三氯化磷装置的自动化控制应用
三氯化磷生产过程危险性分析及预防措施

三氯化磷生产过程危险性分析及预防措施三氯化磷是一种重要的化工原料,主要用于有机合成中。
然而,三氯化磷生产过程中也存在一定的危险性,需要采取相应的预防措施。
一、危险性分析1. 高温高压危险。
三氯化磷生产过程中,需要采用高温高压条件进行反应,这可能导致反应容器爆炸,造成人身伤亡和环境污染。
2. 气体泄露危险。
三氯化磷在室温下是一种易挥发的固体,生产过程中容易产生气体泄露和扩散,对人体和环境造成危害。
3. 易燃易爆危险。
三氯化磷是一种易燃易爆物质,容易与水反应产生强烈的腐蚀性气体,会引发火灾和爆炸事故。
二、预防措施1. 严格控制生产条件。
对于高温高压反应容器,需要进行严格的设计计算,确保其抗爆性能。
生产过程中应该严格控制温度和压力,避免超过反应容器的承受范围。
2. 加强安全监管。
对于三氯化磷生产企业,应加强安全监管,定期进行安全评估和隐患排查,确保生产设备的安全性能和生产工艺的稳定性。
加强现场管理和人员培训,提高员工的安全意识。
3. 采用高端技术。
现代化生产技术可以有效控制三氯化磷生产过程中的危险性。
采用自动化生产线、红外线检测器等高端技术,可以对生产过程中的危险因素进行实时监测及控制。
4. 做好应急准备。
三氯化磷生产企业应该建立完善的应急预案并定期演练,对快速处理突发事件作好准备。
同时,应备有适量的灭火器材和防毒面具等应急资源。
三氯化磷生产过程中存在一定的危险性,需要采取有效措施进行预防。
只有加强安全管理和采用先进技术,才能确保生产过程的安全稳定,促进企业的可持续发展。
PLC控制系统在化工自动化系统中应用
PLC控制系统在化工自动化系统中应用随着科技的不断发展,PLC控制系统在化工自动化系统中的应用越来越广泛。
PLC (Programmable Logic Controller)即可编程逻辑控制器,是一种专门用于工业控制系统的计算机控制设备。
它具有高可靠性、稳定性和灵活性,能够实现工业生产过程的高效控制和自动化管理,因此在化工行业中得到了广泛的应用。
化工生产过程中的各种流程控制、温度控制、压力控制、液位控制等都需要高精度的自动化控制,而PLC控制系统正是能够满足这些需求的理想选择。
下面将详细介绍PLC控制系统在化工自动化系统中的应用。
1. 生产工艺控制在化工生产中,不同的生产工艺需要进行精密的控制,以保证产品的质量和生产效率。
PLC控制系统可以根据设定的程序和逻辑条件,对生产工艺中的各个步骤进行精确的控制,实现自动化的生产过程。
对于化工反应釜的温度、压力、搅拌速度等参数的控制,PLC控制系统可以准确地调节各个参数,保证反应过程的稳定性和精确度。
2. 设备监控与维护化工生产中使用的各种设备和机械需要进行实时的监控和维护,以确保其正常运行和延长使用寿命。
PLC控制系统可以与传感器、执行器、调节阀等设备进行连接,实时监测设备状态并进行相应的控制和调节。
当设备出现异常或故障时,PLC控制系统可以及时发出报警信号并采取相应的应急措施,保障生产设备的安全稳定运行。
3. 数据采集与分析化工生产中需要对各种参数和数据进行实时采集和分析,以便及时调整生产过程。
PLC控制系统可以通过与传感器和数据采集仪器的连接,实现对生产过程中各种重要参数的实时监测和数据采集。
通过对采集的数据进行分析,可以及时发现问题和优化生产过程,提高生产效率和产品质量。
4. 安全控制化工生产中安全是首要考虑的问题,而PLC控制系统能够实现对各种安全控制系统的集成和管理。
对于化工生产装置的各种安全阀、安全门、监控系统等安全装置,PLC控制系统可以实现对其状态的监控和控制,同时还可以实现对紧急停止系统、火灾报警系统等安全设备的集成控制。
PLC控制系统在化工自动化系统中应用

PLC控制系统在化工自动化系统中应用
PLC(可编程逻辑控制器)是化工自动化系统中广泛应用的一种控制设备。
它通过编程来控制和监测各种过程参数,实现化工生产的自动化控制。
1. 过程控制:PLC可以对液位、压力、温度、流量等过程参数进行精确控制,并根据设定值和反馈信号进行比较和调整。
通过PLC控制系统,可以实现化工工艺的自动控制和优化,提高生产效率和产品质量。
2. 安全监测:化工过程中存在着高压、高温、有毒有害等危险因素,需要严格的安全监测和控制。
PLC可以实时监测各个设备和管道的状态,并根据设定的安全规则进行报警和关停操作,保障人员和设备的安全。
3. 设备管理:化工生产过程中需要管理和控制大量的设备和设施,如泵、阀门、加热器等。
PLC可以实现对这些设备的远程控制和监测,大大简化了操作流程,提高了操作效率。
4. 数据采集和记录:PLC控制系统可以实时采集化工生产过程中的各种参数数据,并将其存储在数据库中。
通过对这些数据的分析和处理,可以帮助企业进行生产工艺的优化和改进,提高生产效率和产品质量。
5. 通信和联网:PLC控制系统可以通过各种通信协议和网络连接与其他设备和系统进行数据交换和共享。
通过与MES(制造执行系统)、SCADA(监控与数据采集系统)等系统的联动,可以实现化工生产过程的全面控制和监测。
需要注意的是,PLC控制系统在化工自动化系统中的应用需要考虑到化工生产过程的特点和安全性要求。
在系统设计和编程过程中,需要充分考虑各种异常情况和故障,采取相应的措施确保系统的可靠性和稳定性。
需要进行系统的备份和恢复,以应对突发情况和故障的发生。
PLC在化工生产中的应用案例

PLC在化工生产中的应用案例随着现代工业的发展,电子技术也得到了许多重要的突破。
PLC(可编程逻辑控制器)作为一种面向工业环境的控制器,可以对整个生产过程进行自动化控制,提高生产效率和质量。
在化工行业中,PLC 也发挥着重要的作用。
PLC在化工生产中具有诸多的优势。
