钢结构质量检验记录表
钢结构检验批表格

施工质量验收规范的规定
施工单位自检记录
监理(建设)单位验收结果
类别
序号
检验项目
质量标准
主控项目
1
钢材、钢铸件的品种、规格、性能等
应符合现行国家产品标准和设计要求。进口钢材产品的质量应符合设计和合同规定标准的要求
符合设计及规范要求,自检合格
2
原材料的抽样复验
应符合现行国家产品标准和设计要求
符合设计及规范要求,自检合格
1
W90°(双肢栓接)
9
翼缘对腹板的垂直度
槽钢
Wb/80mm
工字钢、H型钢
Wb/100,
1
且W2.0mm
10
边缘加工
零件宽度、长度
±1.0mm
11
加工边直线度
Wl/3000,且W
2.0mm
12
相邻两边夹角
±6,
13
加工面垂直度
W0.025t,且W0.5mm
14
加工面表面粗糙度
W50um
15
螺栓孔孔距
般项
割
割纹深度
W0.3mm
目
切
割
局部缺口深度
W1.0mm
机
零件宽度、长度
±3.0mm
4
械
、,■剪
边缘缺棱
W1.0mm
切
型钢端部垂直度
W2.0mm
钢结构零、部件加工检验批质量验收记录表
表
分项工程名称中节能新泰三期10MWp光伏电站工程
验收部位
升压站
施工质量验收规范的规定
施工单位自检记录
监理(建设)单位验收结果
检验项目
质量标准
主控项
钢结构检查记录表

检查分项目
质量验收规范及检验方法
质量评定及整改要求
焊接质量
A、焊接材料匹配
B、焊接工艺评定
C、内部缺陷
D、焊缝表面缺陷
E、焊缝外观质量
5.2.1条;检验方法:检查质量证明书和烘焙记录。
现场无烘烤箱。
5.2.3条;检验方法:检查焊接工艺评定报告。
无焊接工艺评定报告。
5.2.4条;检验方法:检查超声波或射线探伤记录。
整改要求:梁柱连接要求添加连接板;地角螺栓要求防腐处理。
零件及部件加工质量
A、矫正或成型
B、材料规格尺寸
C、钢材表面质量
7.3.1条、7.3.2条;检验方法:检查制作工艺报告和施工记录;
部分横梁加工不符合设计要求,加工尺寸短。
整改要求:拿出方案请监理确认后整改。
基础验收
A、支承面标高(±3.0)和水平高
整改要求:
1)、梁柱连接存在不到位,要求添加连接板。
2)、地角螺栓需要防腐。
零件及部件加工质量
A、矫正或成型
B、材料规格尺寸
C、钢材表面质量
7.3.1条、7.3.2条;检验方法:检查制作工艺报告和施工记录;
管廊横梁一根是拼接,不合要求。
整改要求:按监理的要求更换。
基础验收
A、支承面标高(±3.0)和水平高
B、地脚螺栓
C、主体结构尺寸(10.3.4条)
D、主体结构表面(10.3.12条)
10.3.4条;检验方法:采用经纬仪、全站仪等测量。
10.3.12条,钢结构表面应干净,结构主要表面不应有疤痕、泥沙等污垢;检验方法:观察检查。
B、涂层厚度(14.2.2条)
