C616型普通车床改造为经济型数控车床
c616数控改造总体设计及零件
时,停车退刀,记下此时的X,y,Z的值。
此时,液压前卡爪和液压后卡爪抱紧转子坯料不松开。
松开前端的四爪卡盘和尾座的三爪卡盘,液压前卡爪和液压后卡爪抱紧转子坯料与刀盘部分整体向右移动到位(见图3)。
特别要注意的是此时转子坯料与液压卡爪之间不能有任何的相对运动。
移动到位后的转子坯料已加工部分已从尾座的主轴孔内穿出,此时,在转子已加工部分三爪卡盘夹紧处,穿上一个带开口的薄壁套(薄壁套内径比已加工的转子外径大0.2~O.4ram),再用尾座上的三爪卡盘卡紧薄壁套把转子卡紧。
之后,用数控螺杆铣床床头箱上的四爪卡盘对转子进行找正并卡紧。
最后将记下的X,y,Z值输入面板控制盘内,就可开机继续加工。
这个过程我们叫做“接刀”。
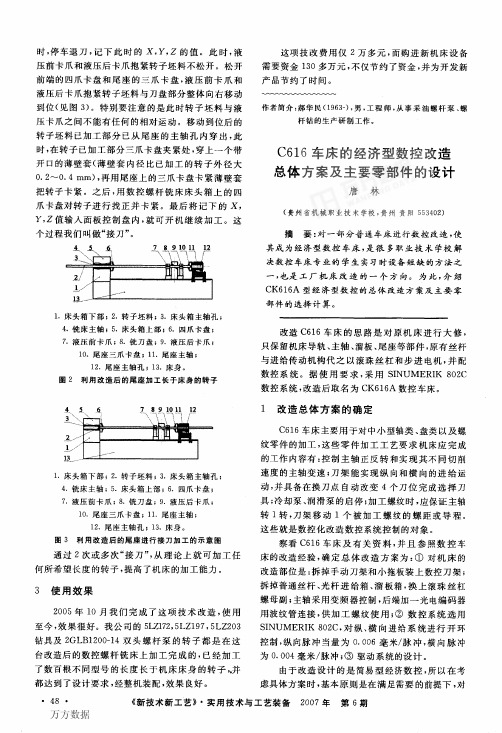
1.床头箱下部;2.转予坯料;3.床头箱主轴孔;4.铣床主轴;5.床头箱上部;6.四爪卡盘;7.液压前卡爪;8.铣刀盘;9.液压后卡爪;10.尾座三爪卡盘;11.尾座主轴;12.尾座主轴孑L;13.床身。
图2利用改造后的尾座加工长于床身的转子1.床头箱下部;2.转子坯料;3.床头箱主轴孔;4.铣床主轴;5.床头箱上部;6.四爪卡盘;7.液压前卡爪;8.铣刀盘;9.液压后卡爪;10.尾座三爪卡盘;1I.尾座主轴;12.尾座主轴孔;13.床身。
图3利用改造后的尾座进行接刀加工的示意图通过2次或多次“接刀”,从理论上就可加工任何所希望长度的转子,提高了机床的加工能力。
3使用效果2005年10月我们完成了这项技术改造,使用至今,效果很好。
我公司的5LZl72,5LZl97,5LZ203钻具及2GLBl200—14双头螺杆泵的转子都是在这台改造后的数控螺杆铣床上加工完成的,已经加工了数百根不同型号的长度长于机床床身的转子,.并都达到了设计要求,经整机装配,效果良好。
这项技改费用仅2万多元,而购进新机床设备需要资金130多万元,不仅节约了资金,并为开发新产品节约了时间。
作者简介:郝华民(1963一),男,工程师,从事采油螺杆泵、螺杆钻的生产研制工作。
C616型普通车床说明书
12机制对口课程设计:C616型普通车床目录序言--------------------------------------------------------------------------------------3 一、设计方案的确定-----------------------------------------------------------------4 (一)设计任务------------------------------------------------------------------------4 (二)总体设计方案的确定---------------------------------------------------------4 二、机械部分改造与设计------------------------------------------------------------4 (一)纵向进给系统的设计与计算------------------------------------------------4 (二)横向进给系统的设计与计算------------------------------------------------10 三、步进电机的选择------------------------------------------------------------------13 (一)步进电机选用的基本原则---------------------------------------------------13 (二)步进电机的选择---------------------------------------------------------------14四、机床导轨改造---------------------------------------------------------------------15五、自动转位刀架的选用------------------------------------------------------------16六、经济型数控机床改造时数控系统的选用------------------------------------17七、典型零件的工艺设计及应用程序的编制------------------------------------18 (一)工艺分析------------------------------------------------------------------------18 (二)工作坐标系的设定------------------------------------------------------------19 (三)手动钻孔------------------------------------------------------------------------19 (四)编制加工程序------------------------------------------------------------------19 小结---------------------------------------------------------------------------------------21一、设计方案的确定C616型车床是一种加工效率高,操作性能好,社会拥有量大的普通车床。
