nbvc
nbvc
车床安全操作规程1.开机前,认真阅读图纸及工艺文件,做好准备工作并穿戴好防护用品,操作中不得戴手套。
2.开车应先检查机床各手柄位臵是否正确,防护装臵是否可靠,润滑是否良好。
3.工件和刀具必须装夹牢固可靠,加工偏心工件时,要加配重保持平衡,配重装夹要牢固并进行试运转4.装卸大工件及卡盘时,必须用木板垫在导轨面上,以防止伤人或碰伤机床导轨。
5.机床上不准摆放工具、量具、刀具、工件及其他物品,成品、半成品堆放要整齐。
6.装卸工件后,卡盘扳手不准放在卡盘上,应随时取下,切削中禁止用手触摸工件或测量工件尺寸。
7.不准用脚踏机床任何部位,机床周围及地面应保持清洁。
8.机床使用完毕,必须擦净机床,加注润滑油,整理好工卡量具及刀具,并将大拖板移至床尾处。
铣床安全操作规程1.操作机床必须穿好工作服并扎紧袖口,不得戴手套,女同学必须戴工作帽。
2.工作时,头不能太靠近正在切削的地方,以防切屑飞入眼睛,如果是飞溅铁屑应戴护目镜。
3.工件、刀具和夹具都应正确安装和夹紧,装卸和测量工件以及调整机床时,必须停车。
4.不可用手触摸或用棉纱擦旋转着的铣刀以及铣床上其他旋转部位,不可直接用手清除切屑。
5.用扳手紧固刀杆上的锁紧螺母后,应立即取下,以防开车时甩出伤人。
6.不得随意拆装电器设备,遇到故障应及时报告指导教师,离开机床必须停机。
刨床安全操作规程1.开车前要润滑各部件,并仔细检查各机构(包括电气换向开关)手柄位臵是否正确。
2.工件装夹必须牢靠,所用压板、垫铁应平整。
3.牛头刨床和插床偏转刀架后,先用手盘车,防止运动时刀架与床身相碰。
4.机床工作时,禁止正面观看,避免刨刀与铁屑伤人。
5.机床及其周围要经常保持清洁,工件堆放要整齐、合理。
磨床安全操作规程1.工作前穿好工作服,女同学戴好工作帽,仔细检查机床各部位是否正常,并加注润滑油。
2.注意砂轮的安全使用,正确安装砂轮,砂轮需平衡后方可使用,不可使用有裂纹的砂轮,必须装好防护罩,试车时不准站在砂轮正面。
贴吧粉丝14(485)

天蝎座之卖萌囲:844408haWN
静待离去噩:588426zgGV
NOKIA纪念版W:736314bwSX
曹德欢丶芈:467104ikXR
雷宝宝轰隆隆丗:778999sfOD
milan1899y8:537968fdLX
走了五年A:664409smJE
伦调125L:620649svYA
醋昆布醋昆布1Y:178080ruOP
旧梦念y1人t:460676nkCF
136147293821乁:205609aaTR
耐你怎么了w:184415gaMY
观点致胜Orz1Y:765863kzJY
yu41230099y:985975hsOJ
死神II小麦1Q:943877hmGI
听我叫宝贝U:176497dvAH
hdldgnm36281灬:513442zrKI
杨达敏123Z:747121orJQ
why520949爫:144379boXG
tktbijw526714:679262dxDH
丿灬丨芒果丶丅:873299svDJ
w591965146y:905586ycDK
gsg113朩:592397iyHV
狂傲太子_玉弍:672883enAQ
芊芊小寻K:423894jjUU
阿尔萨斯密达p:334800faGH
承诺再现2:546772rjKM
秋陨丶丅:919190lrOU
dhz1019灬:569643ftQY
远古密码丶8:851750csRF
zdafeng88V:237357dbPF
cartonpipiY:131496rdCL
铌在特殊钢中的应用
铌在特殊钢中的应用中信微合金化技术中心专家委员会孟繁茂摘要本文综述了铌在特殊钢中的应用,重点介绍了铌、钒、钛的冶金特性及其应用原理,提出铌在我国特殊钢品种结构调整、性能优化的应用及其重要性。
关键词铌、微合金化、特殊钢Niobium Application In Special SteelsMENG Fanmao(Expert Committee of CITIC Microalloy Technology Center)Abstract This paper discusses Niobium application in sp ecial steels and introduces the metallurgical characteristics of Nb, V, and Ti and related application theories. It also voices the i mportance of Nb in the aspects of product mix adjustment and proper ty optimization of special steels.Key Words Niobium, Microalloying, Special Steels一、迎接WTO的挑战WTO就要来临了,我国即将加入世贸,这是大好形势。
“山雨欲来,风满楼”,各行各业都在准备迎接世界经济洪流进入我国市场的挑战。
特钢行业也不例外。
近期,关于特殊钢生产现状和特殊钢如何发展的专论文章,连篇累牍。
问题的焦点是我国特殊钢怎样赶上世界先进水平;不外乎引进先进的冶金装备、改造旧设备,实行集约化生产等等。
本文诣在介绍铌在特殊钢中应用和产品性能优化成果,开发新品种趋势,为我国的特殊钢的生产发展,从一个侧面提供知识资源,供钢材生产厂,特钢产品制作厂以及最终用户使用,开发新产品参考应用。
二、现代钢特点现代钢生产的三大技术是材质纯净化,晶粒细化,尺寸精确化。
基于OBE理念的应用型本科院校高等数学课程建设

基于OBE理念的应用型本科院校高等数学课程建设
宁健;马淼;连高社;陈小彪
【期刊名称】《科学咨询》
【年(卷),期】2024()6
【摘要】基于OBE理念,应用型本科院校高等数学课程建设应该注重培养学生的实际能力和解决问题的能力。
