(完整版)常用母材与焊材选用表 焊条型号牌号对照表
常用母材与焊材选用表

常用母材与焊材选用表文件排版存档编号:[UYTR-OUPT28-KBNTL98-UYNN208]常用母材与焊材选用表焊接铁素体不锈钢用焊条珠光体耐热钢焊接时,如何正确地选用焊接材料总的原则是根据化学成分的要求,即熔敷金属的化学成分应与母材相当来选用焊接材料。
具体选用,见表12。
表12珠光体耐热钢焊接材料的选用中碳钢焊接时,如何正确地选用焊条中碳钢的焊接目前大都采用手弧焊。
为提高焊接接头的抗裂性,应选用低氢型焊条。
个别情况下,也可采用钛钙型和钛铁矿型酸性焊条,但此时应采取严格的工艺措施,如焊前预热、减少熔合比(降低焊缝含碳量)等。
中碳钢手弧焊时焊条的选用,见表6。
表6中碳钢手弧焊时焊条的选用特殊情况下,中碳钢焊接时可采用铬镍不锈钢焊条,如E0-19-10-16(A102)、E0-19-10-5(A107)、E1-23-13-16(A302)、E1-23-13-15(A307)、E2-26-21-16(A402)、E2-26-21-15(A407)等,因奥氏体焊缝金属的塑性良好,可以减小焊接接头应力,即使焊件焊前不预热,也可避免热影响区产生冷裂纹。
焊条的保管焊条保管的好坏对焊接质量有直接影响,尤其在野外工作时要特别注意。
每个焊工,保管员和技术人员都应该知道焊条存储、保管规则。
焊条和其它涂料在很多情况下会遭到破坏:1)运输、搬运、使用时受到损伤;2)被水浸泡或吸潮;3)受油或其它腐蚀介质污染。
1)损伤:虽然焊条在一般情况下具有抗外界破坏能力,但不能忽视由于保管不好很容易遭受损坏。
焊条是一种陶质产品,他不能象钢芯那样耐冲击,所以装货和卸货时不能摔他。
用纸盒包装的焊条不能用不能用挂钩搬运。
某些型号焊条如特殊烘干要求的碱性焊条涂料比正常焊条更要小心轻放。
2)吸潮:在焊条涂料中含有太高的水分时很危险的,由于很多工人不了解焊条是湿的,焊完时焊缝表面用肉眼不一定看得见气孔,但是经X射线检查就显示出气孔来。
当焊条出厂时,所有的焊条有某一含水量,它根据焊条的型号而变,这个含水量是正常的,即对形成气孔有一个含水量的安全系数,对焊缝质量没有影响。
焊条型号与牌号对照表

A402
焊接高温下工作的同类型耐热不锈钢,Cr5Mo/Cr9Mo/Cr13钢等
E310-15
A407
表12.4常用焊条型号和牌号对照表
型号
牌号
型号
牌号
E4303
结422
E6016
结606
E4316
结426
E6015
结607
E4315
结427
E7015
结707
E5003
结502
E308
奥102
C≤0.04%,良好的耐热、耐腐蚀、抗裂性
A032
E316Cul-16
00Cr19Ni13Mo2Cu
A042
E309Mol-16
00Cr23Ni13Mo2
C≤0.04%,
A052
00Cr18Ni24Mo5
C≤0.04%焊缝耐甲酸、醋酸、氯离子腐蚀性能
A062
E309L-16
00Cr23Ni13
A101
E4315
J427
E5016Байду номын сангаас
J506
H10MnSiH120Mn2
H08Mn2SiA
H10MnSi
16Mn16MnR
E5015
J507
E5515-B1
R207
H13CrMoA
H08CrMoA
12CrMo/12CrMoG
E5515-B2
R307
15CrMo/15CrMoG
E5515-B2-V
R317
H08CrMoVA
常用母材与焊材选用表/焊条型号牌号对照表
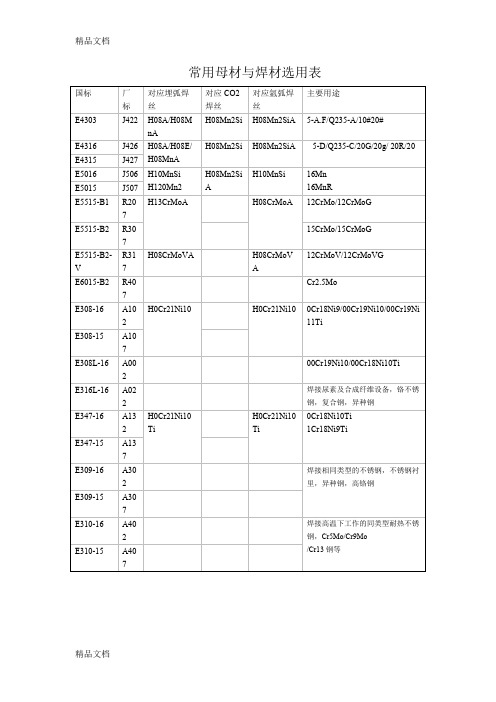
国标
厂标
对应埋弧焊丝
对应CO2焊丝
常用母材与焊材选用表

常用母材与焊材选用表珠光体耐热钢焊接时,如何正确地选用焊接材料?总的原则是根据化学成分的要求,即熔敷金属的化学成分应与母材相当来选用焊接材料。
具体选用, 见表12。
中碳钢焊接时,如何正确地选用焊条?中碳钢的焊接目前大都采用手弧焊。
为提高焊接接头的抗裂性,应选用低氢型焊条。
