锌、铝、镁合金压铸离型剂 GERLUBE德国 April 200....ppt
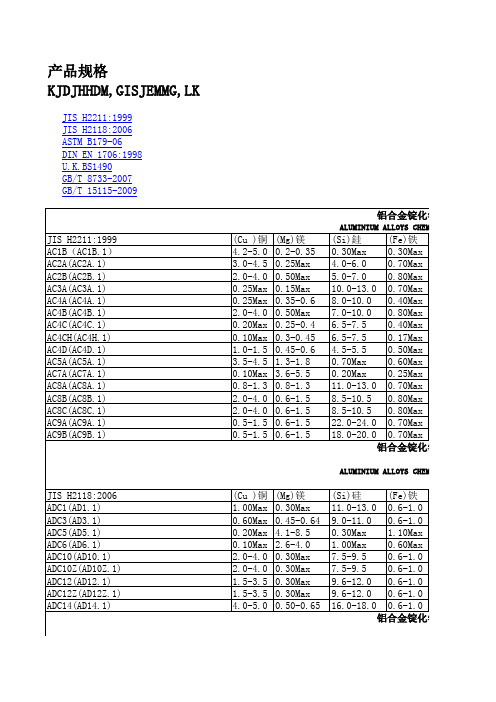
各国压铸铝合金的化学成份及要求

压铸铝合金的化学成分和力学性能表
二.日本工业标准 JIS H5302:2000日本压铸铝合金化学成分表
日本压铸铝合金机械性能表
三.美国标准 ASTM B85-96美国压铸铝合金化学成分表
四.欧盟标准EN1706:1998欧盟压铸铝合金化学成分和力学性能表
国内外主要压铸AI合金化学成分表
找最合适的压铸铝合金光谱标样只要你提供要求,我们就全心全意为您提供优质
服务
因为我们专注光谱标样十年,成就上千家用户单位的信赖;
专业提供全球优质知名厂家标准样品:
专业提供全球优质标准样品:、英国BAS、美国BS、法国CITF、德国BAM、、美国IARM、等适用于:,热电ARL直读光谱仪,德国OBLF直读光谱仪,德国布鲁克直读光谱仪,岛津直读光谱仪,牛津直读光谱仪等各大品牌直读光谱分析仪
仪德科仪耗材部
谭经理
全国统一热线:400-099-6508。
德固赛金属加工液助剂产品列表

1015(消泡剂)
改性硅氧烷为基 础的浓缩乳液
2-89(消泡剂) 改性硅氧烷乳液
V20
聚氧乙烯醚-20 油酰篦麻醇酸酯
W 5840(润湿剂, 改性硅氧烷的润
沉降剂)
湿剂
AC 101(防锈剂)
妥尔油脂肪酸乙 氧基化单乙醇胺 (MEA)浓缩液
乳白,不 透明 白色乳液 清澈液体
清澈液体
◇在金属切削液、工业和家庭用清洗剂、纺织配方中作为抑泡剂.
德国赢创德固赛公司金属加工液助剂产品列表
名称
类型
形态
典型应用领域
AL 200(铝镁缓蚀 脂肪醇乙氧基化
剂、极压剂)
磷酸酯
透明液体
◇轧制、切削、冲压(微)乳化油
建议用量
0.5%-3%
改性脂肪酸胺的 清澈,褪
AC 28(防锈剂) 浓缩液.
色液体 ◇金属加工液的抑腐剂和防锈剂,推荐用于乳化油、微乳液
2-5%
0.03%-0.1%
◇多种工业用途,解决基材与涂层间不兼容的不良使用效果。
◇在金属加工油品行业,常被用作腐蚀抑制剂和乳化剂。
◇与磺酸钠、非离子表面活性剂、硼酸胺一起用于金属加工油品。
◇与磺酸钠搭配用于工业清洗时,可增强清洗剂的润湿性能和脱脂能力。
3-5%
◇对铸铁有良好的缓蚀效果,能提高工件的光洁度以及改善金属碎屑的沉降性,避免积屑瘤
◇Tagat V20 具有较强的防腐能力,能有效弥补植物油易腐败的缺陷; ◇Tagat V20 配制的乳液粒径小、低泡;
10-15%
◇TAGAT® V 20 是由植物原材料生产出来的 ,有良好的皮肤试验报告 (对皮肤无刺激)
◇TEGO®SurtenW5840 可以改善水性体系的铺展及润湿性能。
各国压铸铝合金化学成分表
7.5-9.5 1.3Max 6.5-7.5 0.5Max 8.5-10.5 1.2Max 6.0-8.0 0.8Max 17.0-20.0 0.7Max 22.0-25.0 0.7Max 16.0-18.0 1.1Max
铝合金锭化学成份(%)
ALUMINIUM ALLOYS CHEMICAL COMPOSITION
(Pb)铅 0.05Max 0.15Max 0.20Max 0.10Max 0.10Max 0.20Max 0.05Max 0.05Max 0.10Max 0.05Max 0.05Max 0.05Max 0.10Max 0.10Max 0.10Max 0.10Max
(Sn)锡 0.05Max 0.05Max 0.10Max 0.10Max 0.05Max 0.10Max 0.05Max 0.05Max 0.10Max 0.05Max 0.05Max 0.05Max 0.10Max 0.10Max 0.10Max 0.10Max
2.0-4.0 0.15Max
0.1Max 3.0-6.0
0.1Max 0.1Max
0.1Max 0.2-0.6
0.1Max 9.5-11.0
9.011.0
0.2-0.4
0.7-1.5 0.8-1.5
1.0-1.5 0.4-0.6
0.1Max 0.1Max
0.4Max 0.2Max
3.0-5.0 0.1-0.3
(Cu )铜 (Mg)镁
(Si)硅
2.0-4.0 0.15-0.55 8.0-11.0
2.0-3.5 0.15-0.55 7.5-9.5
(Fe)铁 0.6-1.1
0.7Max
0.9Max 0.35Max 10.5-13.5 0.7Max
非铁金属压铸脱模剂--铝、镁、锌及其合金

非铁金属压铸脱模剂 ---铝、镁、锌及其合金
非铁金属压铸脱模剂
非铁金属模具的主要类型 1、铝及其合金
2、镁及其合金
3、锌及其合金,一般都是锌合金
非铁金属压铸脱模剂
铝
※铝是地表第三丰富的元素,含量在8%,一般以铁矾土的 形式存在。 ※熔点660℃,密度2.7g/cm3 ※运用广泛,从罐头到汽车发动机都有用到 ※铝金属可被切卷、冲压、注入等
