底片的使用方法共9页
ED-3-CH-012底片检测机操作作业标准

页次第2页, 共15页六.内容6-1 操作按钮说明:1. 电源总开关(Main Power):主控本机所有电源,开关投入后,受电压保护。
继电器控制约需待7~10 秒,电压经确认正常后才会供电。
2. 伺服控制器旋钮开关(Robot Power):顺时针旋转开启后,伺服控制器指示灯亮绿色灯号,即表受电完成。
3. 伺服控制器重置按钮(Robot Reset):当服务器发生异常,指示灯亮红色灯号时,可按此按钮约1 秒后放开,即可解除异常。
4. 计算机重置按钮(CPU Reset):按下按钮后,即可令计算机主机重新启动(同一般计算机主机之重置开关)。
5. 电源启动按钮(CPU Power):按下按钮后,即可启动计算机主机系统(同一般计算机主机之电源开关)。
6. 紧急停止按钮:当Robot 作动有异常或危险之虞时,可按下此钮,令Robot 停止作动,计算机系统不受影响。
顺时针旋转可解除此按钮闭锁状态。
(此时伺服控制器仍然闪烁红色灯号代表仍处于异常状态,可按伺服控制器重置钮解除异常)。
页次第3页, 共15页6-2 进入主程序当开机完成后会出现如下画面,使用鼠标点选图标进入主程序。
进入程序后,影像画面会自动显示出来,此时XY平台进行原点复归动作,CCD CAMERA 位于平台右上位置,且看到平台回传指令OK后,即系统启动完成。
6-3 开启平台与影像画面点选图示或F9,开启运动平台控制。
首先做像素校正,凡做过像素校正后,点选控制平台上图示,镜头自动会到先前所做像素校正的坐标位置。
若做原点复归动作时,按下控制平台上图示或Alt + Home即可。
页次第4页, 共15页6-4 移动平台种类方式移动平台分为四种移动方式6-4-1利用控制平台上方向控制键来移动镜头,即可利用平台移动速度控制微调来调整移动速度。
6-4-2直接在虚拟平台,使用鼠标点选任一位置做快速移动。
6-4-3使用键盘上的Alt + ↑↓←→键来低速移动。
证件照原始底片使用指南与使用注意事项

证件照原始底片使用指南与使用注意事项《证件照原始底片使用指南与使用注意事项》嗨,大家好呀!今天我想和大家聊聊证件照原始底片这个事儿呢。
咱们先说说啥是证件照原始底片吧。
就好比啊,证件照是一个超级重要的小画像,那原始底片就是这个小画像最最开始的模样。
比如说,你要画一幅画,原始底片就像是你刚开始在纸上打的草稿,是最基础的东西。
我记得有一次,我陪我表哥去拍证件照。
他要去参加一个很重要的比赛,需要交证件照呢。
在照相馆里,那个摄影师叔叔可认真啦,拍了好多张,最后挑出了一张最好看的。
这时候,我就好奇地问叔叔:“叔叔,这个底片是啥呀?”叔叔笑着跟我说:“小朋友,这个底片就像是这张照片的妈妈,有了它,我们就能做出很多很多一样的照片啦。
”我当时就觉得好神奇呀。
那这原始底片有啥用呢?用处可大啦!如果你以后还需要同样的证件照,比如说你要办别的证件,或者你之前的证件照丢了,这个原始底片就能派上大用场啦。
就像你有一把万能钥匙,能打开很多扇门一样。
你想啊,如果没有这个原始底片,你又得重新拍照,重新整理头发,重新摆表情,多麻烦呀!我有个小伙伴,他就因为没有保管好原始底片,结果后来要用到证件照的时候,只能重新去拍。
他当时就特别懊恼,说:“哎呀,早知道就好好保管那个底片了,现在又要重新折腾。
”那在使用原始底片的时候呢,有好多注意事项哦。
首先呀,要好好保存它。
可不能像我有时候乱放玩具一样,把它到处乱扔。
你得找个安全的地方,像专门的相册呀,或者是那种有密封袋的小盒子里。
要是把底片弄花了或者弄脏了,那就像你把自己最喜欢的画给弄脏了一样,可就不好啦。
我听说有个人把底片放在一个很潮湿的地方,结果底片上都长了小霉点,再想用的时候,照片印出来都有好多小点点,多难看呀。
还有哦,在把底片给别人用的时候,一定要小心谨慎呢。
你得像守护自己最珍贵的宝贝一样守护它。
我妈妈跟我说过,她有个朋友,把底片随便给了一个不太熟的人,结果那个人用她的底片做了一些不好的事情。
底片的认识

•溫度影響呈線性、可逆性、快速。
•濕度影響呈不明顯、緩慢、不可逆。
底片尺寸變化曲線圖
溫度
0.5H
濕度 8H
尺 寸
時間
Unimicron Technology (SuZhou) Corp.
7
底片特性2-----材質軟弱性
易刮傷/壓傷
Unimicron Technology (SuZhou) Corp.
9
底片特性---引發底片變革及生產革新
底片變革
玻璃底片 零靜置底片 新作業方式--LDI
生產革新
隨著技術、工藝進步,底片也由聚酯片發展到高精度鉻板及玻璃干板 , 用途也由藝術、工業、醫療、印刷延伸甚至到女性美容領域
Unimicron Technology (SuZhou) Corp.
易打折
注意事項: 人員持拿動作 給底片穿上件“衣服”
貼保護膜(幹膜)
Coating (濕膜)
Unimicron Technology (SuZhou) Corp.
8
底片特性2---材質軟弱性
底片“穿衣”---保護膜種類
厚度:12um(幹膜) & 3um (濕膜)
材質:Mayler與藥水
抗靜電層
底片
Unimicron Technology (SuZhou) Corp.