首先,PLC可以实现对化工生产过程中的各种参数进行精准的控制,如温度、压力、流量、液位等。
其次,PLC还可以快速地响应生产过程中的异常情况,并作出及时的调整,从而保证生产过程的平稳和可靠。
而且,PLC的模块化结构设计和可编程性质可以适应不同的化工生产需求,实现高度定制化的控制。
下面我们将具体介绍PLC在化工生产中的应用案例。
一、化工生产过程中的流程控制PLC可以实现化工生产过程中的流程控制。
例如,化工厂生产溶剂的过程中,需要对压力、流量、温度、液位等参数进行严格的控制,以保证生产过程的稳定性。
PLC可以实现这些参数的监测和控制,并且可以按照预设的流程进行连续的自动化生产。
例如,在生产酸洗溶剂时,PLC可以根据不同种类的物料和不同温度、压力等条件进行配比,并对过程中的液位、温度等参数进行精准的控制,从而实现高质量的生产。
二、化工产品的质量控制PLC可以实现化工生产过程中对产品质量的严格控制。
例如,在生产橡胶中,需要对反应过程中的温度、压力、流量等参数进行一系列的实时控制,以保证产品的质量和成品率。
PLC可以实时监测这些参数,并根据预设的控制方案进行调整。
而且,在生产过程中PLC还可以进行数据采集和分析,以检测过程中的异常和优化生产参数,从而进一步提高生产的质量和效率。
三、化工生产过程中的安全控制化工生产过程中安全工作十分重要。
PLC可以实现对生产过程中的安全控制,如防爆、防火、压力控制、液位控制等。
例如,在生产炼油过程中,需要对石油的净化、分离、加氢等复杂过程进行控制。
PLC 可以实时监测炉膛温度、压力、流量等参数,并根据预设的安全控制方案进行调整。
自动化标准在化工工业中的应用案例
自动化标准在化工工业中的应用案例自动化技术在化工工业中的应用已经成为提高生产效率、降低生产成本和改善安全性能的重要手段。
而自动化标准的制定和应用更是确保化工工业实现高效稳定运行的关键。
本文将通过介绍几个化工工业中自动化标准的应用案例,展示其在生产过程中的巨大优势和作用。
案例一:自动化监测系统在化工厂环境保护中的应用某化工厂为了确保生产过程不对环境造成污染,引入了自动化监测系统进行环境保护。
该系统通过实时监测生产过程中的各项参数,如废水排放、废气排放、噪音等,并与环境标准进行对比,一旦发现超标情况自动报警并采取相应的调整措施。
这种自动化监测系统不仅提高了环境保护的准确性和实时性,还减少了人工监测的工作量,大大提高了工作效率。
案例二:自动化控制系统在化工生产过程中的应用化工生产过程中的许多环节,如温度控制、压力控制、流量控制等,都需要准确稳定地控制。
为了优化生产过程,某化工厂引入了自动化控制系统。
该系统通过传感器实时采集关键参数,并通过控制器对各项参数进行精确调节,实现自动化控制。
这种自动化控制系统不仅提高了生产过程的稳定性和准确性,还能够根据实际情况进行智能调整,最大限度地提高生产效率和减少能耗。
案例三:自动化物流系统在化工仓储管理中的应用化工工业中的原材料、中间产品和成品的仓储管理是一个复杂而重要的环节。
为了提高仓储管理的效率和精度,某化工企业引入了自动化物流系统。
该系统通过传感器、无人机、AGV(自动导引车)等设备,实现对原材料、中间产品和成品的自动化搬运、存储和分拣。
这种自动化物流系统不仅提高了仓储管理的准确性和效率,还减少了人工操作的风险和劳动强度,降低了仓储管理的成本。
案例四:自动化安全监控系统在化工工业中的应用化工工业涉及到的工艺和产品往往具有一定的安全风险,因此安全监控是不可或缺的一环。
某化工企业引入了自动化安全监控系统,通过实时监测关键参数、识别异常情况并采取相应的应急措施,保障了生产过程的安全性。
化工高危工艺装置自动控制和安全联锁(三篇)

化工高危工艺装置自动控制和安全联锁化工高危工艺装置的自动控制和安全联锁是确保装置正常运行和防止事故发生的关键措施。
在自动控制和安全联锁系统的支持下,化工高危工艺装置可以实现精确的操作和监控,以及各种安全保护措施的应用,有效降低生产过程中可能出现的事故风险,保护生产人员和装置的安全。
一、自动控制系统:化工高危工艺装置的自动控制系统主要由控制器、执行器、传感器和控制回路组成。
控制器通过读取传感器信号,对装置的各个参数进行监控,并将相应的控制信号发送给执行器,使其控制装置的操作,实现对装置的自动调节和控制。
(一)控制器:控制器是自动控制系统的核心,它是通过对传感器信号进行实时采集和处理,生成相应的控制信号,对装置进行操作和调节的装置。
根据控制系统的复杂程度和不同的控制要求,控制器可以采用单一的PID控制器,也可以采用多级、多环节的控制器。
(二)执行器:执行器是控制系统的执行机构,用于根据控制器的指令对装置进行操作和调节。
一般情况下,执行器可以分为电动执行器、气动执行器和液压执行器三种类型,根据装置的特点和需要选择合适的执行器进行控制。
(三)传感器:传感器是自动控制系统的信息输入装置,用于对装置的各种参数进行检测和监测,并将检测到的信号转化为电信号,送给控制器进行处理。
常用的传感器有温度传感器、压力传感器、液位传感器、流量传感器等。
(四)控制回路:控制回路是指控制系统中实现自动调节和控制功能的回路。
根据不同的控制要求,控制回路可以分为开环控制和闭环控制两种。
开环控制指的是只根据输入信号进行控制,不对输出信号进行反馈调整,常用于对流程进行粗略控制;闭环控制则是对输出信号与期望值进行比较,通过对差值进行反馈调整,实现对装置精确的控制。
二、安全联锁系统:安全联锁系统是化工高危工艺装置中重要的安全保护措施,通过对装置的各个设备和工艺参数进行监测和控制,确保在装置正常运行和异常情况下,及时采取相应的措施,保证人员和装置的安全。
年产20000吨三氯化磷生产工艺设计
