编码器常见报警
台达伺服编码器报警处理方法
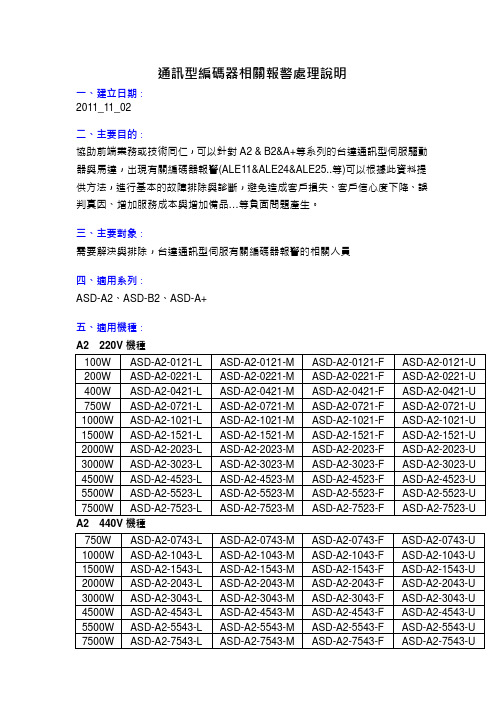
通訊型編碼器相關報警處理說明一、建立日期:2011_11_02二、主要目的:協助前端業務或技術同仁,可以針對A2 & B2&A+等系列的台達通訊型伺服驅動器與馬達,出現有關編碼器報警(ALE11&ALE24&ALE25..等)可以根據此資料提供方法,進行基本的故障排除與診斷,避免造成客戶損失、客戶信心度下降、誤判真因、增加服務成本與增加備品…等負面問題產生。
三、主要對象:需要解決與排除,台達通訊型伺服有關編碼器報警的相關人員四、適用系列:ASD-A2、ASD-B2、ASD-A+五、適用機種:A2 220V機種100W ASD-A2-0121-L ASD-A2-0121-M ASD-A2-0121-F ASD-A2-0121-U 200W ASD-A2-0221-L ASD-A2-0221-M ASD-A2-0221-F ASD-A2-0221-U 400W ASD-A2-0421-L ASD-A2-0421-M ASD-A2-0421-F ASD-A2-0421-U 750W ASD-A2-0721-L ASD-A2-0721-M ASD-A2-0721-F ASD-A2-0721-U 1000W ASD-A2-1021-L ASD-A2-1021-M ASD-A2-1021-F ASD-A2-1021-U 1500W ASD-A2-1521-L ASD-A2-1521-M ASD-A2-1521-F ASD-A2-1521-U 2000W ASD-A2-2023-L ASD-A2-2023-M ASD-A2-2023-F ASD-A2-2023-U 3000W ASD-A2-3023-L ASD-A2-3023-M ASD-A2-3023-F ASD-A2-3023-U 4500W ASD-A2-4523-L ASD-A2-4523-M ASD-A2-4523-F ASD-A2-4523-U 5500W ASD-A2-5523-L ASD-A2-5523-M ASD-A2-5523-F ASD-A2-5523-U 7500W ASD-A2-7523-L ASD-A2-7523-M ASD-A2-7523-F ASD-A2-7523-U A2 440V機種750W ASD-A2-0743-L ASD-A2-0743-M ASD-A2-0743-F ASD-A2-0743-U 1000W ASD-A2-1043-L ASD-A2-1043-M ASD-A2-1043-F ASD-A2-1043-U 1500W ASD-A2-1543-L ASD-A2-1543-M ASD-A2-1543-F ASD-A2-1543-U 2000W ASD-A2-2043-L ASD-A2-2043-M ASD-A2-2043-F ASD-A2-2043-U 3000W ASD-A2-3043-L ASD-A2-3043-M ASD-A2-3043-F ASD-A2-3043-U 4500W ASD-A2-4543-L ASD-A2-4543-M ASD-A2-4543-F ASD-A2-4543-U 5500W ASD-A2-5543-L ASD-A2-5543-M ASD-A2-5543-F ASD-A2-5543-U 7500W ASD-A2-7543-L ASD-A2-7543-M ASD-A2-7543-F ASD-A2-7543-UB2 220V機種100W ASD-B2-0121-B200W ASD-B2-0221-B400W ASD-B2-0421-B750W ASD-B2-0721-B1000W ASD-B2-1021-B1500W ASD-B2-1521-B2000W ASD-B2-2023-B3000W ASD-B2-3023-BA+ 220V機種4500W ASD-A4523-B5500W ASD-A5523-B7500W ASD-A7523-B六、適用驅動器面板顯示錯誤代碼:ASD-A2系列ASD-B2系列ASD-A+系列馬達匹配錯誤AL004 AL004 ALE04 過電流AL006 AL006 ALE06過速度AL007 AL007 ALE07位置檢出器異常AL011 AL011 ALE11X檢出器輸出異常AL018 AL018(1.009版(含)以前)編碼器初始磁場錯誤AL024 AL024 ALE24編碼器內部錯誤AL025 AL025 ALE25AL026 AL026 AL026編碼器內部資料可靠度錯誤部編碼器內重置錯誤AL027 AL027 AL027檢出器輸出異常_1 AL048(1.010(含)以後)B2 ALE18與ALE48差異在於ALE18計數一個為1次,ALE48計數一個為10次。
哈斯机床编码器线报警处理

LAST UPDATED: 09/13/2019西格玛 5 - 轴伺服电机和电缆 - 故障排除指南电子安全性:症状表检查电缆和接头。
请参阅电源线下一节。
检查相应的放大器组件。
请参阅伺服放大器 - 故障排除指南以对放大器障排除。
检查相应的伺服电机。
请参阅伺服电机下一仅限经典哈斯控制- 机器参数不正确。
确保轴电机类型具有正确的参数。
1.确定机器是否具有西格玛-1 或西格玛-5 电机。
注意:Sigma-5 轴电机具有用于编码器插头的推锁连接器。