个别情况下,也 可采用钛钙型和钛铁矿型酸性焊条,但此时应采取严格的工艺措施,如焊前预热、减少熔合比(降低焊缝 含碳量)等。
中碳钢手弧焊时焊条的选用,见表表6中碳钢手弧焊时焊条的选用特殊情况下,中碳钢焊接时可采用铬镍不锈钢焊条,如 E0-19-10-16 (A102 )、E0-19-10-5 (A107八E1-23-13-16 (A302 八 E1-23-13-15 (A307 八 E2-26-21-16 (A402 八 E2-26-21-15 (A407 )等,因奥氏体焊缝金属的塑性良好,可以减小焊接接头应力,即使焊件焊前不预热,也可避免热影响区产生冷裂纹。
钢号碳量 接 asab5巾 aK不要求等 要求等(%)件 (MPa )(MPa )(%)(%)(J )强度强度-一-55E4303,0.32 〜般3155302045E4301350.40E5016,ZG270 〜22E50155000.31 〜 -一- 2705001825E4316,0.40般E4315较E4303,差E43010.42 〜 35560016403945 0.50E4316,E5016, ZG310 〜 0.41 〜E4315E50155700.50较 差 310570152115E5016,E5015 很E4303,E43010.52 〜 差3806451335—55 0.60E4316,E5016, ZG340 〜 0.51 〜E4315E50153400.60很 340640101810E5016,差E5015焊件力学性能(马选用焊条型号焊条保管的好坏对焊接质量有直接影响,尤其在野外工作时要特别注意。
焊条牌号、型号对照表.
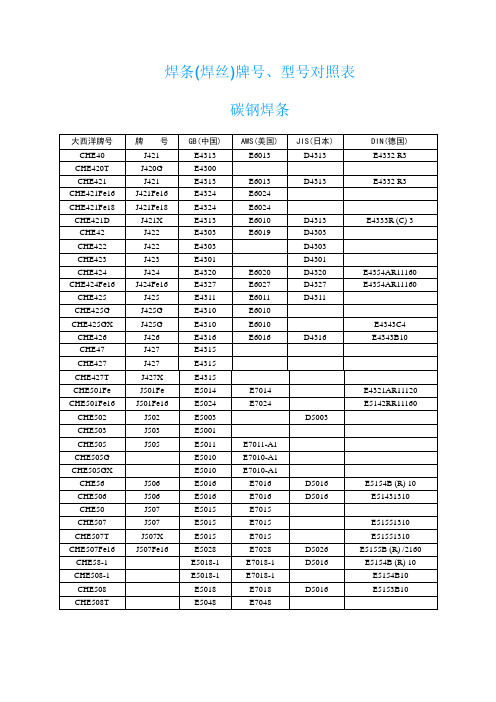
焊条(焊丝)牌号、型号对照表碳钢焊条低合金钢焊条不锈钢焊条堆焊焊条铸铁焊条镍及镍合金焊条铜及铜合金焊条气体保护焊、埋弧焊、气焊焊丝碳钢及低合金钢用焊剂不锈钢、有色金属及堆焊用焊剂* 前面带CH为大西洋焊材公司的牌号。
焊条标准牌号对照表焊条新旧牌号对照及适用范围国家标准GB983-77 国家标准GB983-85 国家标准GB983-95 烘干适用于焊接钢材A002 E00-19-10-16 E308L-16 150℃×1h 0Cr19Ni10、0Cr19Ni11Ti;A022 E00-18-12Mo-16 E316L-16 00Cr17Ni14Mo2;A032 E00-19-13Mo2-Cu2-16 E317Mo-CuL-16 0Cr18Ni12Mo2Cu2;A042 E00-23-13Mo2-16 E309MoL-16 00Cr23Ni13Mo2;A062 E00-23-13-16 E309L-16 00Cr23Ni13;A101 E0-19-10-16 E308-16 1Cr19Ni9、Cr19Ni10、0Cr19Ni11;A102 E0-19-10-16 E308-16 0Cr19Ni9、0Cr19Ni11Ti;A107 E0-19-10-15 E308-15 250℃×1h 0Cr19Ni9;A132 E0-19-10Nb-16 E347-16 150℃×1h Cr19Ni11Ti;A137 E0-19-10Nb-15 E347-15 250℃×1h 0Cr19Ni11Ti;A201 E0-18-12Mo2-16 E316-16 250℃×1h(禁反复烘) 0Cr18Ni12Mo2;A202 E0-18-12Mo2-16 E316-16 150℃×1h 0Cr18Ni12Mo2;A207 E0-18-12Mo2-15 E316-15 250℃×1h 0Cr18Ni12Mo2、Cr13、Cr17;A242 E0-19-13Mo3-16 E317-16 150℃×1h Cr19Ni13Mo3;A302 E1-23-13-16 E309-16 Cr23Ni13;A307 E1-23-13-15 E309-15 250℃×1h Cr23Ni13;A312 E1-23-13Mo2-16 E309Mo-16 150℃×1h Cr23Ni13Mo2;A402 E2-26-21-16 E310-16 Cr25Ni20;A407 E2-26-21-15 E310-15 250℃×1h Cr25Ni20;A412 E1-21-21Mo2-16 E310Mo-16 150℃×1h Cr26Ni21Mo2;A422 Cr25Ni20Si2;说明:15、25—碱性,直流反接;16、17、26—钛钙型,交流或直流反接。