摘要本文重点对三氯化磷生产进行了介绍,此外就其原理,工艺和方法这三个方面展开了全面的比较。
此举不仅对今后三氯化磷生产的研究有重要的参考意义,而且对其今后投入生产也打下了一定的基础,在设计工艺流程的过程中,对多种工艺进行了多方面的权衡并取百家之长,从而设计结果无论是在理论上,还是技术上都取得了较大的领先。
此设计中含有生产的具体工艺流程,并对各个设备进行了简洁设计,对主要设备反应釜的各个部件开展了周密的设计和详尽的计算,将并且衡量了反应过程中将要使用到的物料以及能量。
反应釜设备设计的内容和步骤,塔设备的强度和稳定性计算。
在工艺流程设计以及车间设计方面,采纳AutoCAD来完成,并进行了绘制。
三氯化磷是重要的化工原料,其在有机磷农药生产中发挥着着不可或缺的重要作用,当前工业化生产所使用的工艺方法是在以往的方法基础上慢慢改善所建立的,从三种老工艺方法中脱颖而出的三氯化磷底液法,此工艺完全能够在理论以及技术上达到市场所要求的标准,并且其生产工艺较其它工艺方法而言更为简便,这对于未来工业生产中三氯化磷的运用来说是极为关键的一点。
关键词:三氯化磷;合成;氯化物;工艺设计Production process design of phosphorus trichloride with annual output of 20 000 ton Gao Kai Directed by Associate professor Li Yan-LiAbstract This paper introduces the production of phosphorus trichloride, and compares its reaction principle, production process and method. It provides an academic and practical basis for the production and construction of phosphorus trichloride, and combines the advantages of various processes in the process flow, so as to give a design result that both the theoretical water level and technical level reach the leading level. This design contains the specific process flow of production, and the simple design of each equipment, the main equipment of the reactor of each component of the calculation and design, the reaction process of the material and energy balance. Design content and steps of reactor equipment, calculation of strength and stability of tower equipment. AutoCAD was used to design chemical process and workshop, and drawing was done.Phosphorus trichloride is an important chemical raw material, which can play a great potential in the organophosphorus pesticide production, currently in use process is gradually improved, from the threestand out from the old process method of phosphorus trichloride bottom liquid method, this method both in theory and technology can meet the demand of the market, and the production technology is simpler, this also gives phosphorus trichloride in future industrial development get better use of the stage.Key words Phosphorus trichloride; Synthesis; Chloride; Process design目录摘要.................................................................................................... 错误!未定义书签。
化工生产中的电气自动化控制系统应用分析
化工生产中的电气自动化控制系统应用分析发表时间:2019-09-19T15:13:40.913Z 来源:《工程管理前沿》2019年第15期作者:汤亮[导读] 随着我国社会经济蓬勃发展,在现代化工生产过程中对自动化的要求也越来越高。
新疆美克化工股份有限公司摘要:随着我国社会经济蓬勃发展,在现代化工生产过程中对自动化的要求也越来越高。
而整个化工行业对自动化控制系统的应用也给予了高度重视。
在化工生产过程中通过自动化控制系统的应用,有效提升了整个化工行业的生产能力。
化工企业应该充分结合自身生产管理实际需求,实现生产作业与电气自动化控制技术的有效结合。
