不锈钢焊接工艺指导书
不锈钢铸件焊接工艺
不锈钢铸件焊接工艺一、焊前准备1.清理:在焊接前,应彻底清理不锈钢铸件表面的氧化皮、油污、灰尘等杂质,以确保焊接质量。
2.预热:根据不锈钢铸件的材质和厚度,进行适当的预热处理,以降低焊接过程中的应力,防止裂纹的产生。
3.装配:确认铸件的位置和装配间隙,确保符合焊接要求。
二、焊接工艺参数选择1.焊接方法:根据具体的不锈钢铸件结构和材质,选择合适的焊接方法,如熔化极氩弧焊、激光焊等。
2.焊接电流和电压:根据所选的焊接方法和焊材,调整合适的焊接电流和电压,以确保焊接质量和效率。
3.焊接速度:适当地控制焊接速度,使焊接熔池保持稳定,防止气孔、夹渣等缺陷的产生。
三、焊接操作要点1.引弧:采用合适的引弧方式,如接触引弧或高频引弧,以避免引弧处出现裂纹或气孔。
2.焊接顺序:按照合理的焊接顺序进行焊接,避免铸件产生变形或裂纹。
3.填丝:选用合适的不锈钢焊丝,并进行适当的填丝操作,以保证焊缝的饱满和均匀。
4.收弧:收弧时应将弧坑填满,以避免弧坑处出现裂纹或气孔。
四、焊后处理1.冷却:焊接完成后,应进行适当的冷却处理,以降低铸件的应力。
2.打磨:对焊缝进行打磨,去除焊缝表面的氧化皮和杂质,使焊缝表面光滑整洁。
3.酸洗:根据需要,对不锈钢铸件进行酸洗处理,以去除表面污渍和氧化层。
4.检验:对焊接完成的铸件进行质量检验,检查是否存在裂纹、气孔等缺陷。
五、质量控制1.人员培训:对焊接操作人员进行定期的技术培训和考核,提高操作人员的技能水平。
2.材料控制:对不锈钢铸件所使用的材料进行严格的质量控制,确保材料的性能和质量符合要求。
3.工艺流程控制:制定严格的焊接工艺流程,并对每个环节进行监控和管理,确保工艺流程的执行质量。
氩弧焊焊接不锈钢工艺规程
氨弧焊焊接不锈钢工艺规程气弧焊焊接不锈钢工艺规程一、适用范围本规程适用于不锈钢的氨弧焊焊接,包括铸造不锈钢、锻造不锈钢和不锈钢板的氨弧焊焊接。
二、工艺要求1.材料准备所有需要焊接的不锈钢材料必须经过清洗和除油处理,以确保焊缝的优良质量。
另外,还需要选用相应品质的不锈钢焊丝和填充材料,在焊接工作中尽量减少氧化和污染的影响。
2.气体选择瀛气应该是气体选择的首选,同时,还应选择适当的混合气体来提升焊缝质量,比如氯气可以提供更好的热传导性,使焊接速度更快;碳气则可以使焊缝的组织更加均匀。
3.电源选择对于既要保证质量又要提高效率的工艺,选择较高的电源电压和焊接电流是必须的。
同时,还需根据具体的焊接工艺调整电流参数和电弧电压,保证焊缝质量的稳定。
4.焊接设置在焊接前,需要确定单次焊接的长度和宽度,通常单次焊缝长度不宜太长,以中间的接头距离为准。
另外,还应该根据具体焊接要求,在合适的环境下摆放夹具,以保证焊缝的优良质量。
5.焊接时序气弧焊接不锈钢时,通常会采用交流或者直流通电。
焊接时需要控制电弧和熔池的面积、大小、位置和形状等,以达到优良的焊缝质量。
同时,还要根据需要,在焊接工作中随时调整气流的速度和方向,以便达到更好的焊接质量。
6.焊接后处理在焊接后,应及时清除焊接点上的污垢和残留物;清除焊接工作中产生的氧化层也非常重要,以保证焊接质量和强度。
焊接工作完成后,还需进行必要的热处理,以减轻残余应力和提高焊缝的硬度和强度。
三、安全管理1.操作人员必须经过专业培训和考核,了解焊接工艺和焊接技能,同时要掌握与操作相关的安全知识。
2.焊接作业前,必须对设备和工具进行检查,检查是否安装稳定可靠,检查控制装置是否正常。
3.在操作过程中,必须使用所需的个人防护器材,如焊接面罩、手套、焊接服、鞋等,以保障操作人员的安全。
4.不得在有易燃和爆炸、毒性物质等环境下进行焊接工作。
5.在焊接作业前,必须清洗操作环境和附近的地面,确保无阻碍或危险物品存在,并保持操作区域周围的通道畅通。
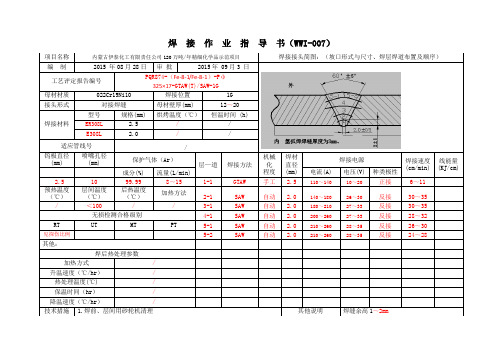
焊接作业指导书WWI-007不锈钢埋弧焊
/
热处理温度(℃)
/
保温时间(hr)
/
降温速度(℃/hr)
/
技术措施
1.焊前、层间用砂轮机清理
其他说明
焊缝余高1~2mm
自动
2.0
180~210
27~33
反接
30~35
无损检测合格级别
4-1
SAW
自动
2.0
200~260
27~33
反接
28~32
RT
UT
MT
PT
5-1
SAW
自动
2.0
210~260
28~35
反接
26~30
见探伤比例
5-2
SAW
自动
2.0
210~260
28~35
反接
24~28
其他:
焊后热处理参数
加热方式
/
母材材质
022Cr19Ni10
焊接位置
1G
接头形式
对接焊缝
母材壁厚(mm)
12~20
焊接材料
型号
规格(mm)
烘烤温度(℃)
恒温时间(h)
ER308L
2.5
/
/
E308L
2.0
/
/
适应管线号
/
钨极直径(mm)
喷嘴孔径
