钢网的制作流程
钢网制作规范

一、目的:规范印刷钢板制作,保证印刷品质。
二、适用范围:适用于焊膏印刷钢网的设计和制作。
三、内容:3.1 钢板厚度:钢板厚度依据元器件封装大小而决定,原则上应用无铅焊膏的钢板厚度应能厚则厚,同时CHIP类更需做防锡珠处理。
PCB 中最小封装元器件,CHIP 件在0603及以上、IC 在0.65 PITCH 及以上时,可选择0.13~0.15MM 的钢片厚度;PCB 中最小封装元器件,CHIP 件为0402或IC 为0.5 PITCH 建议选择0.13MM 的钢片厚度;0.4PITCH 的开0.12MM 的钢片厚度 。
可以根据客户的要求选择不同厚度 的钢板。
注:以上钢板厚度只供参考,具体根据客户要求。
3.2 元件修改规范:3.2.1 0402元件1:1开口。
3.2.2 0603及以上的chip 元件、电感元件、FB 类元件、钽电容都需要1/3内凹防锡珠。
另:中心间距大于200mil ,不用防锡珠。
3.2.3 二极管:按CHIP 件修改若二极管与正常chip 元件的尺寸有差别,即中心间距大,而PAD 小,则不防锡珠。
若是圆柱形二极管,则不用防锡珠,1:1开。
钢网制作规范元件类型PITCH(间距)1.271.00开口宽度(mm)钢板厚度(mm)0.50~0.750.45~0.601.000.800.650.50QFP/SOICBGA0.800.650.500.401.270.38~0.450.27~0.350.20~0.230.17~0.190.15~0.250.15~0.250.15~0.200.13~0.150.10~0.130.10~0.12NA0.15~0.250.15~0.250.13~0.200.10~0.150.10~0.120.10~0.130.100.60~0.750.45~0.600.40~0.450.33~0.380.28~0.30文件号:版本号:A/0工序名称:钢网制作规范04020201CHIPNA3.2.4 四脚二极管:按焊盘1:1开口。
钢网制作流程

钢网类型阶梯钢网钢网名称材质以及特点规格304不锈钢片(日本)表面光亮,抗拉强度大,防 滑,耐磨,耐强酸碱,抗腐蚀性强,不生锈,重量轻。
0.08-0.3MM 高铁钢片磁性钢片0.06-0.30MM 高碳钢片普通材质0.08-0.3MM 黄胶日本三合AB(灰胶)(肥猫)SMT-EP-601A AB(白胶)日本(环氧树脂系胶粘剂)EX-SMT-JPA/B 网框铝合金空心管采用高强度,低弹性的空心铝材,铝材硬度性高,不易变形根据要求钢网胶纸银龙胶纸网孔抛光外面厂家调试的 1.孔壁光滑,针对超细间距的QFP/BGA/CSP 2.减少SMT模板的擦拭次数 泓德电子 2017.09.29钢网制作以及材料应用A、开制钢网时间规定新普通钢网开制8小时,阶梯钢网的时间为1天,以上时间从工艺发出邮件到完成交货来计算(特殊情况特殊处理)B、钢网上信息数据全面,例(logo/机型/拼板方式/版本/日期/编号/厚度/尺寸/电话)有体现。
C、钢网电抛光处理,保证下锡质量。
E、PCB板内有MARK点,钢网上全部要开制。
钢网方面:钢片胶水以下为钢网使用材料材质钢网使用寿命不低于以下标准:钢网张力40-50, 使用“张力计”来测量其张力,其按照规定测量钢网钢片位置五点位置张力来检验D、制作钢网具体要求按邮件或者贵司提供工艺为准,紧急情况可以电话联络。
1、普通钢网2、阶梯钢网3、AI钢网4、FG钢网5、纳米钢网F、开制的每个钢网,钢网文件必须回传个客户(便于SPI需要使用)阶梯钢网有局部加厚和局部减薄两种工艺,主要用于元器件复杂在同一块线路板上对下锡厚度有不同要求。
钢网厚度误差在0.005以内,加厚或减薄的地方材质硬度和平整度高于普通钢网要求。
手机钢网制作规范

手机钢网制作规范一.基本制作要求:1. 钢网类型:锡膏网,激光加电抛光2. MARK 点:非印刷面(背面)半刻,板边及板内要各有对角mark 点8个4组 注意: 离轨道边5MM 的MARK 点不要开上去3.钢片厚度:以每次规格书为准 4. 拼板方式: 以每次规格书为准5. 外框尺寸:29”*29” ,默认为无铅制程,用绿色框6. 附送:合格检验书1份;1:1菲林1份;第一次制作钢网送BGA 植球钢网一张 7. 标识: 以每次规格书为准,如下图格式 注意:网框上的标签直接用双面胶贴住就可以了(标签表面不要再用透明胶纸粘贴,客户要在标签上面签字) 8.钢网刻字:按光韵达要求执行二. 开口通用规则:1、此规范只适用于YL项目手机钢网开口制作。
2、钢网开口一般设计标准应为:面积比≥0.66,宽厚比≥1.50,当开口长度远大于其宽度(如IC时),则需考虑其宽厚比和面积比。
(Aspect Radio(宽厚比);开孔宽度(W)/模板厚度(T)Area Radio (面积比):焊盘开孔面积/孔壁面积)。
3、单个焊盘尺寸大于3X4mm,在焊盘中加连接筋0.3mm,分成的面积≤2X2mm。
4、两个相邻元件的边缘距离≥0.3mm,各种元件(屏蔽框除外)拓孔外加部分与周边焊盘(包括金边、金手指、测试点、通孔、板边)周边元件的丝印框(当丝印大于本体时)必须保证≥0.3mm,屏蔽框外加照规范中要求,所有拓孔部分若无空间则不拓。
5、0402、0603、0805同一元件焊盘大小不一致时,按小焊盘开口,两焊盘大小一致。
6、实际开口GERBER以PAD层为准,每次需要检查、核对PAD层尺寸是否经过处理。