5
底片種類 顏色:
黑白片(鹵化銀) 棕片(偶氮棕片)
用途:工作片和負片 厚度: 7mil工作片、 4mil負片
Unimicron Technology (SuZhou) Corp.
6
底片特性1------尺寸穩定性
宠物摄影基础—胶片的使用

终止显影
一直搅动
F-5定影 160C-
4 定影
10-15
液
200C
安全灯
溶解胶片上未感光的齿化银
每隔2-3分钟搅 定影液和污物 最好采用流动水
6 干燥
明室
除去胶片上水分
3.影响显影效果的因素
3.1显影液的性能 3.2显影液的温度 3.3显影的时间 3.4显影的搅动
摄影胶片
1.摄影胶片的分类
摄影胶片从色调上来分类,可以分为黑白和彩色胶片两 大类。
2.各种感光性能的意义
感光性: 即感光剂对光色的敏感性。 感光度: 即感光剂对光照反应的快慢程度。 颗粒度: 指画面上像素所显示的粗细程度。 解像力: 又被称作结像力、解析力、分析 力、分辨力等。对胶片而言,是指 感光剂记录影像细节的能力。
3.3反转片
反转片是在拍摄后经反转冲洗可直接获得正像的一 种感光胶片。黑白反转片可直接获得影像阴暗与被摄体 一致的透明片;彩色反转片可直接获得色彩与被摄体相 同的透明片,其色彩真实鲜艳,但宽容度较小。反转片 由于有高质量的正像效果,被大量用于印刷制版或作幻 灯片,专业摄影师在拍摄广告照片大多使用彩色反转片。
序 工序 工作液 温度C 时间分
号 名称 名称
工作 照明
本道工序的主要作用
1 湿润 清水
使胶片湿润,有利于显影时 0.5 全黑暗 显影液在胶片上浸润均匀,
不产生气泡。
操作要点 使胶片全部湿润
D-76显
2 显影
200C 12-16 全黑暗
影液
使胶片上的潜影变银影
适当搅动
仃显液 3 仃显
或清水
0.5 全黑暗
3.1负片
负片是经曝光和显影加工后得到的影像,其敏感与 被摄体相反,其色彩则为被摄体的补色,它须经印放在 照片上才还原为正像。
照片档案管理规范
照⽚档案管理规范照⽚档案管理规范(GB/T11821-2002)1.照⽚档案:国家机构、社会组织或个⼈在社会活动中直接形成的以静⽌摄影影像为主要反映⽅式的有保存价值的历史记录。
照⽚档案⼀般包括底⽚、照⽚和说明三部分。
2.芯页:⽤以固定照⽚或底⽚,并标注说明的中性偏碱性纸质载体,是照⽚册、底⽚册的组成单元。
⼀、照⽚档案的收集(⼀)收集范围1.记录本单位主要职能活动和重要⼯作成果的照⽚。
2.领导⼈和著名⼈物参加与本单位、本地区有关的重⼤公务活动的照⽚。
3.本单位组织或参加的重要外事活动的照⽚。
4.记录本单位、本地区重⼤事件、重⼤事故、重⼤⾃然灾害及其他异常情况和现象的照⽚。
5.记录本地区地理概貌、城乡建设、重点⼯程、名胜古迹、⾃然风光以及民间风俗和著名⼈物的照⽚。
6.其他具有保存价值的照⽚。
(⼆)收集要求1.对属于收集与归档范围的照⽚,应按照规定定期向本单位档案机构或档案⼯作⼈员归档,集中管理,任何单位或个⼈不得据为⼰有。
2.对存有真伪疑义的照⽚应采取必要措施进⾏鉴定。
3.对反映同⼀内容的若⼲张照⽚,应选择其主要照⽚归档。
主要照⽚应具备主题鲜明、影像清晰、画⾯完整、未加修饰剪裁等特点。
4.底⽚、照⽚、说明应齐全。
5.底⽚与照⽚影像应⼀致。
(三)收集时间1.对具有归档价值的照⽚,其摄影者或承办单位应及时整理,向档案室归档,⼀般不应跨年度。
2.依照《中华⼈民共和国档案法实施办法》的规定,照⽚档案随⽴档单位其他载体形态的档案⼀起向有关档案室移交。
(四)照⽚档案的整理1.整理原则:照⽚档案的整理应遵循有利于保持照⽚档案的有机联系、有利于保管、有利于提供利⽤的原则。
2.照⽚、底⽚的鉴定保管期限:保管期限是按照⽚、底⽚的价值划定的存留年限,分为永久、长期、短期三种。
对照⽚、底⽚保管期限的划分按照《国家档案局关于机关档案保管期限的规定》执⾏。
3.密级:密级是指照⽚、底⽚保密程度的等级。
4.底⽚的整理底⽚的编号底⽚号是固定和反映底⽚在全宗内排列顺序的⼀组字符代码,由全宗号、保管期限代码、张号组成。
让老胶片数码化,简单易学的底片翻拍技巧分享

让老胶片数码化,简单易学的底片翻拍技巧分享
需要准备的工具
1.机身(像素越高越好)
2.最好能有一只微距镜头,比如我翻拍时使用尼康105mm f/2.8微距镜头,放大率能达到1:1,意味着底片有多大,在相机的感光元件上的成像就有多大,可以最大程度的复制胶片上的细节
3.两个夹子,如下图的那种,普通文具店都能买到
4.一个手机
开始拍摄
1.先用夹子夹住底片的两侧齿孔,把底片给绷平;