2.运行参数检查器并选择西格玛-1 或西格玛-5 选项。
报警103 - 105轴轴错误过大,在零返回过程中。
轴零返回方向错误。
在零返回过程中,正在制造主传感器,使轴以相反方向返回零。
检查轴主开关,确保传感器顶部没有金属芯片。
串行数据通信故障/电气噪声西格玛-5伺服电机,非接触式编码器输出串行数据信号到控制。
如果串行数据信号丢失或变得不可靠,则控件将生成串行数据通信错误。
电气噪声可能导致来自编码器的串行数据信号变得不可靠,并导致误报。
请按照下面的故障排除指南操作,以帮助消除系统中的噪音。
1.机器接地不正确。
确保接地线尺寸正确。
此外,接地线应一直运行回电气面板。
2.来自其他设备的噪音。
确保机器不与其他机器共享电气服务。
3.PCB 或电机编码器处的散散编码器数据连接器,可能导致串行数据变得不可靠。
请参阅主处理器/编码器电缆部分。
4.松动的接地或高压电源连接器会将噪音引入系统。
◦电柜检查所有接地和高压电源端子(矢量驱动器、怀尔塔接触器、变压器)是否连接松动。
等)。
◦吊坠检查端子接头是否松动。
◦主轴头检查接地和电机电源端子有没有松动。
5.的铁氧体过滤器当伺服器打开时,抑制放大器和矢量驱动器产生的高频噪声。
确保它们安装在:◦编码器数据电缆。
确保所有编码器数据电缆中都安装了铁氧体滤波器 P/N 64 1252。
◦轴电机电源线。
确保 X、Y、Z轴电机电源线 [1] 中安装了铁氧体滤波器 P/N 64-1252。
常见报警的解释

常见报警的解释
第一章常见报警的解释
1.1 368报警(串行数据错误)
上图中368报警以及相关编码器报警的原因有:
(1)电机后面的编码器有问题,如果客户的加工环境很差,有时会有切削液或液压油浸入编码器中导致编码器故障。
(2)编码器的反馈电缆有问题,电缆两侧的插头没有插好。
由于机床在移动过程中,坦克链会带动反馈电缆一起动,这样就会造成反馈电缆被挤压或磨损而损坏,从而导
致系统报警。
尤其是偶然的编码器方面的报警,很大可能是反馈电缆磨损所致。
(3)伺服放大器的控制侧电路板损坏。
解决方案:
(1)把此电机上的编码器跟其他电机上的同型号编码器进行互换,如果互换后故障转移说明编码器本身已经损坏。
(2)把伺服放大器跟其同型号的放大器互换,如果互换后故障转移说明放大器有故障。
(3)更换编码器的反馈电缆,注意有的时候反馈电缆损坏后会造成编码器或放大器烧坏,所以最好先确认反馈电缆是否正常。
1.2 电源模块PSM控制板内风扇故障443,610。
伺服报警故障代码大全

伺服报警故障代码大全伺服系统是现代工业自动化生产中常见的一种控制系统,它通过对电机进行控制,实现对机械运动的精确控制。
然而,在使用伺服系统的过程中,我们有时会遇到各种报警故障代码,这些代码代表着不同的故障类型,需要我们及时排查和处理。
下面将为大家详细介绍一些常见的伺服报警故障代码,以便大家在实际工作中能够更好地应对这些问题。
1. E001,伺服系统过载报警。
当伺服系统负载过大时,会触发E001报警代码。
这时需要检查负载情况,可能需要重新调整负载参数或者更换合适的伺服系统。
2. E002,伺服系统过热报警。
当伺服系统工作时间过长或者环境温度过高时,会触发E002报警代码。
此时需要及时停机降温,或者加强散热措施,以确保伺服系统的正常工作。
3. E003,伺服系统电压过高或过低报警。
电压异常会导致伺服系统工作异常,触发E003报警代码。
这时需要检查电源电压情况,可能需要更换稳压器或者调整电源线路。
4. E004,伺服系统编码器故障报警。
编码器是伺服系统的重要传感器,一旦出现故障会触发E004报警代码。
此时需要检查编码器连接情况,可能需要更换或者维修编码器。
5. E005,伺服系统通信故障报警。
通信故障会导致伺服系统无法正常接收指令,触发E005报警代码。
这时需要检查通信线路和通信模块,可能需要重新连接或者更换通信设备。
6. E006,伺服系统电机故障报警。
电机是伺服系统的核心部件,一旦出现故障会触发E006报警代码。
此时需要检查电机连接情况和电机状态,可能需要更换或者维修电机。
7. E007,伺服系统位置偏差报警。
位置偏差会导致伺服系统无法精确定位,触发E007报警代码。
这时需要检查位置传感器和位置控制参数,可能需要重新校准或者调整位置控制系统。
以上是一些常见的伺服报警故障代码,我们在使用伺服系统时,要时刻关注系统的运行状态,及时处理各种报警故障,以确保系统的正常运行。
希望以上内容能够帮助大家更好地理解和应对伺服系统报警故障,提高工作效率和生产质量。
CNC常见报警

3n1~3n6(绝对编码器故障)故障原因:编码器与伺服模块之间通讯错误,数据不能正常传送。
恢复方法:在该报警中牵涉三个环节:编码器,电缆,伺服模块。
先检测电缆接口,再轻轻晃动电缆,注意看是否有报警,如果有,修理或更换电缆。
在排除电缆原因后,可采用置换法,对编码器和伺服模块进行进一步确认。
3n7~3n8(绝对脉冲编码器电池电压低)故障原因:绝对脉冲编码器的位置由电池保存,当电池电压低有可能丢失数据,所以系统检测电池电压,提醒到期更换。
恢复方法:选择符合系统要求的电池进行更换。
必须保证在机床通电情况下,执行更换电池的工作。
SV400#,SV402#(过载报警)故障原因:400#为第一、二轴中有过载;402#为第三、第四轴中有过载。
当伺服电机的过热开关和伺服放大器的过热开关动作时发出此报警系统检查原理:伺服放大器有过载检查信号,该信号为常闭触点信号。
