组装公差分析
机械设计中的零件装配与公差分析
机械设计中的零件装配与公差分析在机械设计过程中,零件装配与公差分析是非常关键的一步。
它能够确保产品的功能和性能符合设计要求,同时也能够提高产品的质量和可靠性。
下面,我们将深入探讨机械设计中的零件装配与公差分析的重要性和方法。
1.零件装配的重要性零件装配是将设计好的零件组装在一起,形成一个完整的产品。
在机械设计中,零件装配的质量直接影响产品的功能和性能。
如果装配不良,可能会导致产品失效或者性能下降。
因此,在进行零件装配时,我们需要考虑以下几个方面:1.1 尺寸配合尺寸配合主要涉及零件之间的配合间隙和公差。
合适的配合间隙和公差可以确保零件能够正确拼装在一起,并且在使用过程中不会产生过大的摩擦或者间隙。
因此,在进行零件装配时,我们需要根据设计要求和材料特性来确定合适的尺寸配合。
1.2 强度要求在机械设计中,零件通常需要承受一定的载荷和应力。
因此,在进行零件装配时,我们需要确保零件之间的连接紧固可靠,能够承受相应的载荷和应力。
如果连接不牢固,可能导致零件位移、松动或者断裂,从而影响产品的使用。
1.3 运动要求某些机械产品需要进行定向运动,例如,齿轮传动系统。
在进行零件装配时,我们需要确保零件之间的相对位置和运动关系符合设计要求。
如果装配不当,可能会导致运动不畅或者运动阻力过大,从而影响产品的使用效果。
2.公差分析的重要性在机械设计中,公差分析是一个非常重要的环节。
公差是指零件或装配件的尺寸、形状和位置的偏差范围。
公差分析可以评估零件装配的可行性和可靠性,帮助设计师确定合适的公差要求。
具体来说,公差分析有以下几个作用:2.1 评估装配可行性在进行零件装配时,不同制造工艺和设备对公差的控制能力不同。
通过公差分析,可以评估零件之间的配合是否可行,是否能够在给定的公差范围内进行装配。
如果公差范围太小,可能会导致装配困难或者不可行;如果公差范围太大,可能会导致装配过松,影响产品的使用寿命。
因此,在进行装配设计时,我们需要合理确定公差范围。
公差分析及实际案例分享
公差分析及实际案例分享公差分析是指在产品设计和生产过程中,通过分析产品各个零件之间的公差,确定合理的公差范围和公差配合,以保证产品能够在正常使用条件下达到设计要求。
公差分析是一项非常重要的工作,它能够有效地提高产品的质量和可靠性,减少成本和浪费。
在进行公差分析时,首先需要明确产品的设计要求和功能需求。
然后根据零件的功能和相互关系,进行公差分布和传递分析。
公差分布是指将设计公差按照一定的规律分配给各个零件,使得各个零件能够在允许误差范围内达到最终装配要求。
公差传递是指将各个零件上的公差通过装配过程传递给最后装配件,从而确定最后装配件的公差要求。
公差分析的目的是确定合理的公差范围和公差配合。
根据产品的功能需求和使用环境,确定合适的公差范围,使得产品能够在正常使用条件下满足性能要求。
同时,通过公差配合,可以有效地控制产品的装配质量,减少配合间的间隙和摩擦,提高产品的可靠性和耐久性。
下面以一个实际案例来分享公差分析的应用。
公司生产的汽车发动机出现了使用寿命变短的问题,经过分析发现是由于气缸套和活塞配合不当导致的。
气缸套和活塞的配合间隙过大,导致燃气泄漏和油耗增加,进而影响了发动机的寿命和性能。
针对这个问题,该公司进行了公差分析,并重新设计了气缸套和活塞的配合。
首先,分析了气缸套和活塞的功能和相互关系,确定了气缸套和活塞之间的公差分布。
然后,通过公差传递分析,确定了最终装配件的公差要求。
最后,根据产品的功能需求和使用环境,确定了合理的公差范围和公差配合。
通过重新设计配合间隙,该公司成功地解决了发动机寿命变短的问题。
经过测试和验证,发动机的性能和可靠性得到了显著的提高,燃气泄漏和油耗问题得到了有效控制,产品的使用寿命大大延长。
这个案例充分说明了公差分析在产品设计和生产中的重要性和应用价值。
通过合理的公差分析和设计,可以有效地控制产品的装配质量,提高产品的性能和可靠性,降低产品的故障率和成本。
公差分析是一项非常细致和繁琐的工作,需要设计师和工程师具备较高的技术水平和经验,但它的应用价值是不可忽视的。
CATIA装配公差分析

CATIA装配公差分析CATIA(计算机辅助三维交互应用)是一种常用的CAD(计算机辅助设计)软件,被广泛应用于工程设计和装配领域。
在装配过程中,公差分析是一个重要的环节,它可以帮助设计师确定零件之间的公差范围,保证装配的精度和质量。
本文将介绍CATIA中的公差分析方法和步骤。
一、公差分析的概念和目的公差分析是指在装配设计中,通过数学和统计方法对零件之间的公差进行量化和分析的过程。
其目的是确定装配过程中的误差来源,并根据装配要求和功能要求,制定合理的公差策略,保证装配的可靠性和性能。
二、公差分析的基本流程1. 创建装配文件:在CATIA中打开新的装配文件,并将需要进行公差分析的零件导入到装配中。
2. 设定公差:对于每个需要进行公差分析的零件,需要设定其公差范围。
CATIA提供了多种公差设定方法,包括直接输入数值、基于尺寸链的公差设定等。
3. 进行公差分析:CATIA中的公差分析模块提供了多种分析方法,包括公差链分析、蒙特卡洛分析、最大极差法等。
根据具体需要选择适当的分析方法,并进行计算和模拟。
4. 结果评估:根据公差分析的结果,评估装配的适配性和可靠性。
通过观察结果和分析数据,判断设计是否满足要求,是否需要进行调整和优化。
5. 调整和优化:如果装配结果不符合要求,需要对设计进行调整和优化。
可以通过修改零件公差、调整装配顺序、改变装配工艺等方法来改善装配的精度和质量。
三、CATIA中的公差分析工具CATIA提供了多种公差分析工具,以下是其中几种常用的工具:1. 公差链分析:该工具通过建立零件之间的公差链,计算总公差和误差传递路径,帮助分析人员确定装配中的主要误差来源和影响因素。
2. 蒙特卡洛分析:该工具可以模拟装配过程中的随机事件和不确定性因素,通过多次模拟计算得到装配结果的分布情况,帮助设计师评估装配的可靠性和稳定性。
3. 最大极差法:该工具通过计算在不同公差组合下零件尺寸的最大极差,来评估装配的适配性。
组装公差分析

组装公差分析公差分析主要是探讨一个描述工件组合后,其公差变动模式,一个好的公差分析模式可以预测组件公差能吻合实际组件公差界限有多少,其预测之机率愈大愈好。