14.2.3条;构件表面不应误漆、漏涂,涂层不应脱皮和返锈等。涂层应均匀、无明显皱皮、流坠、针眼和气泡等。
钢结构质量检验记录表
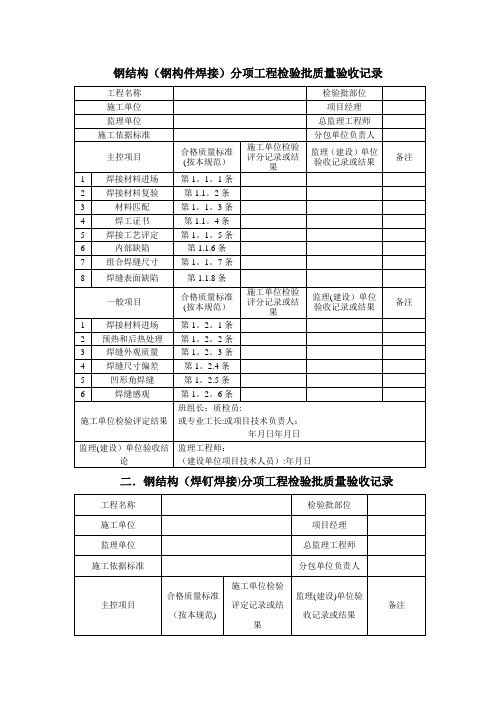
钢结构(钢构件焊接)分项工程检验批质量验收记录
二.钢结构(焊钉焊接)分项工程检验批质量验收记录
三.钢结构(普通紧固件连接)分项工程检验批质量验收记录
四.钢结构(高强度螺栓连接)分项工程检验批质量验收记录
五.钢结构(零件及部件加工)分项工程检验批质量验收记录
六.钢结构(构件组装)分项工程检验批质量验收记录
七.钢结构(预拼装)分项工程检验批质量验收记录
八.钢结构(单层结构安装)分项工程检验批质量验收记录
九.钢结构(多层结构安装)分项工程检验批质量验收记录
十.钢结构(网架结构安装)分项工程检验批质量验收记录
十一钢结构(压型金属板)分项工程检验批质量验收记录
十二钢结构(防腐涂料涂装)分项工程检验批质量验收记录
十三钢结构(防火涂料涂装)分项工程检验批质量验收记录。
钢结构安装检验批质量检验记录表

6
悬臂梁翘度
+0.3F0
-0.1F0
1
7
主梁旁弯度
正轨箱型梁ቤተ መጻሕፍቲ ባይዱ
L/2000
且不大于20
1
8
偏轨箱型梁、桁架梁、单腹梁
L/2000
且不大于15
1
9
支腿基距
S≤16
±5
1
10
S>16
±10
1
11
支腿跨距
L≤16
±5
1
12
L>16
±10
1
13
两对角线差
10
1
14
两对角线差回转轨道
10
10
4
15
半径
±4
4
16
3
桥式抓斗卸船机和岸边集装箱起重机的钢构件现场组装的允许偏差、检验数量和方法应符合以下有关规定。
允许偏差项目
允许偏差值
(mm)
单元
测点
实测偏差值(㎜)
抽查实测值(㎜)
1
2
3
4
5
6
7
8
9
10
1
支腿跨距
-5/-10
1
2
支腿基距
S≤16
±5
1
S>16
±10
1
3
支腿对角线差
10
1
5
主梁上拱度
+0.3F
-0.1F
回转齿轮半径
水平度
D/2000
4
针齿轮
±3
4
允许偏差项目共检测 点,合格 点,合格率 %
施工单位检验结果
分项工程技术负责人: 质量检查员:
钢结构工程检验批质量验收记录表全套
钢结构工程检验批质量验收记录表全套钢结构焊接工程检验批质量验收记录工程名称:XXX环境集烟系统综合处理项目总包单:XXX分包单:XXX检验部位:45万方钢结构平台监理:项目经理施工单位检查记录:1.焊材与母材必须相互匹配,并按要求烘焙存放。
按照施工质量验收规范规定,焊条、焊丝、焊剂、电渣焊熔嘴等焊材与母材的匹配应符合行业标准81规定。
同时,焊接材料应按产品说明书及焊接工艺文件的规定进行烘焙和存放。
2.焊工必须考试合格并取得合格证书。
持证焊工必须在其考试合格项目及其认可范围内施焊。
3.施工单位对首次采用的钢材、焊接材料、焊接方法,焊后热处理等应进行焊接工艺评定,并应根据评定报告确定焊接工艺。