常用母材与焊材选用表

常用母材与焊材选用表珠光体耐热钢焊接时,如何正确地选用焊接材料?总的原则是根据化学成分的要求,即熔敷金属的化学成分应与母材相当来选用焊接材料。
具体选用,见表12。
中碳钢焊接时,如何正确地选用焊条?中碳钢的焊接目前大都采用手弧焊。
为提高焊接接头的抗裂性,应选用低氢型焊条。
个别情况下,也可采用钛钙型和钛铁矿型酸性焊条,但此时应采取严格的工艺措施,如焊前预热、减少熔合比(降低焊缝含碳量)等。
中碳钢手弧焊时焊条的选用,见表6。
特殊情况下,中碳钢焊接时可采用铬镍不锈钢焊条,如E0-19-10-16(A102)、E0-19-10-5(A107)、E1-23-13-16(A302)、E1-23-13-15(A307)、E2-26-21-16(A402)、E2-26-21-15(A407)等,因奥氏体焊缝金属的塑性良好,可以减小焊接接头应力,即使焊件焊前不预热,也可避免热影响区产生冷裂纹。
焊条的保管焊条保管的好坏对焊接质量有直接影响,尤其在野外工作时要特别注意。
每个焊工,保管员和技术人员都应该知道焊条存储、保管规则。
焊条和其它涂料在很多情况下会遭到破坏:1)运输、搬运、使用时受到损伤;2)被水浸泡或吸潮;3)受油或其它腐蚀介质污染。
1)损伤:虽然焊条在一般情况下具有抗外界破坏能力,但不能忽视由于保管不好很容易遭受损坏。
焊条是一种陶质产品,他不能象钢芯那样耐冲击,所以装货和卸货时不能摔他。
用纸盒包装的焊条不能用不能用挂钩搬运。
某些型号焊条如特殊烘干要求的碱性焊条涂料比正常焊条更要小心轻放。
2)吸潮:在焊条涂料中含有太高的水分时很危险的,由于很多工人不了解焊条是湿的,焊完时焊缝表面用肉眼不一定看得见气孔,但是经X射线检查就显示出气孔来。
当焊条出厂时,所有的焊条有某一含水量,它根据焊条的型号而变,这个含水量是正常的,即对形成气孔有一个含水量的安全系数,对焊缝质量没有影响。
所有得焊条在空气中都能吸收水分,在相对湿度为90%时,焊条涂料吸收水分很快,普通碱性焊条露在外面一天受潮旧很严重,甚至相对湿度为70%时涂料水分增加也较快,只在相对湿度为40%或更低时,焊条长期储存才不首影响。
(完整版)常见焊条焊丝型号牌号对照一览表

类型
牌号
中国GB
美国AWS
类型
牌号
中国GB
美国AWS
碳
钢
焊
条
THJ422
E4303
—
不
锈
钢
焊
条
THA002
E308L-16
E308L-16
THJ426
E4316
E6016
THA022
E316L-16
E316L-16
THJ427
E4315
E6015
THA102
E308-16
E308-16
47
适用于采油平台船舶及高压容器等重要结构的焊接。
THJ506NiCrCu
E5016-G
(TB)
0.10
1.25
0.60
0.020
0.025
Cu0.20/0.40
Cr0.30/0.80
Ni0.20/0.50
400
500
22
-40℃
60
用于50Kg级耐候钢的焊接
THJ506NH
E5016-G
0.10
0.50/1.30
0.40
0.020
0.030
Cu0.20/0.35
Cu0.20/0.50
420
(例值)
530
(例值)
27
(例值)
-40℃
36
(例值)
主要用于耐候的铁路机车车辆的焊接
THJ506NiCu
E5016-G
(TB)
0.12
1.25
0.70
0.025
0.030
Cu0.20/0.40
Ni0.20/0.50
常用母材与焊材选用表..

