三维刀具.ppt
合集下载
刀具知识ppt课件
2.刀具几何参数
❖ 由图2-7可以看到,当刀具
前角γO增大时,沿刀面流出
的金属切削层将比较平缓的 流出,金属切屑的变形也会 变小。
❖ 刀尖圆弧半径对切削变形也
有影响,刀尖圆弧半径越大,
表明刀尖越钝,对加工表面 挤压也越大,表面的切削变 形也越大。
❖ 1、切削速度υc 、进给量f 、背吃刀量 ap哪一个对温度的影响最显著?说明 原因?
❖ 刀具材料导热性好,其抗耐热冲击和抗热裂 纹性能也强。
(5)良好的工艺性与经济性
❖ 刀具不但要有良好的切削性能,本身还应该 易于制造,这要求刀具材料有较好的工艺性, 如锻造、热处理、焊接、磨削、高温塑性变 形等功能。
❖ 经济性也是刀具材料的重要指标之一,选择 刀具时,要考虑经济效果,以降低生产成本。
❖ (5)适用范围:主要用于车削、铣削等加工,由于 成本较高,还不能完全取代未涂层刀具的使用。不适 合受力大和冲击大的粗加工,高硬材料的加工以及进 给量很小的精密切削。
课堂问题
避免积屑瘤的发生的措施?
避免积屑瘤的发生的措施P45
❖ ①、首先从加工前的热处理工艺阶段解决。通过热处理,
提高零件材料的硬度,降低材料的加工硬化。 ❖ ②、调整刀具角度,增大前角,从而减小切屑对刀具前
❖ 2.当刀具前角γO增大时,金属切屑的
变形趋势?
❖ 刀尖圆弧半径越大,表面的切削变形是
增大还是减小?
变形系数 ζ
1.工件材料
❖ 通过试验,可以发 现工件材料强度和 切屑变形有密切的 关系。
❖ 从图可以看出,随 着工件材料强度的 增大,切屑的变形 越来越小。
材料强度 σ
图2-10 材料强度对变形系数的影响
❖ 如车削45钢,在背吃刀量ap=4㎜,进给量f =0.5㎜/r的条件下,刀片所承受的切削力达 到4000N,可见,刀具材料必须具有较高的 强度和较强的韧性。
画刀具工作图PPT文档资料
•.
•7
4 画切削面
垂直主切削刃,S向。刃倾角λs
延长主切削刃垂直线,画其垂直线副后角αo’(注意正负)
S向
•.
•8
第1章重点
刀具工作图、参数标注: p6图1-7
•.
•9
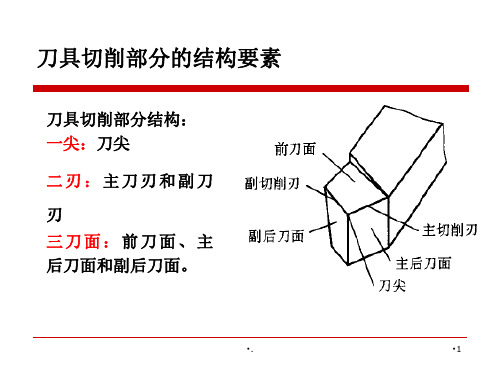
刀具切削部分的结构要素
刀具切削部分结构: 一尖:刀尖 二刃:主刀刃和副刀 刃 三刀面:前刀面、主 后刀面和副后刀面。
•.
•1
主刃
副刃Βιβλιοθήκη •.•2应该在这 前刀面
后刀面
•.
•3
画刀具工作图
车刀前角几何参数为:主偏角Kr=45 , 副 偏 角 Kr ˊ =35 , 前 角 γ0=10 , 后 角 α0=8 ,副后角α0ˊ =6 ,刃倾角λs=5 ,刀尖半径ε=1mm。刀杆横截面积为 25 X 25 mm
•.
•4
1 画基面 主运动方向,进给方向 Kr, Kr’
1)先画进给方向。 2 Kr 主切削刃 (注意反方向)
3 Kr’ 副切削刃
•.
•5
2 画主剖面
垂直主切削刃,剖。 前角γo : 主后角αo
延长主切削刃,画垂直线。 垂线前角γo
•.