※应用范围广泛,从汽车到家居用器、工具、家俱、玩具等
非铁金属压铸脱模剂
※通过重力
※高压
※低压 ※通过真空 ※通过挤压 ※铸件还要经过多道工序,不会被损坏,如砂模是固定不变的,材质是 铁或钢。
压铸过程
非铁金属压铸脱模剂
重力铸造和灌料
※熔融的金属通过重力注入打开的模具
※一旦凝固体脱模后,重复上述过程
ห้องสมุดไป่ตู้
非铁金属压铸脱模剂
注入型金属脱模剂的普遍特性-1
※极佳的脱模性能 ※零件表面光洁 ※积垢极少 ※极好的湿润性和喷涂性 ※改善模具滑动部位的润滑效果 ※改善脱模后零件的上漆
非铁金属压铸脱模剂
注入型金属脱模剂的普遍特性-2
※减少模制件的孔隙 ※延迟模具和其他零件的使用寿命 ※烟雾小、气味小、火灾隐患下 ※能保持环境和工作场所的清洁 ※能给模具降温 ※容易填料
非铁金属压铸脱模剂
主要脱模剂参考型号
CONCENTROL LP NFA-1032 BD CONCENTROL LP NFA-1015 BC CONCENTROL LP NFA-1010 GVB CONCENTROL LP NFA-101300 HT 低温(180-240℃) 低温(180-240℃) 高温(240-450℃) 高温(240-450℃)
各种铸铝合金用途

各种铸铝合金用途铝合金是一种广泛应用的金属材料,具有轻量、高强度、耐腐蚀等优点,被广泛用于各个领域。
下面是几种常见的铸铝合金的用途:1.铝硅铸铝合金(A-Si),主要用于汽车发动机缸体、曲轴箱等零部件。
该合金具有良好的耐热、耐蚀性能,还能提供较好的刚度和密封性能。
2.铝镁铸铝合金(A-Mg),主要用于航空航天领域。
这种合金具有较高的强度、刚度和耐腐蚀性能,适用于制造飞机零部件如机身、机翼、发动机外壳等。
3.铝硅镁铸铝合金(A-Si-Mg),广泛用于汽车制造。
这种合金具有良好的耐热性能和加工性能,适合制造汽车零部件如车架、车身、车门、车轮等。
4.铝锌铸铝合金(A-Zn),用于制造轻型理发器、自行车和电动车零部件等。
这种合金具有良好的强度、耐腐蚀性能和可塑性,适合制造需要高强度和轻量化的产品。
5.铝铜铸铝合金(A-Cu),常用于制造化学设备和机械零部件。
这种合金具有优良的耐蚀性、导热性和导电性能,适合制造高温、高压等恶劣环境下使用的零部件。
6.铝锡铸铝合金(A-Sn),主要用于制造电子器件如散热器、电脑外壳等。
这种合金具有较高的熔点和导热性能,能够有效散热,保护电子设备的正常运行。
7.铝铁铸铝合金(A-Fe),用于制造汽车零部件如刹车盘、汽缸盖等。
这种合金具有良好的强度和耐磨性能,适合承受高压力和高温的环境。
8.铝锰铸铝合金(A-Mn),主要用于制造船舶和铁路车辆零部件。
这种合金具有较高的强度和耐腐蚀性能,能够在恶劣环境下稳定工作。
9.铝铌铸铝合金(A-Nb),适用于制造永磁电机和高速运动零件等。
这种合金具有良好的力学性能和耐磨性能,能够提供稳定的性能和寿命。
总之,铸铝合金可以广泛应用于汽车制造、航空航天、机械制造、电子设备、船舶建造等领域。
它们的优点包括轻量、高强度、耐腐蚀、导热、导电等,能够满足各个领域对材料性能的需求。
随着技术的不断发展,铸铝合金的用途还将不断扩大和创新。
锌合金 压铸件 成分

锌合金压铸件成分
锌合金压铸件的成分主要是锌和其他合金元素的组合。
具体的锌合金成分会根据不同的需求和应用而有所变化。
下面列举一些常见的锌合金及其主要成分:
1. 铝合金系列:
- ZAMAK-3:铝(3.5-4.3%)、铜(0.75-1.25%)、镁(0.02-0.05%)、锌(余量)
- ZAMAK-5:铝(3.5-4.5%)、铜(0.7-1.2%)、镁(0.03-0.06%)、锌(余量)
2. 镁合金系列:
- AZ91D:铝(9-10.7%)、锌(0.7-1.3%)、镁(余量)
- AM60B:铝(5.5-7%)、锌(0.2-1.5%)、镁(余量)
3. 铜合金系列:
- C87500:锌(3-4%)、锡(0.4-1.25%)、铝(0.01-0.2%)、铜(余量)
4. 铝锌合金系列:
- AZ31B:铝(2.5-3.5%)、锌(0.5-1.5%)、镁(余量)
需要注意的是,以上只是一些常见的锌合金成分示例,实际应用中可以根据具体要求进行调整和定制。
具体的锌合金成分应该根据制造商提供的技术规格书或具体产品要求来确定。
通用压铸锌合金国际标准

铟(In)
≤0.0005
≤0.0005
≤0.0005
铊(Ti)
≤0.001
≤0.001
≤0.001
5 号锌
3.9-4.2 0.75-1.1 0.04-0.05
余量 ≤0.020 ≤0.003 ≤0.002 ≤0.001 ≤0.001 ≤0.02 ≤0.0005 ≤0.001
8 号锌
8.2-8.8 0.8-1.3 0.02-0.03