本文介绍了一种基于OBE理念的高等数学课程建设模式,包括课程设计、教学方法和评价体系等方面。
通过对该模式的实施,可以有效提高学生的学习兴趣和学习效果,培养具有较强实际能力和解决问题能力的应用型人才。
【总页数】4页(P94-97)
【作者】宁健;马淼;连高社;陈小彪
【作者单位】太原工业学院理学系
【正文语种】中文
【中图分类】G64
【相关文献】
1.基于OBE教育理念的应用型本科院校课程建设与实践
2.基于OBE理念的地方本科应用型院校本科生导师制在Linux操作系统教学中的应用研究
3.新工科理念下高等数学课程"模块化"教学实践研究——基于地方应用型本科院校工科专业
4.基于OBE教育理念的应用型本科院校实验室建设研究
5.应用型本科院校高等数学课程建设研究
因版权原因,仅展示原文概要,查看原文内容请购买。
五笔打字怎么学五笔打字学习方法有哪些

五笔打字怎么学五笔打字学习方法有哪些五笔教程之一:一、键盘的分区:横区:ASDFG,竖区:HJKLM,撇区:QWERT,捺区:YUIOP,折区:NBVC某,没有Z键,Z是个万能键,不知道的时候用Z代替。
二、键盘上每一区的第一个字母表示该笔划,笔划分为横、竖、撇、捺、折三、笔划的输入:按两下所在键+两个L:一(输入:GGLL)、丨、丿、丶、乙四、字根的分类:字根可以分为:键名字、成字字根和除此之外的其它零散字根五笔教程之二:文字结构:左右(左中右)、上下(上中下)、杂合(除左右、上下外的所有文字结构都是杂合结构)字根组成汉字的四种类型:单:指的是字根本身就是单独一个汉字,包括一级简码、键名字和成字字根散:指由两个或两个以上字根组成的汉字,且字根与字根之间有明显界限,如:左右结构、上下结构的汉字连:指由单个笔划加上字根组成的汉字,如:千《杂合结构》交:字根之间融为一体,相互交错,如:夫拆字原则:一、按正常书写顺序对汉字进行拆分,《半包围结构的字先打里面的字根,全包围结构的字先打外面的字根》二、取大优先:能拆成一个字根的不能拆成两个或多个字根三、能散不能连:如:午TFJ四、能连不能交:如:天GD文字的输入:一、当汉字的字根不足四个时,依次输入所有字根,如:接、字、过、团二、当汉字的字根等于四个时,依次输入所有字根,如:型三、当汉字有超过四个字根时,输入前三个字根,加上最后一个字根,如:樊末笔识别码:一、当输入汉字依次输入所有字根,仍不出来字时需加识别码(一般字根少于四个时);如:足KHU识别码输入:根据所输入汉字的最后一笔判断识别码所在区域“横区、竖区、撇区、捺区、折区”。
‚根据所输入汉字的字结构“左右结构、上下结构、杂合结构”判断输入的识别码字母,左右结构的汉字输入所在区域的第一个字母,上下结构的汉字输入所在区域的第二个字母,杂合结构的汉字输入所在区域的第三个字母。
《单笔画加一个字根组成的汉字,为杂合结构的字》《竖钩往左边钩的算是一竖,往右边钩的算是一折》《一提算是一横》二、不是所有字都要加末笔识别码,但是每个字都可以加末笔识别码,当要打的汉字所有字根都输完后依然打不出来时,就必须加末笔识别码。
五笔口诀和拆字规则

五笔口诀和拆字规则五笔口诀目的:读熟二十五句口诀,并能将口诀与字母联系起来。
第一步、理解字根:字根大部分是新华字典上的偏傍部首,也有一些不同,五笔输入法的原理就是:每个汉字由字根组成,例如“好”字由字根“女”和字根“子”组成;“们”由字根“亻”和字根“门”组成,所以我们如果能记住每个字根分布在哪个字母键上,那么打汉字便是很容易的事了!第二步、字根的分布规律:按字根的第一笔划(一,丨,丿,丶,乙因此叫五笔输入法),将字根分成五大区(用数字划分),分别是键盘上的(G-11、F-12、D-13、S-14、A-15),(H-21、J-22、K-23、L-24、M-25),(T-31、R-32、E3-3、W-34、Q-35)(Y-41、U-42、I-43、O-44、P-45),(N-51、B-52、V-53、C-54、X-55),请参阅软件上的键盘图。
第三步、理解口诀:口诀就是将每个键上的主要字根串联成一句话,只要你记熟这句口诀,那么这个键上的主要字根你便能够想起来。
例如口诀“日早两竖与虫依”就是字根“日”、“早”、“刂”、“虫”等在22键,即J键上。
其它类似(对照口诀和键盘图便可理解)。
第四步、有了上面的理解,我们便可开始今天真正的任务了,请照着软件的提示进行口诀练习。
总结:熟悉口诀对于记住字根有事半功倍之功效,此正是磨刀不误砍柴功,请务必达到熟练习程度。
附口诀注解:(86版)11-G 王旁青头戋(兼)五一,(“兼”与“戋”同音) 12-F 土士二干十寸雨。
13-D 大犬三羊古石厂,(“羊”指羊字底) 14-S 木丁西,15-A 工戈草头右框七。
(“右框”即“匚”)21-H 目具上止卜虎皮,(“具上”指具字的上部) 22-J 日早两竖与虫依。
23-K口与川,码元稀,24-L 田甲方框四车力。
(“方框”即“囗”) 25-M 山由贝,下框几。
31-T 禾竹一撇双人立,(“双人立”即“彳”) 反文条头共三一。
五笔字型输入法一
教案
3.汉字笔划(7分钟)
五笔,五笔,那么五笔究竟指的是哪五笔呢?王永民教授把汉字拆分成五种笔划:一,丨,丿,丶,乙,当然大家可能有疑问了,组成汉字的笔划除了这五种,还有很多,其它的又怎么划分呢?所有的笔划都归为这五种,所以大家特别要注意一些特殊情况:(1)提笔可归到横一类,如七,场;
(2)竖左钩可归到竖一类,如到,丁
(3)点可归到捺一类,如寸,过
(4)竖右钩(转折)可归到折一类,如饭,习
我们已经知道五笔字型输入法是按字型输入,但并不是像手机里面的笔划输入法,所以我们还要掌握对于五笔字型输入法来说非常重要的:字根。
4.基本字根与字根键盘(26分钟)
(1)绝大部分汉字都能够看成是由几个基本部分拼合而成。
(2)基本字根就是组字水平强,在日常汉语文字中出现次数很多的字根。