组装公差分析可分成三种模式:最坏状况模式(Worst-case model)、统计模式(Statistical model)和蒙地卡罗模式(Monte Carlo model).概念Dimension chain (sometimes called tolerance chain) is a closed loop of interrelated dimensions. It consists of increasing, decreasing links and a single concluding link. In figures 2-4 and 2-5, link i is the increasing link, d is a decreasing link and c is the concluding link.Apparently, the concluding link c is the one whose tolerance is of interest and which is produced indirectly. Increasing and decreasing links (both called contributing links) are the ones that by increasing them, concluding link increases and decreases; respectively.Figure 1. Dimension Chain of c, 2 links, 1D Figure 2.: Dimension Chain of c, 4 links, 1DThe equation for evaluating the concluding link dimension is [Lin and Zhang (2001)]:---------(1)Where:Σi: The summation of the increasing link dimensions.Σd: The summation of the decreasing link dimensions.j: increasing links index.k: decreasing links index.l: number of increasing links.m: number of decreasing links.For figure 1 ,c can be found as:c = i -d ------(2)As for chain in figure 2, c can be found as:c = (i1 + i2)-( d1 + d2) ------(3)1. 最坏状况模式(Worst-case model)最坏状况模式又称上下偏差模式、极限模式、完全互换模式,此模式是以工件的最大及最小状况组合,可以满足完全互换性、组件公差最大.In worst-case method, the concluding dimension’s tolerance Δc can be found as following:------(4)Referring to figure 2 and equations (3 and 4), the deviation of the concluding link is:Δc = Δi1 + Δi2 + Δd1 + Δd2------(5)T0: 总公差m: 零件之数目Ti: 各零件之公差2. 统计模式(Statistical model)大量生产的产品,其零组件因为生产过程的变异所造成的公差呈统计分布,统计公差分析虽然可以估算结果尺寸公差的特性,但实际的分布情形还是无法掌握,统计模拟即是透过随机取样的原理统计模式又称均方根和模式(Root sum squared model),假设各零件公差都依据本身的特征或加工条件会符合常态之钟型曲线分布,且分布中心与公差带中心值相同,分布范围与公差范围也相同,组合公差为--------(6)m: 零件个数 , Ti :各零件之尺寸公差另一种堆栈统计公差观念如下In statistical method, the concluding dimension’s tolerance Δc can be found as following:--------(7)Referring to figure 2 and equations (5 and 7), the deviation of the concluding link is:------------------(8)Reduction if eliminated (贡献度)1. Statistical Contribution= ------------------------(9)2. Worst Case Contribution-------------------------------------------(10)其中 Ci : Worst Case Clearance蒙地卡罗模式(Monte Carlo model)「蒙地卡罗方法」是一种数值方法,利用随机数取样(Random sampling) 模拟来解决数学问题。
装配公差参照标准
装配公差参照标准《装配公差参照标准》前言嘿,朋友们!在咱们搞装配这事儿的时候啊,你有没有发现,有时候零件装起来就是感觉不太对劲儿呢?要么太松,要么太紧,就像给人穿衣服,大了小了都不舒服。
其实这背后啊,就涉及到装配公差这个重要的概念啦。
这装配公差参照标准呢,就像是一把神奇的尺子,能帮咱们把各种零件准确无误地装配在一起,让整个产品稳稳当当、顺顺利利地工作。
今天咱们就来好好唠唠这个装配公差参照标准,让大家都能明白这其中的门道。
一、适用范围1. 制造业中的机械装配- 在机械制造领域,不管是汽车、飞机,还是咱们日常用的小电器,只要有零部件需要装配,这个标准就适用。
比如说汽车发动机的装配,里面有各种活塞、曲轴、气门这些零部件。
活塞和气缸壁之间就得按照一定的装配公差来安装。
如果公差太大,发动机就会漏气,动力不足;公差太小呢,活塞就可能在气缸里卡死。
这就像我们盖房子,每块砖之间的缝隙得合适,太大了房子不结实,太小了根本就盖不下去。
2. 电子产品的组装- 像手机、电脑这些电子产品也离不开装配公差标准。
就拿手机来说,主板、摄像头、电池等部件的装配,它们之间的连接都有相应的公差要求。
如果摄像头安装的公差没控制好,拍出来的照片可能就会模糊不清,就像我们拍照的时候手抖了一样。
而且电池如果安装得太松或者太紧,不仅影响手机的外观平整性,还可能会带来安全隐患呢。
3. 精密仪器的装配- 对于像显微镜、精密测量仪器这些高精度的设备,装配公差更是至关重要。
这些仪器里的光学镜片、机械传动部件等,对装配公差的要求极其严格。
比如说显微镜的物镜和目镜之间的装配,如果公差超出标准,那么我们观察到的物体图像就会变形或者清晰度大打折扣。
这就好比我们戴眼镜,如果镜片的装配有问题,看东西肯定是模模糊糊的。
二、术语定义1. 装配公差- 说白了,装配公差就是允许零件在装配时存在的尺寸变动量。
比如说一个轴的直径设计是10毫米,但是由于加工等原因,它不可能精确到正好10毫米,可能在9.98毫米到10.02毫米之间都是合格的,这个±0.02毫米就是装配公差。
装配工艺优化中的可视化公差分析

装配⼯艺优化中的可视化公差分析装配⼯艺优化中的可视化公差分析合理运⽤以部分析因设计、完全析因设计和响应⾯设计为主体内容的经典DOE 试验设计理论可以帮助我们在⼯业运营的环境中筛选重要因素,量化描述重要因⼦的主效应和交互作⽤,乃⾄于推算出重要因⼦的最佳设置⽅案。
这些⽅法论⽆论是在传统的质量改进,还是在现代的六西格玛活动中,均有过成功应⽤的实际案例。
但是,切不可因此以为经典试验设计就是包治百病的灵丹妙药。
不少企业在追求产品质量、流程能⼒精益求精的过程中,发现单纯地依靠经典试验设计,先天性地存在着⼀些不可避免的风险和隐患。
最常见的⼀类问题可以⽤图⼀表⽰:原本以为根据试验设计建⽴的统计模型,投⼊实际⽣产的产品结果将会百分百地落⼊规格要求之内(如图左部的理想状态所⽰),但真正投产后却发现产品结果的波动相当⼤,相当⼀部分的数据超出了规格要求(如图右部的现实状态所⽰)。