328
263
374
276-317
400
冲击应力(J)
48
58
61
65
20
42
25
29
延伸系数(%)
7
10
7
7
1-2
6-10
1-3
4-7
布什硬度(HB)
100
82
92
91
85
95-110
89-105
95-115
抗剪强度(MPa)
317
214
214-262
262
-
275
255
296
屈服强度(-0.2%,MPa)
通用压铸锌合金国际标准(化学成分及物理力学性能)
1、通用牌号锌合金化学成分:
通用牌号
2 号锌
3 号锌
4 号锌
铝(Al)
3.9-4.2
3.9-4.2
3.9-4.2
主要 成分
铜(Cu) 镁(Mg)
2.7-2.9 0.035-0.05
≤0.03 0.04-0.05
0.3-0.4 0.04-0.05
锌(Zn)
283
221
221-269
锌铝镁简介

锌铝镁简介
锌铝镁合金是一种新型的轻金属材料,由锌、铝和镁三种元素组成。
它具有低密度、高强度、良好的延展性和耐腐蚀性等优良特性。
锌铝镁合金还具有良好的热导性和电导性,因此在工业领域具有广泛的应用。
锌铝镁合金可以通过不同比例的元素配比来调整其性质。
一般情况下,锌的含量在2-8%之间,铝的含量在2-8%之间,而镁
的含量在0.2-1.0%之间。
锌铝镁合金的制备过程一般包括熔炼、浇铸和热处理等步骤。
锌铝镁合金具有广泛的应用领域。
在航空航天领域,锌铝镁合金常用于制造飞机结构部件,如机翼、机身等,因为它具有高强度、轻质的特性,能够有效减轻飞机的重量。
在汽车工业中,锌铝镁合金可以用于制造汽车零部件,如车身骨架、发动机零部件等,以提高汽车的燃油经济性和减轻整车重量。
此外,锌铝镁合金还可以用于制造电子产品、运动器材和建筑材料等领域。
总的来说,锌铝镁合金作为一种轻金属材料,具有多种优良特性和广泛的应用领域,在各个工业领域具有很高的应用价值。
压铸金属材料的化学成分

压铸金属材料的化学成分压铸是一种将熔融金属注入模具中,通过高压力与模具内壁相互反作用,使熔融金属凝固成所需形状的工艺。
压铸金属材料广泛应用于汽车、航空航天、电子电器、机械制造等行业,其化学成分的准确控制对于产品的性能和质量具有重要影响。
常见的压铸金属材料包括铝合金、锌合金、镁合金、铜合金等。
以下将重点介绍这些材料的化学成分。
1.铝合金:铝合金是最常见的压铸金属材料。
其化学成分可以根据应用的要求有所变化,但一般包括铝(Al)和一些合金元素,如铜(Cu)、镁(Mg)、锌(Zn)等。
铝合金的化学成分的变化可以影响其力学性能、抗腐蚀性能和热处理性能。
2.锌合金:锌合金是另一种常见的压铸金属材料。
其主要成分是锌(Zn),同时通常还包含一些合金元素,如铝(Al)、铜(Cu)等。
锌合金具有优异的液态流动性、优良的表面质量和较高的耐蚀性能。
3.镁合金:镁合金的主要成分是镁(Mg),通常还包含一些合金元素,如铝(Al)、锌(Zn)、锰(Mn)等。
镁合金具有低密度、高比强度、较高的刚度和良好的耐腐蚀性能。
然而,镁合金的燃烧性使其在使用时需要注意安全问题。
4.铜合金:铜合金是另一类常用的压铸金属材料,其化学成分主要是铜(Cu)和其他合金元素,如铝(Al)、锌(Zn)、锡(Sn)等。
铜合金具有良好的导电性、导热性和高耐腐蚀性,适用于电子电器行业和高温应用领域。
上述压铸金属材料的具体化学成分和比例可根据不同的合金配方和使用要求进行调整和控制。
在工业应用中,通过精确控制合金成分的含量,可以获得满足特定需求的材料性能。
此外,还可以通过添加一些微量元素进行合金调整,以改善材料的性能,如提高强度、耐磨性,降低腐蚀等。
压铸金属材料的化学成分对产品的性能和质量具有重要影响。
正确配比和合金成分的稳定性能保证了产品在使用中的可靠性和稳定性。
因此,在生产过程中需要严格控制和检测合金材料的化学成分,确保产品的一致性和良好的性能。
北美压铸协会压铸标准(中文)
北美压铸学会压铸件的产品规格标准NADCAProduct Specification Standards for DieCastings铝铝基质复合材料铜镁锌和锌铝合金二零零三年重新修订的最新版本(Revised for 2003)第五次出版(5th Edition)3. 合金数据( Alloy Data )1. 合金的相互对照名称(Alloy Cross Reference Designations)A:类傩于前一项,只是次要成分稍有变化。
B:铝合金压铸件的美联邦规格使用个别合金的铝协会代码名称。
军事代码名称被美联邦的规格所代替。
C:日本规格允许镁最大含量为0.3。
D:日本规格允许锌的最大含量为1.0。
E:德国工业标准DIN 1725规格允许锌最大为1.2,镁最大等于0.5。
F:德国工业标准DIN 1725规格允许镁含量最大为0.3。