外加0.5mmS1.针对gerber上焊盘层,全部都需开孔,除有特殊要求外。
2.针对gerber上阻焊层,一般都不需开孔,除有特殊要求外。
针对此事:gerber上只有焊盘层,没有阻焊层,所有常规是要开孔的,如果出现在阻焊层,我邮件上让开孔,开在TOP是正确的,比如:笔记本主板上我要求插件孔需开孔,TOP/BOT两面阻焊层都有,所以只开有丝印的那面即可。
钢网制作基础知识
钢网制作基础知识-CAL-FENGHAI-(2020YEAR-YICAI)_JINGBIAN钢网制作基础知识1、钢网制作工艺:一般钢网制作有两种方法:化学药水蚀刻(蚀刻)和激光机切割(激光)。
蚀刻:就需要先将处理好的GERBER数据通过光绘机制作出菲林,然后将菲林上的图形转移到钢片上,接着在蚀刻机里面加工,主要原理就是化学上的氧化反应原理;激光切割:就是直接将处理好的GERBER数据调进激光机,采用电脑控制激光机在钢片上切孔。
一般如果有精密元件(即IC引脚中心距小于等于或者有0201元件)的话就选用激光切割,因为这个精度要比蚀刻的精度高,但相应的价格也高,否则就选用蚀刻工艺,因为价格相对便宜,同时也完全可以满足您的需求。
激光切割电抛光:电抛光为金属表面精加工的一种方法。
它是以悬挂在电解槽中的金属制品为阳极,于特定条件下电解,通过阳极金属的溶解,以消除制品表面的细微不平,使之具有镜面般光泽外观的过程,通常情况下0402器件及间距以下的器件需要电抛光。
2、钢网的尺寸:唐山共兴主要的钢网尺寸:370mm*470mm,584mm*584mm。
也可根据板子不同的尺寸要求选取不同的供应商,比如嘉立创可提供不同尺寸的钢网。
3、37*47钢网的有效面积:250mm330mm我们所看到的上述尺寸330mm*250mm为包边后裸露的钢片的面积,但非实际可印刷的面积。
实际印刷面积=裸露钢片面积-双刮刀面积*2,经过测量理论数值为:实际可印刷长度=330,但由于刮刀尺寸的限制,我公司刮刀宽度主要有四种类型:210,280,350,410.所以实际可印刷长度=280mm。
实际可印刷宽度=250-55*2=140.所以37*47钢网的有效长宽为280*140mm.4、钢网MARK点的要求:为了保证贴装的精确度,需要钢网上开MARK点。
MARK点最少制作数量为对角2个,根据PCB资料提供的大小及形状按1:1方式开口。
非印刷面半刻。
钢网生产制作规范

总则:在本规范所提及之开口方式均视焊盘为规则,若出现焊盘不规则或与正常焊盘大小有较大出入时,应视情况而决定开口方式。
一.网框根据客户使用的印刷机相应相应规格型材的网框,一般常用网框有以下几种:29X29inch 23X23inch 650X550mm二.绷网先用细砂纸将钢片表面粗化解决并打磨钢片边沿,再按客户规定绷网。
三.钢片为保证钢网有足够的张力和良好的平整度,所做钢片距外框内侧应保存有25mm的距离,具体钢片大小见附录二《铝框规格型材及钢片切割尺寸相应表》。
建议根据不同的元件选择相应的钢片厚度,重要依据最小开孔和最小间距为考虑,重点兼顾其它,详见下表或可根据公式进行计算得出:若焊盘尺寸L>5W时,则按宽厚比计算钢片的厚度。
T<W/1.5若焊盘呈正方形或圆形,则按面积比计算钢片的厚度。
T<(L×W)/1.32X(L+W)说明:以下开孔方式仅包含部分常见典型零件,若碰到以下规范中未提及之焊盘类型,可参考元件焊盘外形类似之开孔设计方案制作。
A .锡浆网开孔方式:此锡浆网开孔方式适合大部分产品达成最佳锡膏释放效果的规定,如有特殊规定应按规定制作。
1. CHIP 料元件封装为0201元件长外扩10%并四周倒R =0.03mm 的圆角。
间隙保证不得小于9MIL 大于11MIL. 封装为0402元件开孔如下图,长度外加0.05MM. 内边距在 0.4-0.45mm 之间. 封装为0603元件开孔如下图,长度外加0.1MM. 内距在0.65-0.8mm 之间.封装为0805以上(含0805)元件开孔如下图,长度外加0.15MM,(0805内距在0.9-1.0mm 之间).大CHIP 料无法分类的按焊盘面积的90%开口; 二极管按焊盘面积的100%开口。
一般通过元件的PITCH 值,再结合标准焊盘大小来鉴定封装类别(mil\mm) PITCH (mil ) 标准焊盘大小(长X 宽)(mil)W L1/41/4W0402元件开孔WL1/31/3W0603元件开孔0805以上元件开孔WLLWW/3L/30402(1005) P<55 25X20 0603(1608) 55≤P ≤70 30X30 0805(2023) 70<P ≤95 60X50 1206(3216) P=135±10 60X602. 小外型晶体SOT23:焊盘尺寸较小,为保证焊接质量开孔按焊盘1:1。
SMT钢网知识介绍

..........
7
二、钢网的制作工艺
钢网的制作方法: 1、蚀刻法 2、激光法 3、电铸法
..........
8
1、蚀刻制作工艺
客户的原始资料 数据处理 菲林制作 双面压膜 曝光显影 蚀刻 脱膜 粘网 检验、包装
先用光绘或照相的方法制出底板,底板是曝光的掩膜,上有整 块电路板的焊盘图案。
③、位置精度低,开孔尺寸不准确。因为需要光 绘或照相才可获得掩膜底板,又必须曝光才能完 成图形转移,使最终模板的尺寸受多个过程影响, 难免出现位置误差。同时,底板的精度,图形转 移过程,侧腐蚀都使开孔尺寸难于控制。
..........