当放大器的温度升高引起该开关打开,产生报警,一般情况下这个开关和变压器的过热开关以及外置放电单元的过热开关串联在一起,该信号是当伺服有此报警时,由PWM指令电缆传给NC。
伺服电机过载开关检测电机是否过热,该信号也为常闭触点,当电机过热时,该开关打开产生报警,该信号发出报警通过电机反馈线通知系统。
诊断方法:当发生报警时可通过系统的诊断画面确认是哪一个轴发生的报警该诊断指明哪一个轴发生伺服报警720 . 7---X 轴721 . 7---Y 轴722 . 7---Z 轴723 . 7---4 轴该诊断区分是伺服放大器还是电机过热AIDF=0, 说明伺服放大器有问题AIDF=1, 说明伺服电机过热730 . 7---X 轴731 . 7---Y 轴732 . 7---Z 轴733 . 7---4 轴处理方法:当发生报警时,要首先确认是伺服放大器或是电机过热,因为该信号是常闭信号,当电缆断线和插头接触不良也会发生报警,请确认电缆,插头。
如果确认是伺服/变压器/放电单元,伺服电机有过热报警,那么检查:①过热引起(测量IS,IR侧联负载电流,确认超过额定电流)检查是否由于机械负载过大,加减速的频率过高,切削条件引起的过载②联接引起:检查以上联接示意图过热信号的联接。
台达伺服报警一览表

台达伺服报警一览表在工业自动化领域,台达伺服系统以其出色的性能和稳定性得到了广泛的应用。
然而,在使用过程中,可能会遇到各种报警情况。
了解这些报警信息及其含义,对于及时排除故障、保障设备正常运行至关重要。
下面为您详细介绍台达伺服的常见报警一览表。
一、过电流报警(OC)过电流报警是台达伺服系统中较为常见的一种。
当电机的电流超过了驱动器所设定的允许值时,就会触发此报警。
造成过电流的原因可能有多种,例如电机负载突然增大、电机绕组短路、驱动器故障等。
如果出现过电流报警,首先需要检查电机的负载情况,看是否有卡顿、卡死等现象。
同时,对电机的绕组进行检测,以确定是否存在短路问题。
另外,驱动器本身的故障也可能导致过电流报警,需要对驱动器进行专业的检测和维修。
二、过载报警(OL)过载报警意味着电机所承受的负载超过了其额定能力。
这可能是由于长时间的高负载运行、机械传动部件故障或者参数设置不合理等原因引起的。
当遇到过载报警时,要对机械传动部分进行检查,例如皮带是否松动、丝杠是否顺畅等。
此外,还需要确认驱动器的参数设置是否与电机和负载匹配,必要时进行调整优化。
三、过电压报警(OV)过电压报警通常发生在电源电压过高或者电机在减速过程中产生的再生能量无法及时释放的情况下。
电源电压异常升高可能是电网波动或者电源设备故障所致。
而在电机减速时,若再生能量不能被有效消耗,也会导致母线电压升高从而触发报警。
针对这种情况,可以考虑增加制动电阻来消耗再生能量,或者调整驱动器的参数以优化再生能量的处理。
四、欠电压报警(UV)欠电压报警则表示电源输入电压低于驱动器正常工作所需的电压值。
这可能是由于电源供应不足、电源线过长导致的压降过大或者电网故障等原因。
解决欠电压报警问题,首先要检查电源的输入是否正常,确保其满足驱动器的要求。
如果电源线过长,可以考虑更换更粗的线缆以减小压降。
五、编码器故障报警(ENC)编码器是用于反馈电机位置和速度信息的重要部件。
编码器报警代码62606

编码器报警代码62606
案例一:
一、故障原因
①接线错误;
②电磁干扰;
③机械振动导致的编码器硬件损坏;
④现场环境导致的污染;
二、故障排除
①检查接线并排除错误;
②检查屏蔽是否到位,检查布线是否合理并解决,必要时增加滤波器加以改善;
③检查机械结构,并加以改进;
④检查编码器内部是否受到污染、腐蚀(粉尘、油污等),加强防护;
三、安装及接线标准
①尽量使用原装电缆;
②分离电缆使其尽量远离污染接线,特别是高污染接线;
③尽可能始终使用内部电源。
如果使用开关电源,则应使用滤波器,确保电源达到洁净等级;
④始终将公共端接地;
⑤将编码器外壳与机器结构保持绝缘并连接到电缆屏蔽层;
⑥如果无法使编码器绝缘,则可将电缆屏蔽层连接到编码器外壳和驱动器框架上的接地(或专用端子)。
案例二:
编码器报警原因:
①接线错误;
②电磁干扰;
③机械振动导致的编码器硬件损坏;
④现场环境导致的污染;
二、故障排除
①检查接线并排除错误;
②检查屏蔽是否到位,检查布线是否合理并解决,必要时增加滤波器加以改善;
③检查机械结构,并加以改进;
④检查编码器内部是否受到污染、腐蚀(粉尘、油污等),加强防护。
FANUC发那科工业机器人常见报警的解释

第一章常见报警的解释1.1 368报警(串行数据错误)上图中368报警以及相关编码器报警的原因有:(1)电机后面的编码器有问题,如果客户的加工环境很差,有时会有切削液或液压油浸入编码器中导致编码器故障。
(2)编码器的反馈电缆有问题,电缆两侧的插头没有插好。
由于机床在移动过程中,坦克链会带动反馈电缆一起动,这样就会造成反馈电缆被挤压或磨损而损坏,从而导致系统报警。
尤其是偶然的编码器方面的报警,很大可能是反馈电缆磨损所致。
(3)伺服放大器的控制侧电路板损坏。
解决方案:(1)把此电机上的编码器跟其他电机上的同型号编码器进行互换,如果互换后故障转移说明编码器本身已经损坏。
1(2)把伺服放大器跟其同型号的放大器互换,如果互换后故障转移说明放大器有故障。