G:在DIN 1725中所示的合金成分趋向于“基本的首要金属”而且杂质限制低很难使它直接与美国合金相联系。
注意:这些标准中的部分标准已废弃不用,但出于历史目的仍包括在这里。
最接近的相互参照资料请参考本章结尾有关外国合金代码名称和化学成分的表格。
所示的相互参照代码名称为符合普遍公认原始资料的合金规格。
这些参考资料适用于压铸条件下的金属,不应和金属锭的类傩规格混淆。
栏目中填有“----”表明这种特殊的合金还没有在所给的资料中注册。
UNS ---- 统一编制(Unified Numbering System);AA ---- 铝协会(Aluminum Association);FED ----美联邦规格(Federal Specifications);MIL ---- 军事规格(Military Specifications);JIS ---- 日本工业标准(Japanese Industrial Standard);DIN ---- 德国工业标准(German Industrial Standard);ANSI ---- 美国国家标准学会(American NationalStandards Institute);SAE ---- 美国汽车工程师学会(Society of Automotive Engineers);ASTM ---- 美国材料试验学会(American Society for Testing and Materials);2. 铝合金(Aluminum Alloy)●选择铝合金(Selecting Aluminum Alloys)压铸铝合金的比重大约是2.7克/立方厘米,属于重量较轻的结构金属。
常用压铸用铝合金材料名称对照表

主要工业国家压铸铝合金标准美国标准ASTM B85-96美国压铸铝合金化学成分表合金牌号成分ANSI ASTM UNS Si Fe Cu Mn Mg Ni Zn Sn Ti杂质(总量)铝AI 360.0SG100B A036009.0-10.0 2.00.60.350.40-0.600.500.500.150.25余量A360.0SG100A A136009.0-10.0 1.30.60.350.40-0.600.500.500.150.25余量380.0SC84B A038007.5-9.5 2.0 3.0-4.00.500.100.50 3.00.350.50余量A380.0E SC84A A138007.5-9.5 1.3 3.0-4.00.500.100.50 3.00.350.50余量383.0E SC102A A038309.5-11.5 1.3 2.0-3.00.500.100.30 3.00.150.50余量384.0E SC114A A0384010.5-12.0 1.3 3.0-4.50.500.100.50 3.00.350.50余量390.0SC174A A0390016.0-18.0 1.3 4.0-5.00.100.45-0.650.100.200.20余量B390.0SC174B A2390016.0-18.0 1.3 4.0-5.00.500.45-0.650.10 1.50.100.20余量392.0S19A0392018.0-20.0 1.50.40-0.800.20-0.600.80-1.200.500.500.300.200.50余量413.0S12B A0413011.0-13.0 2.0 1.00.350.100.500.500.150.25余量A413.0S12A A1413011.0-13.0 1.3 1.00.350.100.500.500.150.25余量C433.0S5C A34430 4.5-6.0 2.00.60.350.100.500.500.150.25余量518.0G8A A051800.35 1.80.250.357.5-8.50.150.150.250.25余量欧盟标准EN1706:1998欧盟压铸铝合金化学成分和力学性能表合金牌号化学成分代号Si Fe Cu Mn Mg Ni Zn Pb Sn Ti 抗拉强度Mpa最小屈服强度Mpa最小伸长率%最小布氏硬度HB最小ENAC-434009.0-11.00.45-0.90.080.550.20-0.500.150.150.150.050.152******** ENAC-4430010.5-13.50.45-0.90.080.550.150.152******** ENAC-444008.0-11.00.550.080.500.100.050.150.050.050.152******** ENAC-460008.0-11.00.6-1.1 2.0-4.00.550.15-0.550.55 1.20.350.250.2240140<180 ENAC-4610010.0-12.00.45-1.01.5-2.50.550.300.45 