产⽣这样的结果不仅给企业带来了经济上的损失,⽽且也动摇了⼯程师进⼀步应⽤试验设计的信⼼。
图⼀⼯艺流程能⼒的图⽰其实,深⼊了解试验设计领域的研究⼈员都基本知晓产⽣这个问题的⼀个主要原因是:误差的传递!如图⼆所⽰,⼯艺流程的输⼊变量X 是通过根据试验设计或回归⽅程获取的传递函数对⼯艺流程的输出变量Y 发⽣作⽤。
在这个传递过程中,流程⾃变量不仅会影响产品质量特征的均值(这是⼤家所熟知的),⽽且由于流程⾃变量不可避免地存在着变异(或称误差),它还会影响产品质量特征的变异,这就是所谓的“误差传递”。
如果要定量地表达误差传递,可以⽤下列公式来表⽰。
其中,表⽰输出变量Y 的⽅差,表⽰输⼊变量X n 的⽅差,表⽰输⼊变量X n 的敏感度系数,表⽰输⼊变量X n 对输出变量Y ⽅差的贡献程度。
图⼆⼯艺流程的宏观统计模型公差分析是克服误差传递⼲扰的⼀种合适⽅法,也是试验设计理论研究的有益扩充。
通俗地说,公差理想状态现实状态规格下限规格上限⽬标值规格下限规格上限⽬标值222212...1nX n X YX f X f σσσ++ =2Y σ2X n σn X f 2X 2n n σ???? ????X f分析就是运⽤统计分析的⽅法,事先给众多输⼊X 设置合理的公差(⽽不仅仅是⽬标值),以保证经过⼯艺流程之后,产⽣的输出Y 对输⼊的变异不敏感,依然落在顾客要求或技术规范之内。
产品装配的尺寸链公差分析
产品装配的尺寸链公差分析产品装配的尺寸链公差分析是一种应用于工程领域的分析方法,用于确定在产品装配过程中各个零部件之间的公差要求。
通过该分析方法,可以确保产品在装配完成后的尺寸和形状与设计要求一致,从而保证产品的性能和质量。
尺寸链公差分析的基本原理是将产品的尺寸特征按照装配的先后顺序进行排列,并计算每个尺寸特征对最终装配尺寸的贡献,以确定合理的公差要求。
在这个过程中,需要考虑零件的制造公差、装配顺序及装配公差的协同作用,以及零件间的相互影响。
尺寸链公差分析一般可以分为以下几个步骤:1.确定装配顺序:根据产品的装配逻辑和工艺要求,确定零部件的装配顺序。
通常情况下,先装配大尺寸的零部件,再装配小尺寸的零部件。
2.建立尺寸链模型:根据产品的设计图纸,确定装配过程中涉及的尺寸特征,并将它们按照装配顺序进行排列,形成尺寸链模型。
3.计算尺寸链公差:根据每个尺寸特征的公差要求,以及前一步骤确定的装配顺序,计算每个尺寸特征对最终装配尺寸的贡献。
这个过程中,通常采用最小二乘法来进行计算。
4.优化公差要求:根据尺寸链公差的计算结果,评估每个尺寸特征对产品尺寸偏差的敏感性,从而确定合理的公差要求。
一般来说,对于对装配精度要求较高的尺寸特征,公差要求应该相对较小。
5.进行公差分配:根据尺寸链公差的计算结果和公差要求,将总公差按照装配顺序逐步分配给每个尺寸特征,确保每个零部件的尺寸误差都在允许范围内。
尺寸链公差分析不仅可以用于确定产品装配的公差要求,还可以用于优化装配工艺、提高装配效率和降低成本。
通过合理的公差分配和控制,可以避免装配过程中的质量问题和尺寸偏差,提高产品的装配质量和性能。
但是,尺寸链公差分析也存在一些挑战和限制。
首先,尺寸链公差分析需要对产品的装配过程和零部件的相互关系有深入的了解和分析。
其次,分析过程中需要大量的数据和计算,对计算机模拟和软件工具的支持要求较高。
此外,由于涉及到多个装配过程和多个尺寸特征,尺寸链公差分析的计算过程较为复杂,需要相关专业知识和经验。
公差分析的概率计算公式

公差分析的概率计算公式在工程设计和制造过程中,公差分析是一个非常重要的步骤。
公差分析的目的是确定零件和装配体的尺寸和形状的变化范围,以确保它们能够在正常使用条件下正常工作。
公差分析的一个重要方面是计算公差堆积的概率,这涉及到使用概率计算公式来确定在给定公差范围内零件或装配体出现不合格情况的概率。
本文将介绍公差分析的概率计算公式及其应用。
1. 公差分析的基本概念。
在进行公差分析之前,首先需要了解一些基本概念。
公差是指零件或装配体的尺寸和形状与其理想值之间的偏差。
公差可以分为几种类型,包括线性公差、角度公差、平行度公差、圆度公差等。
公差堆积是指多个零件或装配体的公差叠加在一起后的总公差。
在实际工程中,由于零件和装配体之间的相互影响,公差堆积是一个非常复杂的问题,需要进行精确的分析和计算。
2. 公差堆积的概率计算公式。
在进行公差堆积的概率计算时,通常会使用概率计算公式来确定在给定公差范围内零件或装配体出现不合格情况的概率。
常用的概率计算公式包括正态分布概率计算公式、均匀分布概率计算公式等。
下面将分别介绍这两种概率计算公式的应用。
2.1 正态分布概率计算公式。
正态分布是一种常见的概率分布,它的概率密度函数可以用以下公式表示:\[f(x) = \frac{1}{\sqrt{2\pi}\sigma}e^{-\frac{(x-\mu)^2}{2\sigma^2}}\]其中,\(f(x)\)表示随机变量\(x\)的概率密度函数,\(\mu\)表示分布的均值,\(\sigma\)表示分布的标准差。
在进行公差堆积的概率计算时,可以将零件或装配体的公差堆积看作一个随机变量,根据其均值和标准差,使用正态分布概率计算公式来计算在给定公差范围内出现不合格情况的概率。
2.2 均匀分布概率计算公式。
均匀分布是另一种常见的概率分布,它的概率密度函数可以用以下公式表示:\[f(x) = \frac{1}{b-a}, a \leq x \leq b\]其中,\(f(x)\)表示随机变量\(x\)的概率密度函数,\(a\)和\(b\)分别表示分布的上限和下限。
基于VisVSA技术的汽车装配公差分析
基于VisVSA技术的汽车装配公差分析随着汽车行业的不断发展,汽车装配精度要求越来越高,因为装配公差的误差会直接影响到汽车的性能和质量。
因此,在汽车生产过程中,装配公差分析显得尤为重要。
VisVSA技术是一种先进的三维数字化技术,它可以通过虚拟现实技术实现对汽车零部件的三维建模、几何分析、装配和分析,从而精确分析汽车的装配公差。
具体操作步骤如下:一、汽车零部件三维建模在VisVSA平台上,通过零件图纸,工程师可以从三个方向建立汽车零部件模型:平面、纵向和横向。
通过模型,工程师可以对不同零部件的尺寸和形状进行准确的测量和分析。
二、零部件装配模拟在模型建立完毕后,通过VisVSA技术模拟汽车零部件的装配,包括各个零部件之间的间隙、对位和相对位置关系等。
在这个阶段,可以发现和确定装配公差问题。
三、装配公差分析在装配模拟的基础上,通过VisVSA探针功能,可以对装配件和母件的接触和偏差进行扫描,并显示两个特征表面之间的距离和偏差值。
根据这些数据,又可以确定每个特征的公差限制范围。
四、优化调整在装配公差分析的基础上,向设计团队发出建议,并提出优化调整方案,从而减少缺陷、提高装配精度以及降低生产成本。
采用VisVSA技术进行汽车零部件装配公差分析,优势明显。
它可以精确地模拟汽车零部件的装配情况,以达到最佳的预期结果。
值得注意的是,通过VisVSA技术对装配公差进行分析和优化,不仅适用于汽车行业,而且适用于任何行业,在不断提高工作效率和精度的同时,节省成本。
除了VisVSA技术,还有其他一些方法可以进行汽车装配公差分析,比如人工测量、探针测量、三维扫描测量等。