10
2、激光制作工艺
客户的原始资料
数据处理(计算机控 制)
激光切割(计算机控 制)
⑧、针对同一PCB不同电子元件锡量的要求,可在同 一块模板上做出不同厚度,从而极大地提高了印刷焊接工 艺。
缺点:①、成本比激光法更高。
..........
14
三、钢网开口规则
钢网的厚度和开口尺寸决定了锡膏的涂覆 量和准确程度。
在大的开口原则(IPC模板开口规范)下, 要根据PCB表面处理方式的不同、焊盘大小 的不同、锡量要求的不同等自身实际情况 确定不同的开口方法。
..........
5
3、网框
网框由铝合金制成。不同尺寸大小的钢网, 对网框的厚度、宽度要求不同。目前我厂 使用的550*500㎜的钢网网框宽(40㎜)厚 (30㎜)370*470㎜的钢网,网框宽(30㎜) 厚(20㎜)
..........
6
4、粘结胶水
胶水早期国内制造商采用930快干胶水, 但这种胶水虽然干燥快速,但耐清洗能力 欠佳,因此后来逐渐被双组分树脂胶水所 取代。
SMT钢网制作及检验标准-ver1.3(精)
1.0目的明确 SMT 钢网检验项目及标准 , 确保在生产过程中的品质稳定 , 延长钢网的使用寿命。
2.0范围适用于焊膏印刷钢网和印胶钢网的设计和制作。
3.0内容3.1 材料、制作方法、文件格式3.1.1网框材料钢网边框材料可选用空心铝框或实心铝框。
3.1.2钢片材料钢片材料优选不锈钢板。
3.1.3 张网用钢丝网钢丝网用材料为不锈钢钢丝,其目数应不低于 100 目,其最小屈服张力应大于35N/cm²。
3.1.4 封胶在钢网的正面,在钢片与丝网结合部位及丝网与网框结合部位,必需用强度足够的胶水填充所用的胶水应不与清洗钢网用的清洗溶剂(工业酒精、二甲苯、丙酮等起化学反应,并适合机器清洗要求。
3.1.5制作方法客户有要求的按客户要求执行,无要求按此指引进行。
3.1.6文件格式由 RD 提供产品的 GERBER 文件,拼板方式为整板并标注尺寸范围。
3.1.7钢网 Gerber 确认钢网 Gerber 做好之后由工程师确认过后,再通知供应商制作。
3.2钢网外形及标识的要求3.2.1外形图Concentration, Profession, Focus, Zero defect 专心专业专注零缺陷 Page 1 of 103.2.2 PCB 位置要求一般情况下, PCB 中心、钢片中心、钢网外框中心需重合,三者中心距最大值不超过 3.0mm ; PCB 、钢片、钢网外框的轴线在方向上应一致。
3.2.3 钢网标识内容及位置钢网标识应位于钢片 T 面的左下角(如图一所示 ,其内容与格式(字体为标楷体, 如下 : 第一行:前面为产品编号,中间为名称, 后面为版本号第二行:钢网尺寸及厚度。
第三行:制造日期。
第四行:厂家生产流水号等3.2.4钢网标签内容及位置钢网标签需贴于钢网网框边上中间位置, 如图二所示, 标签内容需有机种名称、板名 (TOP 或 BOT 、版本、制造日期、相应的 PCB 编号。
3.2.5 MARK 点钢网 B 面上需制作至少 6个对角 MARK 点,钢网与印制板上的 MARK 点位置绝对一致。
钢网制作资料

The State of Stencil Technology钢网技术王国In surface mount assembly, the stencil is the gateway to accurate, repeatable solder paste deposition.表面贴装,钢网是锡膏准确重复印刷的关键。
By Mark WhitmoreAs solder paste is printed through the stencil apertures, it forms deposits that hold the components in place and, when reflowed, secures them to the substrate. The stencil design —its composition and thickness, the size and shape of its apertures — ultimately determines the size, shape and positioning of the deposits, which are critical to ensuring a high-yield process with minimal defects.由于锡膏通过钢网进行印刷。
印刷的锡膏将部品固定,回流时,将部品固定于基板。
钢网设计———钢网的结构,厚度,尺寸大小和孔型———最终决定印刷锡膏的尺寸大小,外形和位置。
它是确保高产量,降低缺陷率的保证Today, a wide variety of materials and fabrication techniques enable suppliers to design stencils that meet the assembly challenges offine-pitch technology, miniaturized components and densely packed boards. 今天,多种多样的材料和制造技术时供应商能设计出的钢网能迎接细微坡度,小型化部品和高密度封装电路板的挑战。
钢网的制作和安全使用流程