文章主要针对化工生产中电气化自动控制系统的应用进行了分析。
关键词:化工生产;电气自动化;控制系统;应用分析中图分类号:TM76 文献标识码:A1 引言当前,随着科技及信息化时代的快速发展,我国工业领域发展速度惊人、成绩喜人。
工业企业除了要尽快实现经济效益,同时要进一步促进企业的电气自动化总体目标尽快实现,而达成这一总体目标的顺利实现需要对当前的生产技术及生产方式进行全面改进。
电气自动化技术从化工生产这一角度来解释是指综合运用电子技术、计算机技术、微机控制等技术的条件下,实现对电气的运行自动控制的一项系统性技术。
当前,电气自动化技术已充分延伸发展到化工生产过程中。
为了将电气自动化技术更好地在化工生产中进行应用,应进一步对具体的生产运行模式进行实践及尝试。
2 电气自动化技术概述所谓的“电气工程及其自动化技术”的一种简称,就是“电气自动化技术”。
电气自动化专业是电气信息领域的一门新兴的学科,它综合性很强,不仅涉及到电气工程相关的专业知识领域,也包含了关于自动化控制系统的专业内容知识,该专业的一些特点是强弱电结合,软、硬件相结合,电工电子技术相结合。
电气工程专业是由软、硬件组成的,自动化技术即是运动控制系统,是来实现设备整体的自动化的。
在化工行业的整套设备中,电气自动化技术的硬件是以物理科学为基础形成的各种集成电路等相关设备,软件经常与电子信息技术、微机控制技术和计算机网络技术等相关技术相结合,通过软、硬件的相互促进与融合,综合控制整套设备的自动化运行,既能极大地化工各企业的生产效率和生产质量,也是逐渐脱离人工、向机械自动化过渡必经的一个过程。
三氯化磷生产操作与优化
三氯化磷生产操作与优化李法耿3,高诗珍(山东恒通化工股份有限公司,山东郯城276100) [关键词]三氯化磷;生产工艺;生产设备;黄磷;氯化[摘 要]介绍了黄磷氯化生产三氯化磷过程中设备选择与工艺控制的优化方法。
[中图分类号]T Q126.36 [文献标志码]B [文章编号]1008-133X (2008)06-0034-02 三氯化磷是生产有机磷的重要原料,广泛用于医药、农药、染料等有机合成领域。
三氯化磷生产工艺简单,国内有80余家生产企业,但生产能力仅有80万t/a,主要生产企业有徐州建平化工厂、江苏安邦电化有限公司、南通江山农药股份有限公司、山东恒通化工股份有限公司等。
随着装置规模的扩大,自动化程度也越来越高,产品质量也逐步提高,但大多数生产企业的装置落后,自动化程度低,产品质量较差,不能满足市场对高质量三氯化磷的需求,需要对生产工艺进行改进,提高自动化程度,提高产品质量。
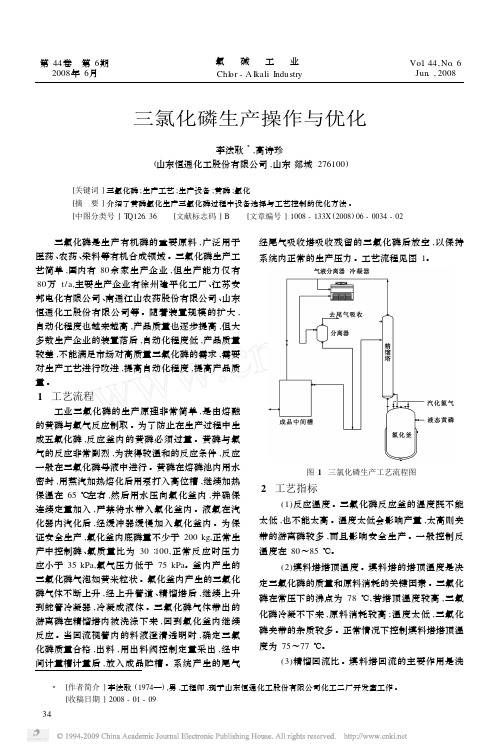
1 工艺流程工业三氯化磷的生产原理非常简单,是由熔融的黄磷与氯气反应制取。
为了防止在生产过程中生成五氯化磷,反应釜内的黄磷必须过量。
黄磷与氯气的反应非常剧烈,为获得较温和的反应条件,反应一般在三氯化磷母液中进行。
黄磷在熔磷池内用水密封,用蒸汽加热熔化后用泵打入高位槽,继续加热保温在65℃左右,然后用水压向氯化釜内,并确保连续定量加入,严禁将水带入氯化釜内。
液氯在汽化器内汽化后,经缓冲器缓慢加入氯化釜内。
为保证安全生产,氯化釜内底磷量不少于200kg,正常生产中控制磷、氯质量比为30∶100,正常反应时压力应小于35kPa,氯气压力低于75kPa 。
釜内产生的三氯化磷气泡如黄米粒状。
氯化釜内产生的三氯化磷气体不断上升,经上升管道、精馏塔后,继续上升到蛇管冷凝器,冷凝成液体。
三氯化磷气体带出的游离磷在精馏塔内被洗涤下来,回到氯化釜内继续反应。
当回流视管内的料液澄清透明时,确定三氯化磷质量合格,出料,用出料阀控制定量采出,经中间计量槽计量后,放入成品贮槽。
自动化控制在化工安全生产中的应用及优化

自动化控制在化工安全生产中的应用及优化摘要:化学工业是一个国家的一项重要产业,它对整个社会的发展与进步有着巨大的影响。
然而,化学工业存在着很大的风险,所以需要合理地运用自动控制系统,提高化学工业的安全性和稳定性。
在加大对自动化控制的重视力度的同时,还要对其进行相应的优化,对其生产和检测过程进行持续的优化,从而提升其生产效率,推动化学工业的健康、可持续发展。
关键词:自动化控制;化工安全生产;应用;优化1自动化控制在化工安全生产中的应用意义在化工生产企业的实际生产过程中,存在着很多危险因素,这就要求相关工作人员对安全管理工作进行更多的关注,运用自动化控制技术,对化工生产过程进行实时监控,对设备进行自动诊断,减少安全事故的发生。
在实际应用的过程中,自动化控制可以随着数据的变化,自动地对性能进行调整,从而可以及时地发现并解决问题,将安全隐患排除掉。
与此同时,自动化控制还可以对操作人员起到一定的警示作用,提高工作人员的工作安全意识,防止他们在疲劳过度的情况下进行错误的操作,并避免安全事故的发生。
此外,自动化控制可以有效地提高化工生产企业的生产质量和效率,给企业带来更多的经济效益。
在化学工业中,安全事故是最主要的危险因子,单纯的依赖于人的技术手段,往往难以取得良好的控制效果。
所以,有必要对自动化控制技术进行规范化的应用,推动化工企业技术的创新,在每一个生产流程中都实现了自动化技术,并取代了人工进行操作,确保了员工的人身安全,从而推动了化工生产企业的健康持续发展。
2化工安全生产中自动化控制技术的使用2.1仪表监控仪器监测是化工生产过程中最关键的一个环节,它是对生产过程中各个环节的状况进行观测和检测。
能及时防止失效的发生。
当前,国内在化工安全生产中所采用的传统的仪表监控设备已经被许多先进的科学设备所取代,科技的发展推动着各种技术的发展,大多数公司都已经掌握了可编程控制器的所有功能,要想提高控制器的处理能力,就必须对分布式控制系统的各个功能进行完善,从而为安全生产奠定良好的基础。