然而,这些方法一般需要耗费大量的时间、人力和财力,并且效果可能不如VisVSA技术。
因此,VisVSA技术在汽车行业中被广泛应用和推崇。
在实际应用中,VisVSA技术主要分为以下几个方面:1.装配精度分析装配精度是指汽车零部件间的间隙、对位和相对位置关系的一种度量。
面向制造和装配的产品设计之公差分析(可编辑)
面向制造和装配的产品设计之公差分析DFMADFMA第第44部分部分:公差分析公差分析Tolerance AnalysisTolerance Analysis钟元钟元7>2013/03/302013/03/30DFMADFMA内容:一.常见的公差分析做法二.公差分析三.公差分析的公差分析的计算步骤算步骤四四.公差分析的计算方法公差分析的计算方法五.公差分析的三大原则六.产品开发中的公差分析2DFMADFMA一. 常见的公差分析做法1. 产品详细设计完成后,在design review时,针对O-ring的压缩量进行公差分析;分析如下:3DFMADFMA一. 常见的公差分析做法2. 当发现公差分析的结果不满足要求时,修改尺寸链中的尺寸公差,从±0.15mm修改到±0.10mm,发现依然不能满足,继续修改到±0.05mm,直到满足O-ring的15%压缩量要求;成功完成公差分析。
4DFMADFMA一. 常见的公差分析做法存在的问题:公差的设定没有考虑到制程能力公差的设定没有考虑到制程能力 ? 公差的设定没有考虑到成本没有缩短尺寸链的长度没有缩短尺寸链的长度? 当公差分析结果不满足要求时,没有通过优化设计的方法,而是通过严格要求零零件尺尺寸公差的方法;? 对尺寸公差没有进行二维图标注对尺寸公差没有进行制程管控对尺寸公差没有进行制程管控 ? 产品制造后,没有利用真实的零件制程能力来验证设计阶段的公差分析在产品详细设计完成后才开始进行公差分析在产品详细设计完成后才开始进行公差分析5DFMADFMA一. 常见的公差分析做法后果:产品不良率高产品不良率高? 要求严格的公差,产品制造成本高,但依然会出现不良品实实际产品公差分析验证6DFMADFMA二. 公差分析1.公差的概念:为什为什么为产生为产生公差差?? 加工制程的变异: ? 组装制程的变异: ? 材料特性的不同 ? 组装设备的精度? 设备或模具的精度 ? 工装夹具装夹具的错误错误? 加工条件的不同? 操作员的不熟练? 模具磨损7DFMADFMA二. 公差分析1.公差的概念:公差是零件尺寸所允许的偏差值公差是零件尺寸所允许的偏差值,设定零件的公差即是设定零件制造时设定零件的公差即是设定零件制造时尺寸允许的偏差范围100.0799.759999..8888 100.03100±0.20100.05 100100.000099.9999.92100100.1515 100.30 8DFMADFMA二. 公差分析1.公差的概念:正态分布正态分布下偏差下偏差上偏差上偏差9DFMADFMA二. 公差分析2.公差的本质:公差是产品设计和产品制造的桥梁和纽带公差是产品设计和产品制造的桥梁和纽带,是保证产品以优异的质量是保证产品以优异的质量、优良的性能和较低的成本进行制造的关键。
产品装配的尺寸链公差分析
3. 使用定位特征;
(旧的类似零件)
使用定位特征的好处: 定位特征可以提供较精密的尺寸公差; 定位特征的尺寸可以放置于比较容易进行尺寸管控的区域; 使用定位特征时可以减少和避免对其他尺寸的公差要求,只需严格管控定 位特征的相关尺寸,就可以满足产品设计要求; 因为定位特征精度高,使用定位特征有利于减少零件之间的尺寸公差累积。
端开始起画单向箭头,顺着整个尺寸链一直画下去,包括关键尺寸,直 到最后一个形成闭合回路,然后按照箭头方向进行判断,凡是箭头方向 与关键尺寸箭头同向的尺寸为负(-),反向的为正(+)
Þ dGap = - 10.00 - 15.00 - 20.00 + 46.00 = 1.00
第五步 – 公差分析方法的定义
使用哪一个 ?
5. 确定公差分析的方法
6. 按要求计算变异
3. 极值法与均方根法的区别
(旧的类似零件)
4.真实产品公差分析
根据实际测量的零件尺寸和公差及制程能力,进行公差分 析,与设计阶段的公差分析进行对比如果出现结果不满足时, 一方面考虑是否可以进行设计的优化;另外一方面考虑是 否可以提高零件制程能力。
1. 尺寸链的定义:
尺寸链,是指在产品的装配关系中,由互相联 系的尺寸按一定顺序首尾相接排列而成的封闭尺 寸组。
尺寸链两大特点:一是封闭性,尺寸链是由多个 尺寸首尾相连;二是关联性,组成尺寸链的每个 尺寸都与关键尺寸有关联性,尺寸链中每个尺寸 的精度会影响到关键尺寸的精度。
如果公差分析计算出的关键尺寸名义值与设计 值不相等,则说明尺寸定义错误。
5. 确定公差分析的方法
第六步 – 计算变异
实例:
46.20
+0.20 - 0.60
公差分析

公差分析公差分析是一种在制造工程中广泛应用的质量管理方法,用于评估和控制制造过程中的偏差。
通过对产品尺寸、形状和位置的精确测量和分析,可以确定公差限度,以确保产品符合设计要求,并满足客户的期望。
公差分析的目标是确保产品的质量并提高制造过程的效率。
它通过确定关键尺寸和公差限度来控制制造过程中的变异性。
通过合理地设置公差,可以控制产品的尺寸、形状和功能,以便在设计要求范围内实现一致性和可靠性。
公差分析的基本原理是测量和分析产品的功能和特征,并将其与设计要求进行比较。
通过收集和分析数据,可以确定制造过程中的变异性,并采取适当的控制措施来减少这种变异性。
公差分析不仅关注产品的几何形状,还关注产品的功能特性,如运动性能、耐用性和可靠性。
在公差分析中,常用的工具是公差堆积分析。
公差堆积分析是一种确定不同部件公差对整个装配体的影响的方法。
它通过在CAD软件中建立装配模型,然后进行虚拟装配和公差仿真来模拟装配过程中的公差堆积。
通过分析装配体的公差堆积情况,可以确定适当的公差限度,以确保装配体的功能和性能。
公差堆积分析还可以帮助设计人员优化产品设计,以减少公差堆积对产品功能和性能的影响。
通过合理地设计产品尺寸和公差分配方案,可以最大程度地减少装配过程中的公差堆积效应。
除了公差堆积分析,公差分析还可以使用其他工具和方法来评估制造过程中的公差。
例如,公差链分析是一种用于确定不同生产过程对产品公差的贡献的方法。
通过分析制造过程中不同环节的公差,可以了解每个环节对最终产品质量的影响,并采取相应的改进措施。
公差分析在实际制造中发挥着重要作用。
它可以帮助制造商减少产品缺陷和不合格品的数量,提高产品质量和客户满意度。
公差分析还可以帮助制造商优化生产过程,减少生产成本并提高生产效率。
总之,公差分析是一种基于测量和分析的质量管理方法,用于评估和控制制造过程中的偏差。
通过合理地设置公差限度,可以确保产品符合设计要求,并满足客户的期望。
公差分析
被测要素的标注: 公差框格 指引线 项目符号
形位公差值 基准字母
公差框格:幾何公差在圖上之標註法,係用一個長方框, 由左至右分為若干小格,水平書寫。
3.形位公差
3.2 形位公差的標注
引線:公差方框與圖中機件之連 帶關係,用引線連結之。有下列三種 情形:
1)如箭頭指在一機件之輪廓線或 其延長線上,但不正在一個尺寸線上 時,如圖所示者,則該公差係對輪廓 線或該表面而言。
距离为公差值 t 的一对平 行直线之间的区域,只要被测 直线不超出该区域即为合格。
合格!
