作效率,本公司制定了以下五金加工培训计划,以期达到培训的目的。
二、培训内容1. 五金加工基础知识- 金属材料的分类及特性- 五金加工工艺流程- 五金加工设备的使用方法2. 五金加工工具操作- 切割工具的选择和使用- 成型工具的操作技巧- 焊接工具的操作方法- 打磨和抛光工具的使用3. 五金加工安全知识- 安全操作规范- 危险品的识别和处理- 紧急情况处理方法4. 五金加工技术- 金属切割技术- 金属成型技术- 金属焊接技术- 金属打磨和抛光技术5. 五金加工质量控制- 产品质量检测标准- 质量问题排查及解决方法- 产品质量保证措施6. 五金加工现场实践- 对实际加工工件进行操作- 根据不同要求进行加工- 调整工艺参数和设备使用三、培训目标1. 提高员工对金属材料的认识,了解各种金属材料的特性和用途;2. 掌握五金加工设备的正确使用方法,提高工作效率;3. 培养员工安全意识,提高工作安全水平;4. 掌握五金加工的基本技术,能够独立完成简单加工任务;5. 培养员工的质量意识,保证产品质量;6. 通过实践操作,掌握五金加工技能,具备一定的加工能力。
四、培训内容1. 培训周期本次培训周期为一个月,每周培训四天,每天培训时间为8小时。
2. 培训方式采用理论学习结合实践操作的方式进行,培训材料包括课件、视频、实物展示等。
3. 培训地点培训地点设定在公司内部工厂车间,方便员工进行实地操作。
4. 培训方式由公司技术负责人和外部五金加工专家进行授课,鼓励员工互动,提出问题,促进学习效果。
五、培训评估1. 定期考核在培训结束前进行定期考核,包括理论知识考核和实际操作考核,依据考核成绩进行评定。
CAM350制作锣带资料

CAM350制作锣带资料CAM350制作锣带资料CMA350是一种多功能的软件。
介绍CAM350软件分以下方法!一介绍菜单如下:文件File子菜单介绍如下:1. new :新建(快捷键 Ctrl+N)。
2. open:打开(快捷键 Ctrl+O)。
3. save:保存(快捷键 Ctrl+S)。
4. save as:另存为。
5. merge:合并两CAM文件。
可将两层排列方式基本一致的板做拼接,若掌握熟练可拼接文件用于菲林绘制。
6. Import:导入文件。
Autoimport:自动导入文件。
系统自动为选择的文件做光圈表匹配,若有匹配不正确或无法匹配的则可做调整,选择其他光圈编译器或重新编辑编译器并做检查。
Gerber data:导入Gerber文件。
对于RS274-X文件自带D码即可将文件调入,而对于RS274-D 文件则通过调整文件格式来调试到显示正确的图形。
Drill data:导入钻孔数据。
同样通过格式调整来调试图形正确性。
Mill data:导入铣边资料。
Dxf:一种文件格式,一般有客户提供此类文件作为说明。
用于转AUTOCAD文件。
Aperture table:光圈表。
当确定光绘文件调入正确,而光圈表不匹配的情况可使用该指令来调整光圈表使用的编译器。
7. Export:导出文件。
Composites:复合层掏层输出。
Drill data:钻孔数据。
Mill data:铣边数据。
8. Print:文件打印。
Setup printer:打印机设置。
Print display:打印预览。
9. Setup:系统设置。
Preferences:参书选择。
可设置优先缓存区,如:undo恢复键功能;自动备份的功能,但常规下不做自动备份。
Paths:路径。
定义系统显示的输入输出及其它一些环境文件所在的默认路径。
File extensions:设置输入输出文件扩展名的默认值。
Colors:设置显示的颜色。
钻带的制作程序

的特征(K、M、R、S),并且参数 表中钻SLOT或扩孔的钻孔数量也必须 填写正确(特别注意在读孔数时必须 要核对打带机上的参数设定是否正确: <NIB 0.0005inch NEW。检查无误后 开料试钻样品(生产板则要钻分“T” 铝片,以方便QAE检测孔数)。 • 七、最后由另一个人检查制作的钻带 是否正确(检查内容与制作人检查内 容相同)—注意两人边检查边作标记。
①每个分孔符号所代表的孔径和成品孔数 以及大体位置是否正确(数量少的孔必须全 部目测检查),并检查是否存在相交孔或相 邻两孔边距离小于6MIL的孔(可用软件来 检查),注意此类孔要单独分一个‘T’。 ② 检 查 加 钻 孔 、 防 爆 孔 和 标 注 孔 的 位 置 (此类孔可与原装外围或线路菲林对拍检 查是否正确),特别留意检查单元参考孔之 间的距离和单元参考孔与MI DATUM的距 离以及各单元的排列方向和单元的一致性 (可在软件中通过移动、镜向或旋转来对 拍检查是否一致——类似对拍红胶片)。
• • • • • • • • • • • •
另特别注意多层板与双面板的区别只是H数值不同! 修改示范见下表所示: T03C0.0138F0575S960B1181H700 T04C0.0157F0630S960B1181H1200 T07C0.0217F0567S810B1181H1200 T15C0.0374F0839S580B3543H1700 T24C0.0551F0858S381B3543H1700 T33C0.0728F0669S289B2362H1200 T39C0.0846F0583S248B2126H700 T49C0.1043F0551S230B1890H700 T52C0.1102F0551S230B1890H700 注意查看MI流程页或钻嘴表页是否有此项要求!!