2.手机打开一张纯白色的图片,并把手机屏幕亮度调到最高,将手机垂直支起来;
3.把底片用夹子支在手机屏幕前,底片不要离屏幕太近了,更不能放在屏幕上直接翻拍,因为这样容易把手机屏幕的像素点给拍出来;
4.然后相机上三脚架拍摄(尼康百微镜头上架子拍摄时需关闭镜头防抖功能),拍摄时相机的焦平面和胶片平行,光圈缩到10或者更小,ISO调到最低,快门速度根据手机屏幕亮度来调整。
拍摄时建议使用RAW格式。
5.这次使用的是一张负片底片,所以拍摄得到了一张这样的相片
接下来是后期
打开Photoshop
把刚才拍得的相片拖入Photoshop
点击图像→调整→反相
然后图片会变成正片了
再调整一下白平衡和色彩,这里还可以根据自己的喜好进行二次创作
最终效果
100%放大细节
发几张使用这个方法翻拍的图片
感谢大家能耐心看完,今后会有更多的摄影经验与大家分享,请持续关注我。
拍底片的技巧和方法

拍底片的技巧和方法
拍底片的技巧和方法如下:
1. 选择适当的底片:不同的底片有不同的特性,如感光度、颗粒度、颜色表现等。
根据拍摄场景和个人喜好选择适合的底片。
2. 控制曝光:底片的曝光是关键之一。
根据光线条件,合理设置快门速度和光圈大小,确保正确曝光。
3. 留意构图:构图是摄影的重要元素之一。
注意场景中的元素排列和相对关系,选取合适的角度和视点,创造有吸引力的构图。
4. 注意对焦:底片相机的对焦系统通常比数码相机简单。
使用屏幕或取景器确认焦点是否准确,调整相机和镜头的距离,确保主体清晰。
5. 保持稳定:底片相机一般没有防抖功能,保持相机稳定可以避免模糊照片。
使用三脚架或稳定的支撑物,或采取适当的手持拍摄姿势。
6. 控制快门速度:快门速度决定了底片相机捕捉时间的长短。
较慢的快门速度适合拍摄静态场景,而较快的快门速度适合拍摄运动场景。
7. 试拍多张:由于无法在底片相机上查看即时照片,建议多拍几张相同场景的
照片,以确保至少有一张符合预期。
8. 妥善处理底片:根据底片相机的类型,将拍摄结束后的底片带到冲洗店或自行处理。
注意正确处理和保护底片,以确保照片质量。
9. 利用后期处理:即使是底片摄影,也可以使用后期处理技术增强照片效果。
通过调整曝光、对比度、饱和度等参数,以及进行剪裁和修饰等操作,使照片更完美。
总之,拍底片需要一定的技巧和经验,需要更加谨慎和专注。
通过选择适当的底片、控制曝光、注意构图和对焦,以及稳定相机和处理底片等操作,可以拍摄到出色的底片照片。
如何使用IGHTLID35做好底片扫描
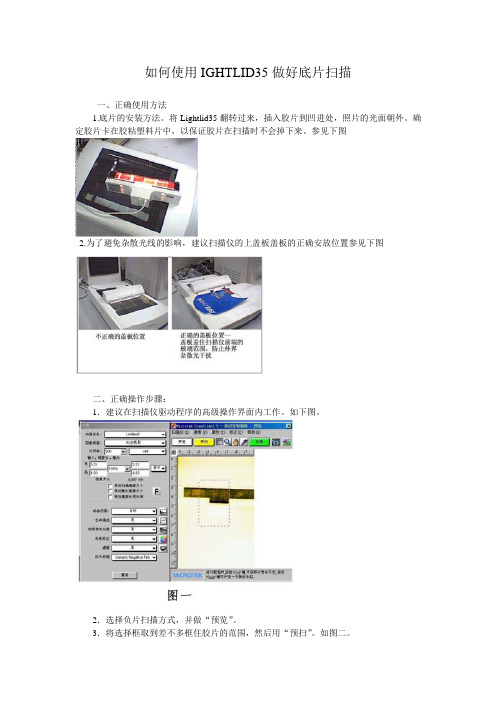
如何使用IGHTLID35做好底片扫描一、正确使用方法1.底片的安装方法。
将Lightlid35翻转过来,插入胶片到凹进处,照片的光面朝外。
确定胶片卡在胶粘塑料片中,以保证胶片在扫描时不会掉下来。
参见下图2.为了避免杂散光线的影响,建议扫描仪的上盖板盖板的正确安放位置参见下图二、正确操作步骤:1.建议在扫描仪驱动程序的高级操作界面内工作。
如下图。
2.选择负片扫描方式,并做“预览”。
3.将选择框取到差不多框住胶片的范围,然后用“预扫”。
如图二。
在预扫结果中仔细调整选择范围,选择的范围中包含一些片基(黑色)部分,可以得到比较好的色彩还原。
不同的选择范围,色彩表现不同。
如图三。
4.负片的基本调整方法是:采用“色调曲线”工具,调整图像的层次,用“色彩校正工具”调整色彩偏向。
图四、图五。
5.设定扫描精度,建议用最高光学分辨率去扫描。
最大分辨率,推荐是光学分辨率的1.2到1.5倍,再大则扫描结果将出现明显的马赛克现象。
6.最后按下扫描按扭,扫描。
二、胶片扫描中,经常出现的问题及回答。
1为什么在我的扫描仪上,“预览”后,没有出现出现放在底片中的图象?回答:请注意检查A扫描仪的上盖板,是否在做第一次预览时,是否盖在了扫描仪的前端。
B扫描仪是否工作在负片扫描方式。
C Lightlid35,在预览过程中,灯管是否点亮。
如否,则检查到扫描仪接口上的插头是否松掉。
确定插牢,则Lightlid35有硬件故障了。
D注意移动选择框,看图面的变化。
一般排除以上问题后,总能看到Lightlid35的影子。
2.为什么在“预览”、“预扫”时,情况正常,而“扫描”得到的图象,明显亮度偏暗,图象很差?回答:造成此问题的原因,是因为Lightlid35的灯管点亮时间不够,亮度还没有稳定下来。
解决方法,建议如下:A 扫描仪使用负片扫描方式的时候,在作完第一次“预览”工作之后,让扫描仪就这样等待一段时间(大约3-5分钟)。