•6
3 画副刃主剖面 垂直副刃,剖 副后角αo’
延长副切削刃,画垂直线。 延长线副后角αo’
刀具技术培训PPT课件
7பைடு நூலகம்
钻头
切削部分的结构参数示意图
8
麻花钻切削部分的结构参数
顶角2φ——麻花钻两主切削刃在与其平行的轴向平面上投影之间的夹角。标准麻花钻顶 角为118°,但是根据被加工材料的不同作相应变化,其范围一般在100°~140°之间 ,对软材料取小一些,反之取大一些。它的大小影响前角、切削厚度、切削宽度、切屑 流向、表面粗糙度和孔的扩张量。顶角加大,钻芯处前角相应增大,主切削刃各点的前 角变化也减小,但轴向抗力大,定心和稳定性差。顶角减小,则切削厚度减薄,切削宽 度加长,切削扭矩增加,钻芯处前角小易磨损。
河南一工专用刀具有限公司
刀具技术培训
1
讲解的刀具:
钻头 铰刀 铣刀
2
钻头
麻花钻 扁钻 硬质合金钻头 群钻
3
麻花钻
麻 花 钻 的 切 削 运 动
4
麻花钻
麻 花 钻 的 组 成
5
钻头
1、柄部 钻头的装夹部分,用来传递力和力偶矩。 2、颈部 柄部和工作部的连接处,并作为磨削外径时砂轮
横刃角ψ——横刃与主切削刃在垂直于钻头轴线的端面投影图中所夹的锐角。当刃磨后 角大时,横刃角减小,横刃变长,钻削时轴向力增大。横刃角一般为50°~55°。
刃倾角λsTm——主切削刃上任一点的端面刃倾角是在端面投影图中主切削刃与基面间的 夹角。主切削刃上各点端面刃倾角是变化的,外圆处绝对值小近钻芯处大。标准麻花钻 主切削刃各点的刃倾角均为负值,有利于切屑沿螺旋槽向后排出。
10
高速钢麻花钻的分类
直柄麻花钻
锥柄麻花钻
11
直柄麻花钻加工工艺方法
1. 轧制直柄麻花钻工艺过程 拉丝→冲料→校直→倒角→荒磨外圆→清洗→轧沟槽及刃背→切尖磨尖
钻头
切削部分的结构参数示意图
8
麻花钻切削部分的结构参数
顶角2φ——麻花钻两主切削刃在与其平行的轴向平面上投影之间的夹角。标准麻花钻顶 角为118°,但是根据被加工材料的不同作相应变化,其范围一般在100°~140°之间 ,对软材料取小一些,反之取大一些。它的大小影响前角、切削厚度、切削宽度、切屑 流向、表面粗糙度和孔的扩张量。顶角加大,钻芯处前角相应增大,主切削刃各点的前 角变化也减小,但轴向抗力大,定心和稳定性差。顶角减小,则切削厚度减薄,切削宽 度加长,切削扭矩增加,钻芯处前角小易磨损。
河南一工专用刀具有限公司
刀具技术培训
1
讲解的刀具:
钻头 铰刀 铣刀
2
钻头
麻花钻 扁钻 硬质合金钻头 群钻
3
麻花钻
麻 花 钻 的 切 削 运 动
4
麻花钻
麻 花 钻 的 组 成
5
钻头
1、柄部 钻头的装夹部分,用来传递力和力偶矩。 2、颈部 柄部和工作部的连接处,并作为磨削外径时砂轮
横刃角ψ——横刃与主切削刃在垂直于钻头轴线的端面投影图中所夹的锐角。当刃磨后 角大时,横刃角减小,横刃变长,钻削时轴向力增大。横刃角一般为50°~55°。
刃倾角λsTm——主切削刃上任一点的端面刃倾角是在端面投影图中主切削刃与基面间的 夹角。主切削刃上各点端面刃倾角是变化的,外圆处绝对值小近钻芯处大。标准麻花钻 主切削刃各点的刃倾角均为负值,有利于切屑沿螺旋槽向后排出。
10
高速钢麻花钻的分类
直柄麻花钻
锥柄麻花钻
11
直柄麻花钻加工工艺方法
1. 轧制直柄麻花钻工艺过程 拉丝→冲料→校直→倒角→荒磨外圆→清洗→轧沟槽及刃背→切尖磨尖
《刀具的工作角度》课件

感谢观看
《刀具的工作角度》ppt课件
CATALOGUE
目录
刀具工作角度概述刀具的前角刀具的后角刀具的刃倾角刀具的工作角度总结
01
刀具工作角度概述