(3)更换编码器的反馈电缆,注意有的时候反馈电缆损坏后会造成编码器或放大器烧坏,所以最好先确认反馈电缆是否正常。
1.2 电源模块PSM控制板内风扇故障443,610上图报警是电源模块控制板内风扇损坏导致的报警(使用αi电源模块时),报警时电源模块PSM的LED显示“2”,主轴放大器SPM的LED显示“59”。
拆下电源模块控制板后,风扇位置如下图所示:21.3 主轴放大器SPM内冷风扇故障此故障没有画面报警信息,但是有上图的“FAN”在闪烁,此现象表明主轴放大器SPM的内冷风扇出现了故障。
1.4 伺服放大器SVM内冷风扇报警608,4443上图中的报警表示伺服放大器SVM的内冷风扇出现了故障(Z轴和A轴同时出现报警是因为Z轴和A轴是同一个放大器控制的)。
上图中的报警出现时对应的伺服放大器上的LED 显示“1”。
1.5 主轴放大器和伺服放大器的内冷风扇位置4上图中:(1)主轴放大器内冷风扇的安装位置(2)伺服放大器内冷风扇的安装位置(3)主轴放大器的型号A06B-6111-H X#H550(后面带#H***的都是主轴放大器)(4)伺服放大器的型号A06-6114-HX注:(1)不同型号的主轴放大器和伺服放大器对应的风扇的型号也不一样,请参考附录。
汇川伺服电机报警代码一览表

汇川伺服电机报警代码一览表在工业自动化领域,汇川伺服电机以其出色的性能和稳定性得到了广泛的应用。
然而,在使用过程中,可能会遇到各种报警情况。
了解这些报警代码的含义和对应的解决方法,对于快速排除故障、恢复生产至关重要。
下面为您详细列举汇川伺服电机常见的报警代码。
一、Er101 编码器断线故障当汇川伺服电机出现 Er101 报警代码时,意味着编码器出现了断线问题。
这可能是由于编码器线缆损坏、插头松动或者编码器本身故障导致的。
解决方法:首先,检查编码器线缆是否有明显的破损或断裂。
如果有,更换新的线缆。
其次,确保编码器插头连接牢固,无松动现象。
若以上两项都正常,那么可能是编码器本身损坏,需要更换编码器。
二、Er102 编码器 UVW 信号非法此报警代码 Er102 表示编码器的 UVW 信号异常。
可能是编码器接线错误、电机相序不正确或者编码器受到干扰。
解决措施:重新检查编码器的接线,确保接线正确无误。
同时,确认电机的相序是否正确。
若存在干扰问题,可采取增加屏蔽措施、远离干扰源等方法来解决。
三、Er105 电机过载Er105 报警通常表明电机承受的负载超过了其额定能力。
这可能是由于机械部件卡住、负载过重或者电机参数设置不合理等原因引起。
处理方法:检查机械传动部分,看是否有卡顿或卡死的情况,及时排除故障。
评估负载是否超过电机的额定负载,如果是,需减轻负载。
另外,检查电机参数设置,确保其与实际负载匹配。
四、Er108 散热器过热当汇川伺服电机显示 Er108 报警时,说明电机散热器温度过高。
可能是环境温度过高、散热风扇故障或者风道堵塞等原因造成。
应对策略:首先改善电机的工作环境,降低环境温度。
检查散热风扇是否正常运转,如有故障及时更换。
清理风道中的杂物,确保通风良好。
五、Er111 位置超差故障Er111 报警意味着电机实际运行位置与设定位置偏差过大。
可能是系统参数设置错误、位置反馈信号异常或者机械结构松动等原因所致。
FANUC常见报警大全:(SV430~SV449)

FANUC常见报警大全:(SV430~SV449)1SV0430 伺服电机过热报警原因:该报警是编码器中的温度检测元件进行了温度检测,当电机温度过高时会出现报警。
排查思路:1排查参数问题,请重新对伺服电机进行初始化,最好对照参数列表进行仔细确认。
2查看诊断No.308,是否实际温度过高,可以利用手触摸等方式排查,如果实际温度不高请排查硬件。
3如果实际温度基本符合诊断数据,请排查电机温度过高原因。
检查硬件时,可通过替换编码器、电机、反馈线缆和放大器的方式进行排查。
4短时间内可以通过参数P2300#7屏蔽报警。
2SV431 变频器回路正常报警原因:伺服放大器或者共同电源过热导致报警。
排查思路:1请排查放大器接线,特别是模拟伺服适配器使用中,ALM信号需要接0。
2排查电机参数。
3更换放大器。
3SV0432 变频器控制电压低报警原因:伺服放大器或者共同电源电压下降。
排查思路:1排查放大器短接线,是否存在虚接。
2排查放大器进电电压是否符合要求。
3排查开关电源、变压器等电流是否足够。
4更换放大器。
4SV0433 变频器 DC LINK 电压低报警原因:伺服放大器或者共同电源电压下降。
排查思路:1测量强电实际电压情况是否低于强电要求电压范围。
2检测是否存在急停断开然而因空气开关,接触器等异常导致强电未接通。
3可能跟随SV0364等报警出现,解决其他报警,问题解除。
5SV0434 逆变器控制电压低报警原因:放大器控制电源电压低于要求。
排查思路:测量控制电源电压,排查外围控制电路拉低电压原因。
6SV0435 逆变器 DC LINK 低电压报警原因:伺服放大器 DC LINK 电压下降。
排查思路:1首先排查放大器上各接线针脚是否接错,线缆是否良好。
2排查放大器本身问题。
7SV0436 软过热继电器报警(OVC)报警原因:系统内部计算电机使用情况,超过当前负载所能连续使用的时间,系统防止电机损坏的保护性报警。
排查思路:1排查电机固有参数。
编码器报警
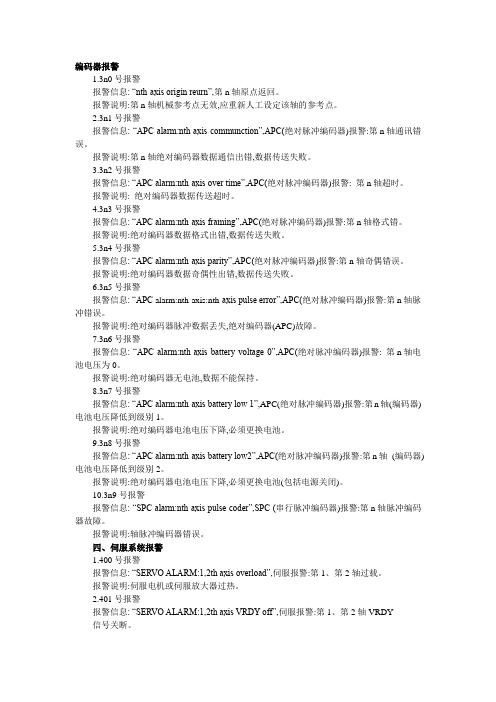