钢网相关培训知识一、钢网加工流程•客户资料email•Gerber文件接收•客户资料及制做要求确认•CAD/CAM•文件审核/IPQC1确认•激光切割•IQC检查开口尺寸•钢片后处理•绷网粘贴钢片•终检IQC全检•包装/出货•二、钢网简介:•钢网原材料:镍合金,SUS304•所用的设备:LPKF(激光束直径<15μm)•可加工厚度:0.07-0.30mm•开孔位置精度:±1μm•合理开孔锥度:3°-7°•孔壁粗糙度:≤3μm•BGA圆孔度:≥99%•清洗:酒精•寿命:10万次+张力测试检测三、名词解释•GBR:Gerber 数据是所有PCB system 可以生成的一种文件格式,也是可以被所有光绘图形系统接受的文件格式。
故而在图像系统中它是一种被大量、广泛地运用的图形文件.•开口:模板上的开口。
Figure:宽深比Aspect Ratio= >1.5 面积比Area Ratio= >0.66••开孔设计怎样将影响到印刷性能,开孔尺寸宽(W)、长(L)和模板之厚度(T)决定锡膏印刷释放於PCB焊盘上的体积。
•Border:边界:即钢片四周的丝网。
如:聚酯丝网•Frame:铝框:基本钢网型号:(CM)20*30 30*40 37*47 42*52 50*60 55*65 73.7*73.7•Foil:钢片厚度:0.05(很少用) 0.08mm,0.1mm,0.12mm,0.15mm,0.18mm,0.20mm,0.25mm,0.30mm•MARK:根据PCB资料提供的大小及形状按1:1方式开口,并在印刷反面刻半透。
在对应坐标处,整块PCB至少开两个基准点。
•模板类型(Stencil type)模板制造的三个主要技术是:激光切割(Laser-Cut)、化学蚀刻(Chemically Etched)和电铸法成形(Electroform)•激光切割和化学蚀刻是减成法制造工艺,电铸法成形是加成法制造工艺。
激光钢网制作工艺介绍

SMT漏印锡膏模版的制作工艺介绍田志学2014年12月SMT漏印锡膏模版的制作工艺介绍目录¾什么是SMT漏印锡膏模版?种类?¾SMT激光钢网的制作工艺¾SMT漏印锡膏模版激光工艺流程¾附件1:SMT激光模版制作规范¾附件2:Gerber文件介绍什么是SMT漏印锡膏模版?SMT漏印锡膏模版PCB上板机Æ锡膏印刷机Æ元器件贴片机Æ回流焊焊接电子表面贴装(SMT)生产线上工艺流程SMT漏印锡膏模版也称为SMT钢网、SMT模版。
一种SMT印刷机上专用模具;主要作用是辅助锡膏的沉积。
目的是将准确数量的锡膏精准地转移到空PCB上的相应位置,达到后续焊接SMT器件的要求。
随着SMT工艺的发展,SMT钢网还被广泛的应用于胶剂工艺(如点胶)。
什么是SMT漏印锡膏模版?什么是SMT漏印锡膏模版?分类?SMT模版的分类按制作工艺可分为:¾激光模板用激光切割开孔的方法制作的模版。
¾电铸模板用电铸工艺成型“孔”的方法制作的模版。
¾阶梯模板模版的不同区域具有不同厚度的(不锈钢)材料的模版。
¾镀镍模板用表面镀镍或含镍不锈钢材料制成的模版。
¾蚀刻模板用化学蚀刻开孔的方式制作的模版。
什么是SMT漏印锡膏模版?分类?影响SMT模板品质因素主要有以下几个因素会影响到钢网的品质:¾制作工艺(激光切割、蚀刻、电铸)¾模版的材料(不锈钢材料、聚酯等)¾开口设计(具体的焊盘漏锡形状、尺寸设计)¾数据文件(开口原始图形的来源、与PCB的一致性等)¾张网工艺(网框&尼龙材料、张力控制、封胶等等)¾后处理(激光钢网打磨、超声波清洗、电化学抛光)SMT模板制作工艺按照钢网的“开孔”制作工艺有如下流程:¾化学蚀刻法(chemical etch)数据文件PCB→菲林制作→曝光→显影→蚀刻→钢片清洗→张网→封胶、包装¾激光切割法(laser cutting)数据文件→数据处理→激光切割→打磨→张网→封胶、包装¾电铸成型法(electroform)基板上涂感光膜→曝光→显影→电铸镍→成型→钢片清洗→张网→封胶、包装SMT模板制作工艺SMT漏印锡膏模版激光工艺流程激光钢网制作流程:¾数据文件获取模版开口的形状、尺寸和位置。
SMWI-A-002SMT车间钢网制作使用流程_

5.4.1钢网的制作工艺要求按照新机型及客户要求工艺制作(锡膏工艺、红胶工艺),根据PCB大小钢网网框为一般370mmX470mm、420mmX520mm。
5.4.2红胶钢网工艺厚度及开孔规定:根据PCB及贴装元件不同,钢片要求厚度为0.18mm、0.2mm(我们公司统一为厚度为0.2mm),开孔宽度大小以本公司适合工艺0603(0.27mm)、0805(0.38mm)、1206(0.6mm)、三极管(0.38mm长条)、6脚IC(0.6mm长条)、1206二极管(1.2mm)、1206以上二极管(1.5mm-2.0mm)、8脚IC及以上(2.0mm长条)、其它异性元件特殊要求开孔,如果客户有特殊要求,则以客户的要求为准。
5.5、:钢网验收要求
5.5.1客供/新开钢网由工程技术人员根据制作要求负责钢网验收并填写钢网验收报告,技术员根据供应商提供的菲林(激光有菲林)、检验报告及公司对钢网制作的要求进行核查。并将结果记录在《钢网验收记录表》
5.5.2核查有误则退供应商重做,无误后根据《锡膏/红胶钢网编号目录表》顺序对钢网编号。
5.4.3锡膏钢网工艺厚度及开孔规定:根据PCB及贴装元件不同钢片要求厚度为0.1mm、0.12mm、0.13mm、0.15mm(我们公司统一为0.12mm)开孔以PCB焊盘大小1:1开孔,0805以上跟据实际状况开方形防锡珠槽,对贴片、插坐、USB、密脚IC等特殊元件,开孔方式以焊盘方式加大或缩小。