刀具工作角度是指在切削过程中,刀具相对于工件的位置和方向所形成的各种角度。这些角度对于切削力的方向、切削深度和切削速度等切削参数有着直接的影响。
刀具工作角度主要包括前角、后角、主偏角、副偏角和刃倾角等。
根据工件材料选择前角
对于塑性材料如中碳钢和低碳钢等,为了减小切屑与前刀面的摩擦,增强刀具耐用度,一般选取较大的前角;对于脆性材料如铸铁和轴承钢等,为了使切屑易于崩落并减小切屑对刀具的冲击,一般选取较小的前角。
根据加工要求选择前角
在精加工时为了减小工件表面粗糙度值要选择较大的前角;在粗加工时为了提高刀具耐用度和断屑能力要选择较小的前角。
提高刀具强度
改善散热条件
适当增加后角可以增加切削刃的强度,提高刀具的抗冲击性能。
后角可以改善切削过程中的散热条件,降低切削温度,减少刀具磨损。
03
02
01
根据工件材料硬度、刀具材料和切削条件选择后角大小。较硬的工件材料需要较大的后角,以减小切削刃与工件之间的摩擦;较软的工件材料则可以适当减小后角。
后角的大小影响刀头的强度和切削刃的锋利程度。增大后角可以减小后刀面与工件表面之间的摩擦,但过大的后角会导致刀头强度降低。
主偏角的大小影响切削力的方向和切削宽度。减小主偏角可以增加切削宽度,提高切削效率,但过小的主偏角会导致切削刃强度降低。
副偏角的大小影响切削刃的强度和切削残留物的形状。减小副偏角可以减小切削残留物,但过小的副偏角会导致切削刃强度降低。
刃倾角的大小影响切削刃的锋利程度和切屑的排出方向。调整刃倾角可以改变切屑的排出方向,减轻排屑负担,但过大的刃倾角会导致刀头强度降低。
《刀具的工作角度》ppt课件
CATALOGUE
目录
刀具工作角度概述刀具的前角刀具的后角刀具的刃倾角刀具的工作角度总结
01
刀具工作角度概述
刀具工作角度是指在切削过程中,刀具相对于工件的位置和方向所形成的各种角度。这些角度对于切削力的方向、切削深度和切削速度等切削参数有着直接的影响。
刀具工作角度主要包括前角、后角、主偏角、副偏角和刃倾角等。
根据工件材料选择前角
对于塑性材料如中碳钢和低碳钢等,为了减小切屑与前刀面的摩擦,增强刀具耐用度,一般选取较大的前角;对于脆性材料如铸铁和轴承钢等,为了使切屑易于崩落并减小切屑对刀具的冲击,一般选取较小的前角。
根据加工要求选择前角
在精加工时为了减小工件表面粗糙度值要选择较大的前角;在粗加工时为了提高刀具耐用度和断屑能力要选择较小的前角。
提高刀具强度
改善散热条件
适当增加后角可以增加切削刃的强度,提高刀具的抗冲击性能。
后角可以改善切削过程中的散热条件,降低切削温度,减少刀具磨损。
03
02
01
根据工件材料硬度、刀具材料和切削条件选择后角大小。较硬的工件材料需要较大的后角,以减小切削刃与工件之间的摩擦;较软的工件材料则可以适当减小后角。
后角的大小影响刀头的强度和切削刃的锋利程度。增大后角可以减小后刀面与工件表面之间的摩擦,但过大的后角会导致刀头强度降低。
主偏角的大小影响切削力的方向和切削宽度。减小主偏角可以增加切削宽度,提高切削效率,但过小的主偏角会导致切削刃强度降低。
副偏角的大小影响切削刃的强度和切削残留物的形状。减小副偏角可以减小切削残留物,但过小的副偏角会导致切削刃强度降低。
刃倾角的大小影响切削刃的锋利程度和切屑的排出方向。调整刃倾角可以改变切屑的排出方向,减轻排屑负担,但过大的刃倾角会导致刀头强度降低。
第一章 刀具几何角度及切削要素.pptx

它是包含切 屑 流出方向并与基面垂直的平面中测量的前 面与基面的夹角。
图1-23 斜角切削与实际前角
图1-15 倒角刀尖与倒棱前面的定向角
第五节 刀具的工作角度
一、刀具工作参考系及工作角度 二、刀具安装对工作角度的影响 三、进给运动对工作角度的影响