PLC在石油化工行业中的应用案例

PLC在石油化工行业中的应用案例概述:随着科技的不断发展,计算机技术在各个行业中得到了广泛应用。
在石油化工行业中,PLC(可编程逻辑控制器)作为一种常见的自动化控制设备,发挥着重要作用。
本文将通过介绍几个PLC在石油化工行业中的典型应用案例,展示其在提高生产效率、优化生产工艺等方面的优势。
1. 炼油厂的自动化控制系统炼油厂是石油化工行业中最重要的生产环节之一。
通过引入PLC,可以实现对炼油过程的高效自动化控制。
例如,在原油分馏过程中,PLC可以精确控制各个分馏塔的温度、压力等参数,以提高产品的质量和产量。
此外,PLC还可以监测和控制设备的运行状态,及时发现并处理故障,确保生产的稳定运行。
2. 化工厂的搅拌设备控制搅拌设备在化工生产过程中起着关键的作用。
传统的搅拌设备控制方式通常依靠人工操作,效率低下且易出错。
借助PLC的应用,可以实现搅拌设备的自动化控制,提高生产效率和产品质量。
PLC可以根据设定的配方和工艺参数,自动调整搅拌速度、时间和温度等,确保化工反应的稳定性和一致性。
3. 储罐的液位监测和控制系统石油化工行业广泛使用各种各样的储罐,如原料储罐、产品储罐等。
液位的准确监测和控制对于生产的安全和稳定至关重要。
PLC可利用传感器等设备实时监测储罐的液位,并采取相应的控制措施,如调节液位控制阀门的开度,控制液体进出量等,从而确保储罐的液位稳定在安全范围内,避免溢出或过低的情况发生。
4. 煤气发生炉的自动控制系统煤气发生炉是石油化工行业中常用的燃烧设备。
对于燃气的供应和控制,PLC可以提供高度自动化的解决方案。
通过监测煤气压力、温度和氧浓度等参数,PLC可以实时调整燃气的供应量、燃烧温度和氧气含量,确保煤气的燃烧效率和安全性。
结论:PLC在石油化工行业中的应用案例丰富多样,涵盖了生产过程的各个环节。
它的优势在于提高生产效率、优化生产工艺、降低设备故障率等方面。
随着科技的进一步发展,我们可以预见,PLC在石油化工行业的应用前景将更加广阔。
三氯化磷生产作业技术指导书

三氯化磷作业指导书目录1、产品概述2、原料规格及性质3、产品的生产原理及工艺流程叙述4、三氯化磷工艺控制指标5、三废治理6、主要安全指标及注意事项7、岗位设备一览表8、三氯化磷安全操作规程9、液氯安全操作规程三氯化磷生产工艺规程1、产品概述1.1、产品名称及结构式1.1.1、产品名称:三氯化磷英文名:Phosphorus trichloride 1.1.2、分子式:PCl31.1.3、结构式:1.1.4、分子量:137.351.2、产品的物理化学性质1.2.1、三氯化磷为无色透明液体,易挥发,有刺激性臭味。
其沸点76.6℃,熔点-91℃,密度(Cd20)为 1.574t/m³,沸程(74.5-77.5℃.V/V)≥95.0%。
三氯化磷易溶于苯、二硫化碳、乙醚、氯仿等。
1.2.2三氯化磷遇水或醇被分解:PCl3+H2O→H3PO3+HCl↑PCl3+CH3OH→(CH3O)2POH+CH3Cl↑+HCl↑1.2.3三氯化磷与硫反应生成三氯硫磷PCl3+S→PSCl3PCl3+Cl2→PCl51.3、产品质量标准:(HG/T 2970-2009)序号检验项目指标优等品一级品合格品1 外观无色或微黄色透明液体2 三氯化磷含量/% ≥99.0 ≥98.5 ≥98.03 游离磷含量/% ≤0.0005 ≤0.0020 ≤0.00804 沸程(74.5℃~77.5℃)/%(体积分数) ≥97.0 ≥96.0 ≥95.05 正磷酸含量(以以PO43-计)/%≤0.2 ————1.4、产品用途三氯化磷广泛用于有机合成工业,主要用于制造敌百虫、甲胺磷、稻瘟净有机磷农药原料,是制造三氯化磷、三氯氧磷、亚磷酸酯类产品原料。
医药工业用于生产磺胺嘧啶(S、D)、磺胺五甲氧嘧啶(S、M、D),染料工业用于色粉类得缩合剂。
2、原料规格及性质2.1黄磷黄磷分子式为P4,分子量123.9,其物性数据如下:熔点:44.1℃,沸点:280℃;自燃点:36~62℃,密度:(d20)1.82t/m ³.黄磷为蜡状半透明固体,具有蒜味恶臭、剧毒。
化工安全生产中自动化控制的应用

化工安全生产中自动化控制的应用摘要:化工产品大都带有很大的腐蚀性和易燃易爆性,而同时生产所用的机械设备和工艺技术又比较复杂和烦琐,因此对生产过程要求也比较苛刻,因此造成了人工的实际操作难度很大,安全性也就无法获得充分的保障。
所以,在现阶段的化工企业产品中需要更普遍的使用自动化控制技术,以降低产品中存在的安全问题,从而增加了化工企业的经济性和社会影响力。
关键词:化工安全生产;自动化控制;应用1化工自动化控制技术定义自动化控制技术的主要原理就是,在整个生产过程中,利用先进的化工生产设备和生产技术进行全过程的管理。
在化工制造的过程中,将压力与温度加以合理地控制,从而避免了压力过高或温度过高的状况,能够将化工生产过程的安全性予以大幅度提高。
应用自动化控制技术,大大改善了化工产品的生产管理模式,企业通过建立标准的生产管理方法,建立健全的操作规程与规范,在指导化工产品的生产过程,在提高安全性的同时,也提升了产品有效性。
2自动化控制技术的重要性及意义一般说来,化工产品如果生产防护措施不当会对员工的人身造成严重的伤害。
所以,为了有效地解决这些问题,必须将自动化控制快速地实践使用到化学工业的生产之中。
另外,在管理方式的自动化方面,不但在一定程度上减少了人工操作,而且保证了人员的安全。
它可以有效地消除人工操作的缺陷,从而保证工作效率,使整个系统运行更稳定。
该技术在实际生产中遇到意外情况时,能够快速处理问题,减少不必要的损失,获得较高的经济效益。
自动控制系统能对某一具体生产过程进行全面控制,快速发现问题出现在哪一部分环节,并在第一时间及时通知员工,以便员工尽快处理。