纸档
□研发中心
□PMC部(PMC)
□市场中心
□PMC部(货仓)
□人力资源中心
□生产部(DIP车间)
□工程部
■生产部(SMT车间)
二份
□品管部(品管)
□生产部(磁电车间)
SMT模板(钢网)简介
SMT钢网(模板)SMT stencilSMT钢网(stencil)也称作SMT模板(SMT Stencil):一种SMT专用模具;主要作用是辅助锡膏的沉积;目的是将准确数量的锡膏精准地转移到空PCB上的准确位置。
随着SMT工艺的发展,SMT钢网(SMT模板)还被广泛的应用于胶剂工艺。
一、钢网(SMT模板)的演变钢网最初是由丝网制成的,因此那时叫网板(mask)。
开始是尼龙(聚脂)网,后来由于耐用性的关系,就有铁丝网、铜丝网的出现,最后是不锈钢丝网。
但不论是什么材质的丝网,均有成型不好、精度不高的缺点。
随着SMT的发展,对网板要求的增高,钢网就随之产生。
受材料成本及制作的难易程序影响,最初的钢网是由铁/铜板制成的,但也是因为易锈蚀,不锈钢钢网就取代了它们,也就是现在的钢网(SMT Stencil)。
二、钢网(SMT模板)分类按SMT钢网的制作工艺可分为:激光模板,电抛光模板,电铸模板,阶梯模板,邦定模板,镀镍模板,蚀刻模板。
激光钢网制作所需的资料制作激光钢网需要以下资料:1、PCB2、菲林3、数据文件资料必须:PCB:版次正确,无变形、损坏、断裂;菲林:是SMD层及丝印层,注明正反面,确保未受冷受热,无折痕;数据文件:鑫格瑞激光钢网(SMT模板)可接受各种CAD数据格式:GERBER、HPGL、*.JOB、*.PCB、*.GWK、*.CWK、*.PWK、*.DXF、*.PDF;以及下列软件设计的数据:PAD2000、POWERPCB、GCCAM4。
14、PROTEL、AUTOCADR14(2000) 、CLIENT98、CAW350W、V2001。
数据过大时应压缩后传送,可使用*.ZIP、*.ARJ、*.LZH等任何压缩格式;数据需要含SMT solder paste layer(含有Fiducial Mark 数据和PCB外形数据),还需要含有字符层数据,以便检查数据的正反面、元件类别等。
下面我们简单地介绍一下最常用的GERBER格式文件;GERBER文件是美国GERBER公司提出的一种数据格式;它是将PCB信息转化成多种光绘机能识别的电子数据,亦称光绘文件。
cam3509.1.2版的钢网教程
环形 ANN Donut Annulus ANNL DOUGHNUT
Octagon:
八边形(不能旋转)
S_OCTAGON
Octagon
S_OCTAGON_IRR OCTAGONAL
Oblong: S_OBLONG
S_OBLONG S_OBLONG
椭圆形 OBLONG Finger VAL
Triangle: S_Triangle
Dcode 选择,#,# 包 括在内,-# 不包括 在内。
文字过滤 多边形过滤
3.2
四、焊盘(CHIP 料)的编修
在 smt 焊盘选好后,stencil 的 CAM 要对其焊盘作编修, 以达到防锡珠的效果。
4.1 CAM350 中没有针对 Stencil 设计专门的模块,我们可以入主要用三种方法来制作:1、相减法;2、组合 法;3、画多边形建立人工 Dcode。
PDF 文件使用 "pdfFactory Pro" 试用版本创建 炣
钢网系列教程
用 CAM350 制作钢网
7
1.6 然后定义一个 ARL 文件:
单位
ARL 的文件名
Dcode 文件的 扩展名
相关的一些说 明
形状定义
语法定义
E-mai:ecdesign@ smt06@ QQ:381025785 QQ 技术群:4472593
PDF 文件使用 "pdfFactory Pro" 试用版本创建
钢网系列教程
用 CAM350 制作钢网
16
对于型图 B、D 也可以用这种方法来制作, 型图 C、F 可以在中间放置一个椭圆形或者长方形焊盘来 作相减层得到:
Ellipse
S_ROUND
SMT钢网制作规范 全面的

苏州工业园区卓达电子有限公司SMT钢网技术汇编ZD0003SMT模板制作制作过程前述在表面贴装装配的回流焊接中,锡膏用于表面贴装元件的引脚或端子与焊盘之间的连接。
有许多变量,如锡膏、丝印机、锡膏应用方法和印刷工艺过程。
在印刷锡膏的过程中,基板放在工作台上,机械地或真空夹紧定位,用定位销或视觉来对准。
在手工或半自动印刷机中,锡膏是手工地放在模板上,这时印刷刮刀(Squeegee)处于模板的另一端。
在自动印刷机中,锡膏是自动分配套工程。
在印刷过程中,印刷刮刀向下压在模板上,使模板底面接触到电路板顶面。
当刮刀走过所开孔的整个图形区域长度时,锡膏通过模板上的开孔印刷到焊盘上。
模板印刷过程为接触(On-Contact)印刷。
刮刀的磨损、压力和硬度决定印刷质量,应该仔细监测。
刮刀边缘应该锋利和直线。
刮刀压力低造成遗漏和粗糙的边缘,而刮刀压力高或很软的刮板将引起斑点状的(Smeared)印刷,甚至可能损坏刮刀和模板。
过高的压力也倾向于从宽的开孔中挖出锡膏,引起焊锡圆角不够。
常见有两种刮刀类型:橡胶或聚氨酯(Polyurethane)刮刀和金属刮刀。
当使用橡胶刮刀时,使用橡胶硬度计(Udometer)为:70°—90°硬度的刮刀。