t
3.形位公差
3.3 形位公差帶 1. 直線度
2)在任意方向上对实际直 线提出要求,公差带是一个直 径为公差值 t 的圆柱面内的区 域,只要被测直线不超出该区 域即为合格。
合格!
t
50.00±0.02
0.01
3.形位公差
SR
A
公差带是包络一系列直径 为公差值 t 的球的两包络面 之间的区域,诸球心位于具有 理论正确几何形状的曲面上。 被测轮廓面应位于该区域内。
3.形位公差
3.3 形位公差帶 6. 面輪廓度
公差带是包络一系列直径
SR
为公差值 t 的球的两包络面
之间的区域,诸球心位于具有
理论正确几何形状的曲面上。
被测轮廓面应位于该区域内。
行直线之间的区域,只要被测
直线不超出该区域即为合格。
0.01
t
3.形位公差
3.3 形位公差帶
1. 直線度
1)在给定平面内对直线提 出要求的公差带:
距离为公差值 t 的一对平 行直线之间的区域,只要被测 直线不超出该区域即为合格。
3.形位公差
公差分析
(4)装配公差分析虚拟装配属于产品的设计阶段,而在设计阶段需要对零件的可装配性进行验证,因此可以把在装配级进行公差分析的目的分为两类:功能性和装配性。
功能性分析是分析和确定对装配体的功能起关键作用的关键尺寸,其目的是对一个或多个功能尺寸生成尺寸链方程进行公差的分析;装配性分析是计算装配操作中装配零件位置的不确定性或者是分析设计的零件是否能成功配合装配在一起。
目前进行的公差分析主要是功能性分析,即已知零件的尺寸公差,分析装配封闭环的尺寸公差是否满足设计要求。
3 公差分析在虚拟装配过程中,通过公差模型的建立,生成了装配尺寸链,为公差分析检验奠定了基础。
公差分析主要是利用装配尺寸链中各组成环的上下偏差来计算封闭环,然后根据所得到的封闭环的极限偏差来判断装配结果是否满足装配要求。
如果不满足要求,就要提出相应的组成环公差的修改意见,以指导零件公差的重新设计。
根据装配公差模型进行装配公差的分析计算方法有两种:极值法和概率法。
装配尺寸链可分为径向尺寸链与轴向尺寸链,在实际生产中径向尺寸链往往比轴向尺寸链更为重要,下面以径向尺寸链为例,利用极值分析方法分析数控试验台中个零部件的装配关系是否符合装配要求。
3.1极值法分析装配性能根据极值法求封闭环的相关参数有如下等式[8]:1011()()m n i i i i m ES A ES A -==+=-∑∑EI (A )1011()()mn i i i i m EI A EI A -==+=-∑∑ES (A )110111()()()()n n n i i i i i m i T A T A T A T A --==+==+=∑∑∑式中:A ,——增环; A 。
——减环; m ——增环的环数; n ——尺寸链总环数;ES(Ao)——封闭环上偏差; EI(Ao)——封闭环下偏差; T(Ao)—— 封闭环公差。
根据封闭环的公差及上下偏差值可判断装配性能是否符合要求。
在进行装配公差检验分析时,先要比较实际封闭环的公差与设计封闭环的公差值,若公差值符合要求则再比较实际封闭环与设计封闭环的上下偏差,从而判断装配性能是否合格,若不合格须给出反馈意见。
元件尺寸公差和组装公差的关系
元件尺寸公差和组装公差的关系1.概述元件尺寸公差和组装公差对于制造行业来说是非常重要的概念。
尺寸公差用于描述元件尺寸的变化范围,而组装公差则是描述多个元件组装后的整体尺寸变化范围。
两者之间存在着密切的关联,正确的理解和应用可以有效地提高产品的质量和生产效率。
2.元件尺寸公差的概念元件尺寸公差是指元件在加工过程中产生的尺寸变化范围。
通常包括上偏差、下偏差和公差等概念。
上偏差指元件尺寸比理论尺寸大的最大尺寸差值,下偏差指元件尺寸比理论尺寸小的最大尺寸差值,而公差则是上偏差和下偏差的总和。
元件尺寸公差的大小一般由设计要求和加工能力确定。
3.组装公差的概念组装公差是指多个元件在组装后整体尺寸的变化范围。
在实际生产中,由于元件尺寸公差的存在,当多个元件组装在一起时,其尺寸变化会相互叠加,导致整体尺寸的不确定性。
组装公差的大小取决于元件的尺寸公差和组装方式。
4.元件尺寸公差和组装公差的关系元件尺寸公差和组装公差之间存在着紧密的通联。
元件尺寸公差的大小直接影响组装公差的大小。
当元件尺寸公差较大时,多个元件组装后整体尺寸的变化范围也会增大。
在设计元件尺寸公差时,需要充分考虑组装后整体尺寸的要求,以确保产品在组装后能够满足设计要求。
另外,不同的组装方式也会对组装公差产生不同的影响。
采用紧固件组装的产品,通常要求元件尺寸公差较小,以保证紧固件的配合精度;而采用焊接或粘接方式组装的产品,对元件尺寸公差的要求则较为宽松。
5.元件尺寸公差和组装公差的优化为了有效地控制元件尺寸公差和组装公差,提高产品质量和生产效率,需要从以下几个方面进行优化。
需要从设计阶段开始,充分考虑元件尺寸公差和组装公差的关系。
设计师应该根据产品的使用要求和生产工艺的能力,合理设置元件尺寸公差和组装公差的大小和分布。
还需要充分考虑到元件之间的相互关系和组装方式的影响,以确保产品在组装后能够满足设计要求。
对于元件的加工工艺和检测方法也需要进行优化。
合理选择加工工艺和检测设备,可以有效地控制元件尺寸公差的大小,并保证产品的质量稳定性。
装配公差计算公式
装配公差计算公式装配公差在机械制造和工程领域可是个相当重要的概念。
它关系到零件能否顺利装配,产品质量是否达标。
那咱们就来聊聊装配公差的计算公式。
先说说啥是装配公差。
想象一下,你有一堆零件,要把它们组装成一个完整的东西,比如一辆自行车或者一台机器。
每个零件都有自己的尺寸和允许的误差范围,而装配公差就是规定这些零件在装配时相互之间的尺寸差异允许值。
装配公差的计算公式呢,其实有不少。
比如说,对于线性尺寸的装配公差,常见的有极值法和统计法。
极值法相对简单直接,就是把各个零件的公差直接相加或者相减。