4.设计要求全焊透的一、二级焊缝应采用超声波探伤进行内部缺陷检验。
不能对缺陷作出判断时,采用射线探伤。
5.T型、十字、角接接头要求熔透的对接和角对接组合焊缝设计有疲劳验算要求的吊车梁或类似构件的腹板与上翼缘连接焊缝应为≥t/40~4mm4.6.焊缝表面不得有裂纹、焊瘤等缺陷。
一、二级焊缝不得有表面气孔、夹渣、弧坑裂纹、电弧擦伤等缺陷。
且一级焊缝不得有咬边、未焊满、根部收缩等缺陷。
焊缝表面无裂纹、气孔、夹渣、焊瘤等缺陷。
焊工有焊工证,符合设计以及规范要求。
7.对于需要进行焊前预热或焊后热处理的焊缝,其预热或后热温度应符合国家现行标准的规定或通过工艺试验确定。
预热区在焊道两侧,每侧宽度均应大于焊件厚度的1.5倍,且不小于100mm。
后热处理应在焊后立即进行,保温时间应根据板厚按每25mm板厚1h确定。
8.焊缝凹形的角焊缝,焊缝金属与母材间应平缓过渡。
加工成凹形的角焊缝,不得在其表面留下切痕。
9.焊缝感观应达到:外形均匀成型好,焊道与焊道、焊道与基础金属间过渡平滑,焊渣和飞溅物基本清除干净。
10.二、三级焊缝外观质量标准应符合规范规定。
三级对接焊缝应按二级焊缝标准进行外观质量检验。
以上记录符合执行企业标准名称及编号《钢结构工程施工质量验收规范》GB-2001的要求。
钢结构检验批验收记录表(全)
2
钢材表面质量
第7.2.5条
10/12
抽查12处,合格12处
100%
3
切割精度
第7.2.2条
第7.2.3条
全/10
抽查10处,合格10处
100%
4
矫正质量
第7.3.3条
第7.3.4条
第7.3.5条
10/10
抽查10处,合格10处
100%
5
边缘加工精度
第7.2.4条
10/10
抽查10处,合格10处
/
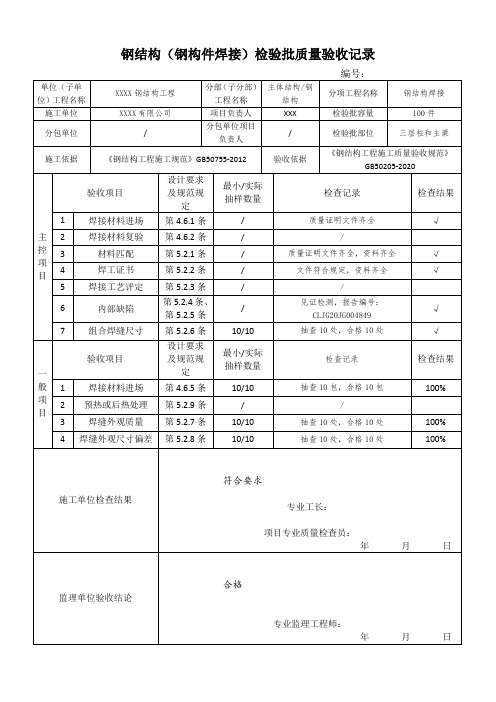
检验批部位
1轴~10轴
施工依据
《钢结构工程施工规范》GB50755-2012
验收依据
《钢结构工程施工质量验收规范》GB50205-2020
主控项目
验收项目
设计要求及规范规定
最小/实际
抽样数量
检查记录
检查结果
1
基础验收
第10.2.1条、
第10.2.2条、
第10.2.3条、
第10.2.4条
10/10
抽查10处,合格10处
验收依据
《钢结构工程施工质量验收规范》GB50205-2020
主控项目
验收项目
设计要求及规范规定
最小/实际
抽样数量
检查记录
检查结果
1
焊接材料进场
第4.6.1条
/
质量证明文件齐全
√
2
焊接材料复验
第4.6.2条
/
/
3
材料匹配
第5.2.1条
/
质量证明文件齐全,资料齐全
√
4
焊工证书
第5.2.2条
/
文件符合规定,资料齐全
3.钢结构工程焊接质量检验记录表

mm
二级
<0.1t(母材厚度)
且≤2.0
mm
三级
<0.15t(母材厚度)
且≤3.0