然后再按照我们的介绍,重新进行“预览”、“预扫”、“扫描”。
用数码相机或普通扫描仪翻拍底片全攻略

★用数码相机或普通扫描仪翻拍底片全攻略出生于上个世纪90年代以前的每一个人,几乎都到照相馆照过相片,当时还没有数码相机,或者有了,但是普通人也用不起,成像效果也不行,大家都用35mm胶片相机拍照留念,甚至80年代以前的照片,还是黑白的,底片规格也不统一,笔者手里就有和6吋照片同样大的黑白胶片,这些历史的记忆,只有传承下来的已经发黄发霉的旧照片,许多人还保留着当年照相的老底片。
现在,数码科技和网络技术铺天盖地,非常普及,数码相机和扫描仪走进千家万户,人们用流行的博客、空间、微博、播客等网络方式,写日志、写传记、写回忆,用超级文本插入数码图片、视频等直观的图文影像来表达自己的生活经历和故事。
人们基本上淘汰了传统的胶片相机,但是保存下来的旧照片和老胶片如何才能扫进电脑呢?拿上不规则的老胶片到照相馆冲印成相片再扫描进电脑,有些照相馆还没办法洗出来,到专业的图片社扫描底片,成本也很高,怎么办呢?有没有经济实用的方法呢?笔者经过查询和探索,找到了一些相关资料和方法,结合自己的实际操作体验,写出来与大家分享交流。
一、用普通扫描仪扫描法现在许多家庭都有电脑和打印机,家用最实惠的是彩色喷墨一体机,具备打印、复印、扫描、传真等功能。
扫描底片需要透射型的扫描仪,但是普通的扫描仪是反射型的,只能扫描照片,不能扫描胶片。
我们可以利用透扫的原理,配合均匀的光源,达到扫描底片的目的。
1、扫前准备电脑、普通扫描仪、荧光台灯、镜子、高透明度的玻璃、白纸和需要扫描的底片。
2、镜子反光扫描法打开扫描仪上盖,将需要扫描的胶片放到扫描台的玻璃上,一般情况下,可以用一面镜子,把镜子面朝下压到底片上,当扫描头经过底片时,光束打到镜子上,反射回来,成为透射光,就能将底片的内容扫描出来了。
效果可能不如正规的底片扫描仪。
3、荧光灯源扫描法打开扫描仪上盖,将要扫描的胶片放到扫描仪的玻璃台上,压上高透明玻璃,玻璃上面放上白纸,白纸上面用双管荧光等照射,当扫描头经过底片时,台灯的光线投过底片,形成透射光,就扫描出来了。
底片扫描技巧1
使用扫描仪扫描照片也许是你经常需要做的工作,千万不要以为这项工作只是把照片放在扫描仪上,执行扫描命令后就完事了,因为这样扫描出的照片可能会有很多瑕疵。
如果要使照片扫描出的效果更加完美,就得掌握一些技巧。
选择质量“更好”的照片好的扫描设置技巧与图像处理软件都很难使扫描出的照片质量高于原稿。
首先,照片的清晰度与洁净度不同,扫描的效果会有很大差距。
如果照片的图像清晰自然,所扫描出的图像就会给人舒服的感觉。
如果照片的清晰度过低,扫描出的图像就会细节模糊,给人焦距不准的感觉。
在照片冲扩方面,采用光纸放大的照片比使用绒纸放大的扫描效果更理想,绒纸表面的微小颗粒将会产生散射而损失一部分反射光,最终导致画面信息的损失,在画面的暗处部分尤其严重,将造成大量的层次和细节丢失。
在普通扫描仪上,绒纸上的颗粒会明显地出现在扫描结果中。
选择高效扫描仪选择应用ICE技术的扫描仪能够很好地解决照片扫描后的折痕和污渍问题。
ICE是一种结合硬件和软件智能运作的高级图像处理技术。
采用Digital ICE技术的扫描仪,在扫描时除了会分别扫描R、G、B三个色彩通道外,还附加了一个扫描通道,即D通道(Defect channel)。
这种扫描仪能通过光电技术自动侦测图像表面的灰尘、污渍和折痕,并将这些信息记录在D通道中,然后在图像合成时修复图像中的各种缺陷。
通过Digital ICE技术转换和处理输出的RGB图像完全还原真实色彩,不仅很好地修复了照片,而且丝毫不降低图像本身的画质,还能大大提高用户的工作效率。
设置合适的分辨率对照片进行高分辨率扫描后的效果往往适得其反,因为在提高扫描分辨率的同时,会把照片上的一些肉眼难以看出的颗粒以及照片表面的破损都扫描进去,扫出来的效果自然不会好,尤其是放大后的效果更是不忍目睹。
主要表现是“噪点”很多,边缘粗糙,而且在平滑的地方也能明显感觉到照片的颗粒感。
因此在扫描时片面追求高分辨率会得不偿失。
一般情况下,如果是扫描一张3英寸×5英寸的照片,只想在屏幕上看的话,那么用100dpi扫描就可以了。
证件照原始底片使用指南与使用注意事项
证件照原始底片使用指南与使用注意事项
1. 嘿呀,你可知道证件照原始底片有多重要吗!就像你出门不能没有钥匙一样!比如说你去考驾照,没底片咋整照片呀。
所以可得好好保管它哦!