举个例子啊,有个轴和孔要装配,轴的尺寸是 20 ± 0.1mm,孔的尺寸是 20.2 ± 0.15mm,那它们的装配间隙最大就是(20.2 + 0.15) - (20 - 0.1) = 0.45mm,最小就是(20.2 - 0.15) - (20 + 0.1) = 0.05mm。
统计法就稍微复杂点啦,要考虑零件尺寸的分布规律。
这就像是扔骰子,每次扔出的点数都有一定的概率,零件尺寸也类似。
统计法能更合理地确定装配公差,提高装配的成功率和经济性。
我记得有一次,我们工厂在生产一批零件,按照设计要求,装配公差应该控制在很小的范围内。
可是第一批零件装配的时候,总是出现配合太紧或者太松的问题。
大家都很着急,因为这不仅影响生产进度,还可能导致产品质量不合格。
后来我们仔细检查了每个零件的尺寸,发现是在加工过程中,有些工人没有严格按照公差要求操作。
这就好比做菜,盐放多了或者放少了,味道就不对了。
于是我们重新调整了加工工艺,加强了质量检测,终于让零件的装配公差符合了要求。
再来说说配合公差的计算。
配合公差分为间隙配合、过盈配合和过渡配合。
间隙配合时,装配公差等于孔的上偏差减去轴的下偏差;过盈配合时,装配公差等于轴的上偏差减去孔的下偏差;过渡配合则要根据具体情况来计算。
在实际工作中,准确计算装配公差可不是一件容易的事。
面向制造和装配的产品设计之公差分析
20
四. 公差分析的计算方法
2.极值法:
DFMA
计算公式 计算公式:
Dasm Di
Tasm Ti
实例:A尺寸的值和公差为54.00±0.20,B为12.00±0.10,C为 13 00±0.10 13.00 0 10,D为16.00 16 00±0.15 0 15,E为12.50 12 50±0.10 0 10,利用极值法求关键 利用极值法求关键 尺寸X的名义值和公差15Leabharlann 三. 公差分析的步骤
1.定义公差分析的关键尺寸及其公差:
DFMA
零件的装配间隙 外观零件的配合间隙 零件之间的功能、性能和可靠性等配合尺寸
16
三. 公差分析的步骤
2.定义尺寸链:
DFMA
尺寸链,是指在产品的装配关系中,由互相联系的尺寸按一定顺序首尾 尺寸链 是指在产品的装配关系中 由互相联系的尺寸按 定顺序首尾 相接排列而成的封闭尺寸组 尺寸链两大特点:一是封闭性,尺寸链是由多个尺寸首尾相连;二是关 尺寸链两大特点 是封闭性 尺寸链是由多个尺寸首尾相连 二是关 联性,组成尺寸链的每个尺寸都与关键尺寸有关联性,尺寸链中每个尺 寸的精度会影响到关键尺寸的精度 如果公差分析计算出的关键尺寸名义值与设计值不相等,则说明尺寸定 义错误
18
三. 公差分析的步骤
4.将非双向对称公差转换为双向对称公差:
DFMA
100 0
0 .20
0 .10 100 . 10 0 . 10
5.公差分析的计算
极值法
Dasm Di Dasm Di
Tasm Ti
Tasm
均方根法
T
组装公差标准

组装公差标准嘿,组装公差标准这事儿啊,可得好好聊聊。
就说我那哥们儿小李,在工厂里干活儿呢,天天和组装打交道。
有一回啊,他负责组装一批小零件,那零件看着都差不多,可组装起来就出问题了。
为啥呢?就是没搞清楚这组装公差标准。
咱得知道,这组装公差标准啊,就像给每个零件找合适的家一样。
每个零件都有自己的尺寸范围,大了不行,小了也不行。
就好比你穿鞋子,鞋子太大了,走路得一甩一甩的,容易掉;鞋子太小了,那脚可就遭罪了,挤得难受。
零件也是这个道理。
我有个叔叔,他以前在老工厂的时候,就遇到过这种事儿。
那时候他们组装一台大机器,有个零件的公差没控制好,结果机器组装起来啊,总是嘎吱嘎吱响,就像生病的老牛一样,干活儿也不利索。
后来费了好大劲儿才找到问题,重新调整了零件,机器才正常了。
在汽车组装厂工作的老王就有经验了。
他说啊,汽车零件那可都是要求严格的。
发动机的零件组装,公差得像头发丝那么精细。
要是活塞和气缸的公差不对,就像两个合不来的人硬要挤在一个小房间里,肯定得闹别扭。
那汽车开起来啊,动力就不行,搞不好还得抛锚呢。
老王他们每次组装的时候,都得拿着专门的量具量啊量,就怕出一点儿差错。
有一回啊,新来了个小徒弟,没注意这个公差,差点就把一个不符合公差的零件装上去了,老王眼尖,赶紧拦住了,说这可不能乱来啊,不然这汽车就成了个定时炸弹啦。
再说说手机组装,这手机小吧,但里面的零件组装公差标准也不能马虎。
我有个朋友在手机厂上班,他说啊,手机主板上的芯片安装,那公差小得很。
要是芯片安装的位置公差大了,就像盖房子的时候,大梁没放正,那手机能用吗?肯定得各种毛病。
信号不好啦,容易死机啦,就像个调皮捣蛋的小孩儿,让人头疼。
他们厂里为了控制这个公差,那设备都是精挑细选的,而且工人还得经过严格培训呢。
咱在看公差标准的时候,不能光看数字,还得知道这数字背后的意义。
就像我认识的一个老技术员,他看公差标准的时候,那眼睛就像扫描仪一样。
他说每个公差范围都是前人经验和科学计算出来的。
fmk公差分析
fmk公差分析
公差分析很重要,在每个产品开发中都会用到。
但是,很多工程师一看到公差分析就感觉头大,觉得很难。
本文用一个简单的孔轴配合案例,告诉大家公差分析并不是那么难。
第1步:找到组装间隙的尺寸链
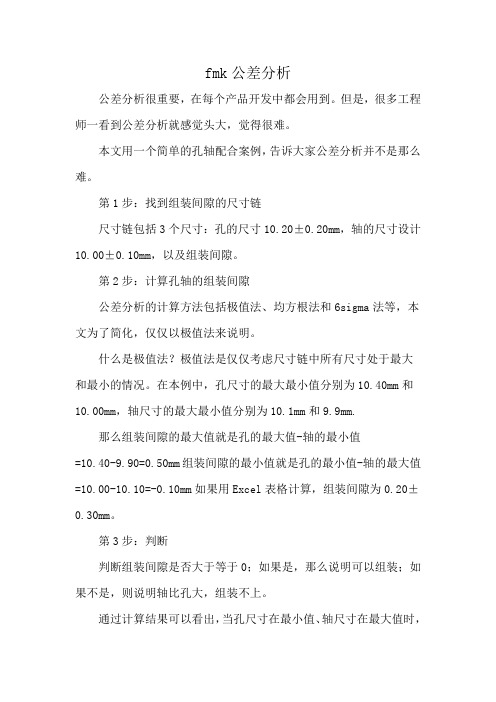
尺寸链包括3个尺寸:孔的尺寸10.20±0.20mm,轴的尺寸设计10.00±0.10mm,以及组装间隙。
第2步:计算孔轴的组装间隙
公差分析的计算方法包括极值法、均方根法和6sigma法等,本文为了简化,仅仅以极值法来说明。
什么是极值法?极值法是仅仅考虑尺寸链中所有尺寸处于最大
和最小的情况。
在本例中,孔尺寸的最大最小值分别为10.40mm和10.00mm,轴尺寸的最大最小值分别为10.1mm和9.9mm.