mm
6
贴角焊缝外形尺寸偏差
焊脚尺寸hf
hf≤6
+1.5~0
mm
hf>6
+6
+1.5~0
mm
hf>6
+3.0~0
mm
7
T型接头焊透的角焊缝焊缝总宽b偏差
+1.5~0
mm
复(核)
查意见
工程编号
分项工程名称
类
别
序
号
检验项目
质量标准
单
位
检验(实测)结果
合格
优良
三
类
5
对接焊缝外形尺寸偏差
焊缝余高C
b<20
一级
+0.5
1.5
-1.0
mm
二级
1.5±1.0
mm
三级
2.0±1.5
mm
b≥20
一级
+1.0
2.0
-1.5
mm
二级
2.0±1.5
mm
三级
+1.5
2.0
-2.0
mm
焊缝错位d
一级
<0.1t(母材厚度)
复
(核)
查
结
论
建设(监理)单位:
年月日
公司:
年月日
工地:
年月日
班组:
年月日
气
孔
一级
不允许
二级
不允许
三级
直径小于或等于1.0mm气孔,在1000mm长度范围内不得超过5个
钢结构自检记录表
焊材
焊材应有合格证、质量证明书。焊条使用前按说明书规定的烘干时间和温度进行烘干,并进行记录。
28
焊接检验用量具、仪器等
必须经相关检定部门的检验,合格后方可使用。
29
施工组织设计(方案)及技术交底
施工前要完成施工组织设计(方案)等技术文件的编、审、批,并进行方案交底,每道工序施工前要进行技术交底,技术交底要有针对性。
翼缘板拼接焊缝和腹板拼接焊缝间距不应小于200mm。翼缘板拼接长度不应小于2倍板宽;腹板拼接宽度不应小于300mm,长度不应小于600mm。
13
组对
吊车和吊车桁架
不应下挠,顶紧接触面应有75%的面积紧贴。
14
组对
桁架结构
杆件轴线交点错位不得大于3mm。
15
组对
钢构件外形主控尺寸
外形主控尺寸的偏差要符合设计要求。
30
工序交接
构件安装前要进行工序交接,进行复测,构件吊装记录要齐全。
质量检查员:检查日期:
2
制作
钢材切割或剪切面
无裂纹、夹渣、分层和大于1mm的缺棱。
3
制作
(安装)
焊接工艺
要有焊接工艺评定。
4
制作
(安装)
焊缝外观质量
表面不得有裂纹、焊瘤等缺陷。一、二级焊缝不得有表面气孔、夹渣、弧坑裂纹、电弧擦伤等缺陷。且一级焊缝不得有咬边、未焊满、根部收缩等缺陷。
5
制作
(安装)
焊缝外形尺寸
焊缝外形尺寸偏差应符合设计要求。
涂装完成后,标志、标记、编号等应清晰完整。
23
质量技术资料
钢材、钢构件
钢材应有合格证、质量证明书,构件出厂要有合格证,并符合设计要求。
钢结构工程检验批质量验收记录表全套

垂直度
(H/2500+10.0),且≤50。0
12
10
30
40
10
24
整体
平面弯曲
L/1500,且≤25。0
10
8
11
19
12
9
一般项目
1
钢柱等主要构件中心线及标高基准点标记应齐全
钢柱Байду номын сангаас主梁的中心线标高基准点标识齐全
2