(mm)
保护气体(Ar)
层—道
焊接方法
机械化
程度
焊材
直径
(mm)
焊接电源
焊接速度
(cm/min)
线能量
(KJ/cm)
成分(%)
流量(L/min)
电流(A)
电压(V)
不锈钢焊接工艺评定

受控状态文件编号:OF/GYHJ-01发放编号00 版本号: A版焊接工艺评定报告编制:桑叶日期:2012年02月 28 日审核:陈海强日期:2011年02月 28 日批准:陈明华日期:2011年02月 28 日编号:PQR-01 焊接工艺评定书(不锈钢管-手工氩弧焊)目录一、焊接工艺评定任务书(表1)二、焊接工艺指导书(表2)三、焊接工艺评定报告(表3)四、焊接工艺评定施焊记录表(表4)五、焊接工艺评定焊缝外观检查表(表5)六、附件1.试样检测报告2.试样材料质量检验证明书3.焊接材料质量质量证明书一、焊接工艺评定任务书(表1)母材 牌号 0Gr18Ni9 接 头 示 意 图规格 D60×4.0焊 接材 料焊条牌号 规格 焊丝 牌号 ER304 规格 D2.0 焊剂牌号 规格焊接方法 手工氩弧焊其他 技 术 要 求焊缝外观质量√ 射线探伤 √ 其他∕机 械 性 能拉伸(GB228)数 量 2 件 冲击 ∕弯曲 (GB232)项目数量 各 项 指 标面弯 2件 弯曲直径 12 热影响区 ∕ 背弯 2件 支座间距 5.2 焊缝区 ∕ 侧弯 ∕弯曲角度180° 其他∕金相 宏观 ∕ 微观∕ 晶间腐蚀 ∕合 格 标 准外观质量 不允许存在未熔合、裂缝、气孔、夹渣、弧坑、未焊透X 射线探伤JB/T 4730.2-2005射线检测∕机 械 性 能 拉伸 GB228 金 相宏 观 ∕ 弯曲 GB232 冲击 ∕ 硬度 ∕ 微 观∕其他 ∕金 相 ∕∕ 晶间腐蚀 ∕编制桑叶日期2010.04.20二、焊接工艺指导书(表2)焊接接头:简图:(接口形式、坡口形式与尺寸、焊层、焊道布置及顺序)坡口形式:V型衬垫(材料及规格):无其他:采用机械加工坡口注:对每一种母材与焊材的组合均需分别填表焊接工艺指导书(续表2)第三方检验编制:桑叶日期:2010.04.20 审核:陈海强日期:2010.04.20 批准:陈明华日期:2010.04.20三、焊接工艺评定报告(表3)单位名称:中色十二冶金建设有限公司焊接作业指导书编号:WPS-01 焊接工艺评定报告编号:PQR-01焊接方法:手工氩弧焊机械化程度:手工接头简图:(坡口形式、尺寸、衬底、每种焊接方法或焊接工艺、焊接金属厚度)母材:材料标准:GB/T14976 -2002钢号:0Gr18Ni9类、组别号:Ⅶ-1 类、组别号:Ⅶ-1 相焊厚度:4 mm直径:60 mm其他:焊后处理:热处理温度(℃)保温时间(h)气体:气体种类混合比流量(L/min)保护气氩气99.95% 8-15尾部保护气背部保护气氩气99.95% 4-6填充金属:焊材标准:YB/T 5092-96焊材牌号:ER304焊材规格:Ф2.0焊材金属厚度:其他:电特性:电流种类:逆变式极性:正极钨极尺寸:Ф2.0焊接电流(A):90-120电弧电压(V):12-16其他:焊接位置:对接焊缝位置水平转动方向:(√向上、向下)角焊接位置方向:(向上、向下)技术措施:焊接速度(cm/min):7-14摆动或不摆动:略摆动摆动参数:小摆动焊接工艺评定报告(续表3)焊接工艺评定报告(续表3)编制:桑叶日期:2010.04.28 审核:陈海强日期:2010.04.28 批准:陈明华日期:2010.04.28四、焊接工艺评定施焊记录表(表4)五、焊接工艺评定外观检查表(表5)11。
2205双相不锈钢的焊接工艺规程

2205双相不锈钢的焊接工艺规程双相不锈钢的焊接工艺规程随着工业技术的不断发展,奥氏体不锈钢已经不能满足应力腐蚀、点腐蚀和缝隙隧洞式腐蚀的要求。
为此,冶金工作者研制出了双相不锈钢,它将奥氏体不锈钢所具有的优良韧性和焊接性与铁素体不锈钢所具有的较高强度和耐氯化物应力腐蚀性能结合在一起,成为一种可焊接的结构材料。
双相不锈钢的固溶组织中铁素体相和奥氏体相各约占50%,一般量少相的含量也需要达到30%。
在含C较低的情况下,Cr含量在18%-28%,Ni含量在3%-10%。
有些钢还含有Mo、Cu、Nb、Ti,N等合金元素。
该类钢兼有奥氏体和铁素体不锈钢的特点,与铁素体相比,塑性、韧性更高,无室温脆性,耐晶间腐蚀性能和焊接性能均显著提高,同时还保持有铁素体不锈钢的475℃脆性以及导热系数高,具有超塑性等特点。
与奥氏体不锈钢相比,强度高且耐晶间副食和耐氯化物应力腐蚀有明显提高。
双相不锈钢具有优良的耐孔蚀性能,也是一种节镍不锈钢。
双相不锈钢的应用范围不断扩大,除了在石油化工领域中用于、管道和零部件等,还在一般民用工程和能源交通方面得到广泛应用,如桥梁、飞机、船舶、汽车以及沿海城市和化工区的装饰建筑等。
双相不锈钢的发展经历了三代历程,我国的应用也在逐步增加。