一、刀具工作参考系及工作角度
一、刀具工作参考系及工作角度
工作角度:用工作参考系定义的刀具角度。
1、刀具工作参考系(推荐3种)
工作正交平面参考系 工作假定工作平面、背平面参考系 工作法平面参考系
tan 0 tan 0 cos(kr k r) tan s sin(kr k r) tan s tan 0 sin(kr k r) tan s cos(kr k r)
(1) 楔角βo 正交平面中测量的前面与后面间夹角。
0 9 0 ( - 0 0)
(2) 刀尖角εr 基面投影中,主、副切削刃间的夹角。
图1-1 车削运动、切削层及形成表面 1—待加工表面 2—过渡 表面 3—已加工表面
二、 切削用量、切削时间与材料切除率
2.进给量f 3.背吃刀量ap(切削深度) 4.切削时间tm(机动时间) 5.材料切除率Q
1.切削速度vc
1、切削速度VC:——指切削刃选定点相对工件主运动的 瞬时速度,单位为m/s 或m/min
•3、刀尖 主、副切削刃汇交的 一小段切削刃。
1) 刀尖圆弧半径rε,它是在基面上测量的刀尖倒圆的公称半径。 2) 倒角刀尖长度bε。 3) 刀尖倒角偏角。
图1-5 刀楔、刀尖形状参数 a)刀楔及刀楔断面形状 b)刀尖形状
提高刃口强度和改善刀尖切削性能的措施:
二、刀具角度参考系
参考系:用于定义刀具角度的各基准坐标平面
图1-23 斜角切削与实际前角
图1-15 倒角刀尖与倒棱前面的定向角
第五节 刀具的工作角度
一、刀具工作参考系及工作角度 二、刀具安装对工作角度的影响 三、进给运动对工作角度的影响
一、刀具工作参考系及工作角度
一、刀具工作参考系及工作角度
工作角度:用工作参考系定义的刀具角度。
1、刀具工作参考系(推荐3种)
工作正交平面参考系 工作假定工作平面、背平面参考系 工作法平面参考系
tan 0 tan 0 cos(kr k r) tan s sin(kr k r) tan s tan 0 sin(kr k r) tan s cos(kr k r)
(1) 楔角βo 正交平面中测量的前面与后面间夹角。
0 9 0 ( - 0 0)
(2) 刀尖角εr 基面投影中,主、副切削刃间的夹角。
图1-1 车削运动、切削层及形成表面 1—待加工表面 2—过渡 表面 3—已加工表面
二、 切削用量、切削时间与材料切除率
2.进给量f 3.背吃刀量ap(切削深度) 4.切削时间tm(机动时间) 5.材料切除率Q
1.切削速度vc
1、切削速度VC:——指切削刃选定点相对工件主运动的 瞬时速度,单位为m/s 或m/min
•3、刀尖 主、副切削刃汇交的 一小段切削刃。
1) 刀尖圆弧半径rε,它是在基面上测量的刀尖倒圆的公称半径。 2) 倒角刀尖长度bε。 3) 刀尖倒角偏角。
图1-5 刀楔、刀尖形状参数 a)刀楔及刀楔断面形状 b)刀尖形状
提高刃口强度和改善刀尖切削性能的措施:
二、刀具角度参考系
参考系:用于定义刀具角度的各基准坐标平面
数控刀具精品PPT课件
14
数控刀具的材料 •按用途可分为:通用高速钢和高性能高速钢。 •按制造工艺可分为: 熔炼高速钢、粉末冶金高速钢和
表面涂层高速钢。
•按基本化学成份可分为: 钨系和钼系。
15
数控刀具的材料
•通用型高速钢
W18Cr4V(18-4-1)由于钨价高,热塑性差,碳化物分布 不均匀等原因,目前国内外已很少采用。
它既适用于加工脆性材料,又适用于加工塑性材料。
数字越小,硬度越高但韧性越低
19
数控刀具的材料---硬质合金切削材料
❖ 硬质合金是一种主要由不同 的碳化物和粘结相组成的粉 末冶金产品。