钢结构表面应干净,不应有疤痕、泥沙等污垢
表面干净、无疤痕、泥沙
3
构件安装允许偏差(mm)
钢结构
GB50202-2001
工程名称
大冶有色金属责任公司环境集烟系统综合处理项目
检验部位
45万方钢结构平台9.6m平台
总包单位
湖南株洲三特环保股份有限公司
项目经理
分包单位
山东省显通安装工程有限公司
分包项目经理
监理
(建设)
单位
验收
意见
执行企业标准名称及编号
《钢结构工程施工质量验收规范》GB50202—2001
三处3~4.5弧坑裂纹
电弧擦伤
-
允许存在个别擦伤
五处电弧擦伤
接头
不良
缺口深度0。05t且≤0.5
缺口深度0。1t且≤1.0
0.2
0.2
0.2
0。3
0.5
0。1
每1000。0焊缝不应超过1处
0
0
0
1
表面
夹渣
-
深≤0。2t,长≤0.5t
且≤20.0
12
4
11
5
4
12
表面
气孔
—
钢结构检验批表格(1)

表3。
0.12—2钢结构分项工程质量验收记录工程质量报验单表号:LZ1-A-25编号:份,单位工程竣工报验时,也可用本表。
钢结构制作(安装)焊接检验批质量验收记录工程质量报验单表号:LZ1—A—25编号:一份,单位工程竣工报验时,也可用本表.普通紧固件连接检验批质量验收记录表工程质量报验单表号:LZ1—A-25编号:份,单位工程竣工报验时,也可用本表。
高强度螺栓连接检验批质量验收记录表工程质量报验单表号:LZ1-A—25编号:份,单位工程竣工报验时,也可用本表。
钢结构零、部件加工检验批质量验收记录表钢结构零、部件加工检验批质量验收记录表1工程质量报验单表号:LZ1—A—25编号:单位工程竣工报验时,也可用本表。
钢构件(钢梁)组装检验批质量验收记录表表5。
11。
9 工程编号:JXJG-SYZ-GJG—钢构件(钢梁)组装检验批质量验收记录表表5.11.9(续)工程编号:JXJG-SYZ—GJG-注:L2为长度;b1为宽度或板的自由外伸宽度;h1为截面高度;t为板、壁的厚度工程质量报验单表号:LZ1—A—25编号:单位工程竣工报验时,也可用本表。
钢构件(屋架、桁架)组装检验批质量验收记录表表5。
11。
10 工程编号: JXJG-SYZ—GJG-钢构件(屋架、桁架)组装检验批质量验收记录表表5.11.10(续)工程编号:JXJG-SYZ-GJG-注:L2为长度;t为板、壁的厚度;b1为宽度或板的自由外伸宽度.工程质量报验单表号:LZ1-A-25编号:单位工程竣工报验时,也可用本表.钢构件(多层及高层)安装检验批质量验收记录表表5.11.16 工程编号:JXJG—SYZ—GJG-h z w工程质量报验单表号:LZ1—A—25编号:份,单位工程竣工报验时,也可用本表。
钢构件(墙架、檩条)安装工程检验批质量验收记录表工程质量报验单表号:LZ1—A—25编号:份,单位工程竣工报验时,也可用本表。