吊锣岗位培训教材

橱柜门板厂包覆车间岗位教材
装饰条吊锣岗位
讲师:
编制时间:2014年3月
教材编号:ZSB0001
1
橱柜门板厂---包覆车间
广东欧派家居集团有限公司
3 1 2 3
装饰板生产管理流程简介
岗位作业流程及加工工艺
岗位设备知识及保养介绍
原材料相关知识
目录
4
3 5 6
产品质量检验标准
现场6S与安全
教材编号:ZSB0001
17
橱柜门板厂---包覆车间
广东欧派家居集团有限公司
3
岗位设备知识及保养介绍
吊锣刀具明细
AB07锣边刀,用 于锣制四边和线槽 刀具材质:金刚石
教材编号:ZSB0001
18
橱柜门板厂---包覆车间
广东欧派家居集团有限公司
3
岗位设备知识及保养介绍
吊锣刀具明细
开放柜槽刀 刀具材质:金刚 石
①
教材编号:ZSB0001
26
橱柜门板厂---包覆车间
广东欧派家居集团有限公司
5
产品质量检验标准
二、装饰条检验标准
1、检查推台锯开 料后锯路情况 2、检查来料基 材时都有崩缺 3、检查线槽走 刀是否到位 4、检查锣
教材编号:ZSB0001
27
橱柜门板厂---包覆车间
广东欧派家居集团有限公司
6 安全操作知识及岗位5S知识 一、作业环境及劳保穿戴
吊锣做造型,污染 源:灰尘、噪声 吊锣作业佩戴 口罩及耳塞, 因存在噪声污 染,且不得戴 手套作业
教材编号:ZSB0001
28
橱柜门板厂---包覆车间
广东欧派家居集团有限公司
6 安全操作知识及岗位5S知识 二、岗位危险源
OPL单点培训教材-PCB线路板锣板工序
课程分类基础知识问题实例管理编号:制 作审 核审 批签 名日 期签 名日 期部 门:锣板单点知识教材OPL 说 明改善实例○讲 师
学 习 人主 题
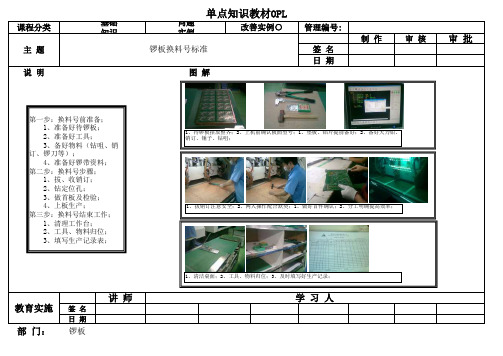
锣板换料号标准教育实施
图 解第一步:换料号前准备;
1、准备好待锣板;
2、准备好工具;
3、备好物料(钻咀、销
订、锣刀等);
4、准备好锣带资料;
第二步:换料号步骤;
1、拔、收销订;
2、钻定位孔;
3、做首板及检验;
4、上板生产;
第三步:换料号结束工作;
1、清理工作台;
2、工具、物料归位;
3、填写生产记录表;1、待锣板摆放整齐;2、上机前确认板面型号;1、垫板、铝片提前备好;2、备好大力钳、销订、锤子、钻咀;1、拔销订注意安全;2、两人操作配合默契;1、做好首件确认;2、分工明确提高效率;
1、清洁桌面;
2、工具、物料归位;
3、及时填写好生产记录;。
锣带制作标准

锣带制作标准作者: 日期:铣带制作标准1.程式指令介绍和结构说明:1.1程式基本指令介绍本公司使用C NC成型机常用指令如下:M48 -------- 程式头的开始% ――程式头的结束(即程序的开始)G 00 ——机器移至某点(下刀位置)G O 1 ——直线锣至某点(两点距离)G O 2 ——顺时针锣圆弧(逆时针用G03 举例:GO 2/G O 3X..Y. . A..(半径用A表示G32―― 顺时针锣圆孔(逆时针用G3 3)举例:G 32/ G33X..Y..A..(半径用A 表示)M15 ―― 下刀指令M17 ―― 直接提刀指令(间接用M16)G40 ――中间补偿(不作补偿)G4 1——前进方向左补偿G42 前进方向右补偿M25 ―― 重复起点M0 1 ——重复图形开始MO 2X# Y# ――重复图形偏移R#M02X#Y#——重复块M08——重复结束M30——程序结束M8 0M90 ——图形旋转1 80度M70M 90——图形旋转90度M97/M9 8 ——钻字麦(M97横向/M98竖向)G85 ——钻si o t G84 ——钻扩孔1. 2成型程式结构说明:M4 8 HEADE开头T01C1. 400 T02C1. 60 2C P ,1,1.360 CP,2,1 .562 % H EA D ERT0 1M2 5第1支锣刀直径1 .4mm第2支锣刀直径1.60 2 mm尾数2表示最后一把刀第1支锣刀补偿为1.3 6 0mm第2支锣刀补偿为1. 5 6 2mm结束,程式开始选择刀具重复起点G00X192.2873Y34.446 8 机台移至X 192 .287 3 Y 34.4 46 8G4 0M15F16. 0G01Y186 .4455 M17M01刀具不做补偿卜刀进刀速直线铣切提刀重复图形开始R5M02X36. 002依X每相隔36 . 0 0 2距离排版5次M0 1重复图形开始R 2 M02X191 .0359依X 每相隔1 9 1.03 5 9距离排版2次M08重复结束 T02 选择刀具M2 5 重复起点3G 0 0 X12.2 877Y 2 0. 4 489 机台移至 X 1 2. 2 8 7 7Y 20.4 4 8 9G42 刀具做右补偿Ml 5 下刀F18. 