当使用过高的压力时,将会导致渗入到模板底部的锡膏造成锡桥,故要求频繁的底部抹擦,增大了工作量。
为了防止底部渗透,焊盘开口在印刷时必须提供密封(Casketing)作用。
这也取决于模板开孔壁的粗糙度。
随着更密间距元件的使用,金属刮刀的用量在增加。
它们由不锈钢或黄铜制作,具有平的刀片形状,使用的印刷角度为60°—65°。
一些刮刀涂有润滑材料,因为使用较小的角度因此不需要锋利。
它们比橡胶刮板成本要贵得多,并可能引起模板磨损。
使用不同的刮刀类型在使用标准元件的密脚元件的印刷电路装配(PCA)中是有区分的。
锡膏量的要求对每一种元件有很大的不同。
密间距元件要求比标准表面贴装元件少得多的焊锡量。
钢网流程

关于SMT 钢网管理规定一、 钢网管理:1、制作钢网SMT 工程部根据相关文件、资料与产品要求设计钢网。
2、钢网的验收SMT 工程部对新钢网的尺寸.外观.包装及开孔情况进行验收。
3、验收合格的钢网放入钢网架储存。
4、SMT 助理对验收合格的钢网列印钢网管理标签贴于钢网外框上以便于管理。
5、标签的类型、格式和钢网的编号规则:(如图所示)7、 粘贴钢网标签:所有标签都要贴在钢网放入时朝外面的外框上面,(即对应着操作员的正面)。
8、确保钢网的位置与钢网储存位的编号一致。
二、 钢网的使用:1、当生产线需要生产时,生产线操作员到钢网架领取钢网并填写《钢网管制记录》。
2、在生产中,操作员应根据实际生产中规定的擦钢网频率,用清洗剂清洗钢网,并用风枪吹干存留的清洗剂,详细操作情况请参考《钢网清洗指引》。
3、为准确统计钢网的使用寿命,作业员必须在换线领取钢网时在《钢网管制记录》中填写钢网印刷次数。
4、钢网的使用寿命生产部统计印刷次数达100,000次时SMT 相关人员对钢网作出评估,能继续使用的继续使用,但以后每使用10,000次后再对其作一次评估,如不使用则停用或报废该钢网,由SMT SMT 助理员填写停用/报废单。
三、 钢网的评估:1、网孔是否被堵。
2、钢网是否变形。
3、钢网的印刷面是否有破损或刮伤等。
4、网纱有否脱胶。
5、实际的印刷质量是否符合要求。
四、 钢网的保养:1、操作员领出钢网时,检查钢网的标签是否清晰,否则需重新列印标签贴于相应的位置上。
2、使用钢网前应检查钢网是否有残留锡膏或堵孔现象,否则重新清洗。
五、 钢网的存放:1、所有的钢网必须有清晰的唯一的钢网ID标签,确保钢网的位置号与储位编号是一致,所有钢网的标签必须朝外以便管理.若钢网不再使用后,则由SMT工程人员作停用或报废处理。
六、钢网的报废:1、超过使用寿命后评估不合格的或在生产过程中受损或在实际印刷中印刷的质量太差,SMT相关工程人员确认后申请报废,并分开放置。
PCB钢网板制作工艺
PCB钢网板制作工艺一.绷网绷网步骤:网框清理--水平检校--涂底层胶--拉网--测张力--涂粘胶--下网、封边--储存作业说明:1.因网框重复使用,网框四周有残存之粘胶、网纱等杂物,必须清除干净,以免影响网纱与网框之粘合力。
2.将网框放置于平台(需水平)检查网框是否变形,如有变形则需进行整平处理。
3.将清理好,未变形网框与网纱接着面溥而均匀的涂一层不加硬化剂的胶水以便增强拉网后网纱与网框粘合力。
4.待第一次涂胶约10分钟后,将网框放置于拉网台,并调整好相对之位置及高度5.选择网目,松开四周夹嘴,将网纱平铺在框上,然后将网纱均匀夹进夹嘴里,不能有起皱,注意四角要有较松余网纱,夹嘴一定需锁紧,夹子与夹子之间不能有间隙(自动升架、手动拉网为例)。
6.绷网:第一次张力26,静置5分钟张力为24;第二次张力28,静置5分钟张力26;第三次张力32,静置5分钟张力为30;第四次校正5点张力32,静置20分钟后上胶张力30;15分钟胶固化下网张力28,静置72小时后方可制作网版(以一米×一米全自动生产线使用网版为例)。
纵向横向同步拉开,一直拉到所需张力时则刷胶,常用网网纱张力为(100T、110T、120T均为30±2牛顿)(77T、51T均为35±2牛顿)(24T为50±2牛顿)7.将已调好的胶水用小毛刷均匀地刷在网框与网纱接着面上方,不可将胶水掉进网版中间部位,待胶8分钟干燥后,可用刮刀胶在涂胶面将未完全贴合之地方压紧贴合约10分钟左右胶水彻底干燥后(应采用开放式吹风加强干燥)才可下网。
8.使用裁纸刀去除网版四周多余网纱,并在网版边框注明,日期,网目及下网时张力(以便观察张力变化)为了防止洗网水(防白水)的渗入,在网框的内角用红胶水密封,然后用防水胶带封在网框与网纱接着面上方,同样防止药水的渗入。
二.晒网a.洗网:用磨网膏去油脂(新网),鬼影膏去图形(旧网),除浆粉去网浆、蓝油,用防白水洗杂物,用清洁剂冲洗网,最后用高压水枪冲洗干净,最后用纯净水清洗干净。
stencil(钢网)
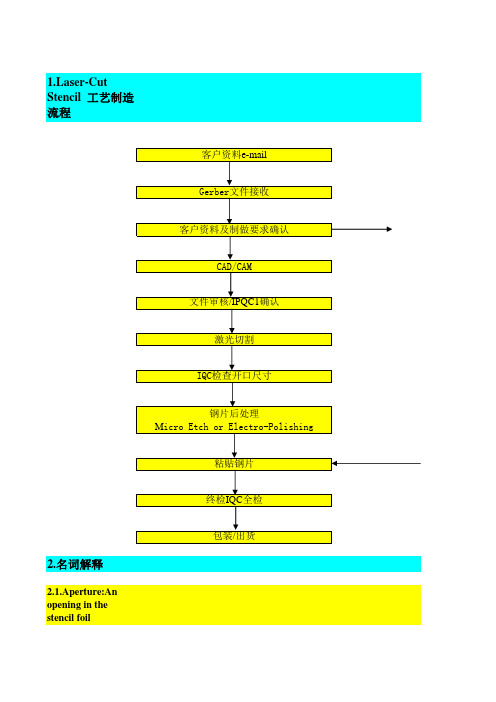
ser-Cut Stencil 工艺制造流程2.名词解释2.1.Aperture:An opening in the stencil foilAspect Ratio :针对Fine-Pitch 的QFP 、IC 等细长条装管脚类器件Area Ratio :针对0402,0201,BGA ,CSP 之类的小管脚类器件2.3.Border :边界,即钢片四周的丝网。