钢构件(钢梯、平台及栏杆)安装检验批质量验收记录表T工程质量报验单表号:LZ1-A—25编号:单位工程竣工报验时,也可用本表.压型金属板检验批质量验收记录表压型金属板检验批质量验收记录表工程质量报验单表号:LZ1-A-25编号:单位工程竣工报验时,也可用本表.防腐涂料涂装检验批质量验收记录表表5。
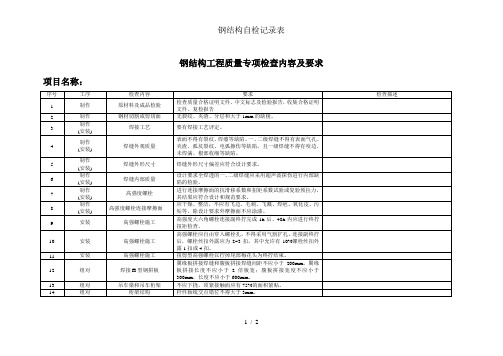
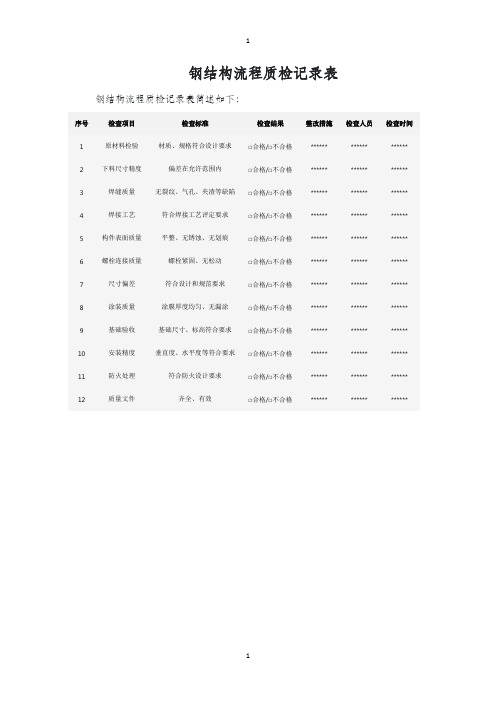
钢结构流程质检记录表
1
钢结构流程质检记录表
钢结构流程质检记录表简述如下:
序号检查项目检查标准检查结果整改措施检查人员检查时间
1 原材料检验材质、规格符合设计要求□合格/□不合格****** ****** ******
2 下料尺寸精度偏差在允许范围内□合格/□不合格****** ****** ******
3 焊缝质量无裂纹、气孔、夹渣等缺陷□合格/□不合格****** ****** ******
4 焊接工艺符合焊接工艺评定要求□合格/□不合格****** ****** ******
5 构件表面质量平整、无锈蚀、无划痕□合格/□不合格****** ****** ******
6 螺栓连接质量螺栓紧固、无松动□合格/□不合格****** ****** ******
7 尺寸偏差符合设计和规范要求□合格/□不合格****** ****** ******
8 涂装质量涂膜厚度均匀、无漏涂□合格/□不合格****** ****** ******
9 基础验收基础尺寸、标高符合要求□合格/□不合格****** ****** ******
10 安装精度垂直度、水平度等符合要求□合格/□不合格****** ****** ******
11 防火处理符合防火设计要求□合格/□不合格****** ****** ******
12 质量文件齐全、有效□合格/□不合格****** ****** ******
1。
钢结构工程质量抽查评分记录表通用表格

钢结构工程质量抽查评分记录表
XXXXXXXXX工程
框架/地下2层、
结构/层数
地上8层
结构类型
框架
施工单位
XXXXXX建设有限公司
施工阶段
主体
实测项目
允许偏差(mm) 检查部位
检查记录
基础上柱的定位轴线
1.0
基础上柱底标高
±3.0
地脚螺栓(锚栓)位移
5.0
单层柱垂直度
H/1200,且≤15.0
年月日
注:1、实测值合格1个点,得分计1分; 2、实得分合计为抽检项目实际得分之和,应得分合计为抽检项目分值之和。
支座中心 偏移
L/3000,且≤30.0
钢网架、 网架相邻 网壳结构 支座高差
安装 多点支撑 网架相邻 支座高差
L/400,且≤15.0 L/800,且≤30.0
支座最大 高差
30.0
权重值:10分
抽测结果
应得分合计:
实得分合计:
钢结构工程实测实量抽测得 分=
实得分和 应得分和
×10=