0 进刀速G01 X 2 01.2883 Y 200. 4 485 直线铣切 X 1 3.2877 Y20.4489M17提刀 M01重复图形开始 R2M02X 91.03 5 9 依X 每相隔1 91. 03 5 9距离排版2次M08重复结束 M30 程序结束 1.3 钻孔程式结构说明:M 48 HEA D E R 开头T O 1C3.1 7 5T 02C0.4 0 0 T 14C0 .4 0 0 % HE ADER T 01 X - 2 24. 5 89Y28 9.078 钻孔坐标X -25 0.310 Y 2 6 6 .532X-249.73 6 Y-15 9 .3 7 6T 0 2 选择第2把刀X -224.5 89Y289. 078 钻孔坐标X-250.3 1 0Y 26 6 .532X -24 9 .736 Y -159. 3 76T1 4 选择第14把刀M97,4 80323 0 2 6B0 X+1Y + 2 * &S 钻字麦(附带系数和活动机台代码) X-213. 667Y 2 88.8 24 字麦坐标M30 程序结束2、锣板程式处理规范对PC5外卜形进行整理,去除外形中的 叠线、叠点、断线刀具序号 刀具序号刀具序号结束,程式开始钻孔开始(选择第1把刀)常用铣刀规格:为0.8MM ;为1.0MM ;为1.2MM ;为1.5 MM;为1.8MM;为2.0MM;为 2.4M M。
PCB制造锣带编程作业指导书.doc
锣带编程作业指导书3」编程:指编写运行锣机进行锣外形的电脑程式文件3.2铳刀:指锣机在铳外形的时候所用到的切割工具3.3销钉:用丁•固定机台上的板的一种钉4.0职责4.1锣带人员依照MI及外型图纸编制锣带4.2品质部IPQC负责对首板的检查和认可5.0作业程序5」止确调取编程文件和存放锣带文件5.1.1调取*网络盘MI里面的ORIG文件,用CAM350打开,然后另存到本地盘上再进行编程;5.1.2编辑好的锣带应及时存放到窃网络盘上。
5.2正确选择定位销钉和锣刀5.2.1一般情况下要在每PCS或SET板子上选取三个直径为1.5MM到5.0MM之间左右的销钉,尽量要选取靠近板子的四个角落且不在同一直线上的NPTH孔,并且再打上一个防反销钉,以免操作员上反板。
5.2.2根据外型复杂程度和内槽的大小正确选取锣刀,可参照下图。
锐刀规格(mm )适用外型图例说明2.0 或 2.4外型为规则形状,一•般为方形1.0 或 L6 或2.0适用于存在凹槽的板,一般为G/F 。
Avl.6mm ,用刀 1.0mm 1.6WA<2.0mm 用刀 1.6mmA 2.0mm 用刀 2.0mm2.4适用于外形处有较小半径的圆弧(先钻1.0扎 再用2.4铳)16 或 2.4适用外形有直角凹形:1.1.6mma. 外形精确则直接用1.6mm 刀;b. 外形无明确要求则使用2.4mm 刀; 2. X< 1.6mma.外形精确C 处放孔B 处下刀1.6mm ;b.外形 无明确要求B 处下刀1.6mm;1.4V-cut 产品呈尖角状打样可直接用刀1.4mm 。
特殊客户批量打单另考虑。
1.4 和 L6 或2.4外框规则,内槽较小,则分幵两个程序制作。
外形用刀2.4mm :当 1.6mm 用刀 1.4mm ; 当 X>1.6mm 用刀 1.6mm °1.4不规则形状与工艺边和连则下时向工艺边延 仲0.4mm °5.3根据外型正确编辑锣带程序,确保无漏锣或多锣现象根据不同的外型,在ROU 锣带层输入合适的锣刀直径,然后点击Add-Mill Path 进行锣带编 辑,内槽顺时针走刀,外框逆时针走刀,小于2.0mm 的内槽一般来回走刀,以利于吸尘。
CAM350锣带的制作培训

Hale Waihona Puke 带制作培训二:选定位孔,新增锣带层
锣带制作培训
三:排层、更改层的属性
锣带制作培训
四:编辑刀具表
锣带制作培训
五:根据外形画锣带
锣带制作培训
六:排版
锣带制作培训
七:输出锣带
锣带制作培训
八:GC-CAM制作锣带常用的命令 F8--------------------层排序 Ctrl+Shift+F5------复制到新层 Ctrl+N---------------抓点 Ctrl+Insrrt----------粘贴 Ctrl+Enter----------画线 Ctrl+Delete--------删除 Ctrl+L---------------调入资料 Ctrl+2下回车--画圆 一下回车----画弧 F4-------输出钻锣带 F6-------保存文档
锣带制作培训
四:增加刀具表
锣带制作培训
2. 刀具表设置
锣带制作培训
五:制作锣带
1.添加钻孔
锣带制作培训
2. 画锣带
锣带制作培训
3.排版
锣带制作培训