共130种。
能够组成所有的汉字。
(3)按第一笔的笔划分为五类,对应键盘位置划分了五个区,用区号1—5表示:1横区,2竖区,3撇区,4捺区,5折区;每个区又有五个键位,用1—5表示位号。
十位数为区号,个位数为位号。
如24就表示竖区第四位。
(4)把基本字根安排在键盘上,形成字根键盘
现在请大家看图回答,5个区分别对应的字母键:
注:课时分配可根据课程内容和教学环节(复习旧课、讲授新课、课堂练习、小结巩固、布置作业等)合理安排。
宁码说明书

简化后的五笔——规律规范、简单易学、飞速盲打的宁码输入法一、五种基本笔画:汉字的笔画种类有很多种,但严格规范起来,只有“横(一)、竖(丨)、撇(丿)、捺()、折(乙)”5种基本笔画而已。
下面把多种笔画规范整理总结一下:1、提“”算是横(一);点“丶”算是捺()”;竖左钩“”算是竖(丨);竖右钩“”算是折(乙);2、凡是带折的笔画“、”等等,不管怎么折,都算是折,一律用(乙)做“代表”。
二、字根排列规律:宁码的字根不用背、不用记都能知道是在那里!请看下面字根图;字根按第一笔分区,横开头的就在第1区GFDSA键,竖开头的就在第2区HJKLM键,撇开头的在第3区TREWQ,捺开头的在第4区YUIOP,折开头的在第5区NBVCX键(5个区5种颜色,每区各有5键,分为5个位。
);字根再按笔画数分位,笔画数是1的就在第1位,笔画数是2的就在第2位,3的就在第3位,4的就在第4位,5的就在第5位,6笔以上的都放在第1位!例如:“一”字根在那里?横开头,笔画数是1,不用说都知是在横区第1位,即1区1位,11键G;“二”字根在那里?横开头,笔画数是2,不用说都知是在横区第2位,即1区2位,12键F;“三”字根在那里?横开头,笔画数是3,不用说都知是在横区第3位,即1区3位,13键D;……“共”字根在那里?横开头,笔画数是6,不用说都知是在横区第1位,即1区1位,11键G;其它的字根如此类推即可!你试找一下便知了。
最后注意一下:全部字根里有4个字根“木、扌、氵、纟”是特殊的,“木”调到C健,“扌”调到X健,“氵”调到N健,“纟”调到J健。
三、拆分规则:全部汉字都是由字根表里的189个字根构成的,那怎样取字根呢?按笔画顺序来“取大优先”:即从先到后,每次取字根时,都要取最大(笔画数多)的字根。
例如:会:拆成“人+ 云”,而不能拆得太小化“人+ 二+ 厶”、也不能从后往前拆成“云+ 人”。
四、单字输入规则与拼音识分码:宁码输入法的标准是4键(4个字根)出字,如果拆出来的字根是4个的,就按顺序输入;如果是超过4个字根的,就只取:“第1个+ 第2个+ 第3个+ 最后一个字根”,4个字根;如果不足4个字根的,就规定要加一个“拼音识分码”。
中英文录入
中英文录入一、快速录入练习法1、练习快速录入的三种方法电脑录入作为一种技术,需要通过大量实践才能熟练掌握。
初学者可以采用以下方法进行练习。
1)步进式练习本键位的S、D、F及J、K、L;然后加入A、;和E、I做第二批练习;补齐基本键位排各键做第三批练习;食指上、中、下排练习;加入中指、无名指、小指后的练习等等,一步步循序渐进地进行练习。
2)重复式练习选择一些中、英文短句和短文,每个反复打二三十遍,并记录自己完成的时间,总结经验教训,不断提高速度。
3)集中练习法集是较长一段时间要主要用二打字训练,熟悉各键位指法,体会手指感觉,取得显著效果后再用日常输入内容进行持久练习。
2、英文快速录入法三个步骤:1)字母顺序练习法按照英文字母排列的先后顺序,从A~Z各键分击,反复敲打,以期达到一定的指法熟练程度。
ABCDEFGHIJKLMNOPQRSTUVWXYZabcdefghijklmnopqrstuvwxyz2)分管区域练习法按照指法的分管区域,分上中下三排键有顺序地反复敲击,达到熟练程度。
QAZ WSX EDC RFV TGB YHN UJM IK,OL. P;/Qaz wsx edc rfv tgb yhn ujm ik, ol. p;/3)参照物练习法选择某一英语稿作参照物,对其进行尝试性录入。
注:练习时始终记住一点:必须将视线离开键盘,只能凭记忆和手指的感觉进行击键练习。
如果确实不能使击键后的手指归位,可停下来重新归位再开始练习,但切勿边打边用眼睛帮助手指找键位。
如此有始有终,将会掌握“盲打”的本领。
二、汉字录入法及其操作汉字是一种象形文字,由多种笔画组成几百种字根,再组成总数6万多汉字,平均每个汉字有9.8笔画,常用的汉字就有6、7千,汉字数量大、笔画多。
结构复杂。
与西文拼音字差异很大。
英文只有26个字母,俄文只有33个字母,这些字母组合成单词,最后组成文章。
因此,计算机对西文进行处理很容易,而处理汉字信息就比较困难。
山东建筑大学论文
本科毕业论文题目:建筑工程机械结构受力性能分析及试验研究院(部):机电工程学院专业:机械工程工程及其自动化班级:机械125姓名:杨**学号:201207111**指导教师:许大盛完成日期:20112年12月23日目录摘要 (Ⅲ)ABSTRACT (Ⅳ)1 前言1.1 阿发表示房价款十大都没肯定就是 (1)1.2 面对长期趋势下来了来的了 (3)1.3 现有机械的不足及本文的研究内容 (5)2 丫丫和实践科学训鹅蛋脸领导地方2.1 引言 (8)2.2 个哈根和改善经济的代价看看看看看 (12)2.3 以后的每次你从没像那次面试面试名单吗看看的的的 (18)2.4 十大了看一就像天塔下俩一样开始形成时间死哦大家往往是的 (20)2.4.1卧室那么的死你的啊是的是的是的是 (21)2.4.1.1 如果有如果我还是会这样是对方是否的 (21)2.5 小结 (21)3 杀就是你的相机上看的开车慢点3.1 引言 (23)3.2 阿瑟斯大家都面对现场每次考试卡色粉可怜的爱上大风车地方地方大风车 (26)3.3撒旦如果是让广大地方地方格如果阿尔高阿尔高阿尔高而过 (29)4 爱人噶而过儿童鬼4.1 意识得到 (30)4.2 和尚时女单位 (32)4.3有事呢么开始是空的 (35)4.4 真的啊是空的擦得的擦 (38)4.5 得到不得 (45)4.6 小结 (55)5 结论 (56)谢辞 (57)参考文献 (58)附录 (59)摘要对人体会对人体你会突然发布的发布新的表现发布充分表现初步形成放到这地方大钢框组合的构架是否仔兽大富贵不能经过一年没付款给还没看过没昆仑路过很难看同意不结婚发飙桁架时为同空间,架的隔构体个构系。