分值 得分
检查人员:
多层柱单节柱垂直度 H/1000,且≤10.0
钢柱安装偏差
3.0
跨中的垂 直度
H/250,且≤15.0
屋架(托 架),桁架
L<30m
及受压杆 侧向弯曲 30m≤L
件
失高 ≤60m
L/1000, ≤10.0;
L/1000, ≤30.0
L>60m
L/1000, ≤50.0
纵向、横向长度
±L/2000,且≤40.0
表5.13.2 钢结构(栓钉、焊钉焊接)工程检验批质量验收记录
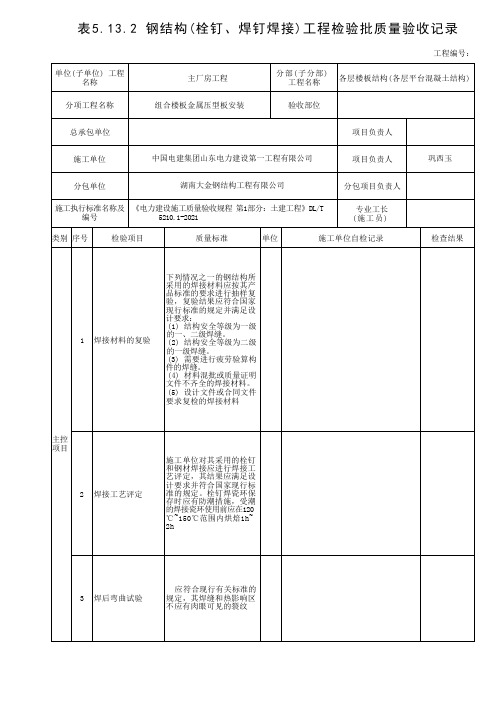
工程编号:
单位(子单位) 工程名称
主厂房工程
分部(子分部)工程名称
各层楼板结构(各层平台混凝土结构)
分项工程名称
组合楼板金属压型板安装
验收部位
总承包单位
项目负责人
施工单位
中国电建集团山东电力建设第一工程有限公司
项目负责人
巩西玉
分包单位
湖南大金钢结构工程有限公司
(1) 结构安全等级为一级的一、二级焊缝。
进行疲劳验算构件的焊缝。
(4) 材料混批或质量证明文件不齐全的焊接材料。
(5) 设计文件或合同文件要求复检的焊接材料
2
焊接工艺评定
施工单位对其采用的栓钉和钢材焊接应进行焊接工艺评定,其结果应满足设计要求并符合国家现行标准的规定。栓钉焊瓷环保存时应有防潮措施,受潮的焊接瓷环使用前应在120℃~150℃范围内烘焙1h~2h
3
焊接质量
焊缝外形尺寸
(1) 360°范围内焊缝饱满;
(2)拉弧式栓钉焊:焊缝高≥1mm,焊缝宽≥0.5mm
焊缝缺陷
无气孔、夹渣、裂纹等缺陷
焊缝咬边
咬边深度≤0.5mm,且最大长度不得大于1倍的栓钉直径
栓钉焊后倾斜角度
倾斜角度偏差≤5°
2
3
4
2
4
0
3
3
3
2
采用电弧焊方法的栓钉焊接接头脚尺
寸
直
径
10mm
≥6
mm
7
8
7
7
6
8
8
8
13mm
6
8
7
6
8
7
8
钢构施工质量检查表

压型金属板制作工程施工质量检查表工程名称:冬瓜山维修车间轻钢结构厂房板件号:压型金属板墙面安装工程施工质量检查表工程名称:冬瓜山维修车间轻钢结构厂房板件号:检验批号: 位置:施工单位:市科华建设有限责任公司日期:压型钢板屋面安装工程施工质量检查表工程名称:冬瓜山维修车间轻钢结构厂房板件号:检验批号:位置:施工单位:市科华建设有限责任公司日期:扭剪型高强度螺栓连接工程施工质量检查表工程名称:冬瓜山维修车间轻钢结构厂房板件号:检验批号:位置:施工单位:市科华建设有限责任公司日期:单层钢结构主体结构安装工程施工质量检查表工程名称:冬瓜山维修车间轻钢结构厂房板件号:检验批号:位置:施工单位:市科华建设有限责任公司日期:钢结构安装工程基础和支承面施工质量检查表工程名称:冬瓜山维修车间轻钢结构厂房板件号:工程名称:冬瓜山维修车间轻钢结构厂房板件号:检验批号:位置:施工单位:市科华建设有限责任公司日期:工程名称:冬瓜山维修车间轻钢结构厂房板件号: 