2. 咱在用证件照原始底片的时候得小心点哈。
这就好比是宝贝似的,可不能随便乱丢!像我朋友上次不小心把底片搞丢了,那多麻烦呀!
3. 你晓得不,证件照原始底片有时候能派上大用场呢!好比是你的秘密武器。
比如突然要急用证件照,有底片就能迅速搞定啦!
4. 哎呀,用证件照原始底片可不能马虎呀!不能像个无头苍蝇一样乱搞。
就像要精准地做手术一样得仔细。
5. 你想想看,要是不知道正确使用证件照原始底片,那不就瞎忙活啦!这跟迷路了没区别呀。
比如去应聘,底片弄错了多耽误事!
6. 证件照原始底片使用时有些注意事项可得记住喽!不然就像没头的苍蝇到处乱撞。
像不注意保存,底片花了可咋办!
7. 哇塞,用对了证件照原始底片那可太棒啦!就像找到了宝藏一样开心。
有一次我用底片做出了超满意的证件照呢!
8. 可别小瞧了证件照原始底片的使用指南哦!这就像是武林秘籍似的重要。
例如没按要求用,可能照片就不合格啦!
9. 总之呢,证件照原始底片是很重要的东西,要好好对待它,按照正确方法来用,注意该注意的,这样才能让它发挥最大作用呀!。
数码相机翻拍底片

现如今,当大家手里都有了数码相机的时候,胶片时代也即将成为过去。
但是,我们对家里珍藏的一些旧底片的保存却成了问题,如果保存不好,日久天长就会发生霉变,想对底片进行扫描,又苦于没有底片扫描仪。
在这里,根据自己的摸索和实践,简单向各位朋友介绍用数码相机翻拍底片的方法和步骤,供大家参考。
翻拍底片主要有以下几个步骤:第一步:光源的利用可利用的光源主要有:萤屏光、灯光、自然光。
一般情况下,最好利用萤屏光,因为萤屏光光线分布均匀。
如果利用一般的灯光或自然光,光线分布不均,很难达到理想的效果。
利用萤屏光的主要方法是:打开一个空白的WORD 文档,并将显示器的亮度调到最亮,这就是我们可以利用的最好的光源。
利用萤屏光翻拍,最好是在晚上进行,并将室内灯光开闭,以免反光。
第二步:底片的放置利用黑白放大机的底片夹将底片夹住,并置于显示器前,距显示屏约1~2CM。
如没有底片夹,可就地取材,用其它夹子将底片夹住置于显示器前。
但是要注意的是,底片必须夹平,不能卷曲和变形。
第三步:翻拍翻拍底片一般要用带有手动功能的数码相机,这样便于调整光圈、快门速度和白平衡。
将数码相机安装在三脚架上,采用微距拍摄。
调整到最大光圈,快门速度一般用2秒,具体应根据测光情况确定。
关闭闪光灯。
对焦以后,将相机调整到延时自拍状态,一般延时2秒即可。
锁定对焦后,按下快门拍摄。
第四步:对底片进行裁剪、整理翻拍得到的底片输入电脑后,用ACDSee或其它软件对其进行裁剪,把不需要的部分裁掉,并根据拍摄情况,还要对其暴光度进行调整,直到达到满意的效果。
再按照个人的需要,象保存其他数码照片一样,存入自己指定的文件夹,便于管理和查找。
将来需要的时候,再把它拷到冲印店里冲印出来就可以了。
傻瓜相机使用方法_傻瓜相机怎样使用
傻瓜相机使用方法_傻瓜相机怎样使用导读:我根据大家的需要整理了一份关于《傻瓜相机使用方法_傻瓜相机怎样使用》的内容,具体内容:傻瓜相机,是袖珍相机的俗称,又称轻便相机、全自动相机,通常指容易操作!下面就不妨跟着我一起来看看傻瓜相机使用,希望对各位有帮助!傻瓜相机使用方法使用合适的底片...傻瓜相机,是袖珍相机的俗称,又称轻便相机、全自动相机,通常指容易操作!下面就不妨跟着我一起来看看傻瓜相机使用,希望对各位有帮助!傻瓜相机使用方法使用合适的底片因大部分傻瓜机最大光圈都在F3.5以下,所以尽量使用ISO400底片,可让相机用较快快门,减低模糊机率。
并可降低闪光灯使用,节省电力,即使必须使用闪光灯,亦可增加其有效距离。
室外照人像时用闪光灯可让人的脸更漂亮,去除一些阴影。
别紧张,傻瓜相机的闪光灯没那么强,把相机设定在强制闪光即可在室外亦让闪光灯作用。
室内关闭闪光灯在室内昏暗灯光下,或是外黑暗中,把闪光灯关掉!则相机会尝试以最慢快门及最大光圈曝光当然你得设法稳固相机,用三角架或放在一平面上。
若实在太暗要提醒被拍者一二三不许动。
切忌不要用全自动模式,否则相机会让闪光灯作用,却仍使用一般光圈快门组合,结果是主题勉强够亮(有时也很难啦)背景则一片乌漆嘛黑。
有些相机甚至可以选择慢速快门加闪光灯,那就可以处理夜景人像了。
练习选择性测光一般傻瓜多为中央重点式测光,类似FM2,所以可用半按快门方式锁定曝光值。
针对画面中某一部份测光。
但要注意其距离需与主题相近,否则对焦就不准了。
此为高级技巧,笔者仍在摸索中。
避免失焦若隔着窗户或纱窗照相,要选择无限距离对焦(infinitelock)或把相机镜头紧靠窗户,才不会失焦。
相机镜头对焦距离查一下说明书看看你的相机镜头对焦距离是多少。
若为40cm则不要拍低于此距离的东西,因为一定会失焦。
大部份相机若物体近于其焦距离,会有一警示灯于观景窗旁亮起,看清楚了!使用观景窗同前述,因观景窗与镜头非同轴,因此其视野有差异,物体愈近,此误差愈大。
如何使用较强的底片

如何使用较强的底片一、引言在摄影领域,底片拥有相当高的传统价值。
即便如今数码时代发展迅猛,无论是专业摄影师还是摄影爱好者仍然会选择使用底片进行拍摄,因为底片能够捕捉到相比数码相机更加丰富、真实的画面效果。