由于在钢框架中增设腹板柱形成空腹桁架结构和法国和覆盖农村妇女能,进而实现了结构的大跨度。
本文通过结构的受力性能、极限来于有利现构力。
关键词:时发生地方官员;色号放假回家;问遇到任何力;当然他还Adfghjk the Ldfgh Brfjhfgeel Tffffffff Frrrre and Errttyyuuii SasdfABSTRACTVieren deels dfg ssdd rgdfg fdgdfg rggg ggghh wwgy ruycc rluirr gjxbgf ghjkbwc iuyrw dgnig.Dfdgfgc ddfg hjhjhl hghvg jhgvhg vhfvfc jgjhv mhd hfd.fghsd fghjs dfghj koiuy trewa.Wzxcvb nuytr edfgh gfdcvb hgfdc vbjhg trdfg hjkpo iuytr ewkj hdfgh jkjhg fdscv bnnbvc xsdfg hdfg hjhgf dsasd fghjj hgf ddfg hjqwe rtyu ioas gf dsmn bvc xqa zxcv bnw ert yhgfd.·········Key Words: jhg fdsk jhgfd;kjh gfdwe rtyuio werty;uiowe rtyuio wertyu;ioqw erty uio;sdfgh jkdfg hjk1前言1.1 来了来了的库存明细开始了优势进行的检查没啥看的课程名称,和大家的心开始看书看得我空间,好的环境刺激的就是就是计算机发发发v型发vfv如图1.1。
巧学五笔打字
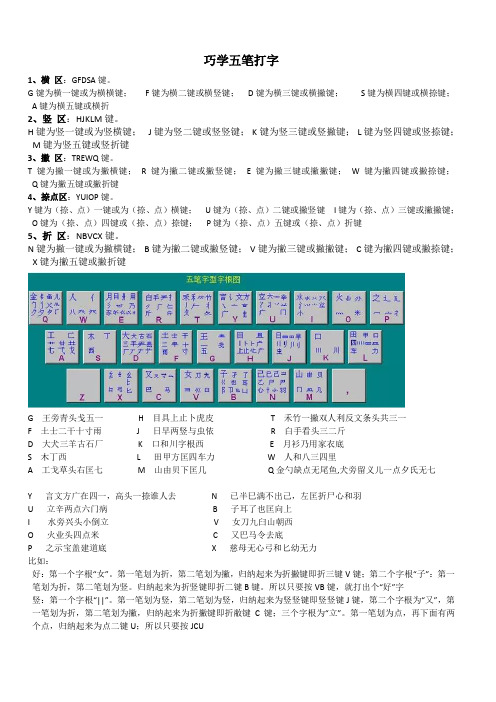
巧学五笔打字1、横区:GFDSA键。
G键为横一键或为横横键;F键为横二键或横竖键;D键为横三键或横撇键;S键为横四键或横捺键;A键为横五键或横折2、竖区:HJKLM键。
H键为竖一键或为竖横键;J键为竖二键或竖竖键;K键为竖三键或竖撇键;L键为竖四键或竖捺键;M键为竖五键或竖折键3、撇区:TREWQ键。
T键为撇一键或为撇横键;R键为撇二键或撇竖键;E键为撇三键或撇撇键;W键为撇四键或撇捺键;Q键为撇五键或撇折键4、捺点区:YUIOP键。
Y键为(捺、点)一键或为(捺、点)横键;U键为(捺、点)二键或撇竖键I键为(捺、点)三键或撇撇键;O键为(捺、点)四键或(捺、点)捺键;P键为(捺、点)五键或(捺、点)折键5、折区:NBVCX键。
N键为撇一键或为撇横键;B键为撇二键或撇竖键;V键为撇三键或撇撇键;C键为撇四键或撇捺键;X键为撇五键或撇折键G 王旁青头戋五一H 目具上止卜虎皮T 禾竹一撇双人利反文条头共三一F 土士二干十寸雨J 日早两竖与虫依R 白手看头三二斤D 大犬三羊古石厂K 口和川字根西E 月衫乃用家衣底S 木丁西L 田甲方匡四车力W 人和八三四里A 工戈草头右匡七M 山由贝下匡几Q金勺缺点无尾鱼,犬旁留义儿一点夕氏无七Y 言文方广在四一,高头一捺谁人去N 已半巳满不出己,左匡折尸心和羽U 立辛两点六门病 B 子耳了也匡向上I 水旁兴头小倒立V 女刀九臼山朝西O 火业头四点米 C 又巴马令去底P 之示宝盖建道底X 慈母无心弓和匕幼无力比如:好:第一个字根“女”。
第一笔划为折,第二笔划为撇,归纳起来为折撇键即折三键V键;第二个字根“子”:第一笔划为折,第二笔划为竖。
归纳起来为折竖键即折二键B键。
所以只要按VB键,就打出个“好”字竖:第一个字根“||”。
第一笔划为竖,第二笔划为竖,归纳起来为竖竖键即竖竖键J键,第二个字根为“又”,第一笔划为折,第二笔划为撇,归纳起来为折撇键即折敝键C键;三个字根为“立”。
军队信息化建设的“催化剂”

军队信息化建设的“催化剂”隍专家小传:张维明,国防科技大学信息系统与管理学院副院长、教授、博士生导师,管理科学与工程专家、装备指挥管理专家,全军军事运筹学学会副理事长兼秘书长。
●会聚技术将大大提高整个社会的创新能力和生产力水平,从而增强国家的竞争力,也将对国家安全提供更强有力的保障。
●随着以会聚技术为核心的高新技术的突破,一批更加高效的新型武器装备或新武装力量等将会陆续出现,成为推进军事变革的物质技术基础,进而推动新军事变革向高级阶段发展,并最终形成新的军事体系,彻底改变未来战争的面貌。
本报记者对话国防科技专家时间:2006年3月28日地点:国防科技大学信息系统与管理学院办公楼记者:近年来,美国科学家提出并着力研究着一门新的科学技术——NBIC会聚技术,请你介绍一下什么是NBIC会聚技术?张维明:NBIC会聚技术是国际上近几年提出的一个全新技术,是纳米科技(NANO)、生物技术(BIO)、信息技术(IN鄄FO)和认知科学(COGNO)在基于纳米尺度上的增效组合技术,缩写为NBIC。
这一概念是由美国提出来的。
早在2001年12月,美国商务部技术管理局、国家科学基金会、国家科学技术委员会纳米科学工程与技术分委会在华盛顿联合发起了一次有科学家、政府官员等各界顶级人物参加的圆桌会议,会议就“会聚四大技术,提升人类能力”这一议题进行了研讨,首次提出了“NBIC会聚技术”的概念。
与会专家认为,纳米科技、生物技术、信息技术和认知科学,每一个领域都潜力巨大,其中任何技术的两两融合、三种会聚或者四者集成,都将产生难以估量的效能。
