钣金展开的折弯系数计算与K因子表
solidworks钣金折弯k因子系数表

solidworks钣金折弯k因子系数表
SW钣金折弯K因子系数表:
1、标准折弯:采用K因子法计算折弯半径,K因子系数依据材料的体积重量和屈服力的特性而定
a) K=0.275,在0.1-0.14屈服力杆材
b) K=0.30,在0.15-0.246屈服力杆材
c) K=0.33,在0.25-0.50屈服力杆材
d) K=0.40,在0.50-4.00屈服力杆材
2、热折弯:热折弯K因子系数稍比标准折弯高,适用于杆材屈服力在
0.50~3.00,使用热拉曲实用性非常好
a) K=0.38,在0.50-1.00屈服力杆材
b) K=0.42,在1.00-1.73屈服力杆材
c) K=0.45,在1.73-2.00屈服力杆材
d) K=0.50,在2.00-3.00屈服力杆材
3、冷拔小圆弧:对于支撑距比优于四倍半径的杆材,可以采用冷拔与正弦小圆弧折弯,K因子系数由折弯弯曲半径比决定
a) K=0.20,<3 半径
b) K=0.30,3-10 半径
c) K=0.42,>10 半径
4、化学折弯:采用K因子法计算折弯半径,K因子系数将会依据材料的体积重量和屈服力的特性而定
a) K=0.96,在0.1-0.6屈服力杆材
b) K=1.14,在0.6-4.00屈服力杆材
5、激光折弯:
a) K=0.06,在0.1-0.14屈服力杆材
b) K=0.1,在0.15-0.246屈服力杆材
c) K=0.13,在0.25-0.5屈服力杆材
d) K=0.19,在0.5-4.00屈服力杆材。
钣金折弯系数表和计算公式
钣金折弯系数表之宇文皓月创作
钣金折弯系数
钣金折弯跟展平时,资料一侧会被拉长,一侧被压缩,受到的因素影响有:资料类型、资料厚度、资料热处理及加工的状况及折弯的角度。
PROE在进行钣金的折弯和展平时,会自动计算资料被拉伸或压缩的长度。
计算公式如下:
L=0.5π×(R+K系数×T)×(θ/90)
L: 钣金展开长度(Developed length)
R: 折弯处的内侧半径(Inner radius)
T: 资料厚度
θ: 折弯角度
Y系数: 由折弯中线(Neurtal bend line)的位置决定的一个常数,其默认值为0.5(所谓的“折弯中线”)。
可在config中设定其默认值initial_bend_factor
在钣金设计实际中,经常使用的钣金展平计算公式是以K系数为主要依据的,范围是0~1,暗示资料在折弯时被拉伸的抵抗程度。
与Y系数的关系如下
Y系数=(π/2)×k系数。
钣金折弯系数表和计算公式
钣金合直系数表之阳早格格创做
钣金合直系数
钣金合直跟展通常,资料一侧会被推少,一侧被压缩,受到的果素做用有:资料典型、资料薄度、资料热处理及加工的情景及合直的角度.PROE正在举止钣金的合直战展通常,会自动估计资料被推伸或者压缩的少度.估计公式如下:
L=0.5π×(R+K系数×T)×(θ/90)
L: 钣金展启少度(Developed length)
R: 合直处的内侧半径(Inner radius)
T: 资料薄度
θ: 合直角度
Y系数: 由合直中线(Neurtal bend line)的位子决断的一个常数,其默认值为0.5(所谓的“合直中线”).可正在config中设定其默认值initial_bend_factor
正在钣金安排本质中,时常使用的钣金展仄估计公式是以K系数为主要依据的,范畴是0~1,表示资料正在合直时被推伸的抵挡程度.取Y系数的闭系如下