1.70.250.250.2240140<180 ENAC-462007.5-9.50.8 2.0-3.50.15-0.650.15-0.550.35 1.20.250.150.2240140180 ENAC-465008.0-11.00.6-1.2 2.0-4.00.550.15-0.550.55 3.00.350.250.20240140<180 ENAC-4710010.5-13.50.6-1.10.7-1.20.550.350.300.550.200.100.152******** ENAC-512002.50.45-0.90.100.558.0-10.50.100.250.100.100.152********中华人民共和国国家标准—铝合金 GB/T 15115-94压铸铝合金的化学成分和力学性能序号合金牌号化学成分%力学功能(不低于)合金代号硅铜锰镁铁镍钛锌铅锡铝抗拉强度6ЪN/mm2伸长度δ/%(Lo=50)布氏硬度HB5/250/301YZAISil2YL10210.0-13.0≤0.6≤0.6≤0.05≤1.2≤0.3余2202602YZAISi10Mg YL1048.0-10.5≤0.30.2-0.50.17-0.30≤1.0≤0.3≤0.05≤0.01余2202703YZAISil2Cu2YL10811.0-13.01.0-2.00.3-0.90.4-1.0≤1.0≤0.05≤1.0≤0.05≤0.01余2401904YZAISi9 Cu4YL1127.5-9.5 3.0-4.0≤0.5≤0.3≤1.2≤0.5≤1.2≤0.1≤0.1余2401855YZAISillCu3YL1139.6-12.0 1.5-3.5≤0.5≤0.3≤1.2≤0.5≤1.0≤0.1≤0.1余2301806YZAISil7Cu5Mg YL11716.0-18.04.0-5.0≤0.50.45-0.65≤1.2≤0.1≤0.1≤1.2余220<17YZAIMg5Sil YL3020.8-1.3≤0.10.1-0.44.5-5.5≤1.2≤0.2≤0.2余220270中华人民共和国国家标准压铸锌合金的化学成分和力学性能化学成分,%序号合金牌号主要成分杂质含量(不大于)合金代号铝铜镁锌铁铅锡镉铜1ZZnA14Y YX040 3.5-4.30.02-0.06其余0.10.0050.0030.0040.25 2ZZnA14CU1Y YX041 3.5-4.30.75-1.250.03-0.08其余0.10.0050.0030.0043ZZnA14CU3Y YX043 3.5-4.3 2.5-3.00.02-0.06其余0.10.0050.0030.004力学性能抗拉强度6Ъ(N/mmˉ2)伸长度δ/%Lo=50布氏硬度性HB5/250/30250180270290320295日本工业标准JIS H5302:2000日本压铸铝合金化学成分表JIS牌号ISO牌号Cu Si Mg Zn Fe Mn Ni Sn Pb Ti Al ADC1 1.0以下11.0-13.00.3以下0.5以下 1.3以下0.3以下0.5以下0.1以下余量ADC1C A1-Sil2CuFe1.2以下11.0-13.50.3以下0.5以下 1.3以下0.5以下0.30 以下0.1以下0.20 以下0.2以下余量ADC2A1-Si12Fe0.10 以下 11.0-13.50.10以下0.1以下 1.3以下0.5以下0.1以下0.05以下0.1以下0.2以下余量ADC30.6以下9.0-10.00.4-0.60.5以下 1.3以下0.3以下0.5以下0.1以下余量ADC50.2以下0.3以下 4.0-8.50.1以下 1.8以下0.3以下0.1以下0.1以下余量ADC60.1以下 1.0以下 2.5-4.00.4以下0.8以下0.4-0.60.1以下0.1以下余量ADC7A1-Si5Fe0.10 以下 4.5-6.00.1以下0.1以下 1.3以下0.5以下0.1以下0.1以下0.1以下0.20以下余量ADC8A1-Si6Cu4Fe3.0-5.0 5.0-7.00.3以下 2.0以下 1.3以下0.2-0.60.3以下0.1以下0.2以下0.2以下余量ADC10 2.0-4.07.5-9.50.3以下 1.0以下 1.3以下0.5以下0.5以下0.2以下余量ADC10Z 2.0-4.07.5-9.50.3以下 3.0以下 1.3以下0.5以下0.5以下0.2以下余量ADC11A1-Si8Cu3Fe2.5-4.07.5-9.50.3以下 1.2以下 1.3以下0.6以下0.5以下0.2以下0.3以下0.2以下余量ADC12 1.5-3.59.6-12.00.3以下 1.0以下 1.3以下0.5以下0.5以下0.2以下余量ADC12Z 1.5-3.59.6-12.00.3以下 3.0以下 