六:输出锣带
锣带制作培训
七:小结 CAM350是制作锣带的有力武器,只要运 用得当,应可使工作得心应手。但同时也存 在一些弊端,(如容易产生飞刀现象,捕捉 不够精准等)所以在运用的时候应多注意检 查,以避免一些不必要的问题发生。
点此处调入GDG
锣带制作培训
二:测量定位孔的孔径、 确认外形数据 1. 测量孔径:点Q 键,然后在需测的孔上 点左键,则会显示相关 信息,如图:
锣带制作培训
2.测量外形:
锣机操作指引
文件名称:锣板工作指引文件状态:文件编号:JN-ME-ROT-01 版本--修订号:A1.0、目的:为电脑锣板工序建立一套标准的操作指引,以指导生产。
2.0、范围:本指引适用于广州景恩电子有限公司锣板工序(BTF5565-II,RH4C锣机)3.0、职责:3.1、PROD:负责设备的使用和日常维护。
3.2、ME:负责工艺的制订并为流程中出现的问题提供技术支援。
3.3、EM:负责设备的维修和定期保养。
3.4、QA:负责生产工艺的监控,及产品质量的检验。
4.0、常用工具4.1、钻咀(0.3-----6.5 mm,以0.05 mm递增)4.2、锣刀(一般规格为0.8,1.0,1.2,1.5,1.6,2.0,2.4 mm等)4.3、销钉(一般从0.9至6.5mm,以0.05 mm递增)4.4、约2.0mm厚度的纸板(裁切成同工作台小3mm的尺寸)4.5、钻铣软件以及能转换GERBER资料软件。
4.6 可移动磁盘;5.0 工艺流程拷贝锣带→定管位→装板→拭锣→自检→QA确认首板→批量生产→QA抽查→出数6.0操作步骤6.1.0 准备工作文件名称:锣板工作指引文件状态:文件编号:JN-ME-ROT-01 版本--修订号:A6.1.1 在正式开机前,用吸尘器清洁周围的地面和机台上的粉尘,并用酒精擦拭机台和控制箱(每班一次);6.1.2 锁紧固定好各个机台上电木板的螺丝(BTF5565-II的电木板厚度至少在8mm以上,RH4C的销钉固定板厚度至少在12mm以上,卸料抬板厚度至少在6mm以上)并在上面装同一块机台尺寸一样2.0mm厚度的纸板;6.1.3 RH4C锣机要检查气压是否在0.7Mpa以上;6.1.4 清洗夹头,RH4C机型清洗好后,必须用专用的工具锁紧夹头;清洗的频率至少每周一次;6.2.0 开机打开机器总电源开关、吸尘器开关、进气开关,启动机器面板开关,再启动电脑开关,按F9进行z轴、x轴、y轴的复位(RH4C机和BTF5565-II 机都一样)6.3.0 资料输入:6.3.1 在工程指定的服务器的文件夹中拷贝资料(“正式资料”中,型号以P 开始的在“生产资料”中拷贝,以S开始的“样板资料”中拷贝,资料的后缀名为“rou”);6.3.2 BTF5565-II机点击[打开],从[更多]下面找到锣带资料,打开,配资料格式后,关闭。
锣带、外形图制作指示
3.2.1锣带制作先处理好GKO文件,再由GKO文件转为mill文件。
3.2.2转mill文件要求为右补偿,转时根据补偿后实际图形选择走刀方向。
3.2.3锣带要求兜圈锣板,锣槽宽度大于0.8mm的不做一刀锣板;
3.2.4公司最小锣刀为0.8mm,常用锣刀尺寸为1.0mm,1.2mm,1.6mm,2.0mm,设计锣带时注意锣刀的选择;
深圳中富电路有限公司
文件编号
标题:
锣带、外形图制作指示
版本号
制订部门
工程部
页码
1/3
日期
2005年12月15日
目录
1.0目的
2.0适用范围
3.0锣带制作
4.0外形图制作
5.0锣带、外形图的审核与发放
制订
审核
批准
日期
日期
日期
深圳中富电路有限公司
文件编号
标题:
锣带、外形图制作指示
版本号
制订部门
工程部
页码
4.3.5要求数控V-CUT的要单独制作一张整板V-CUT图,先用PANEL板边左下角的数控V-CUT定位孔为零点,标识出与零点同一直线另外两个定位孔的位置,同时标识出在各个方向V-CUT的座标。
5.0锣带、外形图的审核与发放
5.1锣带完成后,经工程部主管/经理审核后,上网保存在外形资料文件夹里,生产部门调用锣带进行首板制作。
5.2外形图纸交由主管审核,并由品质部工程师批准后由工程文员发给品质部外形检测员。
深圳中富电路有限公司
文件编号
标题:
锣带、外形图制作指示
版本号
制订部门
工程部
页码
3/3
日期
2005年12月10日
锣带制作标准[详]
![锣带制作标准[详]](https://img.taocdn.com/s3/m/c837508550e2524de5187e8c.png)