Polyester Screen 聚酯丝网Stainless Steel 不锈钢丝网 2.4.Frame : 铝框Table:印刷机与网框、MARK 点及定位方式对应表网框大小MARK 点29"*29"非印刷面半刻29"*29"非印刷面半刻29"*29"非印刷面半刻29"*29"非印刷面半刻29"*29"非印刷面半刻29"*35"非印刷面半刻35.8"*27.16"非印刷面半刻29"*29"非印刷面半刻39.4"*33.5"印刷面半刻21.65"*25.6"非印刷面半刻550mm*650mm非印刷面半刻23"*23"(Max)不需MARK 点2.5.Foil : 模板制做的薄片。
如钢片、镍合金、铜片、高分子骤合物(聚酰亚胺片材Kapton*)厚度:0.08mm,0.1mm,0.12mm,0.15mm,0.18mm,0.20mm,0.25mm,0.30mm2.6.Step stencil: step-down(局部减薄模板)Stencil step-up(局部增厚模板)2.7.Fiducials mark: Squeegee Side half-Cut 、Contact Side half-Cut 、Double Side half-Cut2.8.Squeegee刮刀聚胺基甲酸乙酯(PolyUrethane PU 材料)金属刮刀(不锈钢)3.模板类型(Stencil type)模板制造的三个主要技术是:激光切割(Laser-Cut)、化学蚀刻(ChemicallyEtched)和电铸法成形(Electroform),每种方式都有自己的优缺点。
钢网制作流程

钢网制作流程钢网是一种常见的金属网格制品,广泛应用于建筑、工业、农业等领域。
它具有结构坚固、耐腐蚀、通风透光等特点,因此备受青睐。
下面将介绍钢网的制作流程,希望对您有所帮助。
1. 材料准备。
首先,我们需要准备制作钢网所需的原材料。
通常情况下,我们会选择优质的钢丝作为主要材料。
根据不同的使用需求,钢丝的规格和材质也会有所不同。
此外,还需要准备一些辅助材料,如焊接材料、防腐涂料等。
2. 加工预处理。
在进行钢网的制作之前,我们需要对原材料进行一些加工预处理。
首先是对钢丝进行切割,根据设计要求将钢丝切割成相应尺寸的长度。
然后进行表面处理,包括除油、除锈等工序,以确保钢丝表面的清洁度和光滑度。
3. 编织或焊接。
接下来是钢网的编织或焊接工序。
对于较细的钢丝,我们通常会选择编织的方式进行加工,而对于粗钢丝,则会选择焊接的方式。
在编织或焊接时,需要严格按照设计要求进行操作,确保钢网的结构和尺寸符合标准。
4. 表面处理。
钢网制作完成后,还需要进行表面处理工序。
这包括对钢网进行防腐处理、喷涂防锈漆等。
这些工序能够有效延长钢网的使用寿命,提高其耐腐蚀性能。
5. 质检与包装。
最后,我们需要对制作完成的钢网进行质量检验。
通过对钢网的外观、尺寸、结构等进行检查,确保其质量符合要求。
合格后,进行包装,以便运输和存储。
通过以上几个步骤,我们就完成了钢网的制作流程。
当然,钢网的制作过程还会受到具体产品要求、生产设备和工艺水平等因素的影响。
希望本文介绍的内容能够对您有所帮助,谢谢阅读!。
SMT钢网、装配图、程序
一、SMT钢网——钢网文件制作
3、设计要素
• • • • • • • • 数据形式 工艺方法要求 材料要求 材料厚度要求 框架要求 印刷格式要求 开孔要求 其他工艺需求
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
模板设计
模板的印刷质量主要取决于以下因素:
• 模板的开孔尺寸: 开孔的长(L)、宽(W)及厚度(H),这些决定了焊膏 的体积.
• 模板的释放焊膏性能: 取决于开孔的几何形状和孔壁的光滑程度.
• 模板开孔与PCB之间的定位精度.
2014-9-29
25
模板设计
• 厚度 • 形状
2014-9-29 28
2014-9-29
29
模板设计
Minimum Apreture design Guidelines: Recommended Sizes: Pitch Pad Size Aperture Stencil thickness 25 15 12 6 20 12 9-10 5-6 15 10 7-8 5 12 8 5-6 4-5
2014-9-29
10
激光切割
激光切割模板: 模板开孔使用激光切割而成.
• 开孔上下自然成梯形,上开孔通常比下开孔大1~5mil,有利于焊膏的释放.
• 开孔尺寸误差大约为0.3~0.5mil,定位精度小于0.12mil. • 价格比化学蚀刻贵比电铸成型便宜. • 孔壁不如电铸成型模板光滑. • 通常制作模板厚度为0.12~0.3mm. • 通常推荐用于元件pitch值为20mil或更小的印刷.
• 通常制作2~12mil(0.05~0.3mm)厚度的模板.
• 通常用于细间距和超细间距元件的印刷. • 良好的耐 磨性和使用寿命.
2014-9-29 12
• 价格较贵,制作周期较长.
激光切割模板 VS 化学蚀刻模板
化学蚀刻 制作步骤: 补孔及修改: 环境友好: 16 不可能 不 激光切割 6 方便 友好
Wall Quality
15
激光切割模板 VS 化学蚀刻模板
2014-9-29
• 开孔上下梯度 • 能得到更多的焊膏体积
16
印刷效果
2014-9-29 17
电铸成型模板 VS激光切割模板
Electroformed (E-FAB) 没有厚度的限制.(0.05mm~ 比不锈钢更坚硬,更耐磨. 孔壁光滑呈梯形,脱模效果最好 制作周期长. 更昂贵.