1.3以下0.5以下0.5以下0.2以下余量日本压铸铝合金机械性能表抗拉试验硬度试验牌号抗拉强度MPa耐力MPa延伸率%HB HRB平均值σASTM平均值σASTM平均值σASTM平均值σASTM平均值σADC12504629017222130 1.70.63.571.2 3.57236.2 5.5ADC32794832017935170 2.7 1.03.571.4 1.87636.7 2.2ADC5(213)65310(145)26190 5.0(66.4) 2.474(30.1) 3.7ADC6266612801722364 3.210.064.7 2.36727.3 3.9ADC102413432015718160 1.50.53.573.6 2.48339.4 3.0ADC122284131015414150 1.40.83.574.1 1.58640.0 1.8ADC1419328320188312500.50.1<176.8 1.710843.1 2.1。
铝合金压铸的化学成分和力学性能表

铝合金压铸的化学成分和力学性能表1.引言铝合金压铸是一种常用的金属加工方式,广泛应用于汽车、电子产品、航空航天等领域。
本文将介绍铝合金压铸的化学成分和力学性能表,以帮助读者更好地了解铝合金压铸的性能。
2.化学成分表合金牌号 | 铝 (Al) | 硅 (Si) | 镁 (Mg) | 铜 (Cu) | 锌 (Zn) | 镉 (Cd) | 锰 (Mn) | 铝合金牌号适用范围 |ADC1 | 91.5% | 7.0% | 0.5% | -- | -- | -- | -- | 适用于按压铸造的零件 |ADC3 | 86.3% | 12.0% | 0.4% | 1.3% | -- | -- | -- | 适用于一般机械零件 |ADC6 | 91.0% | 7.5% | 0.4% | 1.0% | -- | -- | -- | 适用于强度和硬度要求较高的零件 |ADC10 | 85.0% | 12.0% | 0.4% | 1.6% | -- | -- | -- | 适用于要求较高强度和耐腐蚀性的零件 |ADC12 | 88.3% | 9.5% | 0.5% | 1.5% | -- | -- | -- | 适用于良好的流动性和耐蚀性要求的零件 |3.力学性能表以下数据是铝合金压铸件在室温下的典型力学性能,仅供参考。
合金牌号 | 屈服强度 (MPa) | 抗拉强度 (MPa) | 延伸率 (%) | 硬度(HB) |ADC1 | 80 | 130 | 4 | 40 |ADC3 | 120 | 180 | 3 | 60 |ADC6 | 125 | 190 | 2 | 70 |ADC10 | 135 | 200 | 1.5 | 80 |ADC12 | 140 | 210 | 1 | 90 |需要注意的是,上述数据是基于一般工艺条件和合金配方的典型结果,实际应用中可能会有差异。
具体的力学性能还受到材料处理和产品设计等多个因素的影响。
各国压铸铝合金的化学成份及要求
日本 ADC10
系 美国
380
200 130 1 70
Fe Al
标准规范
GB/T15115-94
余量
GB/T15115-94 余量
GB/T15115-94 余量
俄罗斯 AJl6
德国 AlSi8Cu3
中国 YL302
GB/T15115-94
系 日本 ADC5
<
<
美国 518
<
<
余量
德国 AlMg9
<
<
ADC6 266 61 280 172 23
64
ADC10 241 34 320 157 18 160
Pb 以下 以下
以下 以下
以下
Ti 以下 以下
以下 以下
以下
Al 余量
余量 余量 余量 余量 余量 余量 余量
余量 余量
余量
余量 余量
硬度试验
HB
HRB
σ ASTM 平均值
σ
72 76 74 67 83
≤
度 余
度 /250 /30
220 2
60
2 YZA1Si10Mg YL104
≤
≤
≤ ≤ ≤ 余 220 2
70
3 YZA1Si12Cu2 YL108
≤≤
≤ ≤ ≤ 余 240 1
90
4 YZA1Si9Cu4 YL112
≤ ≤ ≤≤
≤ ≤ ≤ 余 240 1
85
5 YZA1Si11Cu3 YL113
Sn
ADC1
以下
以下 以下 以下 以下 以下 以下
ADC1C ADC2
A1Sil2CuFe
各国压铸铝合金的化学成份及要求

压铸铝合金的化学成分和力学性能表
二.日本工业标准JIS H5302:2000日本压铸铝合金化学成分表
日本压铸铝合金机械性能表
三.美国标准ASTM B85-96美国压铸铝合金化学成分表
四.欧盟标准EN1706:1998欧盟压铸铝合金化学成分和力学性能表
国内外主要压铸AI合金化学成分表
找最合适的压铸铝合金光谱标样只要你提供要求,我们就全心全意为您提供优质
服务!