但是,底片也存在着很多的限制和挑战,如光线、环境和器材等方面的要求都比较高,操控难度也较大。
本文将从如何使用较强的底片方面进行探讨。
二、如何选择适合自己的底片在选择底片时,需要考虑如下因素:1. 品牌和种类:底片品牌众多,种类繁多,每一种底片都有其特点和适用场景。
摄影者需要根据不同的需求和拍摄环境来选择适合自己的底片。
2. ISO值和速度:不同ISO值和速度的底片对光线的要求不同。
一般来说,ISO值越高,速度越快,越适合在低光环境下进行拍摄;而ISO值越低、速度越慢的底片则更适合在光线充足的环境下拍摄。
3. 颜色饱和度和反差度:颜色饱和度和反差度也是考虑底片类型时需要考虑的因素。
一些底片的颜色饱和度更高,适合捕捉鲜艳的颜色和细节,而一些底片的反差度更高,可以大大增加画面的层次感和立体感。
三、如何使用较强的底片进行拍摄1.注意光线:光线是拍摄时最为关键的要素,而对于使用较强的底片则更加重要。
较强的底片可以捕捉颜色深度和精细纹理,同时也会将光线和阴影表现得更为真实。
因此,在使用较强的底片时,要注意控制光线,以保证图像色彩饱和且亮度均衡。
2.选择适当的曝光:相机的曝光设置是影响底片拍摄效果的关键因素。
在使用较强的底片时,摄影者需要注意选择适当的曝光时间,以保证画面的色彩平衡和细节捕捉。
3.注意拍摄技巧:在拍摄时,摄影者需要注意相机的稳定性和拍摄技巧,以保证画面在相机不同的设置下也可以取得相似的效果,例如使用三脚架和遥控器拍摄等。
4.选择适合的后期处理工具:在进行后期处理时,摄影者需要选择适合底片特点和自己个人风格的后期处理工具。
这些工具可以让底片的拍摄更加的完美。
四、结论底片拍摄是摄影领域中非常重要的组成部分,而较强的底片不仅能够捕捉更加精细的纹理和更为真实的画面效果,还能够更好地表现摄影者所希望表达的主题和情感。
底片的使用方法(二)

4.2.1.1.2 “贴压条边”标识(针对标识有“上”的底片) 4.2.1.1.2.1 “贴压条边”:打 PIN 时最准的一边,且是专用于贴 在压条上的一边。 4.2.1.2 外层 4.2.1.2.1 “上”、“下”标识 4.2.1.2.1.1 “上”:线条疏粗面; 4.2.1.2.1.2 “下”:线条密细面。 4.2.1.2.2 “贴压条边”标识(针对标识有“上”的底片) 4.2.1.2.2.1 “贴压条边”:打 PIN 时最准的一边,且是专用于贴 在压条上的一边。 4.2.2 防焊 每张底片上标识出相对应的线印“比例”。
Байду номын сангаас
底片的使用方法(二)
底片的使用方法(二) 作者:占斌 4. 标识篇 4.1 “面板、中板、底板”的标识(外包钻孔除外) 4.1.1 NCA 4.1.1.1 NCA 的标识:三孔间会有钻几个小孔; 4.1.1.2 “区别孔”位置 screen.width-500)this.style.width=screen.width-500;”> 4.1.1.3 区别方法 screen.width-500)this.style.width=screen.width-500;”> 4.1.2 NCB 4.1.2.1 NCB 的标识:三孔之间未钻小孔 4.1.2.2 “区别标”位置 screen.width-500)this.style.width=screen.width-500;”> 4.1.2.3 区别方法 screen.width-500)this.style.width=screen.width-500;”> 4.2 各类底片的标识 4.2.1 线印 4.2.1.1 内层 4.2.1.1.1 “上”、“下”标识 4.2.1.1.1.1 “上”:线条疏粗面; 4.2.1.1.1.2 “下”:线条密细面。
胶片相机使用方法

胶片相机使用方法
以下是胶片相机的基本使用方法:
1. 确保相机装有充足的胶片。
打开相机背部的胶片仓门,将胶片装入相机中。
注意,不要碰触胶片的感光表面。
2. 调整相机的设置。
根据拍摄条件和个人喜好,设置相机的快门速度、光圈大小和焦距等参数。
根据需要,还可以选择使用闪光灯或其他辅助功能。
3. 对焦。
通过查找器或屏幕,将焦点对准拍摄的主体。
将目标置于对焦点上,同时将相机对焦环旋转至图像清晰。
4. 按下快门。
稳定相机并轻轻按下快门按钮,使相机完成曝光操作。
5. 继续拍摄。
根据需要重复以上步骤进行拍摄。
在拍摄每张照片之前,记得将胶片推至下一张位置。
6. 结束拍摄。
当使用完所有胶片时,打开胶片仓门,取出胶片并妥善处理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
底片的使用方法1.前言编制这一套“底片的使用方法”,不仅是为了便于生产线系统的理解和掌握此方法,更是为了对自己在这一段时间内对于底片的使用方法的一个总结。
2.总则“底片的使用方法”是以“能做出好板子”与“最大程度便于操作”为准则摸索出来的一套系统的方法。
其基本思路如下(注“→”表示“决定了”):3.原理篇3.1 板材缩涨造成板材缩涨的因素会有很多,但在保证所有参数、物料等不变的前提下,都可用相关技巧与方法进行管控。