化学工业是一个高风险行业,但也给人们的生活带来了巨大的影响。
很多生活中使用的产品,都是用化学方法制造的。
化学工业一般包括使用或制造易燃易爆物品,威胁到企业长远发展。
由于生产设备高度复杂,员工在工作过程中很难实现有效的风险规避。
对化工企业实施科学有效的自动化生产控制,使化工生产在安全、稳定的环境中完成。
9氯化工艺重点监控的工艺参数、控制要求及自动化控制设计
氯化工艺重点监控的工艺参数、控制要求及自动化控制设计一、重点监控的工艺参数和控制要求1.温度包括反应釜(器)温度和原料储罐(含氯化剂缓冲罐)的温度。
氯化反应是一个放热反应,反应放出的热量如不能及时移出,会造成反应器内物料温度升高,引起喷料、内压升高、甚至着火爆炸等严重后果。
反应器温度的高低除了与物料的反应热有关,还与原料的进料温度等有关,因此应对反应器温度、物料进口温度、冷媒温度等进行监控。
另外,还有些氯化工艺在引发反应阶段的温度控制非常重要,如三氯化磷的生产,在未达到引发温度以前不发生反应,此时必须严格监控温度,一旦达到引发温度,必须严格监控反应状况,如果不反应或反应缓慢,必须查清原因,不能盲目通入氯化剂,以防反应失控。
氯化工艺所用原料大多为易燃易爆、有毒,如液态氯、丙烯等储存温度升高会造成储罐压力升高,容易导致泄漏甚至爆炸。
而有些原料如甲醇、乙醇、甲苯等,虽是常压储存,但随着温度的升高会加大物料的蒸发,一旦达到爆炸极限遇明火会发生爆炸,同时也会造成人员中毒和环境危害。
因此,应对储罐温度进行监控。
2.压力包括反应器压力和原料储罐(含氯化剂缓冲罐)压力。
氯化反应多数是在一定压力下进行,如DOW化学的非催化法氯甲烷生产,反应压力为 1.06MPa,如果温度控制不稳定,压力进一步升高,一旦超过设计压力,就有造成物料泄漏或反应器爆炸的危险,因此应监控反应器压力。
氯化工艺常用的氯化剂氯、氯化氢等都是在一定压力下储存,氯化剂本身又是有毒物质,一旦超压泄漏或爆炸容易造成人员中毒和环境危害。
其他原料如丙烯等也是压力储存,也存在超压泄漏或爆炸的危险,因此应监控储罐压力。
3.液位(或重量)包括氯化反应釜(器)液位(或重量)和原料储罐(含氯化剂缓冲罐)液位。
反应釜在反应过程中液位(或重量)波动较大,避免由于温度、压力等变化造成喷料和泄漏,釜内物料液位不得超过80%。
原料储罐应根据储罐内物料性质和储存条件,设置储罐的最高储存上限,防止由于温度、压力等的变化造成泄漏,如液氯储罐的储存量不得超过全容积的80%。
最新危险化学品安全技术说明书——三氯化磷
化学品安全技术说明书产品名称:三氯化磷按照GB/T 16483 GB/T17519编制编制日期:2020年1月10日修订日期:2020年1月12日版本:1.0第1部分化学品及企业标识化学品中文名称:三氯化磷化学品英文名称:phosphorus trichloride企业名称:企业地址:联系电话:电子邮箱:应急咨询服务电话:产品推荐及限制用途:主要用于制造敌百虫、甲胺磷和乙酰甲胺磷以及稻瘟净等有机磷农药的原料。
医药工业用于生产磺胺嘧啶(S.D)、磺胺五甲氧嘧啶(S.M.D)。
染料工业用于色酚类的缩合剂。
催化剂。
磷的溶剂。
氯化剂。
第2部分危险性概述紧急情况概述:三氯化磷在空气中可生成盐酸雾。
对皮肤、粘膜有刺激腐蚀作用。
短期内吸入大量蒸气可引起上呼吸道刺激症状,出现咽喉炎、支气管炎,严重者可发生喉头水肿致窒息、肺炎或肺水肿。
皮肤及眼接触,可引起刺激症状或灼伤。
严重眼灼伤可致失明。
慢性影响:长期低浓度接触可引起眼及呼吸道刺激症状。
可引起磷毒性口腔病。
GHS危险性类别:急性毒性-经口,类别2急性毒性-吸入,类别2皮肤腐蚀/刺激,类别1A严重眼损伤/眼刺激,类别1特异性靶器官毒性-反复接触,类别2标签要素:象形图:GHS05 GHS06 GHS08警示词:危险危险性说明:吞咽致命(口服)、吸入致命。
造成严重皮肤灼伤和眼损伤。
造成严重损伤。
长期或重复接触(如果证明没有其他接触途径会产生这一危险,那么说明产生这一危险的接触途径)可能对器官造成伤害(说明已知的所有受影响器官)防范说明:预防措施:·工程控制:密闭操作,注意通风。
尽可能机械化、自动化。
提供安全淋浴和洗眼设备。
·呼吸系统防护:可能接触其蒸气时,必须佩戴自吸过滤式防毒面具(全面罩)或隔离式呼吸器。
紧急事态抢救或撤离时,建议佩戴空气呼吸器。
·眼睛防护:戴化学安全防护眼镜。
·身体防护:穿橡胶耐酸碱服。
·手防护:戴橡胶耐酸碱手套。
化工高危工艺装置自动控制和安全联锁

化工企业高危险工艺装置自动控制和安全联锁目录一、化工企业工艺装置危险性分析(一)高危险生产装置的危险性(二)高危险储存装置的危险性(三)人工手动控制的危险有害因素二、常用的自动化控制和安全联锁方式(一)自动控制和安全联锁的作用(二)常用的自动控制及安全联锁方式(三)典型控制单元模式三、安装(改造)自动控制和安全联锁装置应做的主要工作(一)对工艺装置进行风险分析(二)制定安装(改造)方案(三)做好实施的各项准备工作(四)安装、调试和投入运行一、化工企业工艺装置危险性分析化工企业的高危险工艺生产装置主要是指含有硝化、磺化、卤化、强氧化、重氮化、加氢等化学反应过程和存在高温(≥300℃)、高压(≥10MPa)、深冷(≤-29 ℃)等极端操作条件的生产装置。
高危险储存装置主要指剧毒品、液化烃、液氨、低闪点(≤-18 ℃)易燃液体、液化气体等危险化学品储存装置。
(一)高危险生产装置的危险性六类常见的最主要的高危险生产装置的危险性。
1、硝化反应。
有两种:一种是指有机化合物分子中引入硝基取代氢原子而生成硝基化合物的反应,如苯硝化制取硝基苯、甘油硝化制取硝化甘油;另一种是硝酸根取代有机化合物中的羟基生成硝酸酯的化学反应。