编码器报警1.3n0号报警报警信息: “nth-axis origin reurn”,第n轴原点返回。
报警说明:第n轴机械参考点无效,应重新人工设定该轴的参考点。
2.3n1号报警报警信息: “APC alarm:nth-axis communction”,APC(绝对脉冲编码器)报警:第n轴通讯错误。
报警说明:第n轴绝对编码器数据通信出错,数据传送失败。
3.3n2号报警报警信息: “APC alarm:nth-axis over time”,APC(绝对脉冲编码器)报警: 第n轴超时。
报警说明: 绝对编码器数据传送超时。
4.3n3号报警报警信息: “APC alarm:nth-axis framing”,APC(绝对脉冲编码器)报警:第n轴格式错。
报警说明:绝对编码器数据格式出错,数据传送失败。
5.3n4号报警报警信息: “APC alarm:nth-axis parity”,APC(绝对脉冲编码器)报警:第n轴奇偶错误。
报警说明:绝对编码器数据奇偶性出错,数据传送失败。
6.3n5号报警报警信息: “APC alarm:nth-axis:nth-axis pulse error”,APC(绝对脉冲编码器)报警:第n轴脉冲错误。
报警说明:绝对编码器脉冲数据丢失,绝对编码器(APC)故障。
7.3n6号报警报警信息: “APC alarm:nth-axis battery voltage 0”,APC(绝对脉冲编码器)报警: 第n轴电池电压为0。
报警说明:绝对编码器无电池,数据不能保持。
8.3n7号报警报警信息: “APC alarm:nth-axis battery low 1”,APC(绝对脉冲编码器)报警:第n轴(编码器)电池电压降低到级别1。
报警说明:绝对编码器电池电压下降,必须更换电池。
9.3n8号报警报警信息: “APC alarm:nth-axis battery low2”,APC(绝对脉冲编码器)报警:第n轴(编码器) 电池电压降低到级别2。
安川伺服驱动器报警原因及处理措施

安川伺服驱动器报警原因及处理措施首先,当安川伺服驱动器出现报警时,我们需要先了解报警代码的含义。
安川伺服驱动器的报警代码通常由一个字母和三个数字组成。
字母表示报警级别,数字表示具体的报警类型。
一般来说,报警级别越高,代表的故障越严重。
以下是一些常见的安川伺服驱动器报警原因和处理措施:1.报警代码E07X:过流保护报警。
当安川伺服驱动器输出电流超过额定电流时,会触发过流保护报警。
这可能是由于负载过重、转矩过大或者电机损坏等原因导致的。
处理措施包括检查负载情况,减少负载或更换电机。
2.报警代码E08X:过电压保护报警。
当安川伺服驱动器输入电压超过额定电压时,会触发过电压保护报警。
这可能是由于供电系统电压异常或者驱动器内部故障引起的。
处理措施包括检查供电系统情况,排除电压异常问题。
3.报警代码E09X:过热保护报警。
当安川伺服驱动器内部温度超过限定温度时,会触发过热保护报警。
这可能是由于散热不良、环境温度过高或者驱动器内部故障引起的。
处理措施包括检查散热系统,增加散热器或者更换散热部件。
4.报警代码E30X:通信故障报警。
当安川伺服驱动器与控制器之间的通信出现故障时,会触发通信故障报警。
这可能是由于通信线路故障、通信协议不兼容或者驱动器设置错误等原因引起的。
处理措施包括检查通信线路,验证通信参数及配置。
5.报警代码E40X:编码器故障报警。
当安川伺服驱动器的编码器发生故障时,会触发编码器故障报警。
这可能是由于编码器线路故障、编码器本身故障或者驱动器设置错误等原因导致的。
处理措施包括检查编码器线路,修复或更换编码器。
除了以上列举的报警代码,安川伺服驱动器还可能出现其他类型的故障和报警,如电源故障、通讯错误、位置控制错误等。
对于这些报警,我们需要根据具体的情况进行分析和处理。
最好的方法是参考安川伺服驱动器的用户手册,其中包含了详细的报警代码列表和对应的处理方法。
总之,安川伺服驱动器的报警原因和处理措施是多种多样的,需要根据具体的报警代码进行分析和处理。
编码器、伺服报警

#3 PMS 反馈电缆故障反馈脉冲出错
6 超程报警
序号信息内容
500 超程+n 超过n-轴+向行程极限I 参数No.1320 或1326 注
501 超程-n 超过n-轴-向行程极限I 参数No.1321 或1327 注
502 超程+n 超过n-轴+向行程极限II 参数No.1322
#5 STB 停止位错误报警
#4 PRM 参数错误报警在此情况下还发出伺服参数出错报警No.417
5 伺服报警
序号信息内容
400 伺服报警n-轴过载n-轴轴1-4 过载信号出现详见诊断显示No.200 201
401 伺服报警n- 轴VRDY关
n-轴轴1-4 伺服就续信号DRDY 断开
2 主CPU板故障
3 主轴放大器印刷板故障
如果这个报警出现当CNC 通电或CNC 复位也不能使这一报警清除则应关闭CNC电源和主轴电源再重新启动
750 主轴串行连接启动错误
当系统通电时主轴控制单元未准备就绪该报警出现
可能有下述四个原因
1 光缆连接不当或主轴控制单元的电源关闭
2 主轴控制单元的LED 显示AL-24 或SU-01 以外的报警时CNC 单元通电此时应切断主轴放大器的电源再启动
3 其他原因硬件配置不对该报警不会出现在整个系统包括主轴工作时
4 第二主轴当SP2 参数3701 的位4 是1 是上述情况1 到3
见诊断显示No.409