❖ 硬质合金很硬。其主要碳化 物有:
❖
- 碳化钨
❖
- 碳化钛
❖
- 碳化钽
❖
- 碳化铌
(WC) (TiC) (TaC) (NbC)
12
数控刀具的材料
高速钢刀具
高速钢(HSS)刀具过去曾经是切削工具的主流,随 着数控机床等现代制造设备的广泛应用,大力开发了 各种涂层和不涂层的高性能、高效率的高速钢刀具, 高速钢凭藉其在强度、韧性、热硬性及工艺性等方面 优良的综合性能,在切削某些难加工材料以及在复杂 刀具,特别是切齿刀具、拉刀和立铣刀造中仍有较大 的比重。但经过市场探索一些高端产品逐步已被硬质 合金工具代替。
6
数控刀具的分类
按照切削工艺分:
车削刀具:外圆、内孔、螺纹、成形车刀等 车削刀具图片
铣削刀具:面铣刀、立铣刀、螺纹铣刀等
铣削刀具图片
钻削刀具:钻头、铰刀、丝锥等 镗削刀具:粗镗刀、精镗刀等
钻削刀具图片 镗削刀具图片
7
数控刀具的分类
外圆车刀
内孔车刀
螺纹车刀
常用车刀
数控刀具的材料 •按用途可分为:通用高速钢和高性能高速钢。 •按制造工艺可分为: 熔炼高速钢、粉末冶金高速钢和
表面涂层高速钢。
•按基本化学成份可分为: 钨系和钼系。
15
数控刀具的材料
•通用型高速钢
W18Cr4V(18-4-1)由于钨价高,热塑性差,碳化物分布 不均匀等原因,目前国内外已很少采用。
它既适用于加工脆性材料,又适用于加工塑性材料。
数字越小,硬度越高但韧性越低
19
数控刀具的材料---硬质合金切削材料
❖ 硬质合金是一种主要由不同 的碳化物和粘结相组成的粉 末冶金产品。
❖ 硬质合金很硬。其主要碳化 物有:
❖
- 碳化钨
❖
- 碳化钛
❖
- 碳化钽
❖
- 碳化铌
(WC) (TiC) (TaC) (NbC)
12
数控刀具的材料
高速钢刀具
高速钢(HSS)刀具过去曾经是切削工具的主流,随 着数控机床等现代制造设备的广泛应用,大力开发了 各种涂层和不涂层的高性能、高效率的高速钢刀具, 高速钢凭藉其在强度、韧性、热硬性及工艺性等方面 优良的综合性能,在切削某些难加工材料以及在复杂 刀具,特别是切齿刀具、拉刀和立铣刀造中仍有较大 的比重。但经过市场探索一些高端产品逐步已被硬质 合金工具代替。
6
数控刀具的分类
按照切削工艺分:
车削刀具:外圆、内孔、螺纹、成形车刀等 车削刀具图片
铣削刀具:面铣刀、立铣刀、螺纹铣刀等
铣削刀具图片
钻削刀具:钻头、铰刀、丝锥等 镗削刀具:粗镗刀、精镗刀等
钻削刀具图片 镗削刀具图片
7
数控刀具的分类
外圆车刀
内孔车刀
螺纹车刀
常用车刀
相关主题
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第13章 三维刀具路径
图13.1 曲面粗加工命令
图13.2 曲面精加工命令
13.1 曲面加工共同参数 13.2 曲面平行铣削加工 13.3 曲面放射状加工 13.4 曲面流线加工 13.5 曲面等高外形加工 13.6 曲面投影加工 13.7 曲面挖槽粗加工
13.8 曲面残料粗加工 13.9 曲面插削粗加工 13.10 交线清角精加工 13.11 残料清角精加工 13.12 曲面环绕等距精加工 13.13 陡斜面精加工 13.14 浅平面精加工
6.Plunge control(Z方向控制)
该参数用来设置粗加工下刀和退 刀时Z轴方向的移动方式,以防止刀 具空切穿过已经切除毛坯的地方。
系统提供了3种设定方式:
(1)Allow multiple plunge along cut(切削路径允许连续的 下刀和提刀):
刀具允许沿着曲面连续下刀或提 刀,可用于加工多重凸凹工件
允许刀具沿曲面负Z方向切削。