那么组装间隙的最大值就是孔的最大值-轴的最小值
=10.40-9.90=0.50mm组装间隙的最小值就是孔的最小值-轴的最大值=10.00-10.10=-0.10mm如果用Excel表格计算,组装间隙为0.20±0.30mm。
第3步:判断
判断组装间隙是否大于等于0;如果是,那么说明可以组装;如果不是,则说明轴比孔大,组装不上。
通过计算结果可以看出,当孔尺寸在最小值、轴尺寸在最大值时,
轴比孔大,组装不上。
这就是公差分析的目的之一,判断产品在组装时会不会发生干涉。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
组装公差分析公差分析主要是探讨一个描述工件组合后,其公差变动模式,一个好的公差分析模式可以预测组件公差能吻合实际组件公差界限有多少,其预测之机率愈大愈好。
组装公差分析可分成三种模式:最坏状况模式(Worst-case model)、统计模式(Statistical model)和蒙地卡罗模式(Monte Carlo model).概念Dimension chain (sometimes called tolerance chain) is a closed loop of interrelated dimensions. It consists of increasing, decreasing links and a single concluding link. In figures 2-4 and 2-5, link i is the increasing link, d is a decreasing link and c is the concluding link.Apparently, the concluding link c is the one whose tolerance is of interest and which is produced indirectly. Increasing and decreasing links (both called contributing links) are the ones that by increasing them, concluding link increases and decreases; respectively.Figure 1. Dimension Chain of c, 2 links, 1D Figure 2.: Dimension Chain of c, 4 links, 1DThe equation for evaluating the concluding link dimension is [Lin and Zhang (2001)]:---------(1)Where:Σi: The summation of the increasing link dimensions.Σd: The summation of the decreasing link dimensions.j: increasing links index.k: decreasing links index.l: number of increasing links.m: number of decreasing links.For figure 1 ,c can be found as:c = i -d ------(2)As for chain in figure 2, c can be found as:c = (i1 + i2)-( d1 + d2) ------(3)1. 最坏状况模式(Worst-case model)最坏状况模式又称上下偏差模式、极限模式、完全互换模式,此模式是以工件的最大及最小状况组合,可以满足完全互换性、组件公差最大.In worst-case method, the concluding dimension’s tolerance Δc can be found as following:------(4)Referring to figure 2 and equations (3 and 4), the deviation of the concluding link is:Δc = Δi1 + Δi2 + Δd1 + Δd2------(5)T0: 总公差m: 零件之数目Ti: 各零件之公差2. 统计模式(Statistical model)大量生产的产品,其零组件因为生产过程的变异所造成的公差呈统计分布,统计公差分析虽然可以估算结果尺寸公差的特性,但实际的分布情形还是无法掌握,统计模拟即是透过随机取样的原理统计模式又称均方根和模式(Root sum squared model),假设各零件公差都依据本身的特征或加工条件会符合常态之钟型曲线分布,且分布中心与公差带中心值相同,分布范围与公差范围也相同,组合公差为--------(6)m: 零件个数 , Ti :各零件之尺寸公差另一种堆栈统计公差观念如下In statistical method, the concluding dimension’s tolerance Δc can be found as following:--------(7)Referring to figure 2 and equations (5 and 7), the deviation of the concluding link is:------------------(8)Reduction if eliminated (贡献度)1. Statistical Contribution= ------------------------(9)2. Worst Case Contribution-------------------------------------------(10)?其中 Ci : Worst Case Clearance蒙地卡罗模式(Monte Carlo model)「蒙地卡罗方法」是一种数值方法,利用随机数取样(Random sampling) 模拟来解决数学问题。
在数学上,产生随机数,就是从一给定的数集合中选出的数,若从集合中不按顺序随机选取其中数字,称为随机数,如果选到的机率相同,视为均匀随机数,凡是所有具有随机效应的过程,均可能以蒙地卡罗方法来大量模拟单一事件,藉统计上平均值获得某设定条件下实际最可能测量值。
蒙地卡罗方法的基本原理是将所有可能结果发生的机率,定义出一机率密度函数。
将此机率密度函数累加成累积机率函数,调整其值最大值为1,此称为正规化(Normalization)。
这将正确反应出所有事件出现的总机率为1的机率特性,这也为随机数取样与实际问题模拟建立起连结,也就是说将计算机所产生均匀分布于 [0, 1] 之间的随机数。
本研究探讨的公差问题,就是一种随机问题,因为制造过程中变异所呈现的是随机形式因此蒙地卡罗可以应用在公差分析的范畴.其方法是利用随机数产生器(Random number generator)在公差范围内产生公差值,利用此公差值进行组装,得到组合后的间隙.处理蒙地卡罗模拟时,通常需要符合某种特定分布的随机数资料,因此就需要能够符合特定分布的随机数产生器,其中又以常态分布最常见,这是因为利用蒙地卡罗模拟的方法来分析的对象,通常都是呈现常态分布,在本研究中所要作的公差分析中,公差的产生在稳定的制程下应会呈常态分布,但实际的加工情况下,上或下的偏公差需用不同的数学式 BETA 函数表示分布曲线-------(11)可写成机率密度函数(P.d.f): f(x;α,β)=-------(12)其中以α,β两参数影响曲线分布重要因素 , 当α>β时 , 分布向左倾,α=β时,常态分布;α<β时,分布向右偏,所以依据零件分布的情况而修改两系数,在下面会运用图表作详细说明。
因此蒙地卡罗模式运用 Beta 函数有三个可调参数 , α,β,以及模拟次数,模拟次数可对照成生产数量,α及β代表尺寸是如何分布的重要参数,利用三个参数的搭配,来近似实际量产时的状况。