751 检测到第一主轴报警AL-XX
该报警在CNC 上显示表示串行主轴的控制单元有报警AL
为报警号显示在主轴单元上其意义见主轴单元的报警显示CNC 将该报警显示在CRT上
FANUC伺服编码器偶发干扰故障

FANUC伺服编码器偶发⼲扰故障⼀、编码器报警含义:部分术语的理解:内置脉冲编码器或内置式:指轴的速度位置数据取⾃装在 FANUC 伺服电机内的编码器。
分离式检测器或分离式:指轴的速度数据取⾃装在 FANUC 伺服电机内的编码器,⽽位置数据则取⾃与丝杠直连的检测器如分离式编码器或安装在床⾝上的光栅尺、直线尺等。
相位异常或相位数据报警:可以理解为在编码器内部芯⽚之间数据传输时发⽣异常报警。
软相报警:可以理解为编码器的位置数据异常或数据⽆效报警。
⼆、编码器电缆连接图编码器型号:A860-2000-T301A860-2000-T321A860-2001-T301A860-2001-T321A860-2005-T301A860-2005-T321编码器插座管脚图接法:三、编码器报警的解决办法361-AL:在编码器内部芯⽚之间传输异常报警,修改参数解决。
364-AL:位置数据异常报警,多为⼲扰引起,测量反馈线的噪⾳,排查⼲扰源。
365-AL:LED 没有连接报警,换编码器。
366-AL:脉冲丢失报警,信号振幅太低,换编码器。
367-AL:计数丢失报警,测量反馈线的噪⾳,换编码器。
368-AL:数据错误报警,放⼤器与编码器之间通讯停⽌,检查反馈连接,换编码器。
369-AL:CRC 错误报警,放⼤器与编码器之间通讯扰乱,测量反馈线的噪⾳。
453-AL:阿尔法软件⽆连接报警,位置数据与极数据之间的关系异常,换编码器。
当含有 368 报警等多个编码器报警同时发⽣时,按 368 报警处理。
当含有 369 报警等多个编码器报警同时发⽣时,按 369 报警处理。
1、AL-361 报警:Phase alarm 含义:编码器内产⽣不正确的检测报警。
AL-361 报警产⽣时,通过关机重启可消除,因为只是在编码器内产⽣不正确检测,并不是实际故障。
通过修改下⾯参数可防⽌ 361 报警发⽣。
16i、18i、21i 2276.2=115i 2689.2=1开机时编码器内 LSI 与 EEPROM 之间数据传输出现异常时出现 361 报警。
数控机床编码器故障分析与诊断
均 要 相 差 01 . mm左 右 ,而 且 有 固定 的规 律 。 根 据
( )故障诊断 数控车床端面加工时,表面 出 3 现振纹的原 因很多,在机械方面 有刀具 、丝杠、主 轴等部件 的安装不良、机床的精 度不足等都可能产 生以上问题 。但该机床为周期性出现 ,且有一定规 律 ,根据通常的情况 ,应与主轴的位置检测系统有 关,但仔 细检查机床主轴各部分 ,却未发现任何不 良。仔细观察振纹与 轴 的丝杠螺距相对应 ,因此
下面通过几个实例对此进行分析。
上应用广泛的位置检测装置 。编码器的故障与伺服 系统故障交错在一起 ,故障诊断难度很大。经过研 究,总结出了编码器的五种典型故障 ,并阐述 了其 故障分析与诊断的过程 。 检测装置是半闭环、闭环伺服系统的重要组成
部 分 ,它 的作 用 是检 测 执 行 元件 的 位 置和 速 度 ,进
( )故障诊断 经检查 ,该机 床在手动方式 3 下工作正常 ,参考点减速速度 、位置环增益设置正
确 ,测量编码器+ V电压正 常,回参考点的动作过 5
上 显示 ,而精编码器则可显示某一坐标上 的mm位
及01 . mm根据报警信息,精编码器有1个码道 ,每 6
一
程正确。因此 ,可以初步判定故障是 由于编码器零
检 查 ,发 现Z 编 码 器 外 壳有 被 撞 而 变 形 的 情 况 , 轴
行信号处理并发送反馈信号 ,构成半闭环 、闭环控 制 。脉冲编码器是一种旋转式脉冲发生器 ,能把机
械转角转化成脉冲 ,有增量式与绝对式两类 ,既可
测量角位移又可测量速度 ,是一种在半闭环控制的
数 控 机床 上 应 用广 泛 的位 置 检测 装 置 。 作 为 检 测 元件 的 脉 冲 编码 器 ,一旦 出现 故 障 ,
串行脉冲编码器【spc】的报警

内装脉冲编码器发生计数错
误。
n?轴:串行数据错误
不能接收来自内装脉冲编码
器的通讯数据。
368
(内装)
n?轴:数据传输错误
接收到的来自内装脉冲编码
器的通讯数据发生CRC错误或
停止
369
(内装)
位错误。
380
n—轴:灯损坏(分离)
363
n—轴:时钟异常(内装)
内装脉冲编码器发生时钟错
误。
364
n—轴:软相位报警(内装)
数字伺服软件在内装脉冲
编码器内检测到无效数据。
365
n轴 :灯损坏(内装)
内装脉冲编码器发生灯错误。
366
n-轴:脉冲遗漏(内装)
内装脉冲编码器发生脉冲错
误。
367
串行脉冲编码器【spc】的报警
360
n—轴:校验和异常(内装)
内装脉冲编码器发生校验
和错误。
n—轴:相位数据异常
内装脉冲编码器发生相位数
据错误。
361
(内装)
n—轴:回转数据异常、
内装脉冲编码器发生旋转速
度计数错误。
362
(内装)
细内容请联系检测器生产商。
�
测器内检测到无效据。
n—轴:串行数据错误
不能接收来自分离型检测器
的通讯数据。
385
(分离)
n—轴:数据传输错误
接收到的来自分离型检测器
的通讯数据发生CRC错误或停
止位
386
(分离)
错误。
编码器7种常见故障 解决办法?