铣带制作标准1.程式指令介绍和结构说明:1.1程式基本指令介绍本公司使用CNC成型机常用指令如下:M48 ——程式头的开始% ——程式头的结束(即程序的开始)G00 ——机器移至某点(下刀位置)G01 ——直线锣至某点(两点距离)G02 ——顺时针锣圆弧(逆时针用G03)举例:G02/G03X..Y..A..(半径用A 表示)G32 ——顺时针锣圆孔(逆时针用G33)举例:G32/G33X..Y..A..(半径用A 表示)M15 ——下刀指令M17 ——直接提刀指令(间接用M16)G40 ——中间补偿(不作补偿)G41 ——前进方向左补偿G42 ——前进方向右补偿M25 ——重复起点M01 ——重复图形开始M02X#Y# ——重复图形偏移R#M02X#Y# ——重复块M08 ——重复结束M30 ——程序结束M80M90 ——图形旋转180度M70M90 ——图形旋转90度M97/M98 ——钻字麦(M97横向/M98竖向)G85 ——钻slot G84 ——钻扩孔1.2 成型程式结构说明: M48 HEADER开头T01C1.400 第1支锣刀直径1.4mmT02C1.602 第2支锣刀直径1.602mm,尾数2表示最后一把刀CP,1,1.360 第1支锣刀补偿为1.360mmCP,2,1.562 第2支锣刀补偿为1.562mm% HEADER 结束,程式开始T01 选择刀具M25 重复起点G00X192.2873Y34.4468 机台移至X192.2873Y34.4468G40 刀具不做补偿M15 下刀F16.0 进刀速G01Y186.4455 直线铣切M17 提刀M01 重复图形开始R5M02X36.002 依X每相隔36.002距离排版5次M01 重复图形开始R2M02X191.0359 依X每相隔191.0359距离排版2次M08 重复结束T02 选择刀具M25 重复起点3G00X12.2877Y20.4489 机台移至X12.2877Y20.4489G42 刀具做右补偿M15 下刀F18.0 进刀速G01X201.2883 Y200.4485 直线铣切 X13.2877 Y20.4489M17 提刀M01 重复图形开始R2M02X191.0359 依X每相隔191.0359距离排版2次M08 重复结束M30 程序结束1.3 钻孔程式结构说明:M48 HEADER开头T01C3.175 刀具序号T02C0.400 刀具序号T14C0.400 刀具序号% HEADER 结束,程式开始T01 钻孔开始(选择第1把刀)X-224.589Y289.078 钻孔坐标X-250.310Y266.532X-249.736Y-159.376T02 选择第2把刀X-224.589Y289.078 钻孔坐标X-250.310Y266.532X-249.736Y-159.376T14 选择第14把刀M97,480323026B0 X+1Y+2 *&S 钻字麦(附带系数和活动机台代码)X-213.667Y288.824 字麦坐标M30 程序结束2、锣板程式处理规对PCS外形进行整理,去除外形中的叠线、叠点、断线常用铣刀规格:∮0.8MM;∮1.0MM;∮1.2MM;∮1.5MM;∮1.8MM;∮2.0MM;∮2.4MM。
CAM350锣带锣带文档教程

6.添加定位孔,进入钻孔层复制方向孔及一个SET的管位孔到锣带层。
7.添加铣路径.在锣带层以外形图,钻孔层为影响层,点击菜单增加铣路径,先添加铣废料,以Z字形或全部铣掉的方式铣好废料,铣废料不得超过外形中心线,铣废料为大刀不补偿模式,小于10MM大于50MM废料可不用画铣废料,大于50MM废料在记事本粗捞内槽刀具后添加M47暂停指令,拿出即可,设置粗捞进刀方向和精锣相反,按粗捞顺时针方向,精锣逆时针方向,添加铣路径,添加铣路径时大圆或长弧分几个连接点画出,异形槽拐角处,角度不够的地方,用不连接的方式画出,粗捞排尘用路径偏移命令偏移至离外形线中心0.1或0.2处,闭合路径粗捞可和精锣用相同的刀径,单槽必须小精锣0.1或0.2,精锣成型除单槽不补偿模式外,都用右补偿模式.用以上方法画好一个SET的锣带
程式锣带文本档,如有不懂处请与店家掌柜联系。如有不好处请指出后续修改。谢谢
汝易知技术
3.改单位,公制,1/100.进入350.点击NC编辑器,用菜单测量命令测量外形图尺寸是否和MI相符,确定无误后,查看内槽,SET,间距。
4.建立钻锣一体刀具表,第一把刀方向孔第二把,定位孔,方便生产操作,第三把刀,铣废料,一般用最大刀,第四把,内槽粗捞排尘刀,第五把,内槽精锣成型刀,第六把,外形粗捞排尘刀,第七把,外形精锣成型刀。注:单槽粗捞刀具比精锣刀具小0.1或0.2 ,闭合槽刀具可以一样,粗捞都为不补偿,锣至离外形线中心0.1或0.2,精锣锣至成型线中心。刀具建立好,点OK。
8.铣路径排序,点击菜单铣路径排序,点击OK,命令自动排好序。
9.导出锣带,点击菜单导出锣带,设置导出路径,命好锣带名,更改至公制33后导零,绝对坐标,应用狂点几下,OK.