检验批号:位置:施工单位:市科华建设有限责任公司日期:管构件制作工程施工质量检查记录表工程名称:冬瓜山维修车间轻钢结构厂房板件号:检验批号:位置:钢结构防腐涂料涂装工程施工质量检查表工程名称:冬瓜山维修车间轻钢结构厂房板件号:检验批号: 位置:涂装工程施工质量检查表工程名称:冬瓜山维修车间轻钢结构厂房板件号: 检验批号:位置:钢零件及钢部件加工工程施工质量检查记录表工程名称:冬瓜山维修车间轻钢结构厂房构件:梁、桁架预拼装工程施工质量检查记录表工程名称:冬瓜山尾矿综合利用与研究项目-管架构件:2#管柱架多节柱预拼装工程施工质量检查记录表工程名称:冬瓜山维修车间轻钢结构厂房构件:施工单位:日期:。
钢结构焊工程施工质量检查记录表
实测偏差值(mm) 1 2 3 4 5 6 7 8 9 10
1 2 3
二级焊缝咬边 三级焊缝咬边 三级焊缝表面气孔
≤ 0.05t, ≤0.1t, 且≤1.0 ≤0.4t, 且≤3.0 0~4 0~3 0~4 d<0.15t ,且≤ 3.0 0~1.5 0~3.0 0~1.5 0~3.0
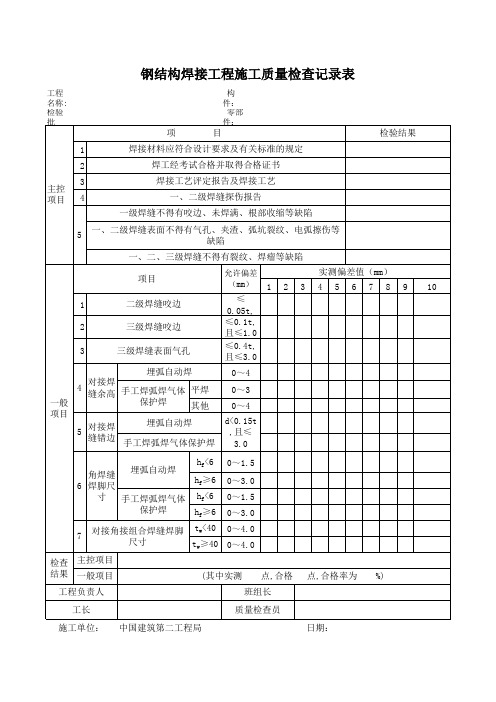
钢结构焊接程施工质量检查记录表
工程名称: 检验批号: 构 件: 零部件:
项 1 2 主控 项目 3 4
目
检验结果
焊接材料应符合设计要求及有关标准的规定 焊工经考试合格并取得合格证书 焊接工艺评定报告及焊接工艺 一、二级焊缝探伤报告 一级焊缝不得有咬边、未焊满、根部收缩等缺陷
5
一、二级焊缝表面不得有气孔、夹渣、弧坑裂纹、电弧擦伤等 缺陷 一、二、三级焊缝不得有裂纹、焊瘤等缺陷 项目
一般 项目
埋弧自动焊 对接焊 4 缝余高 手工焊弧焊气体 平焊 保护焊 其他 5 对接焊 缝错边 埋弧自动焊 手工焊弧焊气体保护焊 埋弧自动焊 hf<6
角焊缝 hf≥6 6 焊脚尺 寸 手工焊弧焊气体 hf<6 保护焊 hf≥6 7
对接角接组合焊缝焊脚 tw<40 0~4.0 尺寸 tw≥40 0~4.0 (其中实测 点,合格 班组长 质量检查员 中国建筑第二工程局 日期: 点,合格率为 %)
检查 主控项目 结果 一般项目 工程负责人 工长 施工单位:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钢结构(钢构件焊接)分项工程检验批质量验收记录
二.钢结构(焊钉焊接)分项工程检验批质量验收记录
三.钢结构(普通紧固件连接)分项工程检验批质量验收记录
四.钢结构(高强度螺栓连接)分项工程检验批质量验收记录
五.钢结构(零件及部件加工)分项工程检验批质量验收记录
八.钢结构(单层结构安装)分项工程检验批质量验收记录
九.钢结构(多层结构安装)分项工程检验批质量验收记录
十.钢结构(网架结构安装)分项工程检验批质量验收记录
十一钢结构(压型金属板)分项工程检验批质量验收记录。