在正确控制化学成分和热处理工艺的基础上,双相不锈钢的焊接工艺规程也得到了不断完善。
1.1.1 石油和天然气工业石油和天然气工业是国外应用双相不锈钢的主要领域之一,目前已铺设了1000公里的油气输送管线。
国内只有南海油田少量使用,且全部进口。
另外,西气东输工程在考虑使用双相不锈钢焊管作为集气管线,国内已有条件生产和制造。
炼油工业是最早使用国产双相不锈钢的部门之一。
在南京、镇海、天津、济南等炼化公司中,多集中使用双相不锈钢于常减压蒸馏塔的塔顶衬里(或复合板)、塔内构件、空冷器和水冷器等,最长的使用时间已达20年。
___是我国最大的炼油基地,加工能力为1600万吨,已进入世界百强,冷凝冷却系统中多套设备使用双相不锈钢。
不锈钢焊接工艺

不锈钢焊接工艺一总体要求:1. 从事不锈钢施工的焊工及其它相关人员应遵守本工艺。
2. 定位焊及正常焊接必须由具有相应等级不锈钢焊工证书的焊工进行施焊。
二焊前准备:1. 储存、吊装、运输1.1 不锈钢件储存:应有专用存放架,存放架应为木质或表面喷漆的碳钢支架或垫以橡胶垫,以与碳钢等其它金属材质隔离。
存放时,储存位置应便于吊运,与其它材料存放区相对隔离,应有防护措施,不锈钢钢管两端加防护盖以避免灰尘、油污、铁锈对不锈钢的污染。
1.2 不锈钢件吊装:吊装时,应采用专用吊具,如吊装带、专用夹头等,严禁使用钢丝绳以免划伤表面;并且在起吊和放置时,应避免冲击磕碰造成划伤。
1.3 不锈钢件运输:运输时,应用运输工具(如小车、拖拉机等),并应洁净有隔离防护措施,以防灰尘、油污、铁锈污染不锈钢。
严禁拖拉,避免磕碰、划伤。
2. 对于受损的钢板表面需要进行酸洗、钝化处理。
三、焊接过程:1. 焊接规范见《焊接工艺》(YTRS643-91-01A ),除以下特殊要求外,其他焊接要求均按照《焊接技术要求》(YTRS643-91-02 )执行。
2. 保护金属表面,严禁随处引弧,任意用铁锤敲击金属表面。
3. 与不锈钢焊接的临时性构件(如马板、吊耳等),要使用相同的不锈钢材料,采用相应的焊接工艺。
4. 焊接不锈钢钢管时,管内应通惰性气体进行净化,焊接时焊缝附近区域必须持续有氩气保护。
5. 焊接不锈钢钢管时,需用TIG 焊打底。
6. 使用不锈钢材质的砂轮和钢丝刷等进行打磨和清理工作。
四、焊后处理:1. 焊后应对焊缝及近缝区做酸洗、钝化处理2. 酸洗、钝化步骤如下:2.1 将焊缝表面清理干净。
2.2 再将酸洗、钝化膏涂抹于焊缝及近缝区具有氧化皮处,涂膜厚度为1~3mm 2.3反应一般为1-10分钟,0 C以下,氧化皮厚处,需适当延长时(反应时间视膏体品牌及金属氧化膜厚度而定)。
2.4 待反应完全后,用抹布或丝刷擦除,清水冲净即可。
钢结构手工电弧焊焊接工艺标准范围本工艺标准适用于一般工业与民用建筑工程中钢结构制作与安装手工电弧焊焊接工程。
不锈钢焊接工艺评定
受控状态文件编号:OF/GYHJ-01发放编号00 版本号: A版焊接工艺评定报告编制:桑叶日期:2012年02月 28 日审核:陈海强日期:2011年02月 28 日批准:陈明华日期:2011年02月 28 日编号:PQR-01 焊接工艺评定书(不锈钢管-手工氩弧焊)目录一、焊接工艺评定任务书(表1)二、焊接工艺指导书(表2)三、焊接工艺评定报告(表3)四、焊接工艺评定施焊记录表(表4)五、焊接工艺评定焊缝外观检查表(表5)六、附件1.试样检测报告2.试样材料质量检验证明书3.焊接材料质量质量证明书一、焊接工艺评定任务书(表1)母材 牌号 0Gr18Ni9 接 头 示 意 图规格 D60×4.0焊 接材 料焊条牌号 规格 焊丝 牌号 ER304 规格 D2.0 焊剂牌号 规格焊接方法 手工氩弧焊其他 技 术 要 求焊缝外观质量√ 射线探伤 √ 其他∕机 械 性 能拉伸(GB228)数 量 2 件 冲击 ∕弯曲 (GB232)项目数量 各 项 指 标面弯 2件 弯曲直径 12 热影响区 ∕ 背弯 2件 支座间距 5.2 焊缝区 ∕ 侧弯 ∕弯曲角度180° 其他∕金相 宏观 ∕ 微观∕ 晶间腐蚀 ∕合 格 标 准外观质量 不允许存在未熔合、裂缝、气孔、夹渣、弧坑、未焊透X 射线探伤JB/T 4730.2-2005射线检测∕机 械 性 能 拉伸 GB228 金 相宏 观 ∕ 弯曲 GB232 冲击 ∕ 硬度 ∕ 微 观∕其他 ∕金 相 ∕∕ 晶间腐蚀 ∕编制桑叶日期2010.04.20二、焊接工艺指导书(表2)焊接接头:简图:(接口形式、坡口形式与尺寸、焊层、焊道布置及顺序)坡口形式:V型衬垫(材料及规格):无其他:采用机械加工坡口焊接工艺指导书(续表2)三、焊接工艺评定报告(表3)单位名称:中色十二冶金建设有限公司焊接作业指导书编号:WPS-01 焊接工艺评定报告编号:PQR-01焊接方法:手工氩弧焊机械化程度:手工接头简图:(坡口形式、尺寸、衬底、每种焊接方法或焊接工艺、焊接金属厚度)母材:材料标准:GB/T14976 -2002钢号:0Gr18Ni9类、组别号:Ⅶ-1 类、组别号:Ⅶ-1 相焊厚度:4 mm直径:60 mm其他:焊后处理:热处理温度(℃)保温时间(h)气体:气体种类混合比流量(L/min)保护气氩气99.95% 8-15尾部保护气背部保护气氩气99.95% 4-6填充金属:焊材标准:YB/T 5092-96焊材牌号:ER304焊材规格:Ф2.0焊材金属厚度:其他:电特性:电流种类:逆变式极性:正极钨极尺寸:Ф2.0焊接电流(A):90-120电弧电压(V):12-16其他:焊接位置:对接焊缝位置水平转动方向:(√向上、向下)角焊接位置方向:(向上、向下)技术措施:焊接速度(cm/min):7-14摆动或不摆动:略摆动摆动参数:小摆动多焊道或单焊道(每面):单道焊多丝焊或单丝焊:单丝其他:预热:预热温度(℃)层间温度(℃)其他:编制:桑叶日期:2010.04.28 审核:陈海强日期:2010.04.28 批准:陈明华日期:2010.04.28四、焊接工艺评定施焊记录表(表4)五、焊接工艺评定外观检查表(表5)。
316L不锈钢焊接工艺

以后有316L 的焊接件一定要按此工艺执行。
焊工资质需由《奥氏体不锈钢合格证》。
316L 不锈钢管道焊接工艺1.焊接准备1.1 焊接方法:根据不锈钢的焊接特点,应尽可能减小热输入量,一般采用手工电弧焊、钨极氩弧焊两种方法,Φ>100 mm 的采用氩弧焊打底加电弧焊填充盖面。
Φ≦100 mm 且壁厚小于5mm 的管道采用全用氩弧焊,壁厚大于等于5mm 的管道采用氩弧打底,电弧焊填充盖面。
1.2 电焊机:由于不锈钢焊接易产生引弧夹钨和收缩气孔需要配备高频引弧和电流衰减特性的专用氩弧焊机。
1.3 焊材:焊丝采用Φ2.5/PP-TIG316L,焊条采用:Φ2.5-3.2/A022,使用前焊丝表面去除氧化层和油污使用丙酮或酒精揩干净;焊条应200-250 ℃烘干1h,存放保温筒内随取随用。
1.4 焊接电流:不锈钢导热效率低,约为碳钢的1/3,电阻率约为碳钢的 5 倍,线膨胀系数比碳钢约大50%,密度大于碳钢,因此焊接电流应小于碳钢焊接电流。
手工电弧焊时焊机采用直流反接,氩弧焊时采用直流正接。
在焊接打底层应尽量采用小直径焊材,小电流,降低焊接线能量,提高熔敷金属的流动性。
因不锈钢导热性能差,故此应选用小电流避免焊条焊接过程中焊芯发红,药皮中气体保护成分过热挥发,造成焊条熔渣保护效果下降。
组对间隙较大的焊缝采用单侧连续送丝焊枪连续摆动,靠液态金属的流动性与另一侧母材熔化结合,防止单侧咬边。
手工电弧焊推荐电流(仅做参考)接头形式焊缝层次焊接方法焊接材料焊接电流I/A 电弧电压V 焊接速度cm/min管对接一层氩弧焊TIG316L φ2.5 75-80 10-11 6-8二层氩弧焊TIG316L φ2.5 75-80 10-11 6-8φ2.5 80-85 25-26 9-12 手工电弧焊A022φ3.2 90-105 25-26 10-151.5 氩气:氩气瓶上应贴有出厂合格标签,使用纯氩≥99.99%或高纯氩≥99.999%,氩弧焊焊接不锈钢时,背面必须充氩气保护,保证背面成形圆滑,防止焊缝根部氧化降低焊缝耐腐蚀性。
不锈钢焊接工艺指导书
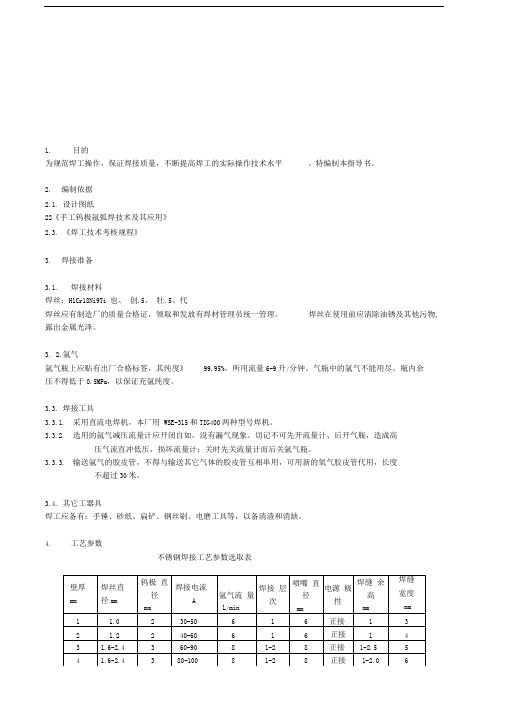
1.目的为规范焊工操作,保证焊接质量,不断提高焊工的实际操作技术水平,特编制本指导书。
2.编制依据2.1.设计图纸22《手工钨极氩弧焊技术及其应用》2.3.《焊工技术考核规程》3.焊接准备3.1.焊接材料焊丝:H1Cr18Ni9Ti 也、创.5、牡.5、代焊丝应有制造厂的质量合格证,领取和发放有焊材管理员统一管理。
焊丝在使用前应清除油锈及其他污物, 露出金属光泽。
3. 2.氩气氩气瓶上应贴有出厂合格标签,其纯度》99.95%,所用流量6-9升/分钟,气瓶中的氩气不能用尽,瓶内余压不得低于0.5MPa,以保证充氩纯度。
3.3.焊接工具3.3.1.采用直流电焊机,本厂用WSE-315和TIG400两种型号焊机。
3.3.2.选用的氩气减压流量计应开闭自如,没有漏气现象。
切记不可先开流量计、后开气瓶,造成高压气流直冲低压,损坏流量计;关时先关流量计而后关氩气瓶。
3.3.3.输送氩气的胶皮管,不得与输送其它气体的胶皮管互相串用,可用新的氧气胶皮管代用,长度不超过30米。
3.4.其它工器具焊工应备有:手锤、砂纸、扁铲、钢丝刷、电磨工具等,以备清渣和消缺。
4.工艺参数不锈钢焊接工艺参数选取表5.工序过程5.1.焊工必须按照“考规”规定经相应试件考试合格后,方可上岗位焊接。
52严禁在被焊件表面随意引燃电弧、试验电流或焊接临时支撑物等。
53焊工所用的氩弧焊把、氩气减压流量计,应经常检查,确保在氩弧焊封底时氩气为层流状态。