(2)Allow positive Z motion along surface(正Z方向切削):
允许刀具沿曲面正Z方向切削。
9-18
图
允 许 沿 面 下 降 切 削 允 许 沿 面 上 升 切 削
/
13.2.2 平行铣削精加工
选择
/
/
/
命令,
可以生成某一特定角度的平行 铣削精加工刀具路径。
(3)Points(点):
选取一个点或一组点来进行投影。 系统要求在设定好曲面投影粗加工 参数后必须选取所需的投影点。
图13.42 Curves投影刀具路径
图13.43 Points投影刀具路径
13.2.2 投影精加工
图13.44 Finish project parameters选项卡
表 9-1 曲面粗加工类型
选项
特点
P 平行铣削 生成一组相互平行切削粗加工刀具路径。 R 放射状加工 生成放射状的粗加工刀具路径。
J 投影加工
将已有的刀具路径或几何图形投影到曲面上 生成粗加工刀具路径。
F 曲面流线 C 等高外形
沿曲面流线方向生成粗加工刀具路径。 沿曲面的等高线生成粗加工刀具路径。
13.2.1 平行铣削粗加工
13.2.1.1 工件形状的选择
凸 凹 无 特 性
图13.7 Part Shape菜单
13.2.1.2 平行铣削粗加工参数
图13.8 Rough parallel parameters选项卡
1.Total tolerance(总误差)
Total tolerance设置值越小,刀具 路径就越精确,但生成的数控程序段 越长。
2.Байду номын сангаасutting method(切削方式)
Cutting method下拉列表框用来 设置刀具在XY平面内的切削方式。
系统支持两种切削方式:
Zigzag(双向切削)和One way(单向切削)。
(a)双向切削
(b)单向切削
图13.9 切削方式
3.Maximum stepover(最大切削 间距)
M 残料粗加工 生成清除前一刀具路径剩余材料的刀具路径。
K 挖槽粗加工 切削所有位于曲面与凹槽边界材料生成粗加 工刀具路径。
G 钻削式加工 依曲面形态,在 Z 方向下降生成粗加工刀具 路径.
表 9-2 曲面精加工类型
含义
特点
P 平行铣削
生成一组按特定角度相互平行切削精加工刀具路
径。
A 陡斜面加工 生成用于清除曲面斜坡上残留材料的精加工刀具路 径。
图13.15 Finish parallel parameters选项卡
13.2 曲面投影加工
曲面投影加工将已有刀具路 径或几何图形,投影到要加工 的曲面上生成粗加工刀具路径。
13.2.1 投影粗加工
图13.40 Rough project parameters选项卡
其中,Projection type栏用于设定投 影的方式。
Add depths选项用于设定是否增加 Z轴方向的深度。
勾选,系统将使用所选NCI文件的Z 轴深度,作为投影后刀具路径的深度。
未勾选,系统将直接由曲面来决定 投影后刀具路径深度。
本堂课小结:
★一、本堂课要要求掌握的知识和技能:
1、曲面加工的公用参数设置; 2、曲面平行铣削粗加工、精加工; ◆3、曲面投影粗加工、精加工。
系统将要求指定刀具路径的起始 点,以距指定点最近的角点作为刀 具路径的起始点。
8.Z方向运动方式
设置刀具沿曲面Z向的运动方式, 即平行切削的刀具在曲面加工时, 是否允许进行沿曲面的上升或下降 切削。
一般,允许沿曲面上升或下降切削 可以得到较光滑的表面。
(1)Allow negative Z motion along surface(负Z方向切削):
在多刀切削复杂的曲面或实体 时,使用该功能可以有效地防 止过切。
4.