常用母材与焊材选用表珠光体耐热钢焊接时,如何正确地选用焊接材料?总的原则是根据化学成分的要求,即熔敷金属的化学成分应与母材相当来选用焊接材料。
具体选用,见表12。
中碳钢焊接时,如何正确地选用焊条?中碳钢的焊接目前大都采用手弧焊。
为提高焊接接头的抗裂性,应选用低氢型焊条。
个别情况下,也可采用钛钙型和钛铁矿型酸性焊条,但此时应采取严格的工艺措施,如焊前预热、减少熔合比(降低焊缝含碳量)等。
中碳钢手弧焊时焊条的选用,见表6。
特殊情况下,中碳钢焊接时可采用铬镍不锈钢焊条,如E0-19-10-16(A102)、E0-19-10-5(A107)、E1-23-13-16(A302)、E1-23-13-15(A307)、E2-26-21-16(A402)、E2-26-21-15(A407)等,因奥氏体焊缝金属的塑性良好,可以减小焊接接头应力,即使焊件焊前不预热,也可避免热影响区产生冷裂纹。
焊条的保管焊条保管的好坏对焊接质量有直接影响,尤其在野外工作时要特别注意。
每个焊工,保管员和技术人员都应该知道焊条存储、保管规则。
焊条和其它涂料在很多情况下会遭到破坏:1)运输、搬运、使用时受到损伤;2)被水浸泡或吸潮;3)受油或其它腐蚀介质污染。
1)损伤:虽然焊条在一般情况下具有抗外界破坏能力,但不能忽视由于保管不好很容易遭受损坏。
焊条是一种陶质产品,他不能象钢芯那样耐冲击,所以装货和卸货时不能摔他。
用纸盒包装的焊条不能用不能用挂钩搬运。
某些型号焊条如特殊烘干要求的碱性焊条涂料比正常焊条更要小心轻放。
2)吸潮:在焊条涂料中含有太高的水分时很危险的,由于很多工人不了解焊条是湿的,焊完时焊缝表面用肉眼不一定看得见气孔,但是经X射线检查就显示出气孔来。
当焊条出厂时,所有的焊条有某一含水量,它根据焊条的型号而变,这个含水量是正常的,即对形成气孔有一个含水量的安全系数,对焊缝质量没有影响。
所有得焊条在空气中都能吸收水分,在相对湿度为90%时,焊条涂料吸收水分很快,普通碱性焊条露在外面一天受潮旧很严重,甚至相对湿度为70%时涂料水分增加也较快,只在相对湿度为40%或更低时,焊条长期储存才不首影响。
常用焊条牌号对照表

常用焊条牌号对照表
包括如下:
常见焊接焊条牌号一览表
钢材焊条牌号
焊条牌号用途焊接位置应用材料化学成分(%)
ER50-6 低碳钢结构用所有位置Q235、16Mn等C:
0.12~0.18Mn:0.50~0.90Si:≤0.35
ER70-6 中碳钢结构用所有位置Q235、16Mn等C:
0.07~0.15Mn:0.50~0.90Si:≤0.35
ER80-6 低合金钢结构用所有位置20MnMo、28MnSi、16Mn等 C:0.09~0.14Mn:0.50~0.90Si:≤0.35
ER55-6 低碳和其他碳字母代码低碳钢、低合金钢、不锈钢20MnMo、28MnSi、16Mn等 C:0.04~0.09Mn:0.50~0.90Si:≤0.35
ER70-4 中碳钢结构用所有位置Q235B、15MnVB等C:
0.08~0.15Mn:0.50~0.90Si:≤0.35
ER80-4 低合金钢结构用所有位置15MnVB、35CrMo等C:
0.07~0.14Mn:0.50~0.90Si:≤0.35
ER55-4 低碳和其他碳字母代码低碳钢、低合金钢、不锈钢15MnVB、35CrMo等C:0.03~0.09Mn:0.50~0.90Si:≤0.35
ER49-1 低碳钢结构用所有位置Q235A、15MnV等 C:
0.12~0.18Mn:0.60~1.00Si:≤0.35
ER70-2 中碳钢结构用所有位置Q235A、15MnV等 C:0.08~0.15Mn:0.60~1.00Si:≤0.35
ER80-2 低合金钢结构用所有位置15MnV、45Mn2等 C:0.07~0.14Mn:0.60~1.00Si:≤0.35。
最新常用母材与焊材选用表资料
常用母材与焊材选用表珠光体耐热钢焊接时,如何正确地选用焊接材料?总的原则是根据化学成分的要求,即熔敷金属的化学成分应与母材相当来选用焊接材料。
具体选用,见表12。
中碳钢焊接时,如何正确地选用焊条?中碳钢的焊接目前大都采用手弧焊。
为提高焊接接头的抗裂性,应选用低氢型焊条。
个别情况下,也可采用钛钙型和钛铁矿型酸性焊条,但此时应采取严格的工艺措施,如焊前预热、减少熔合比(降低焊缝含碳量)等。
中碳钢手弧焊时焊条的选用,见表6。