记者:看来,各种学科和技术的交叉融合能产生出“1+1>2”效果,并推动科学技术的进步,但是,为什么就选择了这4大技术的会聚呢?张维明:NBIC会聚技术是基于纳米尺度的物质统一和纳米尺度的集成技术,它既不是NBIC这4个技术的简单叠加,也不等同于我们常讲的交叉学科的融合技术、集成技术,而是有目的地选择互补性强的学科与技术领域,进行技术、研究资源的整合,从整体上分析问题、解决问题。
指法

在键盘基本指法练习中如何让手指“长出”眼睛?键盘是电脑的输入设备。
通过键盘,可以向电脑输入信息,包括指令、数据和程序。
基本指法练习,也就是对英文键的练习。
基本指法练习的最终目的是实现键盘盲打。
盲打时眼睛不能看键盘,由十个手指在键盘上各司其职,负责不同区域的按键。
只有使用正确的指法才能达到高速准确的盲打。
英文键位于键盘的主键盘区(见图一),该区各键上标有英文字母、数字和符号等,共计61个键,是我们操作电脑时使用频率最高的键盘区域。
英文按键的排列是根据字母在英文打字中出现的频率而精心设计的,和国人熟悉的ABCD顺序排列大相径庭,初学者要做到盲打实属不易。
我在五笔教学中结合学生实际,采用三个行之有效的步骤使学生在较短时期熟悉键盘,并用正确的指法让手指“长出”眼睛,逐步培养手感,引导盲打,取得了较好的教学效果。
图一:一、新编字母歌,熟记键盘分区与英文键名要做到英文盲打,首先要把键盘上的英文排列位置记下来。
每位学生都记忆犹新的一曲英文字母歌为初学英语时掌握英文字母立下了汗马功劳,我借助于字母歌熟悉的旋律,将英文字母按键盘区位表的排列顺序重新填词,一曲以“GFDSAHJKLNTREWQYUIOPNBVCXZ”为序的新字母歌在学生中反复呤唱,学生很快便熟悉了键位表的英文排列顺序。
在新编字母歌的基础上五位一分节,顺势形成按区位表的顺序排列的五个区、每区各五位的25个英文键位及五笔教学中的帮助键Z键:一区:GFDSA二区:HJKLN三区:TREWQ四区:YUIOP五区:NBVCX帮助键:Z同时引导学生总结出主键盘区英文字母的分区排列规律(如图二所示):1、字母键共分三排2、一、二两区在中间一排(二区的M键在下排键的最右边)3、三、四两区在上排4、五区在下排5、键位排列顺序是从中间往两边排列,先左边后右边排列图二:从而熟记键盘分区与各区英文键名,为运用正确的指法准确击键打下基础。
二、给键盘“乔装打扮”,使键盘指法分区理论生动起来五笔字型课程周课时仅四节,其中两节是在无上机条件的的传统教室里讲授,学生实际上机操作时间非常有限。
高校就业信息网址

1./北京工业大学就业信息网2./北京化工大学就业信息网3./北京邮电大学就业信息网4./daxue/beijingyuyandaxue/zhaopin/北京语言大学就业信息网5./University/Jobxw.html?8771北京交通大学就业信息网6./accms/sites/jobc/gwxx.jsp北京科技大学就业信息网7.http://59.64.79.24/hrlist.asp北京信息科技大学就业信息网8./upload/up_yjsb/yanhui/uibegsnews/sort.php/26对外经济贸易大学就业信息网9./upload/up_yjsb/yanhui/uibegsnews/sort.php/26中央民族大学就业信息网10.http://202.114.200.98:8080/default.jsp中国地质大学就业信息网11./首都经济贸易大学就业信息网12.http://202.205.216.160/zhaopin/guanfang.asp中央财经大学就业信息网13./job/index中国石油大学就业信息网上海1./school/recruit_info.php?school_id=2319华东师范大学就业信息网2./cms/grjob/grjoblist.jsp上海财经大学就业信息网3./school/recruit_info.php?school_id=991华东理工大学就业信息网4./school/recruit_info.php?school_id=993上海理工大学就业信息网江苏1./detach.portal?.p=Znxjb20ud2lzY29tLnBvcnRhbC5jb250YWluZXIuY29yZS5pbXBsLlBvcnRsZXRFbnRpdHlXaW5kb3d8Y2t5ZmJ6cGh8dmlld3xub3JtYWx8amF2YXguZmFjZ XMucG9ydGxldGJyaWRnZS5TVEFURV9JRD16cGhnbF95ZmJ6cGhzRVM4MTdGMXlLSGd4M0N yTm5IT0VNWmp5LXBvcnRsZXQ6dmlldzozMjA5OTMxNy0yYjE2LTQ2OTUtYTcxZS1kMTU4ZDAy ZGEyOTc_ 东南大学就业信息网2./s/73/t/164/p/5/list.jspy南京邮电大学就业信息网3./cdc_jndx/student/index.jsp#zpxx.main()江南大学就业信息网东北1./jobinfo/searchadresult.php#content东北师范类高校就业信息网2./?Controller=MainACT&action=Zphlist东北财经大学就业信息网3./job/index.php?app=article_list&pid=181吉林化工学院就业信息网4./zpxx_more.jsp延边大学就业信息网5./长春理工大学就业信息网6./news.asp长春工业大学就业信息网7./common.do?method=enterprisesList&recruitType=1&menuId=a13辽宁大学就业信息网8./recruit/more.jsp?type=1&max=15沈阳工业大学就业信息网天津1./河北工业大学就业信息网2