详见“技巧篇”3.2 底片缩涨3.2.1 引起缩涨之要素3.2.1.1 冲片时的经、纬方向;3.2.1.2 若为棕片,在“翻制棕片”时的长、宽方向;3.2.1.3 压膜时的先压长边或先压短边。
3.2.1.4 生产线上使用过程对线印及防焊底片的影响(长边、短边)3.2.2 各要素之缩涨规律3.2.2.1 冲片时:经向上平均拉长0.76mil/10inch;纬向上平均拉长0.24mil/10inch;3.2.2.2翻制棕片时:长方向平均拉长0.29mil/10inch;短方向上平均拉长0.21mil/10inch;3.2.2.3压膜时:左、右方向平均拉长0.03mil/10inch;前、后方向平均拉长0.28mil/10inch。
3.2.2.4 生产使用过程中:防焊底片短边平均拉长0.79496mil/10inch;长边平均拉长0.7977mil/10inch;线印底片长边平均拉长0.94741mil/10inch;短边平均拉长0.801mil/10inch3.2.3 实例3.2.3.1 工作片时3.2.3.1.1 径向为长方向时3.2.3.1.1.1 压膜时先压长边时长方向上平均拉长:0.76+0.03=0.79mil/10inch;短方向上平均拉长:0.24+0.28=0.52mil/10inch。
3.2.3.1.1.2 压膜时先压短边时长方向上平均拉长:0.76+0.28=1.04mil/10inch;短方向上平均拉长:0.24+0.03=0.27mil/10inch。
3.2.3.1.2 径向为短方向时3.2.3.1.2.1 压膜时先压长边时长方向上平均拉长:0.24+0.03=0.27mil/10inch;短方向上平均拉长:0.76+0.28=1.04mil/10inch。
3.2.3.1.2.2 压膜时先压短边时长方向上平均拉长:0.24+0.28=0.52mil/10inch;短方向上平均拉长:0.76+0.03=0.79mil/10inch。
3.2.3.2 棕片时3.2.3.2.1 径向为长方向时3.2.3.2.1.1 压膜时先压长边时长方向上平均拉长:0.76+0.29+0.03=1.38mil/10inch;短方向上平均拉长:0.24+0.21+0.28=0.73mil/10inch。
3.2.3.2.1.2 压膜时先压短边时长方向上平均拉长:0.76+0.29+0.28=1.33mil/10inch;短方向上平均拉长:0.24+0.21+0.03=0.48mil/10inch。
3.2.3.2.2 径向为短方向时3.2.3.2.2.1 压膜时先压长边时长方向上平均拉长:0.24+0.29+0.03=0.56mil/10inch;短方向上平均拉长:0.76+0.21+0.28=1.25mil/10inch。
3.2.3.2.2.2 压膜时先压短边时长方向上平均拉长:0.24+0.29+0.28=0.81mil/10inch;短方向上平均拉长:0.76+0.21+0.03=1.00mil/10inch。
3.2.4 综上所述,底片的缩涨在过程不稳定的前提下,将会发生很大的变化(注:以上数据的收集及整理来源于2019.05.05至2019.07.05的相关量测数据,当参数有变动后,会有所不同)。
3.3 底片在使用过程中的缩涨3.3.1 温湿度失调3.3.1.1 当底片使用部门(曝光室)的温度及湿度发生变化时,底片的尺寸就会发生相应的变化。
3.3.1.2 当底片制作部门(底片房)与底片使用部门(曝光室)的“温度”或“湿度”相差过大时,底片的尺寸会在很短的使用过程中发生变化。
3.3.2 曝光过程中发生拉伸现象:(以“A、B、C、D”为例)3.3.2.1 基础的曝光方式及环境:3.3.2.2 拉伸过程说明:3.3.2.2.1 上图标识说明:“A、B、C、D”为吸真空前四点的位置;“C‘、D‘”吸真空完全后“C、D”拉伸后的位置。
3.3.2.2.2 “A、B”紧贴“垫板”,“C、D”边为“翻片边”。
3.3.2.2.3 吸真空后“A-B ”在“横坚方向”上均无任何的移动及拉伸现象,“C-D”则被拉伸至“C‘-D‘”点。
3.3.2.2.4 紧贴“玻璃台面”之底片,无此拉伸现象。
3.4 会应用到的CAM设计原理3.4.1 原理图:3.4.2 常用原理3.4.2.1 线印3.4.2.1.1 “钻孔A”应该在“线路C”的正中间;3.4.2.1.2 若“线路C”为负片,“钻孔A”也在“线路C”的正中间;3.4.2.1.3 “线路A”与“线路B”的接头处,绝大多数在“线路B”的正中间位置。
3.4.2.2 防焊3.4.2.2.1 “防焊挡点A”一定是设计成正好反“线路B”包围在正中间。
即四周离线路的距离应该是一样的。
4. 标识篇4.1“面板、中板、底板”的标识(外包钻孔除外)4.1.1NCA4.1.1.1NCA的标识:三孔间会有钻几个小孔;4.1.1.2“区别孔”位置4.1.1.3区别方法4.1.2NCB4.1.2.1NCB的标识:三孔之间未钻小孔4.1.2.2“区别标”位置4.1.2.3区别方法4.2各类底片的标识4.2.1线印4.2.1.1内层4.2.1.1.1“上”、“下”标识4.2.1.1.1.1“上”:线条疏粗面;4.2.1.1.1.2“下”:线条密细面。