特殊情况下,中碳钢焊接时可采用铬镍不锈钢焊条,如E0-19-10-16(A102)、E0-19-10-5(A107)、E1-23-13-16(A302)、E1-23-13-15(A307)、E2-26-21-16(A402)、E2-26-21-15(A407)等,因奥氏体焊缝金属的塑性良好,可以减小焊接接头应力,即使焊件焊前不预热,也可避免热影响区产生冷裂纹。
焊条的保管焊条保管的好坏对焊接质量有直接影响,尤其在野外工作时要特别注意。
每个焊工,保管员和技术人员都应该知道焊条存储、保管规则。
焊条和其它涂料在很多情况下会遭到破坏:1)运输、搬运、使用时受到损伤;2)被水浸泡或吸潮;3)受油或其它腐蚀介质污染。
1)损伤:虽然焊条在一般情况下具有抗外界破坏能力,但不能忽视由于保管不好很容易遭受损坏。
焊条是一种陶质产品,他不能象钢芯那样耐冲击,所以装货和卸货时不能摔他。
用纸盒包装的焊条不能用不能用挂钩搬运。
某些型号焊条如特殊烘干要求的碱性焊条涂料比正常焊条更要小心轻放。
2)吸潮:在焊条涂料中含有太高的水分时很危险的,由于很多工人不了解焊条是湿的,焊完时焊缝表面用肉眼不一定看得见气孔,但是经X射线检查就显示出气孔来。
当焊条出厂时,所有的焊条有某一含水量,它根据焊条的型号而变,这个含水量是正常的,即对形成气孔有一个含水量的安全系数,对焊缝质量没有影响。
所有得焊条在空气中都能吸收水分,在相对湿度为90%时,焊条涂料吸收水分很快,普通碱性焊条露在外面一天受潮旧很严重,甚至相对湿度为70%时涂料水分增加也较快,只在相对湿度为40%或更低时,焊条长期储存才不首影响。
焊条选用表
TIG-J50/J427
J427 J427 TIG-J50/J427 H08A+HJ431
TIG-J50/J427
J427 TIG-J50/J427 H08A+HJ431 H10MnSi+HJ431 H08Mn2SiA J427 J427 E4315/H08A+HJ431 H08A+HJ431
TIG-J50/J427Fra bibliotek母材材质
J427、A062 J427、A062 J427、A062
焊接材料
J427、A302、A132、H08A+HJ431
备注
J427、H08A-HJ431、A062 HJ250G+H13CrMoA、A062、A132 HJ250G+H13CrMoA、A062、A132 R307、A062、A132
3、Ⅲ类材料
40 41 42 43 44 45 CF62 610U2 SPV490QSR SPV490QSR SPV490Q SPV490Q SPV490Q E6015-G LB-62UL MG-60 LB-62 LB-62
DWS-60G DS-49/MF-33H
4、Ⅳ类材料
46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 13CrMo44 14Cr1MoR 14Cr1Mo锻 14Cr1Mo锻+14Cr1MoR 15CrMo 15CrMoR 15CrMoR 15CrMoR 15CrMoR 15CrMo锻 15CrMo锻 15CrMo锻 15CrMo锻 15CrMo锻 15CrMo锻+15CrMoR R307 R307B H11CrMo45A+R307B H11CrMo45A+R307B H13CrMoA+HJ250G R307 H05CrMoTIRe/R307 H13CrMoA+HJ250G A307 E309MoLT1-1 E309LT1-1,E316LT1-1 ER309L H05CrMoTiRe、R307 R307 R307
常用母材与焊材选用表

常用母材与焊材选用表珠光体耐热钢焊接时,如何正确地选用焊接材料总的原则是根据化学成分的要求,即熔敷金属的化学成分应与母材相当来选用焊接材料。
具体选用,见表12。
中碳钢焊接时,如何正确地选用焊条中碳钢的焊接目前大都采用手弧焊。
为提高焊接接头的抗裂性,应选用低氢型焊条。
个别情况下,也可采用钛钙型和钛铁矿型酸性焊条,但此时应采取严格的工艺措施,如焊前预热、减少熔合比(降低焊缝含碳量)等。
中碳钢手弧焊时焊条的选用,见表6。
表6 中碳钢手弧焊时焊条的选用特殊情况下,中碳钢焊接时可采用铬镍不锈钢焊条,如E0-19-10-16(A102)、E0-19-10-5(A107)、E1-23-13-16(A302)、E1-23-13-15(A307)、E2-26-21-16(A402)、E2-26-21-15(A407)等,因奥氏体焊缝金属的塑性良好,可以减小焊接接头应力,即使焊件焊前不预热,也可避免热影响区产生冷裂纹。