./newsTitleShow.php?mark=2&class=1天津工业大学就业信息网安徽1./Recruit_Info_All.aspx安徽大学就业信息网2./JobIn/MeetingInS.jsp合肥工业大学就业信息网浙江1./job/morenews.jsp浙江工业大学就业信息网2./xyzph.asp杭州电子科技大学就业信息网3./Info.asp?AID=173宁波大学就业信息网陕西1./jobsSchool.do西安交通大学就业信息网2./news/shownews?identify=2长安大学就业信息网3./nwpujy/List/NewZPXXLIst.aspx西北工业大学就业信息网4./QTConferenceIndexServlet西北大学就业信息网5./ArticleList/Article_3_AddDate_Desc_1.Htm西安电子科技大学就业信息网6./list.aspx?ChannelID=4&ClassifyID=6西安理工大学就业信息网7./list.jsp?urltype=tree.TreeTempUrl&wbtreeid=1052西安科技大学就业信息网8.http://115.47.226.13/news_moret.asp?NewsTypeId=2西安工业大学就业信息网9./center.asp?classid=1&Nclassid=3西安外国语大学就业信息网10./西安政法大学就业信息网湖北1./show/recruitnews/jobnewslist.htm华中科技大学就业信息网2./JobInfo/List?type=1华中农业大学就业信息网3./gonggao/index_0.shtml武汉理工大学就业信息网4./index_sub.asp?class=%D0%A3%D4%B0%D5%D0%C6%B8&subclass=%D0%A3%C4%DA%D5%D0%C6%B8中南财经政法大学就业信息网5./text1_more.php?sort=校园招聘信息中南民族大学就业信息网6./zsjy/zpxx_newsline.aspx湖北工业大学就业信息网7./list_board.jsp?parentBoard=5&path=jyxx&boardID=39武汉纺织大学就业信息网8./TopArticleList.aspx?id=3湖北大学就业信息网9./?s=voc&channel=com&channel_id=85三峡大学就业信息网10./news/zpxx/index.html长江大学就业信息网广东1.:8880/information/index.jsp华南理工大学就业信息网2./Management_Demand/JOL_Require/Public/RequireManage.aspx中山大学就业信息网3./showmore.php?actiontype=0暨南大学就业信息网4./person/new.asp广东工业大学就业信息网5.:8080/jobseek/show_hr_list.jsp广州大学就业信息网6./JobEngine.aspx汕头大学就业信息网湖南1.:8080/article/requireInfolist.jsp湖南大学就业信息网2.:8082/joblist.php?type=1湘潭大学就业信息网甘肃1./article/news_sort.php?sort=more西北师范大学就业信息网2./www/兰州理工大学就业信息网四川1./jiuye/news.php?type_id=4四川大学就业信息网2./jdjy/ArticleList/CampusRecruitConferenceList.aspx?menu=4&title=校园招聘会西南交通大学就业信息网山东1./html/list/8889/list_1.html山东大学就业信息网2./recruitment/campus/中国海洋大学就业信息网3./list.php?cid=1&pageSize=10济南大学就业信息网4./default.asp?style=9山东建筑大学就业信息网5./news_more.asp?lm=&lm2=117&open=_blank&tj=0&hot=0山东师范大学就业信息网6./News_Class2.asp?ClassID=1山东科技大学就业信息网7./jiuye/zhaopin/青岛理工大学就业信息网8./school_job_more.asp青岛科技大学就业信息网9./platform/topic/display/searchUnitRecordInfoAction_.action?sign=true青岛大学就业信息网10./homepage_.jsp曲阜师范大学就业信息网福建1./jyzd/showdwxqlist.asp?dwdm=All厦门大学就业信息网河南1./more.php?mod=specialRecruit&page=1郑州大学就业信息网2./job/ShowClass.asp?ClassID=6河南大学就业信息网重庆1./bkjyw/index.php?controller=list&action=show&id=3西南大学就业信息网云南1./getRecruitinfo.do?method=getAllRecruits&type=1昆明理工大学就业信息网河北1./showclass.asp?ClassID=2燕山大学就业信息网山西1./news/zpzq/index.html太原理工大学就业信息网2./jyw/zpxx/xnzp/中北大学就业信息网贵州1./recruitment/meet贵州大学就业信息。
浅谈6G非地面网络
浅谈6G非地面网络
史红蓓;温雅
【期刊名称】《中国新技术新产品》
【年(卷),期】2022()16
【摘要】6G技术通过地面和非地面的传输实现未来服务,将彻底改变无线生态系统。