生产染料和医药中间体的反应大部分是硝化反应。
硝化反应的主要危险性有:(1)爆炸。
硝化是剧烈放热反应,操作稍有疏忽、如中途搅拌停止、冷却水供应不足或加料速度过快等,都易造成温度失控而爆炸。
(2)火灾。
被硝化的物质和硝化产品大多为易燃、有毒物质,受热、磨擦撞击、接触火源极易造成火灾。
(3)突沸冲料导致灼伤等。
硝化使用的混酸具有强烈的氧化性、腐蚀性,与不饱和有机物接触就会引起燃烧。
混酸遇水会引发突沸冲料事故。
2、磺化反应。
磺化反应是有机物分子中引入磺(酸)基的反应。
磺化生产装置的主要类型:(1)烷烃的磺化。
如生产十二烷基磺酸钠、(2)苯环的磺化。
如生产苯磺酸钠类。
(3)各种聚合物的磺化和氯磺化。
如生产各种颜料、染料的磺化等。
氯化工艺装置的上下游配套装置自动化控制改造指南(试行)
氯化工艺装置的上下游配套装置自动化控制改造指南(试行)1 适用范围适用于涉及氯化工艺装置的危险化学品生产、使用取证企业。
2 氯化工艺装置的上下游配套装置与氯化工艺装置存在上下游关系的的生产工序,包括原料处理和输送、反应、精(蒸)馏精制、产品包装、危险化学品储运、尾气处理等工艺装置。
3 总则3.1自动化控制应满足安监总管三〔2009〕116号和安监总管三〔2013〕3号提出的安全控制基本要求,并应符合危险与可操作性分析(HAZOP)报告和保护层分析(LOPA)报告对自动化控制提出的对策措施。
3.2 涉及氯化工艺的精细化工企业应按照安监总管三〔2017〕1号要求完成反应安全风险评估。
涉及氯化工艺的精细化工装置应完成全流程(不含公用工程)反应安全风险评估,同时对原料、中间产品、产品及副产物进行热稳定性测试和蒸馏、干燥、储存等单元操作的风险评估。
企业应采纳反应安全风险评估报告中确定的反应工艺危险度等级和评估建议,设置相应的安全设施、安全仪表系统和自动控制系统。
3.3 企业应委托具备资质的单位进行自动化控制系统设计和安装。
4 自动化控制要点4.1 通用规定4.1.1重点监控的工艺参数应传送至控制室集中显示。
自动化控制系统应具备远程调节、信息存储、连续记录、超限报警、联锁切断、紧急停车等功能。
4.1.2 涉及极度、高度危害气体的生产、储存设施应与应急处置系统联锁。
4.1.3 处于备用状态的有毒气体应急处置系统应设置联锁启动和一键启动功能,吸收剂供应泵、吸收剂循环泵应设置备用泵,备用泵应具备低压或低流量自启动功能,用电负荷应为一级负荷。
4.2 原料处理4.2.1 涉及可燃、有毒等原料相应工艺过程的设施,应设置温度/压力远传、温度/压力超限报警、温度/压力与热(冷)媒或泄放系统联锁。
4.2.2 涉及固体原料连续输送工艺过程的,应采用机械或气力输送方式。
可燃固体采用机械输送时应设置故障停机联锁系统。
涉及易燃、易爆物质的气力输送应采用氮气等惰性气体输送并设置气体压力自动调节装置,且应设置氧含量在线监测。
三氯化磷的安全使用、安全管理
三氯化磷的安全使用、安全管理摘要:随着化工自动化安全控制相关技术在当前我国工业化工产品生产安全行业的各领域内的广泛应用,三氯化磷控制装置的安全问题在很大一定程度上已经得到了有效解决,不过化工自动化安全控制相关技术也仍然有自身一定的局限性。
关键词:三氯化磷;安全使用;安全管理引言三氯化磷是一种无色澄清液体,化学式PCl3,相对分子质量137.33,相对密度(d214)1.574,常压下沸点76℃,熔点-112℃;易溶于苯、氯仿、乙醚和二硫化碳等物质,遇水发生水解反应生成亚磷酸(HPO2)和氯化氢(HCl),并伴有白烟放出,反应剧烈,可瞬间起火爆炸,且自身挥发出的刺激性气味具有毒性、强腐蚀性,破坏人体皮肤、眼睛、肺等组织和器官,威胁人体健康。
1三氯化磷生产的工艺流程1.1原三氯化磷生产工艺流程情况原有PCl3生产采用间歇釜式工艺:在氯化釜里加入定量PCl3母液,升到一定温度,然后用泵一次性加入计量好的黄磷,氯气与黄磷按一定比例通入汽化氯气反应,反应合格后转离生成PCl3,然后再加入计量好的黄磷,通氯反应,周而复始。
1.2原三氯化磷工艺自控存在的问题原有间歇釜式工艺监控的工艺参数有:氯气(钢瓶)称重、黄磷计量罐液位、黄磷计量罐温度、反应釜温度、升气管压力(U型压差计)、升气管温度冷凝气出口温度、冷却水回水温度、液氯汽化后的温度、氯气缓冲罐压力(就地指示)。
工艺参数仅供指示,调节全部是人工手动调节、控制手段单一,操作性差。
自动化程度不高,不是连续化生产,产量低,要增加产量就必须增加生产装置的套数,所以占地面积大,产品质量不稳定,易生成五氯化磷,易出安全事故。
游离磷含量高及人工用量多等弊端有必要对工艺进行优化。
1.3三氯化磷改造方案把氯化釜与洗磷塔合并改造成大高径比的三氯化磷塔式反应器,把原间歇式加磷改造成高位槽水压磷连续化供磷,塔顶冷凝后三氯化磷进入比例控制模式,一部分回流,一部分采集,实现了DCS全自动控制。
氮气(N2)在三氯化磷生产中的应用
氮气(N2)在三氯化磷生产中的应用泰兴市申龙化工有限公司江苏省泰兴市 225400三氯化磷是一种用途广泛的化工原料,主要用于制造有机磷农药、医药、染料、阻燃剂、水处理剂及其它有机合成物质,目前国内三氯化磷生产厂家有数十家,三氯化磷的生产规模大小不等,自动化程度越来越高,但由于三氯化磷生产过程中使用的原料为氯气、黄磷,产品为三氯化磷,原料和成品均为危险化学品,氯化反应过程是剧烈的放热反应过程,生产过程中存在着火、爆炸、中毒、灼伤等危险,且氯气为重点监管化学品,氯化工艺为重点监管的危化工艺,一旦发生安全事故将会造成人员伤亡和财产损失,本文重点论述氮气在三氯化磷生产过程中的保护和预防作用。
一、三氯化磷生产工艺及装置1、三氯化磷反应机理1.1黄磷和氯气化学性质都很活泼,相互极易发生反应,在黄磷储槽中加入氮气,对黄磷储槽进行水封加氮封,在打磷或卸磷黄磷时黄磷就不会在水表面着火,也就不会产生磷酸,减少了对设备的腐蚀。