焊条的保管焊条保管的好坏对焊接质量有直接影响,尤其在野外工作时要特别注意。
每个焊工,保管员和技术人员都应该知道焊条存储、保管规则。
焊条和其它涂料在很多情况下会遭到破坏:1)运输、搬运、使用时受到损伤;2)被水浸泡或吸潮;3)受油或其它腐蚀介质污染。
1)损伤:虽然焊条在一般情况下具有抗外界破坏能力,但不能忽视由于保管不好很容易遭受损坏。
焊条是一种陶质产品,他不能象钢芯那样耐冲击,所以装货和卸货时不能摔他。
用纸盒包装的焊条不能用不能用挂钩搬运。
某些型号焊条如特殊烘干要求的碱性焊条涂料比正常焊条更要小心轻放。
2)吸潮:在焊条涂料中含有太高的水分时很危险的,由于很多工人不了解焊条是湿的,焊完时焊缝表面用肉眼不一定看得见气孔,但是经X射线检查就显示出气孔来。
当焊条出厂时,所有的焊条有某一含水量,它根据焊条的型号而变,这个含水量是正常的,即对形成气孔有一个含水量的安全系数,对焊缝质量没有影响。
所有得焊条在空气中都能吸收水分,在相对湿度为90%时,焊条涂料吸收水分很快,普通碱性焊条露在外面一天受潮旧很严重,甚至相对湿度为70%时涂料水分增加也较快,只在相对湿度为40%或更低时,焊条长期储存才不首影响。
常用母材与焊材选用表

A042
Cr23Ni13Mo2
焊接相同类型的超低碳不锈钢,焊接尿素合成塔衬里,异种钢
E385-16
A052
Cr18Ni24Mo5
用于化學耐硫酸、醋酸、磷酸的反應器、分離器,同時可用于抗海水腐蝕用鋼(00Cr18Ni24Mo5)以及異種鋼的焊接
N/A
A072
Cr28Ni15
用于00Cr25Ni20Nb不锈钢,如核燃料设备等
常用母材与焊材选用表/焊条型号牌号对照表
国标
厂标
对应埋弧焊丝
对应CO2焊丝
对应氩弧焊丝
主要用途
E4303
J422
H08A/H08MnA
H08Mn2Si/ ER49-X
H08Mn2SiA
5-A.F/Q235-A/10#20#
E4316
J426
H08A/H08E/ H08MnA
H08Mn2Si/ ER49-X
E309L-16
A062
Cr23Ni13
焊接相同类型的超低碳不锈钢,用于不锈钢、复合钢和异种钢等,如合成纤维、石油化工等设备,也用于核反应堆压力容器内壁过渡层堆焊和塔内构件。
E317MoCuL-16
A032
Cr19Ni13Mo2Cu
用于焊接合成纖維等設備在稀、中濃度硫酸介質中工作的同類型低碳不銹鋼結構,也可焊接Cr10Si3耐酸鋼
E309-16
A302
焊接相同类型的不锈钢,不锈钢衬里,异种钢,高铬钢
E309-15
A307
E310-16
A402
焊接高温下工作的同类型耐热不锈钢,Cr5Mo/Cr9Mo/Cr13钢等
E310-15
A407
A082
常用压力容器用母材不同焊接方法选材推荐表(仅供参考,具体焊材按合格评定执行)

常用压力容器用材料焊接方法选材选用推荐表(同组别)序号钢材号钢材类组别号焊条电弧焊(SMAW)埋弧焊(SAW)氩弧焊(GTAW)气体保护焊(GMAW)预热条件/最低预热温度备注110(管)20(管)Fe-1-1J427SJ101-H08A宜选用统一厂商配套焊丝焊剂ER50-6ER50-6接头厚度>90mm/80℃接头厚度≤90mm/15℃2Q235BQ245R20(锻)Fe-1-1J427SJ101-H08A宜选用统一厂商配套焊丝焊剂ER50-6ER50-6接头厚度>90mm/80℃接头厚度≤90mm/15℃309MnNiD(R)Fe-1-2E5015-N5(牌号:W707)SJ208DR-H09MnNiDR宜选用统一厂商配套焊丝焊剂ER55-Ni2(HS09MnNi2DR)ER55-Ni2(HS09MnNi2DR)接头厚度>25mm/50℃接头厚度≤25mm/15℃416Mn Q345R Fe-1-2E5015(牌号:J507)SJ101-H10Mn2宜选用统一厂商配套焊丝焊剂ER50-6ER50-6接头厚度>25mm/80℃接头厚度≤25mm/15℃516MnD(R)Fe-1-2E5015-N1(牌号:J507RH)SJ101-H10Mn2宜选用统一厂商配套焊丝焊剂ER55-Ni1ER55-Ni1接头厚度>25mm/80℃接头厚度≤25mm/15℃620MnMo