因为我们专注光谱标样十年,成就上千家用户单位的信赖;
专业提供全球优质知名厂家标准样品:
专业提供全球优质标准样品:、英国BAS、美国BS、法国CITF、德国BAM、、美国IARM、等!适用于:,热电ARL直读光谱仪,德国OBLF直读光谱仪,德国布鲁克直读光谱仪,岛津直读光谱仪,牛津直读光谱仪等各大品牌直读光谱分析仪!
仪德科仪耗材部
谭经理
全国统一热线:400-099-6508。
压铸液成分

压铸液成分
压铸液是在压铸过程中用于将金属加工成所需形状的一种材料,通常是熔化的金属合金。
压铸液的成分可以根据所需的金属材料和合金类型而变化,以下是一些常见的压铸液成分和相关信息:
1.铝合金压铸液成分:
主要成分:铝是铝合金的主要成分,通常占据绝大多数。
合金元素:常见的合金元素包括硅、铜、锌、镁等,它们可以改善合金的机械性能和加工性能。
少量添加元素:可能包括锰、铬、锆等。
2.锌合金压铸液成分:
主要成分:锌是锌合金的主要成分,通常占据绝大多数。
合金元素:通常包括铝、铜、镁等,以提高合金的性能。
.少量添加元素:可能包括铅、锡等。
3.镁合金压铸液成分:
主要成分:镁是镁合金的主要成分,通常占据绝大多数。
合金元素:常见的合金元素包括铝、锌、锰等,它们可以提高合金的强度和耐腐蚀性。
少量添加元素:可能包括锆、铝、锡等。
4.铜合金压铸液成分:
主要成分:铜是铜合金的主要成分,通常占据绝大多数。
合金元素:可能包括锌、铝、锡等,以改善合金的强度和耐腐蚀
性。
少量添加元素:可能包括镍、锰等。
以上只是一些常见压铸液的例子,实际上,压铸液的成分会根据具体应用和要求而有所不同。
在制备压铸液时,通常需要仔细控制合金成分、添加剂以及熔炼和混合的条件,以确保最终的压铸液满足所需的金属材料性能和工艺要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
– 低倾向产生可能影响工人健康的烟雾和/或蒸气; 。。。老一代含矿物油往往产生有毒烟雾,臭味。 – 浓缩乳液的良好稳定性; – 稀释产品的良好生物稳定性; – 即使是使用硬水也易于乳化.
三种压铸离型剂(RoDir-3**为聚合物合成型)
合成
半合成
矿物油
离型剂的复配至关重要:
•
活性物原则 主要表征润滑和离型层
• 4. 储存稳定性较强 :不分层,不产生泡沫或沉淀。 • 5。 外观等性状:如RoDir-307产品
•
色 态——白色乳液
比 重——0.96
PH 值——7.3~7.8
气 味——柔和 闪 点——无
稀释及使用方法
•
根据稀释比例, 取本品置入容器, 然后注入自来水(如有条件使用软质水, 将更有利)并手工或机械搅拌成均匀的乳液状 ,用喷枪或喷涂系统将脱模剂均
麦乐鸡炸油炸保护泥,相当于高温脱模剂,其外膜又薄又耐高温,以致 300℃炸鸡 块不烧糊,保持口感新鲜是采用了一种无毒的类聚二甲基硅氧烷的化学添加剂。同时与水 乳相融,消除了传统淀粉类面糊物皮厚,不均匀烧糊感。
新的一代脱模也正是取用上述类似物质水基高分子聚合物,形成保护膜薄+致密+耐 高温,消除传统含矿物油类脱模剂之油糊状之感,且大大提高隔热与成膜保护性,并具良 好水稀释倍率与相溶性。
新一代脱模剂(水基高分子聚合物型)评价新标准
• 脱模剂主要功能是 隔热和脱模 • 最看重的要求是 1.高温结膜性,2.高温隔热性,3.无残留性。
• 1. 脱模性能强 -即.高温结膜性--脱模剂(涂料)喷到高温模具上,水份快速蒸发后, 有效成份立刻形成致密薄膜,膜的致密牢固程度,体现在压射过种中耐高温、 耐冲刷, 有效阻止铝水与模具间的作用效果。
匀地喷涂到模具表面。
• 参考稀释比例 :
•
1。中、小型简单铸件稀释比例为1 :100~180;初试按 1 :120 .