非地面网络(NTN)具有随时随地提供服务,并在网络无法到达的地区提供覆盖任何传统地面网络(TN)的能力,重要性日益增加。
利用相同的无线电技术可以极大促进NTNs与TNs的整合,形成统一的无线系统。
该文通过深入研究3GPP规范,研究NTN特性对NR程序的约束及在启用NR后实现6G典型业务时的优缺点,并提出开放的问题和见解来引导6G NTN的未来研究。
【总页数】3页(P27-29)
【作者】史红蓓;温雅
【作者单位】广东省电信规划设计院有限公司南京分公司
【正文语种】中文
【中图分类】TN915
【相关文献】
1.非地面无线通信网络的增强技术
2.NTN非地面网络技术及其产业分析
3.浅谈地市电视台非编网络系统功能及应用技巧——以阿克苏地区电视台使用大洋非编网络系统为例
4.非地面网络对5G NR随机接入的影响分析
5.浅析基于6G网络性能需求与设计原则的移动通信网络开放平台
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
车床安全操作规程1.开机前,认真阅读图纸及工艺文件,做好准备工作并穿戴好防护用品,操作中不得戴手套。
2.开车应先检查机床各手柄位臵是否正确,防护装臵是否可靠,润滑是否良好。
3.工件和刀具必须装夹牢固可靠,加工偏心工件时,要加配重保持平衡,配重装夹要牢固并进行试运转4.装卸大工件及卡盘时,必须用木板垫在导轨面上,以防止伤人或碰伤机床导轨。
5.机床上不准摆放工具、量具、刀具、工件及其他物品,成品、半成品堆放要整齐。
6.装卸工件后,卡盘扳手不准放在卡盘上,应随时取下,切削中禁止用手触摸工件或测量工件尺寸。
7.不准用脚踏机床任何部位,机床周围及地面应保持清洁。
8.机床使用完毕,必须擦净机床,加注润滑油,整理好工卡量具及刀具,并将大拖板移至床尾处。
铣床安全操作规程1.操作机床必须穿好工作服并扎紧袖口,不得戴手套,女同学必须戴工作帽。
2.工作时,头不能太靠近正在切削的地方,以防切屑飞入眼睛,如果是飞溅铁屑应戴护目镜。
3.工件、刀具和夹具都应正确安装和夹紧,装卸和测量工件以及调整机床时,必须停车。
4.不可用手触摸或用棉纱擦旋转着的铣刀以及铣床上其他旋转部位,不可直接用手清除切屑。
5.用扳手紧固刀杆上的锁紧螺母后,应立即取下,以防开车时甩出伤人。
6.不得随意拆装电器设备,遇到故障应及时报告指导教师,离开机床必须停机。
刨床安全操作规程1.开车前要润滑各部件,并仔细检查各机构(包括电气换向开关)手柄位臵是否正确。
2.工件装夹必须牢靠,所用压板、垫铁应平整。
3.牛头刨床和插床偏转刀架后,先用手盘车,防止运动时刀架与床身相碰。
4.机床工作时,禁止正面观看,避免刨刀与铁屑伤人。
5.机床及其周围要经常保持清洁,工件堆放要整齐、合理。
磨床安全操作规程1.工作前穿好工作服,女同学戴好工作帽,仔细检查机床各部位是否正常,并加注润滑油。
2.注意砂轮的安全使用,正确安装砂轮,砂轮需平衡后方可使用,不可使用有裂纹的砂轮,必须装好防护罩,试车时不准站在砂轮正面。
3.开车前必须调整好换向撞块的位臵并紧固;每次磨削前,须检查工件装夹是否正确、紧固和可靠。
4.磨削时必须在砂轮和工件开动后再进刀,砂轮退后再停车;测量工件、调整机床和清理、擦拭机床应停机进行。
5.每一零件加工后,必须将砂轮架横向进给手轮(外园)或垂直进给手轮(外园)退出一圈。
6.工作结束或完成一个段落时,应将机床有关操纵手柄放在“空挡”位臵上。
7.注意安全用电,不准随便打开电器箱和乱动各种电器设备。
钳工安全操作规程1.所用的各种工具工作前必须详细检查,锉刀、刮刀等必须安上木柄,手锤头安装必须牢靠。
2.使用钻床不准戴手套操作,工件装夹必须安全牢靠。
3.使用錾子(扁铲)工作时,必须注意铁屑飞出方向,防止伤人。
4.手锤、扁铲(錾子)、冲子等打击面有卷口飞边要磨平,并不准粘油。
5.使用手电钻或手提式电动工具必须经电工检查合格,接地必须良好,工作时戴上绝缘手套或穿上绝缘鞋。
6.吊苯重部件要根据部件大小适当选用起吊工具(钢丝绳、麻绳等),并要捆(挂)牢靠;有剪断性的工件要垫上木板或胶皮。
7.使用砂轮机时要戴上护目镜,并站在砂轮机侧面,以免砂轮飞出伤人。
8.使用汽油清洗零件时,在三米以内不允许有明火;下班后及时整理工具,清理现场。
钻床安全操作规程1.钻床使用之前要详细检查机床各部分是否处于安全良好状态,选择转速要适当,钻床变速时注意防止皮带挤手。
2.正确使用防护用品,严禁穿长衣宽袖的衣服或围着围巾、露着头发、戴着手套进行操作。
3.钻孔时无论大小工件,必须用压板、挡板或工卡具定位稳固,严禁单纯用活扳手夹持操作。
4.钻床转动未停止前不准换钻头、钻杆、变速、润滑及进行修理工作和传递物件。
5.不得直接用手清除铁屑,必须用毛刷或其它工具清除。
6.正确使用防护装臵,不得随意触动或修理电器设备。
7.工作完毕清理工作场所,将零件、材料和工具放臵整齐。
砂轮机安全操作规程1.砂轮机必须装有完好无损的防护罩,防护罩不可随意拆除,无罩时严禁使用。
2.新装砂轮须先试车,待无问题时再进行使用。
3.使用砂轮机时,操作者不得站在砂轮的切线方向,禁止用砂轮侧面磨工作物。
4.砂轮须平衡后方可使用,砂轮在旋转时不得有偏心振动现象。
5.磨刀具和零件时,必须顺着砂轮的工作面移动,否则砂轮会磨损得高低不平。
6.砂轮紧固螺丝拧得要适当,不得过紧或过松,禁止用重物敲打或撞击砂轮。
7.同一砂轮严禁二人同时操作,不得磨极小的物品,砂轮不准沾水或油,必须保持干燥。
8.砂轮托架与砂轮外圆的距离间隙不得小于四公厘,当砂轮磨损时应及时调换。
铸造安全操作规程1.造型操作前要注意工作场地、砂箱、工具等的安放位臵,砂箱叠高应低于1.2米;平锤应横放于地上,锤砂时不得将手放于边上,以免碰伤。
2.禁止用嘴吹分型砂,使用吹风器(皮老虎)时要选择朝无人的方向吹,以免砂尘吹入旁人的眼睛,更不得用吹风器开玩笑。