54接口前应将坡口表面及母材内、外壁的油、漆、垢锈等清理干净,直至发出金属光泽,清理范围为每侧各为10-15m m,对口间隙为 2.5〜3.5mm。
5.5.接口间隙要匀直,禁止强力对口,错口值应小于壁厚的10%,且不大于1mm。
5.6.接口局部间隙过大时,应进行修整,严禁在间隙内添加塞物。
5.7.接口合格后,应根据接口长度不同点4-5点,点焊的材料应与正式施焊相同,点焊长度10-15mm,厚度3-4mm。
焊接工艺作业指导书
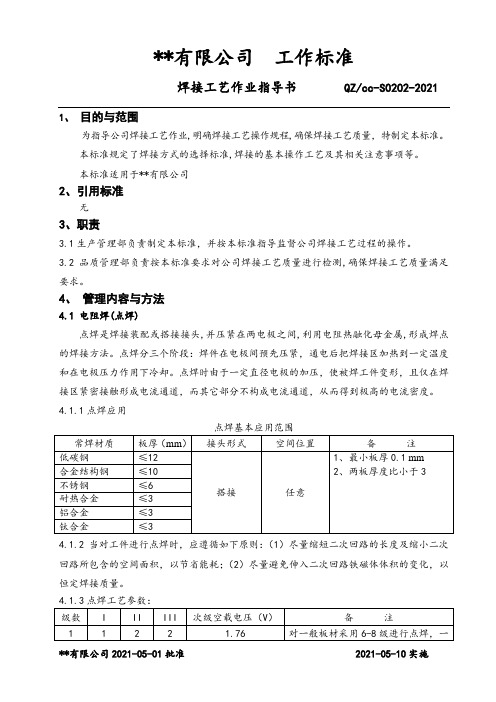
**有限公司工作标准焊接工艺作业指导书QZ/cc-S0202-20211、目的与范围为指导公司焊接工艺作业,明确焊接工艺操作规程,确保焊接工艺质量,特制定本标准。
本标准规定了焊接方式的选择标准,焊接的基本操作工艺及其相关注意事项等。
本标准适用于**有限公司2、引用标准无3、职责3.1生产管理部负责制定本标准,并按本标准指导监督公司焊接工艺过程的操作。
3.2 品质管理部负责按本标准要求对公司焊接工艺质量进行检测,确保焊接工艺质量满足要求。
4、管理内容与方法4.1 电阻焊(点焊)点焊是焊接装配或搭接接头,并压紧在两电极之间,利用电阻热融化母金属,形成焊点的焊接方法。
点焊分三个阶段:焊件在电极间预先压紧,通电后把焊接区加热到一定温度和在电极压力作用下冷却。
点焊时由于一定直径电极的加压,使被焊工件变形,且仅在焊接区紧密接触形成电流通道,而其它部分不构成电流通道,从而得到极高的电流密度。
4.1.1点焊应用点焊基本应用范围4.1.2当对工件进行点焊时,应遵循如下原则:(1)尽量缩短二次回路的长度及缩小二次回路所包含的空间面积,以节省能耗;(2)尽量避免伸入二次回路铁磁体体积的变化,以恒定焊接质量。
4.2 电焊电焊主要利用其热能来熔化焊接材料和母材,达到连接金属的目的。
焊接电弧发生在电极和工件之间,是电场通过两极之间气体空间进行持续放电,即所谓气体放电现象。
通过电能放电将电能转化为热能、机械能和光能。
4.2.1焊条的选用及其要点4.2.1.1对焊接材料的力学性能和化学成分要求者:对于普通结构钢,通常要求焊缝金属与母材等强度,应选用抗拉强度等于或稍高于母材的焊条;对于合金结构钢,通常也要求焊缝金属的力学性能与母材金属相同或相近。
4.2.1.2对焊件的使用性能和工作条件要求者:对承受载荷和冲击载荷的焊件,除满足强度要求外,还要保证焊缝金属具有较高的冲击韧性和塑性,应选用塑性和韧性指标较高的低氢焊条;接触腐蚀介质的焊件,应根据介质的性质及腐蚀特性,应选用相应的不锈钢类焊条或其它耐腐蚀焊条。
焊接作业指导书及焊接工艺
焊接作业指导书及焊接工艺XXXXXX: 005XXX: A/0Date: 2010.21.Purpose: To clarify work responsibilities。
XXX。
XXX processing。
Standardize safety ns。
prevent potential safety hazards。
XXX.2.Scope:2.1.Applicable to XXX.2.2.Not applicable to products with special XXX。
etc.3.Responsibilities: XXX.4.Workflow4.1 Workflow ChartCheck the current shift's work planRead drawings and processesXXX-finished products according to drawingsCheck tools。
measuring tools。
materials and semi-finished productsWeld and self-inspectReport n4.2 Basic ns:4.2.1 Check the current shift's work plan: Carry out ns in accordance with the work plan and progress XXX needs.4.2.2 Read drawings and processes: Before welding。
the welder should carefully read the drawings。
XXX documents。
XXX welding symbols。
and determine the XXX that need to be cut。
XXX according to the process requirements。
不锈钢焊接作业指导书
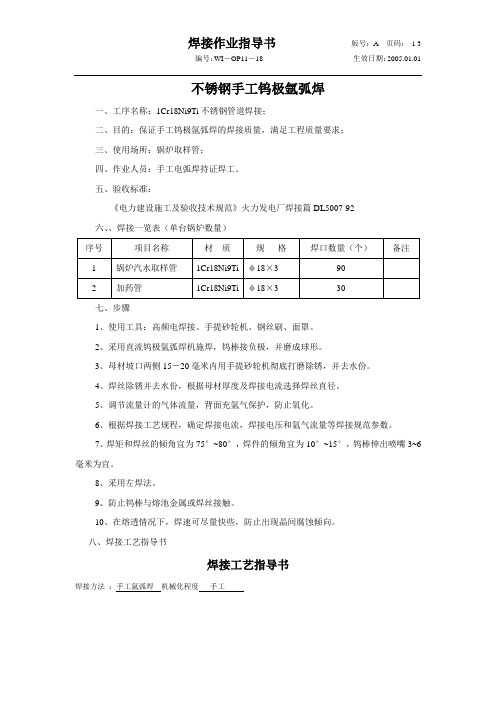
不锈钢手工钨极氩弧焊
一、工序名称:1Cr18Ni9Ti不锈钢管道焊接;
二、目的:保证手工钨极氩弧焊的焊接质量,满足工程质量要求;