Y系数=(π/2)×k系数。
钣金折弯系数表和计算公式
钣金折弯系数表
钣金折弯系数
折弯跟展平时,材料一侧会被拉长,一侧被压缩,受到的因素影响有:材料类型、材料厚度、材料及加工的状况及折弯的角度。
PROE在进行钣金的折弯和展平时,会自动计算材料被拉伸或压缩的长度。
计算公式如下:
L=π×(R+K系数×T)×(θ/90)
L: 钣金展开长度(Developed length)
R: 折弯处的内侧半径(Inner radius)
T: 材料厚度
θ: 折弯角度
Y系数: 由折弯中线(Neurtal bend line)的位置决定的一个,其默认值为(所谓的“折弯中线”)。
可在config中设定其默认值initial_bend_factor 在钣金设计实际中,常用的钣金展平计算公式是以K系数为主要依据的,范围是0~1,表示材料在折弯时被拉伸的抵抗程度。
与Y系数的关系如下
Y系数=(π/2)×k系数。
常用材料折弯系数表大全
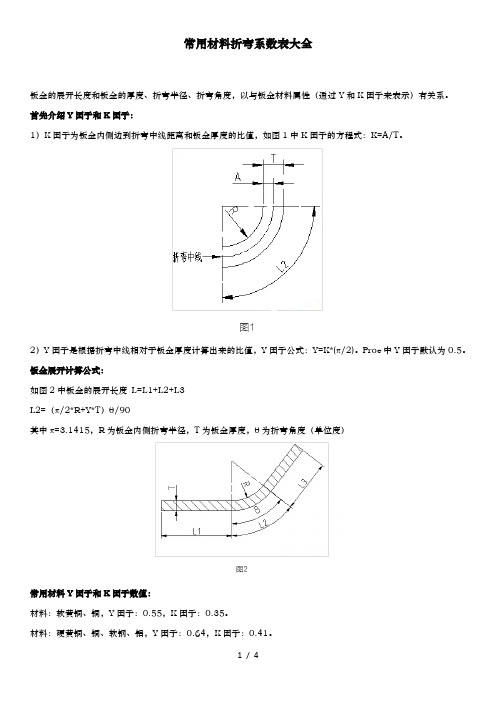
常用材料折弯系数表大全钣金的展开长度和钣金的厚度、折弯半径、折弯角度,以与钣金材料属性(通过Y和K因子来表示)有关系。
首先介绍Y因子和K因子:1)K因子为钣金内侧边到折弯中线距离和钣金厚度的比值,如图1中K因子的方程式:K=A/T。
2)Y因子是根据折弯中线相对于钣金厚度计算出来的比值,Y因子公式:Y=K*(π/2)。
Proe中Y因子默认为0.5。
钣金展开计算公式:如图2中钣金的展开长度L=L1+L2+L3L2=(π/2*R+Y*T)θ/90其中π=3.1415,R为钣金内侧折弯半径,T为钣金厚度,θ为折弯角度(单位度)常用材料Y因子和K因子数值:材料:软黄铜、铜,Y因子:0.55,K因子:0.35。
材料:硬黄铜、铜、软钢、铝,Y因子:0.64,K因子:0.41。
材料:硬铜、青铜、冷轧钢、弹簧钢,Y因子:0.71,K因子:0.45。
常用材料折弯系数表(详)注:以上折弯系数(K)是在折弯内角(R)为0.5--1.0左右时的侧量值,当折弯内角改变时,系数改变,一般,内角增大,系数增大。
针对现有材料测试折弯系数数据如下:料厚槽宽铁料(SPCC/SECC)折弯系数不锈钢铝料(AL)折弯系数45°90°135°90°45°90°135°0.6 4 R1=1.2/R0.2=1.0 R1=1.2/R0.2=1.00.8 6 0.35 1.6 0.251.0 6 0.6 1.8 0.4 1.85 0.6 1.8 0.251.2 4 1.95(HCR025)8 0.75 2.2/2.0 2.25 0.75 2/1.9 0.51.4 V82.41.5 8 0.92.5 2.75 2.3 0.51.6 62.55 8 2.652.0 123.4/3.3 3.55 3.1/3.15 12.3 123.8 164.02.5 16 4.5/4.2 1.15 4.2 1.152.9 12 4.6 16 4.83.0 16 ?/5.14.75/4.8 1.55 3.2/3.4 R1,5.2/5.53。
钣金_折弯展开、折弯系数、折弯表与K因子
钣金_折弯展开、折弯系数、折弯表与K因子从事钣金工作多年,今天为您详解PROE中折弯表与K因子~折弯展开是钣金生产中非常重要的一环,现在为大家说说PROE中是如何得到展开系数的~想要展开,必须先明白以下几个名词。
如图现在通常的展开方法有两种,折弯扣除=M(一般用于90度展开),中性层法,即使用K因子(非90度)。