编码器7种常见故障解决办法?
随着自动化设备的普及,编码器在机械生产中发挥了巨大的作用,广泛应用于电子设备、机械等领域.烟草机械.印刷机械.包装机械.纺织机械.食品机械.汽车零部件生产线.精密喷绘.焊接.精密位置控制等现代工业领域,编码器故障是生活中非常常见的问题,所以如何处理故障,小编带您了解一下!一、七种常见故障 1.伺服电机编码器本身故障指编码器本身的组件故障,导致其无法产生和输出正确的波形。
在这种情况下,需要更换编码器或修复其内部设备。
2.编码器连接电缆故障编码器电缆断路.短路或接触不良时,需要更换电缆或接头。
还应特别注意电缆是否因电缆固定松动而导致焊接或断路,此时电缆需要卡紧。
3.编码器+5V电源下降指+5V电源太低,通常不能低于4.75V,由于电源故障或电源传输电缆电阻过大,导致电源故障或电源传输电缆电阻过大,此时需要对电源进行检修或更换电缆。
4.绝对编码器电池电压下降故障通常有明确的报警,此时需要更换电池。
如果参考点的位置记忆丢失,必须返回参考点。
5.编码器电缆屏蔽线未连接或脱落会引入干扰信号,使波形不稳定,影响通信的准确性,必须保证屏蔽线的可靠焊接和接地。
6.编码器安装松动会影响位置控制的精度,导致停机和移动位置之间的偏差过大,甚至伺服系统一开机就会过载。
7.光栅污染会使信号输出幅度降低,必须用脱脂棉蘸无水酒精轻轻擦去油污。
二、解决办法 1.更换新的编码器 2.固定好端子脚的位置,使其牢固 3.修理电源或更换编码器的内部部件,电压不得低于 4.75v 4.屏蔽组件设备 5.使编码器位置牢固,使其测量准确 6.需要用无脂表面蘸酒精擦拭。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
编码器报警1.3n0号报警报警信息: “nth-axis origin reurn”,第n轴原点返回。
报警说明:第n轴机械参考点无效,应重新人工设定该轴的参考点。
2.3n1号报警报警信息: “APC alarm:nth-axis communction”,APC(绝对脉冲编码器)报警:第n轴通讯错误。
报警说明:第n轴绝对编码器数据通信出错,数据传送失败。
3.3n2号报警报警信息: “APC alarm:nth-axis over time”,APC(绝对脉冲编码器)报警: 第n轴超时。
报警说明: 绝对编码器数据传送超时。
4.3n3号报警报警信息: “APC alarm:nth-axis framing”,APC(绝对脉冲编码器)报警:第n轴格式错。
报警说明:绝对编码器数据格式出错,数据传送失败。
5.3n4号报警报警信息: “APC alarm:nth-axis parity”,APC(绝对脉冲编码器)报警:第n轴奇偶错误。
报警说明:绝对编码器数据奇偶性出错,数据传送失败。
6.3n5号报警报警信息: “APC alarm:nth-axis:nth-axis pulse error”,APC(绝对脉冲编码器)报警:第n轴脉冲错误。
报警说明:绝对编码器脉冲数据丢失,绝对编码器(APC)故障。
7.3n6号报警报警信息: “APC alarm:nth-axis battery voltage 0”,APC(绝对脉冲编码器)报警: 第n轴电池电压为0。
报警说明:绝对编码器无电池,数据不能保持。
8.3n7号报警报警信息: “APC alarm:nth-axis battery low 1”,APC(绝对脉冲编码器)报警:第n轴(编码器)电池电压降低到级别1。
报警说明:绝对编码器电池电压下降,必须更换电池。
9.3n8号报警报警信息: “APC alarm:nth-axis battery low2”,APC(绝对脉冲编码器)报警:第n轴(编码器) 电池电压降低到级别2。
报警说明:绝对编码器电池电压下降,必须更换电池(包括电源关闭)。
10.3n9号报警报警信息: “SPC alarm:nth axis pulse coder”,SPC (串行脉冲编码器)报警:第n轴脉冲编码器故障。
报警说明:轴脉冲编码器错误。
四、伺服系统报警1.400号报警报警信息: “SERVO ALARM:1,2th axis overload”,伺服报警:第1、第2轴过载。
报警说明:伺服电机或伺服放大器过热。
2.401号报警报警信息: “SERVO ALARM:1,2th axis VRDY off”,伺服报警:第1、第2轴VRDY信号关断。
报警说明:伺服放大器模块准备好信号(VRDY)断开(伺服放大器故障)。
3.402号报警报警信息: “SERVO ALARM:3,4th axis overload”,伺服报警:第3、第4轴过载。
报警说明:第3、第4轴过载。
4.403号报警报警信息: “SERVO ALARM:3,4th axis VRDY off”,伺服报警: 第3、第4轴VRDY信号关断。
报警说明: 第3、第4轴伺服放大器模块准备好信号(VRDY) 断开(伺服放大器故障)5.404号报警报警信息: “SERVO ALARM:nth axis VRDY on”,伺服报警: 第n轴VRDY信号开。
报警说明: 接通电源时,轴控制板位置控制信号(PRDY)没有接通,但伺服放大器模块准备好信号(VRDY)却已经接通了。
6.405号报警报警信息: “SERVO ALARM:zero point return fault”,伺服报警: 零点返回错误。
报警说明: 位置控制系统故障(由于NC或伺服系统的问题使返回参考点操作失败),应出现执行回参考点操作。
7.406号报警报警信息: “SERVO ALARM:7,8th axis overload 7,8th axis VRDY off”,伺服报警:第7、第8轴过载,第7、第8轴VRDY信号关断。
报警说明: 第7轴或者第8轴过载信号接通或者伺服放大器模块准备好信号(VRAY)断开(伺服放大器故障)。
8.408号报警报警信息: “Spindle serial link start fault”,主轴串行连接启动错误。
9.409号报警报警信息: “Spindle alarm detection”,主轴报警检测。