Genesis全套教程之锣带制作
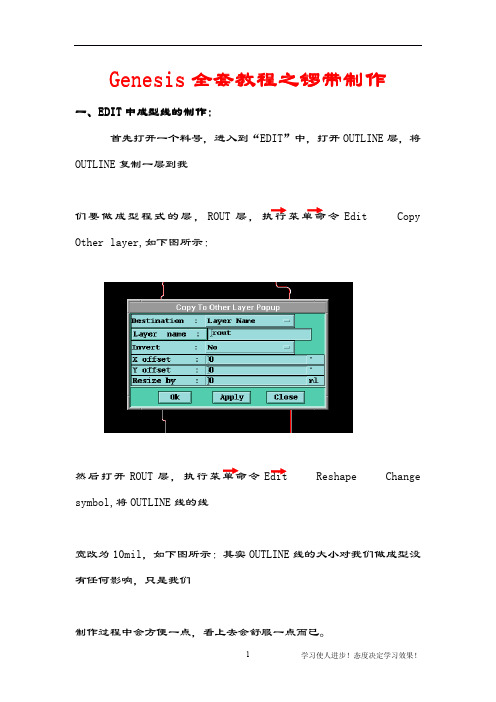
Genesis全套教程之锣带制作EDIT中成型线的制作:一、一、EDIT首先打开一个料号,进入到“EDIT”中,打开OUTLINE层,将OUTLINE复制一层到我们要做成型程式的层,ROUT层,令Edit Copy Other layer,如下图所示:然后打开ROUT Reshape Change symbol,将OUTLINE线的线宽改为10mil,如下图所示:其实OUTLINE线的大小对我们做成型没有任何影响,只是我们制作过程中会方便一点,看上去会舒服一点而已。
如果成型线的导角处都是以线段组成的,如下图所示:我们要将它用一个弧去代替。
我们先用框选将组成这个导角的线段选中,如下图所示:打开增加物件按钮,选择增加弧按钮,点击一下前面的按钮,再用鼠标点击成型线来提取成型线的大小,也就是我们增加弧的大小。
如下图所示:点击选择增加弧的一个方式,开始—结束—边,打开抓中心按钮,然后再用鼠标分别点击要增加弧的两个端点,如下图所示:再点击两端点中间部分所选中的线段的任一位置,尽量点击中间位置,抓取一点并双击鼠标,即可参照导角的大小加上一段弧线,如下图所示:然后按快捷键Ctrl+B删除之前选中的线段即可。
如下图所示:用上面的方法将板内所有的这种情况都用弧来替代,然后再将板内的重复线选出删掉,能用一条线段的只能用一条线段组成,成型线要用最少的线段组成,我们用点选的功能并按住ShiftReverse selection,将板内多余的成型线选出并按Ctrl+B键删除,然后需要检查每两个线段之间的连接是否完按钮用拉伸命令并打开抓中心进行连接,也可以执行菜单命令Rout Connections...,用导角连接,如下图所示:执行上面的菜单命令打开如下图所示的导角对话框:导直角;导圆角;导斜角。
如下图所示:如果本来就是个直角的两个线段,可以用导直角的命令连接。
首先选择导直角按钮,然后用鼠标点击导角对话框右上方的按钮,再用鼠标分别点击需要连接的两个线段,再双击鼠标即可。
锣带的制作规范

5、金手指板的KEY SLOT位的倒直 角或倒圆角都要加大3MIL,其中倒 直角倾斜角度保持不变, 倒圆角则 是整体加大,例如R50mil或C50mil 在制作锣带时做成R53mil或C53mil。
注意KEY SLOT位的宽度按锣刀的 大小计算倒直角或倒圆角,并且与 KEY SLOT位直接相连的单元边要 加大1MIL,但与总长度或总宽度相 连的单元边则不要加大 。
若是有内角半径要求1.20MM(max)的并且 宽度要求为2.40MM的SLOT槽,那么可先 用2.00MM的钻嘴钻内角,再用2.40 MM的 锣刀锣板(类似的板亦用这种方法做 )。
锣带主要指令介绍
• M80M90 —— 图形旋转180度 • G90 —— 恢复绝对坐标(G92或G93表
示相对坐标,但一般不用) • M72 —— 英制表示(公制用M71) • G00 —— 机器移至某点(下刀位置) • G01 —— 直线锣至某点(两点距离) • G02 —— 顺时针锣圆弧(逆时针用G03) 举例:G02/G03X..Y..A..(半径用A表示)
• G32 —— 顺时针锣圆弧(逆时针用G33) 举例:G32/G33X..Y..A..(半径用A表示) • M15 —— 下刀指令 • M17 —— 直接提刀指令(间接用M16) • G40 —— 中间补偿(不作任何补偿) • G41 —— 前进方向左补偿(一般不用) • G42 —— 前进方向右补偿 • M48 —— 带头的开始 • % —— 带头的结束(即程序的开始)
大小要求!
位置要求!
图例说明!