这两种方法在原理上是一样的~我们现在来看PROE中是如何用折弯表实现90度展开的。
我们以1.0MM 的冷板为例,通常工厂用的折弯扣除是1.7.意思就是如下图所示的一个折弯件(长和宽都是25.折弯内角r=0.5),他的展开尺寸就是25+25-1.7,48.3 那在PROE中要如何得到这个值呢,新建一个钣金件,做如下图形,完成退出。
得到这样一个零件大家看到这里有个DEV值,这个值就是与钣金展开相关的一个值了,我们现在来看看他的展开尺寸,前面说了,这个钣金件的展开尺寸应该是48.3的,但这里只有48.2,小数点后面还一堆数,看起来就不爽~如何改变他,使他变成我们所需要的呢,这里就要改动那个DEV值了。
我们把DEV值设为1.3看看。
再生后再次测量展开长度,嗯,这里已经是我们所需要的了,那么这个值是怎么来的呢,这里提供个公式,DEV=2(r+T)-M,关于这个公式的意义和来历,等下再说。
我们再来看如何使用折弯表得到这个值编缉,设置,折弯许可,定义,随便输入一个数字作为折弯表名,打开折弯表得到这个表,我们先看内侧半径(R)下面的那一横排,这排是定义折弯内圆角的,也即上图的r,再看厚度(T)下面的一竖排,这里定义的是板料的厚度。
两栏相交的格就是DEV值。
好。
我们在折弯表内填下如图的值。
保存,退出。
现在我们把零件的厚度设为1.5MM。
他的折弯扣除应该是2.5MM。
那么展开长度应该是47.5,再来看看PORE中的展开长度是否如此~嗯,完全稳合~现在我们再来看中性层法,首先,大家先来看这个公式,L=A+B-2*tan(@/2)/(y+r)+2*PI*(y+r)*@/360, L为展开长度.对照第一个图,大家就应该明白了。
钣金折弯系数表和计算公式
钣金折弯系数表和计算公式
(总1页)
-CAL-FENGHAI.-(YICAI)-Company One1
-CAL-本页仅作为文档封面,使用请直接删除
钣金折弯系数表
钣金折弯系数
钣金折弯跟展平时,材料一侧会被拉长,一侧被压缩,受到的因素影响有:材料类型、材料厚度、材料热处理及加工的状况及折弯的角度。
PROE在进行钣金的折弯和展平时,会自动计算材料被拉伸或压缩的长度。
计算公式如下:
L=0.5π×(R+K系数×T)×(θ/90)
L: 钣金展开长度(Developed length)
R: 折弯处的内侧半径(Inner radius)
T: 材料厚度
θ: 折弯角度
Y系数: 由折弯中线(Neurtal bend line)的位置决定的一个常数,其默认值为0.5(所谓的“折弯中线”)。
可在config中设定其默认值initial_bend_factor
在钣金设计实际中,常用的钣金展平计算公式是以K系数为主要依据的,范围是0~1,表示材料在折弯时被拉伸的抵抗程度。
与Y系数的关系如下
Y系数=(π/2)×k系数。
钣金折弯系数表和计算公式
钣金折弯系数表
钣金折弯系数
钣金折弯跟展平时,材料一侧会被拉长,一侧被压缩,受到的因素影响有:材料类型、材料厚度、材料热处理及加工的状况及折弯的角度.PROE在进行钣金的折弯和展平时,会自动计算材料被拉伸或压缩的长度。
计算公式如下:
L=0。
5π×(R+K系数×T)×(θ/90)
L:钣金展开长度(Developed length)
R: 折弯处的内侧半径(Inner radius)
T:材料厚度
θ: 折弯角度
Y系数:由折弯中线(Neurtal bend line)的位置决定的一个常数,其默认值为0。
5(所谓的“折弯中线”)。