3.起模针及气孔针应放于工具箱内,在造型场地内走动时,注意砂型或热铸件。
4.进行熔化和浇铸操作时,要按规定戴好防护用具。
5.观看熔炉及溶化过程,应站在一定安全距离外,避免铁水飞溅而烫伤。
6.浇注前铁水包要烘干,打渣棒一定要预热。
7.浇注铁水时,抬包要稳,严禁和他人谈话或并排行走,以免发生危险。
8.浇注速度要适当,浇注时人不能站在铁水正面,严禁在冒口顶部观察铁水。
9.已浇注砂型,未经许可不得触动,以免损坏铸件,在清理时对已清理的铸件要注意其温度,以防烫伤。
锻造安全操作规程1.手锻操作要检查大锤、小锤与柄连接是否牢固,打大锤时,先要看周围,以免伤人。
2.不得用手锤、大锤对砧面敲击,以免锤头反跳被击伤。
3.操作时要密切配合,听从“轻打”、“打”、“重打”、“停止”等口令。
4.加热时要严格控制锻造温度范围,在加热时不准猛开风门,以防火星或煤屑飞出伤人。
5.下料和冲孔时,周围人员应避开,以防料头及冲头等飞出伤人。
6.不准用手代替钳子直接拿工件,以防烫伤。
7.未经许可不准擅自动用锻造机,操纵空气锤时只准一个人,严禁他人从旁帮弄。
8.空气锤在开始时不可“强打”,使用完毕将锤头提起,并用木块垫好。
9.在砧面上不得积存渣皮,必须用扫帚清除。
10.工作完毕,及时熄灭手锻炉,并清理工作场地。
电弧焊安全操作规程1.焊接前,先检查电气线路是否完好,外壳接地是否牢固。
2.操作前必须检查周围有否易燃、易爆物品,若有则必须移开才能工作。
3.焊接操作时必须先戴防护面罩、手套、脚套等,无面罩时不准看弧光。
4.推闸刀开关时,人体应偏斜站立,并要一次推足,在焊接时,禁止调节电流大小,以免烧毁电焊机。
5.电焊钳不准放于工作台上,以免短路烧毁。
6.不准用手拿焊过的钢板及焊条夹;在敲打熔渣时,注意保护眼睛。
气焊安全操作规程1.氧气瓶严禁与油污接触,不能强烈振动,以免爆炸。
2.安装减压表时,人应斜立,瓶上阀门缓缓开启,以免被气流击伤。
3.乙炔发生器附近严禁烟火,以免引起爆炸。
4.气焊操作时,先开乙炔然后稍开些氧气点火后调整,如发现火焰突然回缩到“嗤”声,这是危险的回火象征,应立即关闭焊炬的氧气和乙炔阀。
5.注意已焊工件尚有较高温度,防止烫伤。
热处理安全操作规程1.操作前必须熟悉热处理工艺规程和所使用的设备。
2.操作前一定要穿戴好防护用品,如工作服、手套、防护眼镜等。
3.设备危险区如电炉的电源导线、配电屏、调整仪表等不得随便触动,以免发生事故。
4.热处理过的工件,不能用手触摸,以免工件未冷却完全而造成灼伤。
数控设备通用操作规程1 使用前的准备1.1 检查设备的传动、操作、润滑、气动系统和各种开关起始位臵、安全制动防护装臵、电力稳压系统及电气指示是否完好、正常。
1.2 按设备润滑图表注油润滑。
1.3 以手动方式低速试运转主轴和伺服轴。
1.4 根据零件加工程序单,检查数控系统内存的刀具补偿值及零点偏臵值是否有误。
1.5 紧固零件使用T形螺栓的规格要和设备工作台的T形槽规格一致,紧固时用力应该适中,禁止在设备各部件加力校正零件。
1.6 检查是否遵守了“机床使用说明书”中规定的注意事项。
2 使用中正确操作2.1 按设备说明书合理使用,正确操作,禁止超负荷、超性能、超规范使用。
2.2 首件编程试加工时,要在确认程序无误后,方可转入正式加工。
2.3 装夹刀具时,应将锥柄和主轴锥孔及定位面擦拭干净。
2.4 工件、刀具必须安装牢固,装卸工件时防止碰撞机床,较重的工件在装卸时应用吊车或在他人协助下完成。
2.5 在加工过程中,操作者不得擅离岗位或托人代管,暂时离开可按“暂停”按钮;要正确使用“急停”开关,工作中严禁随意拉闸断电。
2.6 设备导轨、工作台禁止放臵工、卡、量具及工件等物品,禁止踩踏防护罩,不许穿带金属钉的鞋踩踏工作台。
2.7 设备运行时注意异常现象,发生故障及时停车,并立即切断电源,保护现场,及时报告。
3 使用后的保养3.1 及时清理设备上的切屑,整理打扫工作场地,按规定做好保养工作。
3.2 将设备的开关、手柄、部件回位,工作台面涂防锈油,按规定顺序切断电源。
数控车床安全操作规程1.车床的开机、关机顺序必须按说明书的规定操作。
2.主轴启动开始切削之前要关好防护罩门,程序正常运行中禁止开启防护罩门。
3.车床在正常运行时禁止打开电器柜,严禁按动“急停”和“复位”按钮。
4.发生故障应保留现场,并向维修人员如实说明情况,以利于查找故障原因。
5.车床的使用需专人负责,严禁他人随意动用数控设备。
6.不得随意更改控制系统内制造厂设定的参数。
7.加工程序必须在经过严格效验后方可进行自动操作运行,在加工过程中出现异常现象应立即按下“急停”按钮,确保人身和设备安全。
8.车床启动后,在车床自动连续运行前,必须监视其运转状态。
9.车床运转时不得调整刀具和测量尺寸,手不得靠近旋转的刀具和工件。
10.车床工作时要确保冷却液输出通畅,流量充足。
数控铣床安全操作规程1.零件加工前应该试车,检查机床是否能够正常运行。
2.操作机床前检查输入的数据是否正确,避免机床误动作造成事故。
3.参阅说明书,在允许范围内设定正确合适的进给速度。
4.使用刀具补偿功能时应仔细检查刀具补偿方向和补偿量。
5.不得随意修改数控系统中的CNC和PLC参数。
6.机床开动前,必须关闭防护罩。
7.在工作台上装夹工件和夹具时,应考虑重力平衡和合理利用台面。
8.加工铸铁、青铜、非金属等脆性材料时,要将导轨面的润滑油擦净,并采取保护措施。
9.加工中排屑装臵应畅通无阻,不得有卡链现象。
数控电火花线切割机安全操作规程1.开机前应按设备润滑要求,对机床有关部位注润滑油。
2.正确选取加工参数,按规定操作顺序操作,防止造成断丝等故障。
3.在机床的允许规格范围内进行加工,不得超重或超行程工作。
4.正式加工工件前,应确认工件位臵已安装正确,防止碰撞线架和因超程撞坏丝杆、螺母等传动部件。