三、使用场所:锅炉取样管;
四、作业人员:手工电弧焊持证焊工。
五、验收标准:
《电力建设施工及验收技术规范》火力发电厂焊接篇DL5007-92
六、、焊接一览表(单台锅炉数量)
七、步骤
1、使用工具:高频电焊接、手提砂轮机、钢丝刷、面罩。
2、采用直流钨极氩弧焊机施焊,钨棒接负极,并磨成球形。
3、母材坡口两侧15-20毫米内用手提砂轮机彻底打磨除锈,并去水份。
4、焊丝除锈并去水份,根据母材厚度及焊接电流选择焊丝直径。
5、调节流量计的气体流量,背面充氩气保护,防止氧化。
6、根据焊接工艺规程,确定焊接电流,焊接电压和氩气流量等焊接规范参数。
7、焊矩和焊丝的倾角宜为75°~80°,焊件的倾角宜为10°~15°,钨棒伸出喷嘴3~6毫米为宜。
8、采用左焊法。
9、防止钨棒与熔池金属或焊丝接触。
10、在熔透情况下,焊速可尽量快些,防止出现晶间腐蚀倾向。
八、焊接工艺指导书
焊接工艺指导书
焊接方法_:手工氩弧焊机械化程度___手工____。
不锈钢焊接工艺评定报告PQR

焊接工艺评定报告
评定报告编号: QAP-47
焊接工艺指导书编号: QA-47
焊接方法: SMAW
母材: TP304 规格:φ×
焊接材料:(H0Gr21Ni10)规格:φ
江苏启安建设集团有限公司
2009年7月18日
焊接工艺评定报告PQR
焊接工艺评定报告PQR
焊接工艺评定报告PQR
焊接工艺评定报告PQR
焊接工艺评定委托单
委托受理人:委托单位技术负责人:编制:
焊接工艺指导书
焊接工艺指导书Welding Procedure Instruction
焊接记录
试件编号: 2009006 焊接日期:2009-3-3
焊接工程师:记录:焊工:
射线探伤报告
RADIOGRAPHIC TEST REPORT OF WELD
报告编号:RT2009-焊-037 报告日期:Report No Date 2009年3月3日
力学性能试验报告
MECHANICAL TEST REPORT
工作令号Job No. PQ2009-046 报告编号Report No.
PQ2009-046
金相试验报告
METALLOGRAPHY EXAMINATION REPORT
报告编号:
Report No.:
PQ2009-015。
焊接作业指导书及焊接工艺

焊接作业指导书及焊接工艺1.目的:明确工作职责,确保加工的合理性、正确性及可操作性。
规范安全操作,防患于未然,杜绝安全隐患以达到安全生产并保证加工质量。
2.范围:2.1.适用于钢结构的焊接作业。
2.2.不适用有特殊焊接要求的产品及压力容器等。
3.职责:指导焊接操作者实施焊接作业等工作。
4.工作流程4.1作业流程图4.1.1.查看当班作业计划4.1.2.阅读图纸及工艺4.1.3.按图纸领取材料或半成品件4.1.4.校对工、量具;材料及半成品自检4.1.5.焊接并自检4.1.6.报检4.2.基本作业:4.2.1.查看当班作业计划:按作业计划顺序及进度要求进行作业,以满足生产进度的需要。
4.2.2.阅读图纸及工艺:施焊前焊工应仔细阅读图纸、技术要求及焊接工艺文件,明白焊接符号的涵义。
确定焊接基准和焊接步骤;自下料的要计算下料尺寸及用料规格,参照工艺要求下料。
有半成品分件的要核对材料及尺寸,全部满足合焊图纸要求后再组焊。
4.2.3.校准:组焊前校准焊接所需工、量具及平台等。
4.2.4.自检、互检:所有焊接件先行点焊,点焊后都要进行自检、互检,大型、关键件可由检验员配合检验,发现问题须及时调整。
4.2.5.首件检验:在批量生产中,必须进行首件检查,合格后方能继续加工。
4.2.6.报检:工件焊接完成后及时报检,操作者需在图纸加工工艺卡片栏及施工作业计划上签字。
(外加工件附送货单及自检报告送检)。
5.工艺守则:5.1.焊前准备5.1.1.施焊前焊缝区(坡口面、I型接头立面及焊缝两侧)母材表面20~30mm宽范围内的氧化物、油、垢锈等彻底清理干净,呈现均匀的金属光泽。
5.1.2.检查被焊件焊缝(坡口形式)的组对质量是否符合图纸要求,对保证焊接质量进行评估,如有疑义应向有关部门联系,以便采取相应工艺措施。
5.1.3. 按被焊件相应的焊接工艺要求领取焊接材料,并确认焊接牌号无误。
5.1.4. 检查焊接设备是否运转正常,各仪表指数是否准确可靠,然后遵照本工艺提供的工艺规范参数预调焊接电流、电压及保护气体流量。
不锈钢焊接工艺评定报告PQR

不锈钢焊接工艺评定报
告P Q R
Pleasure Group Office【T985AB-B866SYT-B182C-BS682T-STT18】
焊接工艺评定报告
评定报告编号: QAP-47
焊接工艺指导书编号: QA-47
焊接方法: SMAW
母材: TP304 规格:φ×
焊接材料:(H0Gr21Ni10)规格:φ
江苏启安建设集团有限公司