Fe-3-1E5515-N1(牌号:J557RH)SJ101-H08MnMoA宜选用统一厂商配套焊丝焊剂ER55-Ni1ER55-Ni1接头厚度>16mm/100℃接头厚度≤16mm/80℃715CrMo(R)Fe-4-1E5515-1CM(牌号:R307)SJ101-H08CrMoA宜选用统一厂商配套焊丝焊剂ER55-B2ER55-B2所有厚度/120℃812Cr1MoVR12Cr1MoGFe-4-2E5515-1CMV(牌号:R317)SJ101-H08CrMoVA宜选用统一厂商配套焊丝焊剂ER55-B2-MnV ER55-B2-MnV所有厚度/150℃9S30408(06Cr19Ni10)Fe-8-1E308-16(牌号:A102)SJ601-H08Cr21Ni10宜选用统一厂商配套焊丝焊剂S308(H06Cr21Ni10)/所有厚度/不要求旧牌号:H08Cr21Ni10Si10S30403(022Cr19Ni10)Fe-8-1E308L-16(牌号:A002)SJ601-H03Cr21Ni10宜选用统一厂商配套焊丝焊剂S308L(H022Cr21Ni10)/所有厚度/不要求旧牌号:H03Cr21Ni10Si11S32168(06Cr18Ni11Ti)Fe-8-1E347-16(牌号:A132)SJ641-H08Cr20Ni10Nb宜选用统一厂商配套焊丝焊剂S321(H06Cr19Ni10Ti)/所有厚度/不要求旧牌号:H08Cr19Ni10Ti12S31608(06Cr17Ni12Mo2)Fe-8-1E316-16(牌号:A202)SJ601-H06Cr19Ni12Mo2宜选用统一厂商配套焊丝焊剂S316(H06Cr19Ni12Mo2)/所有厚度/不要求旧牌号:H08Cr19Ni12Mo2Si13S31603(022Cr17Ni12Mo2)Fe-8-1E316L-16(牌号:A022)SJ601-H03Cr19Ni12Mo2宜选用统一厂商配套焊丝焊剂S316L(H022Cr19Ni12Mo2)/所有厚度/不要求旧牌号:H03Cr19Ni12Mo2Si14S39042(015Cr21Ni26Mo5Cu2)Fe-8-1E385-16(牌号:A052)焊丝:H02Cr20Ni25Mo4Cu宜选用统一厂商配套焊丝焊剂S385(H019Cr20Ni25Mo4Cu)/所有厚度/不要求旧牌号:H02Cr20Ni25Mo4Cu15S22053(022Cr23Ni5Mo3N)Fe-10H E2209-16焊丝:H03Cr22Ni8Mo3N宜选用统一厂商配套焊丝焊剂S2209(H022Cr22Ni9Mo3N)/所有厚度/不要求旧牌号:H03Cr22Ni8Mo3N16TA2Ti-1//ERTA2EL1/一般不进行预热,多层焊时,层间温度一般不超过120℃17NS3304(N10276)Ni-3GB/T13814:ENi6276AWS A5.11:ENiCrMo-4/GB/T15620:SNi6276AWS A5.14:ERNiCrMo-4/焊前一般不要求预热,可在焊接区周围300 mm范围内加热到16℃左右,以去除湿气。
全国最全焊条型号、用途对照表

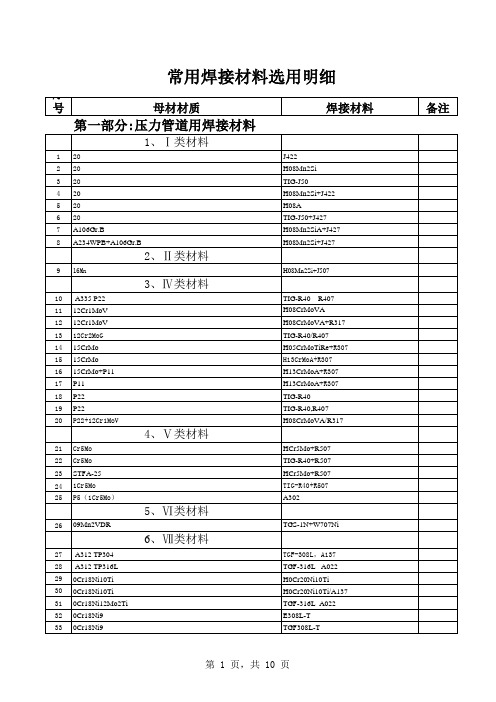
常用焊接材料选用明细第一部分:压力管道用焊接材料1文档来源为:从网络收集整理.word版本可编辑.1文档来源为:从网络收集整理.word版本可编辑.1文档来源为:从网络收集整理.word版本可编辑.1文档来源为:从网络收集整理.word版本可编辑.1文档来源为:从网络收集整理.word版本可编辑.1文档来源为:从网络收集整理.word版本可编辑.第二部分:压力容器板材用焊接材料1文档来源为:从网络收集整理.word版本可编辑.1文档来源为:从网络收集整理.word版本可编辑.1文档来源为:从网络收集整理.word版本可编辑.1文档来源为:从网络收集整理.word版本可编辑.1文档来源为:从网络收集整理.word版本可编辑.1文档来源为:从网络收集整理.word版本可编辑.1文档来源为:从网络收集整理.word版本可编辑.1文档来源为:从网络收集整理.word版本可编辑.1文档来源为:从网络收集整理.word版本可编辑.1文档来源为:从网络收集整理.word版本可编辑.1文档来源为:从网络收集整理.word版本可编辑.1文档来源为:从网络收集整理.word版本可编辑.1文档来源为:从网络收集整理.word版本可编辑.1文档来源为:从网络收集整理.word版本可编辑.1文档来源为:从网络收集整理.word版本可编辑.1文档来源为:从网络收集整理.word版本可编辑.1文档来源为:从网络收集整理.word版本可编辑.