栏(刀具切削范围)
曲面加工时,允许定义一个封闭轮廓或区 域作为特定的加工范围。
系统提供了Inside (内部)、Outside(外 部)和Center (中心)三种设定。
(a) 内部
(b) 中心
(c) 外部 图9-9 限制轮廓示意图
5.新增功能
图13.6 Surface/solid/CAD菜单
Drive(导动面):
设置为N表示不选取加工曲面/ 实体;设置为S表示要选取加工曲 面/实体;设置为A表示自动选取所 有的曲面/实体。
Check(干涉面):
设置为N表示不选取干涉曲面/实体; 设置为S表示要选取干涉曲面/实体; 设置为U表示自动选取加工曲面以外 的所有曲面/实体。
生成用于清除曲面间交角部分残留材料的精加工刀
具路径。
L 残料清角
生成用于清除因使用较大直径刀具加工所残留材料 的精加工刀具路径。
P 环绕等距
生成一组在三维方向等步距环绕工件曲面的精加工
刀具路径。
13.1 曲面加工共同参数
13.1.1 概述 在Mastercam系统中,编制曲面数控加工
刀具路径的一般步骤如下.
Contain(定义范围):
设置是否要定义切削范围的封闭 串连;设置为N表示不定义边界串连; 设置为Y时表示要定义边界串连。
13.2 曲面平行铣削加工
平行铣削加工是一种简单、有效和 常用的加工方法。
对工件沿特定的方向(与X轴同向或 倾斜一定角度)产生一系列平行的刀 具路径。
加工时刀具按指定的进给方向进行 切削。适于工件中凸出物或浅沟槽的 加工。
该参数用来设置加工角度(0~360度)。 加工角度是指刀具路径与刀具面X轴正向的 夹角。
5.Maximum stepdown(最大Z轴进给量)
该参数用来设置Z方向两相邻刀具路径层之 间的最大距离(切深),也称背吃刀量。
(a)切深较大时的加工效果 (b)切深较小时的加工效果
图13.11 最大切深的设定
第8章 三维刀具路径
掌握:1、掌握曲面加工的公用参数设置; 2、掌握曲面平行铣削粗、精加工方法; 3、掌握曲面投影粗、精加工方法。
月日 周星期
月
日
周星期
授课方式 授课时间
重点 难点
教 学 要 点
1、掌握曲面加工的公用参数设置; 2、掌握曲面平行铣削粗、精加工方法; 3、掌握曲面投影粗、精加工方法。 1、曲面加工的公用参数设置; 2、曲面平行铣削粗加工; 3、曲面平行铣削精加工; 4、曲面投影粗加工; 5、曲面投影精加工。
的表面。
(a) 图9-17 Z方向的控制
(2)Cut from one side(单侧切 削):
仅沿工件的一侧下刀或提刀。
(3)Cut from both side(双侧切 削):
沿工件的两侧下刀或提刀。
(b) 图9-17 Z方向的控制
7.定义下刀点(Prompt for starting point)
R 放射状加工 生成放射状的精加工刀具路径。
J 投影加工
将已有的刀具路径或几何图形投影到曲面上生成精
加工刀具路径。
F 曲面流线
沿曲面流线方向生成精加工刀具路径。
C 等高外形
沿曲面的等高线生成精加工刀具路径。
S 浅平面加工 生成用于清除曲面浅面部分残留材料的精加工刀具 路径,浅面积由斜坡角度决定。
E 交线清角
(1)NCI(刀具路径):
选取已存在的NCI 文件来进行投影。 投影后的刀具路径仅改变它的深度Z 坐标,而不改变X和Y坐标。
因此,在生成投影路径之前应先创 建好原始刀具路径。
图13.41 NCI投影刀具路径
(2)Curves(曲线):
选取一条曲线或一组曲线来 进行投影。
系统要求在设定好曲面投影 粗加工参数后必须选取所需的 投影曲线。
(1)选择适当的加工刀具路径模组。
(2)选择需要进行加工的曲面。 (3)从刀具资料库中选择或自定义刀具。 (4)设置刀具有关参数。 (5)设置曲面或实体加工的各项参数。 (6)设置各刀具路径模组特有的参数。 (7)生成刀具路径并模拟切削效果。
13.1.2 曲面参数
图 13.3 曲面参数
1.高度设置 系统使用4个高度参数: Clearance(安全高度)、 Retract(参考高度)、 Feed plane(进给下刀位置) Top of stock (工件表面)。
该参数用来设置XY平面内,两相 邻刀具路径之间的最大步进距离。
该设置值必须小于刀具的直径。
一般粗加工时,常取刀具直径的 75%~85%作为其最大切削间距。
(a)大切削间距的加工效果
(b)小切削间距的加工效果