7、内角用锣圆弧成型时,应该选用比内 角半径要求的2倍小6mil的锣刀锣板,否 则将不会走刀。如锣1.05MM的内角并且 不是一刀过时,就要用小于1.95MM的锣 刀锣,类似FULL R的锣坑也一样选锣刀)
锣槌柄制作教学设计方案
#### 一、教学目标1. 知识与技能目标:- 了解锣槌的历史与文化背景。
- 学习锣槌柄的基本制作流程和技巧。
- 掌握锯、刨、磨等基本木工工具的使用方法。
2. 过程与方法目标:- 通过实践操作,培养学生动手能力和解决问题的能力。
- 培养学生耐心细致的工作态度和团队协作精神。
3. 情感态度与价值观目标:- 激发学生对传统工艺的兴趣和热爱。
- 增强学生的民族自豪感和文化传承意识。
#### 二、教学内容1. 锣槌的历史与文化:- 介绍锣槌的起源、发展及其在音乐、民俗中的作用。
2. 材料与工具:- 选择合适的木材,如紫檀、红木等。
- 熟悉并掌握锯、刨、磨等木工工具。
3. 制作步骤:- 设计锣槌柄的形状和尺寸。
- 制作槌柄的主体。
- 打磨和装饰。
#### 三、教学过程1. 导入新课:- 通过展示锣槌图片和视频,激发学生的学习兴趣。
2. 讲解理论知识:- 讲解锣槌的历史、文化及制作材料。
3. 示范与讲解工具使用:- 教师现场示范锯、刨、磨等工具的使用方法。
- 讲解安全注意事项。
4. 学生实践操作:- 学生分组进行实践操作,教师巡回指导。
- 学生按照步骤完成槌柄的主体制作。
5. 打磨与装饰:- 教授学生如何打磨槌柄,使其光滑。
- 引导学生进行简单的装饰,如雕刻、上漆等。
6. 作品展示与评价:- 学生展示自己的作品,教师和学生互评。
- 鼓励学生分享制作过程中的心得体会。
7. 总结与反思:- 教师总结本次课程的重点和难点。
- 学生反思自己的学习过程,提出改进意见。
#### 四、教学评价1. 过程评价:- 观察学生在实践操作中的表现,如工具使用、安全意识、团队协作等。
2. 作品评价:- 评价学生制作的槌柄的质量,如尺寸、形状、光滑度等。
3. 反馈与改进:- 根据学生的反馈和评价结果,调整教学方案,提高教学质量。
#### 五、教学资源1. 实物资源:- 锣槌、木材、锯、刨、磨等工具。
2. 网络资源:- 锣槌制作教程、历史资料、文化背景等相关视频和文章。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
培训目标
新员工学习锣带制作; 规范锣带制作程序; 辅助生产工序提高效率; 定期总结经验并推广实施
2017/11/28
Prepared by : CX Zhou Approved by : RF Chen
3
培训内容
常用的CNC编程语言介绍
CAM350软件操作
锣带制作规范
2017/11/28
Prepared by : CX Zhou Approved by : RF Chen
4
一:常用的CNC编程语言介绍
• G00X#Y# 机锣模式
打开机锣模式,关闭钻孔模式。该指令必需置 于任何机锣指令运行之前。 X , Y 坐标将工作 台移至机锣的起点。 机器遇到该指令时,工作 台会移至X,Y坐标。但主轴不会下锣, 直到 有下锣的指令(例如: M15)出现。补偿在移 动过程中自动的关闭,而移动后再打开。 G00 模式指令指令会一直起作用,直到另一个 G00 或G01,G02,G03,G04, G05指令出现时。
Prepared by : CX Zhou Approved by : RF Chen
22
3. 锣孔
• • 3.1. 锣孔指令一般用G32 ,顺时针锣圆. 3.2. 锣刀直径2.0mm.
2017/11/28
Prepared by : CX Zhou Approved by : RF Chen
23
• 3.3. 所有锣台阶孔(槽)均在锣房生产,须在板边 加 一条长度为0.5mm的槽.进行深度检测后再锣单 元内, 以免造成报废.
机锣指令
逆时针运动 设置逆时针方向运动。在指令后面提供了X和 或Y坐标 机器会机锣运动至坐标位置。A#表示运动轨迹的半径
2017/11/28
Prepared by : CX Zhou Approved by : RF Chen
8
• G32X#Y#A#
顺时针锣圆
机锣指令
指令后面提供了X和 或Y表示圆心的坐标。A#表示运 动轨迹的半径(圆)。
37
7.1.4. 锣刀有三种补偿方式; 7.1.4.1. G42补偿方式;相对单元边向右补偿.
单元
2017/11/28
Prepared by : CX Zhou Approved by : RF Chen
38
4.1.4.2. G41补偿方式;相对单元边向左补偿.
单元
2017/11/28
Prepared by : CX Zhou Approved by : F Chen
19
对输出的数据的处理:
1:要求将刀径加在程式中每刀的后面。 2:将资料的开头加上定位孔与方向孔。规 定加方向孔位置为尾孔的位置。其大小 选择在已经有的刀径的大小。 3:在每刀的结尾程式后加上正确的排版, 结束程式。 4:将处理好的程式再导入文件重新检查。 (主要是针对其排版,间距,是否有变 形来检查)
10
• M15
表示下刀指令其通常在G00指令 后面。 • M16 表示收刀指令,自成一行。 • M25 表示需要重复的图形,与M01与 M02的指令粘合行动. M01 表示结束图形,单独成一行。 M02X#Y# 重复图案偏移,X#Y#表示与 前一个开始的距离.