2、氮气在氯化单元的利用在三氯化磷生产过程中通氯管的堵塞是氯化过程中的常见现象,通氯管的堵塞既影响了三氯化磷的连续稳定生产,在疏通通氯管时会造成化学品泄漏和人员灼伤的风险,通氯管的堵塞主要发生在三氯化磷装置停车时,在对液氯汽化器和氯气缓冲罐泄压时,通氯管中的余氯与管内的三氯化磷反应生成五氯化磷附着在通氯管壁上,随着五氯化磷的集聚量增加而堵塞通氯管,如在每次泄压结束后及时向氯气缓冲罐内补入氮气,并用氮气对每根通氯管进行置换,就减了氯气与三氯化磷反应的几率,杜绝了五氯化磷的产生,保障了通氯管的畅通。
3、氮气在清釜除渣单元的利用三氯化磷生产装置在运行一段时间后必须对氯化釜进行清釜除渣,以保证氯化装置的安全稳定运行和三氯化磷产品质量,但在清釜除渣消耗底磷时,底磷未消耗干净在蒸馏过程中,未消耗完的黄磷与空气就会着火,在对氯化釜滴水分解三氯化磷时会产生亚磷酸和盐酸,亚磷酸、盐酸与铁(氯化釜壁)反应会放出氢气,随着氢气浓度的增加存在爆炸的风险,如在清釜除渣过程中加入氮气,可以预防黄磷着火,降低氢气的浓度,有效防止着火、爆炸事故发生。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
三氯化磷装置的自动化控制应用
摘要:本文简述了三氯化磷工艺,重点介绍plant scape
vista/hc900控制系统的特点和在三氯化磷装置中的逻辑应用和组态方案。
关键词:三氯化磷 plant scape vista/hc900 逻辑控制
一、工艺流程简述
我公司三氯化磷项目是为平衡氯气新上的工程项目。
其利用低压蒸汽作为热源,采用盘管式熔磷高位槽,调整蒸汽加入量加入热水,溶化桶装黄磷,进入计量槽;三氯化磷母液自母液槽加入氯化釜,液位达到50%后,通入蒸汽加热三氯化磷到70-95度,自黄磷计量槽向氯化釜加入底磷500kg,根据黄磷加入量控制氯气流量进入氯化釜内进行反应,反应温度在95度内。
通过观察回流视镜,确认已经建立正常回流,三氯化磷为无色透明,则采出合格的三氯化磷去成品槽。
三氯化磷属于剧毒化学品,生产的连续性很强,塔式设备较多,而且各个参数之间关联较严重,这就要求在生产过程中加强控制,确保稳定运行。
二、plant scape vista/hc900系统的应用
1、plant scape vista/hc900系统概述
plantscape vista/hc900 分散控制系统是honeywell 公司推出的面向中小型过程应用和设备集成控制的开放型控制系统。
该系统由先进集成控制器hc900和采用开放的以太网络互联的工程师站/
操作员站组成,并真正满足工业行业所有从简单到复杂的各种控制应用要求。
它基于过程数据采集、混合模拟量和开关量过程控制和批量处理、时序控制等应用要求,并采用功能模块化的组态工具hc designer。
plantscape vista/hc900 能满足各种设备过程自动化控制的应用要求,是应用灵活,使用可靠的中小型集散控制系统,也是目前市场上用来替代所有plc 可编程逻辑控制器和各种设备
过程控制系统的最理想的解决方案。
该解决方案采用hc900 集成控制器c70r型号,保证了系统的稳定性;采用microsoft windows 7 服务器\\客户机系统结构,集成高可靠性的控制单元hc900,并采用先进的工程组态工具hc designer 和开放通信网络modbus tcp以太网络;在工程师站上的hc900 控制组态工具可对多个集成控制器进行组态的上载/下装,故障诊断,过程监控或在线plantscape vista/hc900 集散控制系统修改组态。
该控制系统为用户构筑了一个网络化的过程控制与管理的平台,大大提升了系统的整体性能。
三氯化磷工程于2011年动工,共有八个氯化釜装置,根据工艺系统的要求,把整个系统分为2个部分,1-4号釜和5-8号釜。
整个系统操作层的操作总线为双以太网,操作层设置一对冗余的服务器和一台操作站,后台软件采用plant scape vista过程操作软件。
数据高数公路有2台交换机。
现场数据采集和过程控制由控制处理器c70r和过程i\\o两部分来完成,控制处理器与i\\o扩展箱采用modebus tcp/ip通信协议。
综合控制系统图见图1。
2、三氯化磷控制应用
整个系统连锁停车控制;我们以1-4号釜为例,当循环水压力低于0.04pa和进入稳压罐氯气压力低于0.05mpa时,将连锁触发1-4号釜熔磷计量槽磷液出口阀和出水阀关闭,系统停车。
如图2.
图2整个系统连锁停车逻辑图
操作画面作了循环水压力和进稳压罐氯气压力联锁投切开关按扭,当联锁投入时,开关颜色为绿色。
单釜连锁停车逻辑控制:单套氯化釜压力高于50kpa、温度高于100度和熔磷计量槽液位低于500mm联锁(ls1)关闭熔磷计量槽磷液出口阀(hv10102a)和打开熔磷计量槽水出口阀(hv10103a);熔磷计量槽液位高于2800mm(rljlcywg1),联锁关停所有打磷泵、关闭熔磷计量槽磷液进口阀(hv10101a)、出口阀(hv10101a)和熔磷计量槽水出口阀(hv10103a)。
任何一种情况出现单套生产装置停车。
如图3:
图3 单釜压力、温度、液位逻辑图
操作画面上超压联锁信号、超温联锁信号和熔磷计量槽液位高、低联锁信号做成投切按扭,当联锁投入时,按扭颜色为绿色,此时,任何一个工艺联锁值达到联锁值时,将触发联锁,单套生产系统停车。
三、结束语
经过两个月的安装调试,于2012年5月投运以来,整个系统安全可靠运行,人机界面美观实用,操作直观简便,对系统中故障能
及时、准确、可靠的进行报警。
该系统设提高了生产自动化水平,降低了劳动强度,也保证了生产的连续性和物料的平衡。