(a) (b)(c) (d)首先来探讨对于Beta函数的α与β参数的给定与调整,在模拟分析时最常使用的是常态分布来模拟公差情形,因此如何使用Beta函数来趋近常态分布就变成很重要的事情,本段落给定几种不同的α、β参数,并利用SPSS统计软件的功能画出直方图来观察结果,在此设定模拟次数为 50K . 图3 调整Beta函数中α与β参数逼近常态分布与MatLab常态分布图的比较,(a)α=β=3,(b)α=β=5,(c)α=β=7,(d)α=β=9 , (e)MatLab 之常态分布.当α=β=5或7或9时,可观察出分布状况都很逼近MatLab所显示的常态分布图,因此在实际模拟时常用α=β=5的Beta函数来当作常态分布的情形。
上一段所提到因加工的不确定因素,将会造成公差呈现偏上限或是偏下限的情形发生,在此可利用Beta函数的特性,将公差分布的趋势偏上限或是偏下限,当α>β时Beta函数分布的趋势会偏上限,并且当α:β的比例越大时,Beta函数分布偏上限的趋势会越明显,如图3(a)和图3(b)所示;相反的,当α<β时 Beta函数分布的趋势会偏下限,比例越大趋势越明显,如图3(c)和图3(d)所示;再来探讨改变模拟次数影响分布的情形,首先令α=β=5,再改变其模拟次数为500次、5000次、10000次以及50000次,并利用SPSS统计软件的功能画出直方图来观察结果,如图2-7可发现,当模拟次数为10000次以下时如图2-7(a)和图2-7(b),发现Beta函数分布会有失真的情形发生,将无法逼近常态分布,但在模拟次数为10K 以上时 , 如图2-7(a)和图2-7(b)发现已相当接近常态分布,故由此可知依实际需求 10 k 以上模拟次数较佳.(a)(b) (e)(c)(d)图3 . 蒙地卡罗模拟(a) 500 次数 (b) 1000 次数 (c) 10 k 次数 (d) 50 k 次数实际例子演练使用 Pro/Engineer 4.0 绘出 3D Parts , 后用 CETOL 做公差分析备注:标准尺寸如以不对称的公差标示,CETOL 会以对称公差方式调整标准尺寸值计算出 Norminal . 案例 1.条件:1. part1 : 150±0.12. part2: 130 ±0.13. part3: 280 ±0.15Reference :ToleranceAnalysis1公差分析报告报告星期四九月18 2008 @下午3时31分30秒分析报告:公司产生:基于衍生工具的统计分析测量详细ProE的名义和宽容0.20/0.00标称解决-1标准偏差0.0458123最差情况下的范围:最大= -0.65;最小= -1.35灵敏度和统计贡献姓名:点心/公差:CP 感性方差/贡献TESTPART3:D2131.00±0.15 1.50-152.94%TESTPART2:D2150.00±0.10 1.50-123.53%TESTPART1:D20280.00±0.10 1.50123.53%尺寸环图VerifySolved Nominal : Gap= 280-131-150=-1 (干涉)TRSS=(0.1^2+0.1^2+0.15^2)^0.5=0.206Standard Deviation (s) = TRSS /4.5 = 0.0458Worst Case Range:T0=0.1+0.1+0.15=0.35Max=-1-0.35=-1.35Min=-1+0.35=-0.65Statisctical Rangemin =-1+3s =-1+3*(0.0458)=-0.8626max =-1-3s=-1-3*(0.0458)=-1.1374Sensitivity and Statistical Contribution Detailspart3==(((0.15^2)*0.206/(0.1^2+0.1^2+0.15^2))+0)/(0.206+0)=0.5294=52.94%part1,part2=(((0.1^2)*0.206/(0.1^2+0.1^2+0.15^2))+0)/(0.206+0)=0.2353=23.53%Worst Case Contribution DetailsPart3==0.15/0.35=0.4286=42.86%Part1,2=0.1/0.35=0.2857=28.57%ConclusionBecause part1+part2 is interfered part3 , if base on worst case that max is -1.35 , min is -0.65 . if use statictcal mode then max is -1.1374 , min is -0.8626案例 2.以上题修改 part2 尺寸,分析会造成干涉的机率为多少.条件:1. part1 : 150±0.12. part2: 129.9 ±0.13. part3: 280 ±0.15Pro/E 之 CETOL 分析出的结果如下:ToleranceAnalysis2星期三九月24 2008 @下午2点26分23秒分析报告:大卫公司:LT 上产生的报告测量详细灵敏度和统计贡献姓名:点心/公差:CP 感性方差/贡献TESTPART3:D2129.90±0.151.50-152.94%TESTPART2:D2150.00±0.101.50-123.53%TESTPART1:D20280.00±0.101.50123.53%基于衍生工具的统计分析ProE的名义和宽容0.20/0.00标称解决0.1标准偏差0.0458123最差情况下的范围:最大= 0.45最小= -0.25尺寸环图VerifySolved Nominal : Gap= 280-129.9-150=0.1 (间隙 )TRSS=(0.1^2+0.1^2+0.15^2)^0.5=0.206Standard Deviation (s) = TRSS /4.5 = 0.0458Worst Case Range :T0=0.1+0.1+0.15=0.35Max=0.1+0.35=0.45Min=0.1-0.35=-0.25考虑间隙要大于0 , 如设计公差不变 .则 normial = 0.1+0.25 = 0.35Statistical Rangemin =0.1-3 s = 0.1 - 3*(0.0458)=-0.0374max =0.1+3s=0.1 + 3*(0.0458)=0.2374Sensitivity and Statistical Contribution Detailspart3==(((0.15^2)*0.206/(0.1^2+0.1^2+0.15^2))+0)/(0.206+0)=0.5294=52.94% part1,part2=(((0.1^2)*0.206/(0.1^2+0.1^2+0.15^2))+0)/(0.206+0)=0.2353=23.53%Worst Case Contribution DetailsPart3==0.15/0.35=0.4286=42.86%Part1,2=0.1/0.35=0.2857=28.57%考虑会干涉的间隙是小于 0 , 机率计算如下Z= (0 - 0.1) / 0.0458=-2.183面积= 0.01454=1.454%所以会组装后干涉到 part 3 的机率为 1.454 %如以不干涉的前提考虑则查常态曲线面积表 Z最小为 -3.59-3.59 = (0 - norminal) / 0.0458123norminal = 0.1645Conclusion从此题可看出一些重点1. 如以 worst case 考量虽然可看出最大干涉量为 0.25 但如要间隙大于 0 , 则需要将公差做小,增加零件的制作成本.2. 以统计的计算方式 , 最大干涉量为 0.0374 , 机率只有 1.454 % .3.如考量不能有干涉情形下, Worst Case 之中间值增加为 0.35 , Statictical mode 之中间值增加为 0.1645 , 由此可知以统计观点考量,避免干涉的尺寸增加量较小 .案例3.手持装置大部分都有放置 mic 如是接触式因有上下壳与 pcb 件的制造公差,如 mic 与 pcb 预压量不足,会有产生接触性的问题.Contents : Example3公差分析报告1,手持装置大部分都有放置麦克风如是接触式因有上下壳与PCB件的制造公差,如麦克风与PCB预压量不足,会有产生接触性的问题。