Minimum Aperture design Guidelines: Aspect Ratio >1.5 Width >=4~5 Particle Diameter
Stencil Type Ratio of Foil Thickness to Minimum Aperture Width Chemically etched 1:1.5 Laser Cut 1:1.2 Electroformed 1:1.1
2014-9-29
11
电铸成型
电铸成型模板: 用化学方法,但不是在金属板上蚀刻
出需要的图形,而是直接电铸出镍质的漏板,即加成
法.
• 自然形成梯形开孔,有利于焊膏释放. • 制作过程中自然形成开孔的保护唇,保证印刷过程中焊膏不会挤出模板 底部开孔.大大减少清洗模板的次数. • 孔壁光滑,极利焊膏的释放.
• 孔壁粗糙度 2m.
• 最大切割厚度0.6mm.
• 方便增补开孔.
2014-9-29
22
模板材料 304#不锈钢
•
2014-9-29
23
Stencil Design Critical variables of the stencil design impact the efficiency of solder paste transfer. • Volume and height of solder paste required • 所要求的焊锡量和所需要的高度. • Optimum Print Area Aspect Ratio (PAAR) for best transfer Aperture Width/Length or Diameter in reference to pads • 根据最佳的面积比,参考焊盘,选择最佳的开孔长宽尺寸. • Stencil Thickness • 模板的厚度 • Stencil Technology • 模板制作方式 • Stencil Materials • 模板材料
7
模板的制作方法
• 化学蚀刻 • 激光切割 • 电铸成型
2014-9-29
8
选择模板加工方法时主要考虑的因素:
• 要求的最小间距和开孔尺寸.
• 模板的释放焊膏性能.
• 降低和预防焊膏的桥连、短路或锡量不足. • 加工材料的成本、成品率和周期. • 模板材料的寿命和耐用性. • 要求的焊膏的厚度.
A.R 2.0 1.7 1.4 1.2
2014-9-29
30
模板设计
面积比公式
(LW)/[2(L+W) T]0.66
当开孔长宽相差不多时,仅考虑宽厚比是不够的,这时还需考虑面积 比,即开孔的侧面积与底面积的比,这决定焊膏是释放到PCB板上, 还是粘附在模板孔壁上.
2014-9-29
31
模板设计
模板设计
• 印刷胶水模板开孔推荐尺寸
Component Type 0402 0603 0805 1206 Mini melf SOT 23 SO 14 SO 80 Stencil aperture range(diameter ) 12~16 mil 16~20mil 20~24mil 40~47mil 40mil 40mil 3 dots @ 55mils spaced equidistant 3 dots @ 55mils spaced equidistant
2014-9-29
13
激光切割模板 VS 化学蚀刻模板
位置精度
化学蚀刻
• 光绘输出的精度
激光切割
• 光绘片尺寸稳定性
• 环境控制
直接利用Gerber数据,精度 只与切割设备精度有关.
• 人为误差
2014-9-29
3~5mil
2mil
14
激光切割模板 VS 化学蚀刻模板
2014-9-29 Hole
2014-9-29
42
模板应用
模板印刷常见问题及解决
常见问题
形成原因
PCB printer solder or adhesive stencil
位置偏移 多锡少锡 塌陷 毛边 不均匀
2014-9-29
43
模板应用
常见问题及解决
常见问题 PCB 连焊 虚焊 锡珠 立碑 掉片 printer 形成原因 Placement
Component Pitch mil 50 40 31 25 20 16 12
2014-9-29
Industry Standard Pad Width mil 25 20 17 15 12 10 8
Recommended Aperture Size mil 25 20 16 12 10 8 6
37
• 不同品牌、型号的胶水有着不同的特性,这里的参数值 2014-9-29 38 都是对于Heraeus PD955PYH而言.
模板设计
开孔形状对脱模的影响
2014-9-29
39
模板设计
特殊器件
• 对于FinePitch元件,为避免连焊通常沿宽方向缩小10%, 或将开孔处理
为拉链状.
BGA ,CSP开孔比例为1:1.也可以将开孔从焊盘的圆形扩展为正方形,四 周倒圆角,以增大锡膏量.
2014-9-29
18
电铸成型模板 VS激光切割模板
2014-9-29
19
电铸成型模板 VS激光切割模板
2014-9-29
20
激光切割模板
• 机器
• 材料
• 源数据类型 • 模板设计----数据处理 • 后处理工艺
2014-9-29
21
• X,Y全程误差 5m,重复精度 3 m. • 最大加工面积850*800mm. • 激光束聚焦后光斑40 m. • 切割速度 6000孔/小时.
模板的制作与应用
2014-9-29
1
公司简介
服务特色
2014-9-29
2
模板图片
2014-9-29
3
SMT过程及影响因素
PCB
• Pattern design
印 刷
• Stencil design
贴 片
• Position accuracy
焊接
• Temp profile
• Land
• Solder or adhesive • Place gap
• Screen printer • chip
• Air atmosphere
2014-9-29
4
模板的分类
1 制作材料:金属,塑料... 2 制作过程:化学蚀刻,激光切割,电铸成型 3 用途:印刷胶水,印刷锡膏,检验用...
2014-9-29
5
Material .Stainless steel (300,400 series) Type -Half Hard to Full Hard -Brass is being used less(low hardness ,wear) -Plastic(Kapton)stencil are being used for low volume application Alloy Nominal(Essential Elements) 17%Cr-7%Ni-balande Fe(0.15%C Max) 18% 18.5% 304L 18.5% 316 316L 410
• 印刷胶水用模板通常选用0.2mm厚,或者更厚.
2014-9-29 33