4.2.1.1.2“贴压条边”标识(针对标识有“上”的底片)4.2.1.1.2.1“贴压条边”:打PIN时最准的一边,且是专用于贴在压条上的一边。
4.2.1.2外层4.2.1.2.1“上”、“下”标识4.2.1.2.1.1“上”:线条疏粗面;4.2.1.2.1.2“下”:线条密细面。
4.2.1.2.2“贴压条边”标识(针对标识有“上”的底片)4.2.1.2.2.1“贴压条边”:打PIN时最准的一边,且是专用于贴在压条上的一边。
4.2.2防焊每张底片上标识出相对应的线印“比例”。
5. 技巧篇5.1基本思路以“能做出好板子”、“最大程度便于操作”、“使工作更有效率”及“有效控制成本”等做为基本思路。
5.2线印5.2.1内层5.2.1.1工程部制前课底片组5.2.1.1.1确认板的选择挑选多片板子做为确认板。
5.2.1.1.2底片比例的确认5.2.1.1.2.1“下”片的确认因“下”片是置放于近“玻璃台面”上,底片拉伸在制作过程中未出现,故“下”片应该直接在工程部制前课底片组的工作环境中以“对准”为则5.2.1.1.2.2“上”片的确认因“上”片是置放于“紧贴MYLAR面”,底片拉伸在制作过程中会较为明显的出现,故“上”片应该依据“3.3.2曝光过程中发生拉伸现象”所描述的原理,将底片在底片的拉伸方向上“反向缩涨”1.5~3mil(参照底片的原有的尺寸不同,底片的尺寸越大的,其“反向缩涨量”就会越大。
)。
5.2.1.1.3效果的验证当底片按上述方法确认后派送至生产线上后,其底片的最终使用效果,必须以制作出来的实物板上的图形为准。
若有必要,必须重新依照实物板上的效果进行调整。
以达到最佳效果为准,并做好相应的比例记录。
5.2.1.2 打PIN手5.2.1.2.1“打PIN板”的选择挑选任一片做为打PIN板。
5.2.1.2.2底片的对位5.2.1.2.2.1“上”片:依据“3.3.2曝光过程中发生拉伸现象”中所述的原理,可采用以下的方式来片的对位:A.“紧贴垫板边”须对准。
B.“翻片边”只允许沿底片的拉伸方向反向缩涨 1.5~3mil(参照底片的原有的尺寸不同,底片的尺寸越大的,其“反向缩涨量”就会越大。
)5.2.1.2.2.2“下”片:全面对准进行对位。
5.2.1.2.3底片的标识针对“上”片的“紧贴垫板边”做好相应的标识,以备重复装片时能够加以识别。
5.2.1.2.4操作流程5.2.1.3曝光手5.2.1.3.1吸真空前依据“3.3.2曝光过程中发生拉伸现象”中所述的原理,吸真空前,“上”片与板子的对准度应该是“翻片边”沿底片拉伸方向反向缩涨了 1.5~3mil(参照底片的原有的尺寸不同,底片的尺寸越大的,其“反向缩涨量”就会越大。
)5.2.1.3.2吸真空后依据“3.3.2曝光过程中发生拉伸现象”中所述的原理,吸真空后,“上”片与板子的对准度应该已经达到了最好的状态。
5.2.1.3.3曝光后板上的图像应以对准度达到最佳的状态为准。
5.2.2 外层5.2.2.1工程部制前课底片组5.2.2.1.1确认板的选择依据“4.1‘面板、中板、底板’的标识”挑选多片“中板”做为确认板。
5.2.2.1.2底片比例的确认5.2.2.1.2.1“下”片的确认因“下”片是置放于近“玻璃台面”上,底片拉伸在制作过程中未出现,故“下”片应该直接在工程部制前课底片组的工作环境中以“对准”为则5.2.2.1.2.2“上”片的确认因“上”片是置放于“紧贴MYLAR面”,底片拉伸在制作过程中会较为明显的出现,故“上”片应该依据“3.3.2曝光过程中发生拉伸现象”所描述的原理,将底片在底片的拉伸方向上“反向缩涨”1.5~3mil(参照底片的原有的尺寸不同,底片的尺寸越大的,其“反向缩涨量”就会越大。
)。
5.2.2.1.3效果的验证当底片按上述方法确认后派送至生产线上后,其底片的最终使用效果,必须以制作出来的实物板上的图形为准。
若有必要,必须重新依照实物板上的效果进行调整。
以达到最佳效果为准,并做好相应的比例记录。
5.2.2.2打PIN手5.2.2.2.1“打PIN板”的选择依据“4.1‘面板、中板、底板’的标识”挑选一片“中板”做为打PIN板。
5.2.2.2.2.1“上”片:依据“3.3.2曝光过程中发生拉伸现象”中所述的原理,可采用以下的方式来片的对位:A.“紧贴垫板边”须对准。
B.“翻片边”只允许沿底片的拉伸方向反向缩涨1.5~3mil(参照底片的原有的尺寸不同,底片的尺寸越大的,其“反向缩涨量”就会越大。
)5.2.2.2.2.2“下”片:全面对准进行对位。
5.2.2.2.3底片的标识针对“上”片的“紧贴垫板边”做好相应的标识,以备重复装片时能够加以识别。
5.2.2.2.4操作流程、5.2.2.3曝光手5.2.2.3.1吸真空前依据“3.3.2曝光过程中发生拉伸现象”中所述的原理,吸真空前,“上”片与板子的对准度应该是“翻片边”沿底片拉伸方向反向缩涨了 1.5~3mil(参照底片的原有的尺寸不同,底片的尺寸越大的,其“反向缩涨量”就会越大。