2009年7月18日
焊接工艺评定报告PQR
焊接工艺评定报告PQR
焊接工艺评定报告PQR
焊接工艺评定报告PQR
焊接工艺评定委托单
委托受理人:委托单位技术负责人:编制:
焊接工艺指导书
焊接工艺指导书
焊接记录
试件编号: 2009006 焊接日期:2009-3-3
焊接工程师:记录:焊工:
射线探伤报告
RADIOGRAPHIC TEST REPORT OF WELD 报告编号:RT2009-焊-037 报告日期:
Report No Date 2009年 3月3日
力学性能试验报告MECHANICAL TEST REPORT
工作令号Job No. PQ2009-046 报告编号Report No. PQ2009-046
金相试验报告
METALLOGRAPHY EXAMINATION REPORT
报告编号:
Report No.:PQ2009-015。
不锈钢管道焊接工艺方案

不锈钢管道焊接工艺方案
1.管道准备
首先,要对不锈钢管道进行外观检查,确保无明显缺陷、裂纹等。
然后,通过钢丝刷或酸洗等方法清除管道表面的油污、脏物和氧化物。
最后,采用丙酮或酒精清洗管道表面,确保干净无尘。
2.管道焊接方式选择
根据不锈钢管道的规格和使用要求,可以选择TIG(氩弧焊)或MIG (惰性气体保护焊)焊接方式。
一般来说,TIG焊接适用于较薄壁管道和
对焊缝质量要求较高的情况,而MIG焊接适用于较厚壁管道和对焊缝质量
要求相对较低的情况。
3.焊接参数调节
根据不锈钢管道的材质和规格,确定适当的焊接电流、电压和焊接速
度等参数。
在进行试焊前,应进行参数调节和试验,以确保焊接质量。
4.焊接操作规程
-先预热:对于较大尺寸或壁厚的不锈钢管道,应预热以改善焊接性能。
-输送和保护气体:使用适当的输送和保护气体(如纯氩气或混合气体)进行TIG焊接或MIG焊接,以保护焊缝和电弧。
-焊接顺序:应根据管道的具体结构和焊接要求,确定焊接顺序,避
免产生变形和应力集中。
-焊接技术:焊工应根据规范要求进行适当的焊接技术,避免燃孔、气孔等焊接缺陷。
5.后续处理
焊接完成后,应对焊缝进行清理和处理。
首先,使用不锈钢丝刷清理焊缝表面的焊渣和氧化物。
然后,进行射击焊砂、平磨等表面处理,使焊缝与管道表面平整一致。
最后,清洁管道表面,去除油污和脏物。
以上是一个一般情况下的不锈钢管道焊接工艺方案。
具体的焊接工艺方案需要根据实际情况进行调整和优化,并严格按照相关规范和要求进行操作,以保证焊接质量和管道的使用寿命。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
打钨极,钨极与焊件接触
引弧时,钨极与工件要有一定距离
焊缝成型不整齐
走枪速度不均,送丝速度不均
焊速、送丝要均匀,多加强基本功训练
咬边
焊枪角度不正确,熔池温度不均,给送焊丝不合理
调整焊枪角度,以达熔池温度均匀,注意给送焊丝的位置、时间和速度
7.焊接环境
7.1. 焊接环境出现下列任一情况时,须采取有效防护措施,否则禁止施焊。
5.5.?? 接口间隙要匀直,禁止强力对口,错口值应小于壁厚的10%,且不大于1mm。
5.6.?? 接口局部间隙过大时,应进行修整,严禁在间隙内添加塞物。
5.7.?? 接口合格后,应根据接口长度不同点4-5点,点焊的材料应与正式施焊相同,点焊长度10-15mm,
厚度3-4mm。
5.8.?? 打底完成后,应认真检查打底焊缝质量,确认合格后再进行氩弧焊盖面焊接。
7.2.2. 氩弧焊、二氧化碳气体保护焊;2m/s。
7.3. 焊接环境出现下列任一情况时,须采取有效防护措施,否则禁止施焊。
7.3.1. 铝及铝合金焊接:不得大于80%。
7.3.2. 其他材料焊接:不得大于90%。
7.4. 当焊件表面潮湿、覆盖有冰雪,或在下雨、下雪、刮风期间,焊工及焊件无保护措施时,不应进行焊接。
7.1.1. 风速大于10m/s;
7.1.2. 相对湿度大于90%;
7.1.3 雨、雪环境;
7.1.4. 焊件温度低于-20℃。
7.1.5. 焊接环境必须符合安全卫生要求。
7.1.6. 焊工的工作环境应有足够的光线。
7.2. 焊接时的风速不应超过下列规定,当超过规定时,应有防风设施:
7.2.1. 手工电弧焊、埋弧焊、氧乙炔焊:8m/s。
5.9.?? 引弧、收弧必须在接口内进行,收弧要填满熔池,将电弧引向坡口熄弧。
5.10.??点焊、氩弧焊、盖面焊,如产生缺陷,必须用电磨工具磨除后,再继续施焊,不得用重复熔化方
法消除缺陷。
5.11.??应注意接头和收弧质量,注意接头熔合应良好,收弧时填满熔池。为保证焊缝严密性。
5.12.??盖面完毕应及时清理焊缝表面熔渣、飞溅。
5.2.?? 严禁在被焊件表面随意引燃电弧、试验电流或焊接临时支撑物等。
5.3.?? 焊工所用的氩弧焊把、氩气减压流量计,应经常检查,确保在氩弧焊封底时氩气为层流状态。