第三部分:压力容器用焊接材料(管材)1文档来源为:从网络收集整理.word版本可编辑.1文档来源为:从网络收集整理.word版本可编辑.1文档来源为:从网络收集整理.word版本可编辑..1文档来源为:从网络收集整理.word版本可编辑.第四部分:锅炉焊接1文档来源为:从网络收集整理.word版本可编辑.压力容器用钢焊材一览表1文档来源为:从网络收集整理.word版本可编辑.氩弧焊焊丝1文档来源为:从网络收集整理.word版本可编辑.1文档来源为:从网络收集整理.word版本可编辑.碳钢焊条1文档来源为:从网络收集整理.word版本可编辑.1文档来源为:从网络收集整理.word版本可编辑.1文档来源为:从网络收集整理.word版本可编辑.低合金钢焊条1文档来源为:从网络收集整理.word版本可编辑.1文档来源为:从网络收集整理.word版本可编辑.1文档来源为:从网络收集整理.word版本可编辑.1文档来源为:从网络收集整理.word版本可编辑.1文档来源为:从网络收集整理.word版本可编辑.低温钢焊条、耐热钢焊条1文档来源为:从网络收集整理.word版本可编辑..1文档来源为:从网络收集整理.word版本可编辑.1文档来源为:从网络收集整理.word版本可编辑.1文档来源为:从网络收集整理.word版本可编辑.不锈钢焊条1文档来源为:从网络收集整理.word版本可编辑.1文档来源为:从网络收集整理.word版本可编辑.1文档来源为:从网络收集整理.word版本可编辑.1文档来源为:从网络收集整理.word版本可编辑.1文档来源为:从网络收集整理.word版本可编辑.1文档来源为:从网络收集整理.word版本可编辑.。
焊条、焊丝牌号、型号对照表要点
高锰
>30
表2
牌号
焊剂类别
二氧化硅含量
(%)
氟化钙含量(%)
CHF×1×
低硅低氟
<10
<10
CHF×2×
中硅低氟
10-30
<10
CHF×3×
高硅低氟
>30
<10
CHF×4×
低硅中氟
<10
10-30
CHF×5×
中硅中氟
10-30
10-30
CHF×6×
高硅中氟
>30
10-30
CHF×7×
低硅高氟
记号
数字
药皮种类
电源类型
E
H
L
K
S
N
Cu
0
1
2
3
4
5
6
7
8
不规定
氧化钛钾型
钛钙型
钛铁矿型
氧化铁型
纤维素型
低氢钾型
低氢钠型
铁粉低氢钾型
AC或DC
AC或DC
AC或DC
AC或DC
AC或DC
AC或DC
AC或DC
DC
AC或DC
记号
数字
药皮种类
电源类型
R
C
2
6
7
8
钛钙型
低氢钾型
低氢钠型
石墨型
AC或DC
AC或DC
<10
>30
CHF×8×
中硅高氟
10-30
>30
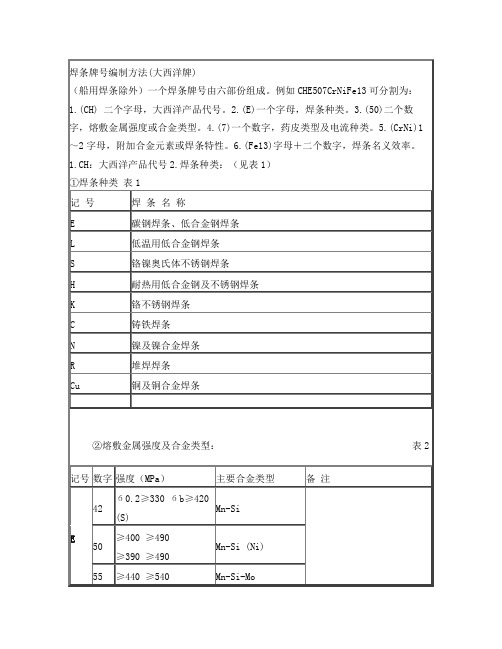
烧结焊剂牌号编制方法
一个烧结焊剂牌号由四部份组成。例如CHF131可分割为:
1.(CH)二个字母,大西洋产品代号。
2.(F)一个字母,焊剂产品代号。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
常用母材与焊材选用参考表/ 焊材型号牌号对照表
1.常用母材与焊材选用参考表是根据我公司在承接施工项目的焊接工程中所经常遇到的工程材料而提出,对于具体工程项目上的焊材选用,一是先要按照设计文件的具体要求确定,二是还需根据现场施焊母材的化学成分、力学性能、使用条件和施焊条件等综合考虑确定。
2.涉及特种设备(锅炉、压力容器、压力管道)的焊接工程应遵循的标准规范(以最新有效版本为准)有:NB/T47014《承压设备焊接工艺评定》、NB/T47015《压力容器焊接工艺规程》、GB50236《现场设备、工业管道焊接工程施工规范》、SH/T3520《石油化工铬钼钢焊接规范》、SH/T3523《石油化工铬镍不锈钢、铁镍合金和镍合金焊接规程》、SH/T3526《石油化工异种钢焊接规程》、DL/T869《火力发电厂焊接技术规程》。
3.工程标准规范是随技术进步和管理要求在不断变化更新之中,使用本表人员应要不断学习新知识充实自身,不断提高业务能力。
山东环海石化工程有限公司技术发展部
2016年3月31日。