•
2 。大型复杂铸件或深腔模铸件稀释比例为1 :80~100。
• 有益提示及储存事项:
• 新一代(水基高分子聚合物)脱模剂,不象老一代(含矿物油、二甲基硅油) 表面油糊糊感觉,表面均匀,稀释分散极快,且兑水倍率高。
细菌污染 (5)
润滑和离型膜的功能
成膜有影响的对性质可能产生的问题
离型剂的重要性质和功能 (1)
润湿和成膜能力
润滑和离型能力
硬层和堆积物的产生(BuildUp) 热重力的平衡
粘贴 – 喷涂 粗糙以及无承受力 内部和表面的孔隙 频繁的模具清洁和机器停顿
不可能进行进一步的表面处理 针和移动件易于磨损
最终的计量可能会产生的问题
表面活性剂 用于形成乳液, 保证离型剂的成膜能力
水 体系的“连续”相
(油/水)
离型效果由压铸厂的最终应用决定
润润滑和滑离和型膜离的型重要膜性的质 重要性质
稀释剂水的性质 (3)
压 铸 厂
稀释剂水的性质
稀释后离型剂的用量 (4)
(3)
的
影
响 稀稀释释后离后型离剂型的用剂量的(4用) 量 (4)
细菌污染 (5)
•
•
例如 铝合金的注入温度一般为680/720°C, 其中的部分为300 - 350°C. 模具内部的冷却循环(水循环)能保持模
具的大部分在循环使用的温度上(150/200°C), 但是在模具“表面”需要外部的热交换. 在C之间), 达到降温的效果, 并释放出离型剂的活性组分.
新一代(水基高分子聚合物)脱模剂 PK
老一代(含矿物油、二甲基硅油)脱模剂
RoDir - (罗迪亚)新一代离型剂
Rodir (罗迪亚) 系列有机硅脱模剂、助剂、有机硅涂料,是缘于蓝星集团 收购原全球著名企业法国罗迪亚公司有机硅项目,基于欧洲高性能原料及相关先 进技术,结合中国大陆的应用环境改进,而形成一系列品质稳定、性能突出、价 格适宜的标准产品。
稀释用水的影响
自来水中含有的Mg++ ,Ca++ 当水蒸发完后停留在模具表面, 存在形式为非常硬而难以剥 离的壳状立体堆积 。见下图(资料来源: Andreoni, Casè, Pomesano. (Lubrificazione della cavità dello stampo, EDIMET, 1996, p.64).
• 存放于阴凉干燥处,原液封闭态储存期为6个月。
(脱模)离型剂的功能
• 压铸生产部门中的标准循环过程:
1。输送用水稀释过的离型剂 2。用空气吹喷至模具表面 3。关上模具 4。注入熔汤 5。打开模具(在固化结束之后) 6。移走铸件 7。输送用水稀释过的离型剂
离型剂的三个主要功能
• 1. 冷却模具表面
• 2. 冷却效果好 -即高温隔热性,使用该脱模剂,模温如铝压铸可以恒定在260℃~ 290℃,缩短了工作周期,提高了生产效率 ;并极大程度降低了模具因冷热造成的应力 而产生的龟裂,延长了模具的使用寿命。
• 3 .无残留性- 即耐高温性能、润滑性能好 :成膜均匀,不堆积,铸件表面光亮而无色 斑,不影响脱模后的铸件的表面后处理,如喷柒/电镀(即为表面可涂)。
润滑和模具之间的关系: 润滑和脱模
过量
量不足
空气压力, 定位, 喷嘴的种 类和数量 – 喷嘴的距离
非常好的润滑性 在工件上产生斑点或者在模具表面上堆积
工件表面粗糙并有可能导致不合格 过度冷却
粘黏和喷涂痕迹 针孔裂纹和重压部分
模具过热 影响离型剂的成膜能力 (见下页, 资料来源: Andreoni,
Casè, Pomesano ed. Edimet)
• 2. “特殊层”的形成:
– - 减少熔汤注入过程中的可能发生产生的摩擦; – - 形成障碍以阻止熔汤和模具粘在一起 (敷金属); – - 使固化的铸件易于移走; – - 不在铸件上留下痕迹 (清晰, 有光泽的部件, 无气泡在铸件中); – - 在模具和/或板面上无堆积.
•
• 3. 避免后续加工问题
离型剂的最终稀释
- 2-
低浓度
在相对短的使用时间中, 降低润滑和 脱模性能, 会导致粘黏, 喷涂痕迹, 针 孔.
可能需要使用更多的产品以满足更好 冷却的要求.
高浓度
提高润滑和脱模性能
在相对长的使用时间中, 可能会产生: 斑点, 空隙, 铸件表面粗糙.
Mg2+,Ca 2+ 可能产生的问题
• 水的纯度直接关系稀释存放时间