5.4.?? 接口前应将坡口表面及母材内、外壁的油、漆、垢锈等清理干净,直至发出金属光泽,清理范围
为每侧各为10-15mm,对口间隙为2.5~3.5mm。
压气流直冲低压,损坏流量计;关时先关流量计而后关氩气瓶。
3.3.3.?? 输送氩气的胶皮管,不得与输送其它气体的胶皮管互相串用,可用新的氧气胶皮管代用,长度
不超过30米。
3.4.?其它工器具
焊工应备有:手锤、砂纸、扁铲、钢丝刷、电磨工具等,以备清渣和消缺。
4. 工艺参数
不锈钢焊接工艺参数选取表
表一
壁mm
8.6.?? 空中作业区下方如有易燃易爆物品时,要做好防止飞溅物落下的措施。
8.7.?? 应避免电焊线与带有感应线圈的设备相连,电焊线与焊钳连接部分应放置可靠,避免工作时电弧击伤管子或设备。
8.8.?? 焊接时应注意避免飞溅或电弧损伤设备、飞溅或焊渣落入已清洁干净的产品表面。
6.?? 质量标准:
6.1. 质量按Q/ZB74-73 焊接通用技术条件和机械结构用不锈钢焊接管(GB/T12770—2002)标准检验。
6.2. 缺陷种类、原因分析及改进方法
氩弧焊焊接产生缺陷的原因及防止方法
表二
焊缝缺陷
产生原因
防止方法
气孔
氩气不纯,气管破裂,或气路有水份,打钨极,金属烟尘过渡到熔池里
7.4.1. 焊接的环境温度应能保证焊件焊接所需的足够温度和焊工技能不受影响。
7.4.2. 噪声控制 焊接车间的噪声应保持车间白天≤65dB,夜间≤55dB.
7.4.3. 高频电磁辐射控制 施焊工作应当保证工件接地良好。同时加强通风降温,控制作业场所的温度和湿度。
7.4.4. 光辐射的控制 焊工应设置防护屏,防护屏多为灰色或黑色;并应在车间墙体表面采用吸收材料装饰。这样可起到减少弧光的反射,保护操作者眼睛健康的作用。
3. 2.?氩气
氩气瓶上应贴有出厂合格标签,其纯度≥99.95%,所用流量6-9升/分钟,气瓶中的氩气不能用尽,瓶内余压不得低于0.5MPa ,以保证充氩纯度。
3.3.? 焊接工具
3.3.1.?? 采用直流电焊机,本厂用WSE-315和TIG400两种型号焊机。
3.3.2.?? 选用的氩气减压流量计应开闭自如,没有漏气现象。切记不可先开流量计、后开气瓶,造成高
调换纯氩气,检查气路,修磨或调换钨极,将焊缝清理好
穿透不好有焊瘤
焊速不匀,技术不熟练
坚强基本功训练,均匀焊速
焊缝黑灰氧化严重
氩气流量小,焊速慢,温度高或电流大
增强氩气流量,加快焊速,或适当减小电流
缩孔
收弧方法不当,收弧突然停下来
改变收弧方法,采用增加焊速的方法停下来
裂纹
焊接温度高或低,穿透不好或过烧
确保焊透,电流和焊速要适当,改变收弧位置
未焊透
焊速快,电流小
减慢焊接速度或增加电流
熔合不好
错口、焊枪角度不正确、或焊速快电流小
改进对口的错误误差,掌握好焊枪角度,适当地放慢焊速和增加电流
烧穿
技术不熟练,电流大或焊速慢
减小电流或加快焊速,并加强基本功训练
焊缝表面击伤
引弧不准确,地线接触不好
引弧要准确,不得在焊件表面引弧,地线接好
80-130
8
2-3
8
正接
1-2.5
7-8
6
1.6-2.4
3
90-140
8
2-3
8
正接
1-2.0
8-9
9
2.4
3
100-150
10
3
10
正接
1-2
11-12
10
2.4
3
110-160
10
3-4
10
正接
1.5-2
12-13
5. 工序过程
5.1.?? 焊工必须按照“考规”规定经相应试件考试合格后,方可上岗位焊接。
1. 目的
为规范焊工操作,保证焊接质量,不断提高焊工的实际操作技术水平,特编制本指导书。
2.?? 编制依据
2.1. 设计图纸
2.2.《手工钨极氩弧焊技术及其应用》
2.3.《焊工技术考核规程》
3.?? 焊接准备
3.1. 焊接材料
焊丝:H1Cr18Ni9Ti?φ1、?φ1.5、 φ2.5、φ3
焊丝应有制造厂的质量合格证,领取和发放有焊材管理员统一管理。焊丝在使用前应清除油锈及其他污物,露出金属光泽。
8.?? 安全技术措施
8.1.?? 焊工工作时必须穿工作服,戴绝缘手套,穿绝缘鞋,面罩、头盔、防护眼镜、安全帽、耳罩、口罩等。
8.2.?? 焊工必须遵守安全、文明施工的规定。
8.3.?? 高空作业必须系安全带,高空搭设的脚手架应安全、可靠、并便于施焊。
8.4.?? 焊工在使用电磨工具时采取防护措施。使用前检查电磨工具砂轮片是否松动,是否需要更换砂轮片。
焊丝直径mm
钨极直径mm
焊接电流
A
氩气流量L/min
焊接层次
喷嘴直径mm
电源极性
焊缝余高mm
焊缝宽度mm
1
1.0
2
30-50
6
1
6
正接
1
3
2
1.2
2
40-60
6
1
6
正接
1
4
3
1.6-2.4
3
60-90
8
1-2
8
正接
1-2.5
5
4
1.6-2.4
3
80-100
8
1-2
8
正接
1-2.0
6
5
1.6-2.4
3