2017/11/28 Prepared by : CX Zhou Approved by : RF Chen 11
17
8.选择补偿
1: 此处要求在 compensation选择right。 若是有与锣板位置有相 违背的地方则要求选择 reverse path来达到与锣 板的目的一致。 2:在tool tabe中来选择 我们已经定义好了的刀 径。用zoom in或zoom out来察看生成的锣带是 否完好。
2017/11/28
6
• G02(X#)(Y#)(A#)
机锣指令
. 顺时针方向运动 设置顺时针方向运动,在指令后面提供了X和/或Y坐标 机器会机锣运动至坐标位置。A#表示运动轨迹的半径.
2017/11/28
Prepared by : CX Zhou Approved by : RF Chen
7
• G03(X#)(Y#)(A#)
2017/11/28 Prepared by : CX Zhou Approved by : RF Chen 20
三.锣带制作规范 -----定位
•1. 全锣
•1.1. 首先选择NPTH孔做锣板定位,孔径适中,2.5--3.5mm最佳. •1.2. 每套板3个锣板定位,特殊情况要加孔须通知锣板 工序. •1.3. 每块板要有一个假定位,防止放反板.尽可能与锣 板定位共用钻咀. •1.4. 板内无孔可选时,可用板边丝印孔做锣板定位, 锣带的制作要求相对较高.
Prepared by : CX Zhou Approved by : RF Chen
18
9.将生成的锣带输出
1:用export mill date将资料输出。 注意定义好输出的路径及名 字后可行。
2017/11/28
Prepared by : CX Zhou Approved by : RF Chen
将描线层生成锣带
要求在nc editor的界面中选择 gerber to mill
2017/11/28
Prepared by : CX Zhou Approved by : RF Chen
16
7. 生成锣带时的具体操作:
在此界面中根据实际 需要来定义要用到的 刀径.
2017/11/28
Prepared by : CX Zhou Approved by : RF Chen
7.1.1. Excellon格式接受两种走刀方向,即顺时针 走刀和逆时针走刀.
Spindle
2017/11/28
Prepared by : CX Zhou Approved by : RF Chen
35
7.1.2. 主轴的转动方向有两种,即顺时针方向和逆 时针方向. CW : Clockwise
二. CAM 350软件操作
1.文件的输入
1:此处在要求输入文件的 时候需要将文件中的线 路.分孔.机械图,及生产 钻带读入。 2:此处在读入是尽可能用 autoimportt输入。若是有 许多格式不一样的,则 分别选择不同的输入方 式。
2017/11/28
Prepared by : CX Zhou Approved by : RF Chen
小于2.0
大于2.0
2017/11/28
Prepared by : CX Zhou Approved by : RF Chen
30
5. 无规则槽
•5.1. 采用符合内角要求最大的锣刀生产. •5.2. 内角要求小于或等于0.5mm时,如果槽宽允许, 可用较大直径的锣刀延单元边先走第一次,之 后用符合内角要求的小锣刀补锣内角.
试做槽
0.5mm
2017/11/28
Prepared by : CX Zhou Approved by : RF Chen
24
•3.4. 钻锥形孔也在锣房生产,也要在板边加试板资料. 进行深度检测后再锣单元内,以免造成报废.
用尾孔试钻
2017/11/28
Prepared by : CX Zhou Approved by : RF Chen
如:CCW: Counter-clockwise
2017/11/28
Prepared by : CX Zhou Approved by : RF Chen
36
7.1.3. 普通锣刀的切削刃只有一个方向.
2017/11/28
Prepared by : CX Zhou Approved by : RF Chen
2017/11/28
Prepared by : CX Zhou Approved by : RF Chen
14
5. 新添一层,对要求作锣带的outline作描线处理, 其具体操作如下:
2017/11/28
Prepared by : CX Zhou Approved by : RF Chen
15
6.:将描线层生成锣带
2017/11/28
Prepared by : CX Zhou Approved by : RF Chen
1
前言
锣板是线路板厂常用的加工成型方式,其 原理是锣机根据CNC编程指令来对线路板进行 切削加工,实际中的锣带是一个完整的CNC程 序。要做好一个完美的锣带,要求掌握三项技 术: ----精通CNC编程语言 ----精通计算机辅助软件 ----精通锣板工序要求
25
2017/11/28
Prepared by : CX Zhou Approved by : RF Chen
26
盲锣专用深度感应装置
2017/11/28
Prepared by : CX Zhou Approved by : RF Chen
27
4.锣槽
4.1. 有规则槽位 4.1.1. 对于线型槽尽可能地采用一刀过加工,以提高 生产效率(工程要了解清楚公司锣刀规格). 4.1.2. 槽宽超出最大锣刀直径的线型槽要求采用2.0mm 或以上锣刀循环走刀.
Prepared by : CX Zhou Approved by : RF Chen
33
6.7. 板边辅助孔距单元Outline边2.0mm(min).
单
元
板边辅助孔
2.0mm
2017/11/28
Prepared by : CX Zhou Approved by : RF Chen
34
• 7.1. 走刀方向
2017/11/28 Prepared by : CX Zhou Approved by : RF Chen 5