可在config中设定其默认值initial_bend_factor 在钣金设计实际中,常用的钣金展平计算公式是以K系数为主要依据的,范围是0~1,表示材料在折弯时被拉伸的抵抗程度。
与Y系数的关系如下Y系数=(π/2)×k系数。
钣金折弯系数表

折弯系数计算
以下方程用来决定使用折弯系数数值时的总平展长度。
Lt= A + B + BA
向左转|向右转
向左转|向右转
钣金折弯系数表:
铁板△T
0.1
8
0.2
4
0.3
0.3
6
0.4
2
0.45 0.48
0.5
4
0.57 0.6 0.75 0.9 0.96 1.05 1.2 △K
1.0
2
1.3
6
1.7
2.0
4
2.3
8
2.55 2.72
3.0
6
3.23 3.4
4.25
5.1 5.44 5.95
6.8
说明: 1.不锈钢材料在PROE软件折弯系数Y因子为0.1(所有的内折弯系数为0.1)
2.常用材料在PROE软件折弯系数Y因子为0.4
常用V槽选择
料厚0.5 0.8 1.0 1.2 1.5 2.0 2.5 3.0
V槽宽度 5 6 6 10 12 16 20 25 注明: 2.5的料厚没有20宽的V槽用25替代。
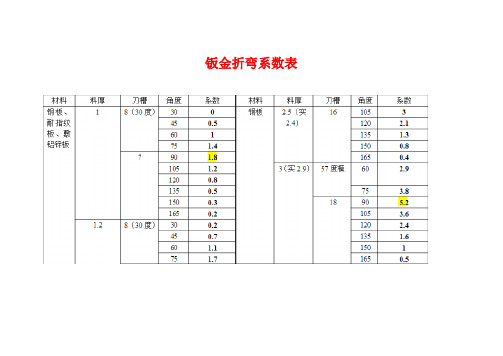
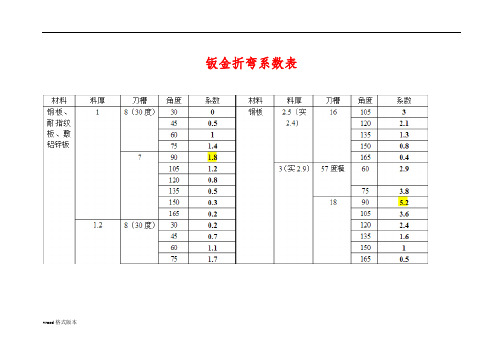
常用钣金折弯系数表1
材料料厚刀槽角度系数材料料厚刀槽角度系数
1 折弯系数表适用相应的材质、料厚、角度,不符合表中的料厚、角度可用下表计算:相应角度的折弯系数=料厚*对应角度的倍数2.65-2.4
2 此折弯系数表要求对非直角尺寸标注及测量方式如下:。
钣金折弯系数表和计算公式
钣金折弯系数表
word格式版本
word格式版本
word格式版本
word格式版本
word格式版本
word格式版本
钣金折弯系数
钣金折弯跟展平时,材料一侧会被拉长,一侧被压缩,受到的因素影响有:材料类型、材料厚度、材料热处理及加工的状况及折弯的角度。
PROE在进行钣金的折弯和展平时,会自动计算材料被拉伸或压缩的长度。
计算公式如下:
L=0.5π×(R+K系数×T)×(θ/90)
L: 钣金展开长度(Developed length)
R: 折弯处的侧半径(Inner radius)
T: 材料厚度
θ: 折弯角度
Y系数: 由折弯中线(Neurtal bend line)的位置决定的一个常数,其默认值为0.5(所谓的“折弯中线”)。
可在config中设定其默认值
initial_bend_factor
在钣金设计实际中,常用的钣金展平计算公式是以K系数为主要依据的,围是0~1,表示材料在折弯时被拉伸的抵抗程度。
与Y系数的关系如下Y系数=(π/2)×k系数
word格式版本。
钣金折弯系数、K因子自动计算表

输入板厚T输入折弯半径R 输入90度折弯
扣除板厚倍数
90度折弯补偿值BA自动计算K因子值
输入任意折弯角度
对应图中(180-A)
10.3 1.70.90.272957795105.00说明:
1、此表格适用于常规折弯工艺条件下的计算,不适用于大圆弧、圆锥面、圆柱面、压段差、刨槽折弯、插深折弯、压死边等特殊工艺的计算。
2、表格中黑色字体的数值是需要手动输入的参数,红色字体的数值是表格自动计算出来的结果。
3、折弯补偿值BA即Solidsorks中的折弯系数的数值,而在PROE或CREO中,折弯补偿值BA对应的是折弯余量值。
折弯补偿值BA (据K因子值计算)
折弯扣除值BD (根据BA值计算)
0.75 1.25计算。