报警说明: 串行主轴故障,详见串行主轴放大器模块上的故障报警号AL××并查相关说明。
10.4n0号报警报警信息: “SERVO ALARM:nth axis excess error”,伺服报警:第n轴超差错误。
报警说明: 第n轴停止时的位置误差大于设定值。
11.4nl号报警报警信息: “SERVO ALARM:nth axis excess error”,伺服报警:第n轴超差错误。
报警说明:第n轴移动中的位置误差大于设定值。
12.4n3号报警报警信息: “SERVO ALARM:nth axis LSI overflow”,伺服报警:第n轴误差寄存器溢出。
报警说明:第n轴的位置误差寄存器的内容超过±3267或者D/A转换器的指定速度超过±8192,该故障可能由某些参数设定错误而引起的。
13.4n4号报警报警信息: “SERVO ALARM:nth axis detection related error”,伺服报警:第n轴检测错误。
报警说明;第n轴的数字伺服系统故障,详见诊断参数720~727。
14.4n5号报警报警信息: “SERVO ALARM:nth axis excess shift”,伺服报警:第n轴位移超差。
报警说明: 由于指令倍率参数CMR的设定错误,使第n轴的速度超出511875个检测单位/s。
15.4n6号报警报警信息: “SERVO ALARM:nth axis disconnection”,伺服报警:第n轴断开。
报警说明:第n轴的位置脉冲编码器断线报警。
16.4n7号报警报警信息: “SERVO ALARM:nth axis parameter incorrect”,伺服报警:第n轴参数不正确。
报警说明: 在下列情况下出现这个报警(数字伺服系统):①机床数据No.8n20(电机形式)的设定值在设定极限之外;②机床数据No.8n22(电机旋转方向)没有设定特定的值(111或-111);③机床数据No.8n23(电机每转速度反馈脉冲数)设定为非法数值(比0小);④机床数据No.8n24(电机每转位置反馈脉冲数) 设定为非法数值(比0小);⑤机床数据No.8n84 No.8n85没有设定;⑥轴选择机床数据(从No.269到No.274)设定不正确;⑦在参数计算期间出现溢出。
17.490号报警报警信息: “SERVO ALARM:5th axis over load”,伺服报警:第5轴过载。
报警说明:第5轴、第6轴过载信号开。
参考诊断显示号724或725的详述。
18.491号报警报警信息: “SERVO ALARM:5,6th VRDY off”,伺服报警第5、第6轴VRDY信号断开。
报警说明:第5轴、第6轴伺服放大器准备信号(DRDY)关闭。
19.494号报警报警信息: “SERVO ALARM:5,6th VRDY on”,伺服报警第5、第6轴VRDY信号接通。
报警说明:第5轴、第6轴轴卡准备信号(MCON)关闭,但伺服放大器没有准备信号(DRDY)。
或者在电源加上后,有DRDY信号,但MCON信号没有。
保证轴卡和伺服放大器正常连接。
20.495号报警报警信息: “SERVO ALARM:5,6th axis zero return”,伺服报警第5、第6轴零点返回。
报警说明: 这是位置控制电路故障。
可能因为NC或者伺服系统的问题导致返回参考点错误。
重新回参考点。
五、超程故障报警1.510号报警。
报警信息: “Over travel:+X axis”,超程:+X轴。
报警说明:X轴正方向超过设定的软件限位。
2.511号报警报警信息: “Over travel:-X axis”,超程:-X轴。
报警说明:X轴负方向超过设定的软件限位。
3.512号报警报警信息: “Over travel:+X axis”,超程:+X轴。
报警说明:X轴正方向超过设定的第二软件限位。
4.513号报警报警信息: “Over travel:-X axis”,超程: -X轴。
报警说明:X轴负方向超过设定的第二软件限位。
5.514号报警报警信息: “Over travel:+X axis”,超程:+X轴。
报警说明:X轴正方向超过设定的0T硬限位位置(仅用于M系列)。
6.515号报警报警信息: “Over travel:-X axis”,超程:-X轴。
报警说明:X轴负方向超过设定的0T硬限位位置(仅用于M系列)。
7.520号报警报警信息: “Over travel:+Y (Z) axis”,超程:+Y(Z)轴。
报警说明:Y轴(M系统)或Z轴(T系列)正方向超过设定的软件限位。
8.521号报警报警信息: “Over travel:-Y (Z) axis”,超程:-Y(Z)轴。
报警说明:Y轴(M系统)或Z轴(T系列)负方向超过设定的软件限位。
9.522号报警报警信息: “Over travel:+Y(Z)axis”,超程:+Y(Z)轴。
报警说明: Y轴(M系统)或Z轴(T系列)正方向超过设定的第二软件限位。
10.523号报警报警信息: “Over travel:-Y(Z) axis”,超程:-Y(Z)轴。
报警说明: Y轴(M系统)或Z轴(T系列)负方向超过设定的第二软件限位。
11.524号报警报警信息: “Over travel:+Y(Z) axis”,超程:+Y(Z)轴。
报警说明:Y轴(M系统)或Z轴(T系列)正方向超过设定的0T硬限位位置(仅用于M系列)。
12.525号报警报警信息: “Over travel:-Y (Z) axis”,超程:-Y (Z)轴。
报警说明: Y轴(M系统)或Z轴(T系列)负方向超过设定的0T硬限位位置(仅用于M系列)。
13.530号报警报警信息: “Over travel:+Z axis”,超程:+Z轴。
报警说明:Z轴正方向超过设定的软件限位(仅用于M系列)。
14.531号报警报警信息: “Over travel:-Z axis”,超程:-Z轴。
报警说明:Z轴负方向超过设定的软件限位(仅用于M系列)。
15.532号报警报警信息: “Over travel:+Z axis”,超程:+Z轴。
报警说明:Z轴正方向超过设定的第二软件限位(仅用于M系列)。