C616型普通车床改造为经济型数控车床

一、设计任务设计题目C616型普通车床改造为经济型数控车床。
1.1 设计要求由于是对原有机床进行经济型数控机床改造,因而在考虑具体方案时,基本原则是在满足使用要求的前提下,降低成本。
根据C616车床有关资料,确定总体方案。
采用控制器进行控制,控制选择电机的输出经齿轮减速后,带动滚珠丝杆转动,从而实现纵向、横向进给运动。
图1 C616车床1.2 主要设计参数及技术指标主要设计参数及技术指标如下。
机械部分:工作台重量:W=960N时间常数:T=30ms=9mm滚珠丝杆基本导程:L行程:X=660mm Y=320mm=5μm/step脉冲当量:δp步进角:a=0.850/step步进电机通电方式:四相八拍快速进给速度:Vmax=2m/min控制部分:采用单片机轨迹控制采用数字积分法(DDA)步进电机的控制二、总体方案设计2.1 数控系统运动控制方式的确定按照完成的加工制造任务,数控系统可分为点控制系统、点位直线控制系统和连续控制系统。
于由要求C616车床能加工复杂轮廓零件,所以数控系统应该设计成连续路径控制型。
2.2 伺服进给系统的选择数控机床的伺服进给系统有开环、闭环之分。
因为开环控制具有结构简单、设计制造容易、控制精度较好、容易调试、价格便宜、使用维修方便等优点。
所以,本设计决定采用开环控制系统。
图2 开环控制系统2.3 控制器的选择由于C616普通数控机床经数控化改造后,实现控制性能的要求的控制算法不是很复杂。
所以以MCS-51系列的8位单片机作为控制器,外扩存储器、D/A转换器、I/O接口电路、键盘、显示器等组成改造后机床的控制系统。
2.4 进给传动机构纵向进给机构的改造:拆去原有机床的溜板箱、光杠、丝杠以及安装机座,选用摩擦力小、传动效率和传动精度高的滚珠丝杠副,且由步进电机驱动。
横向进给也是换以步进电机驱动的滚珠丝杠副。
2.5 主传动系统保留主传动系统,即保留原有的主传动机构和变速操纵机构。
C6136A型数控车床的改造
毕业设计说明书Biyeshejishuomingshu地市:准考证号:姓名:高等教育自学考试毕业设计任务书一、题目C6136A型数控车床的改造二、本环节自2011 年3月8日起至2011年6月25日止三、进行地点:xxx工业贸易职业学院四、内容要求:(1) C6136A型普通车床的改造成经济型数控机床总体设计方案,经济型数控机床进给伺服系统机械部分计算及校核,脉冲当量的选择,切削刀的计算,滚珠丝扣螺母的设计,计算及造型,进给伺服系统的传动计算,步进电动机的造型。
(2)绘制相关机构原理图,三张A0图纸(3)设计说明书一份。
指导教师:批准日期:河南省高等教育自学考试C6136A型数控车床的改造摘要本毕业设计说明说包括:C6136A数控车床的总体设计方案的拟定,伺服系统的计算及校核。
采用8031为cpu的控制系统对信号进行处理,有I/O接口输出步进脉冲,经以及齿轮传动减速后,带动滚珠丝杠转动,从而实现纵向,横向的进给运动。
关键词数控车床改造,伺服系统,滚珠丝杠,步进电机,单片机ABSTRACT:The Graduuation Progect Manual ,including:C6136A CNC lathedesign programming .we adopt control system which has 8031 as cpu to copewi th the signal and output the step pulse through I10interface .After transmitting and slowing down. By force lgear, the step pulses drive the leading sckew to roll. Thus achieve the vertical movenment and the crosswise movement.KEY WORD:Mumerical comtraltransforma,Servo system,Ball screw ,stepping motor,Single---chip目录第一章 C6136A型普通车床改造成经济型数控车床总体设计方案拟定 (6)第一节总体方案的设计内容 (6)一、系统运动方式的确定 (6)二、伺服系统的选择 (7)三、执行机构传动方式的确定 (7)四、计算机的选择 (7)第二节总体方案设计的应用举例 (8)一、设计任务 (8)二、总体方案确定 (9)三、机械传动方式 (10)第二章经济型数控机床进给伺服系统驱动的开环控制系统 (11)第一节脉冲当量的选择 (11)第二节计算切削力 (12)一、总车外圆 (12)第三节滚珠丝杠螺母副的设计,计算及选型 (13)(一)纵向进丝杠 (13)(二)横向进丝杠 (16)(三)滚珠丝杠螺母副的几何计算 (16)第四节滚动导轨的计算机选型 (17)一选择滚动导轨的结构形式 (17)二、滚动导轨预紧方式的确定 (18)三滚动导轨几何参数的确定 (18)第六节步进电机的计算及选型 (19)1初选步进电机 (19)2.校核步进电机转矩 (20)3校核步进电机起动矩频特性和运行矩特性。
C616卧式车床的数控化改造

C616卧式车床的数控化改造北满基地对C616卧式车床进行了数控化改造。
改造后与普通机床相比,数控机床可以实现生产柔性化,降低劳动强度,提高生产效率和加工精度。
车床改造必须有针对性。
考虑加工工件的批量数,中小批量产品是否经常改型,工件加工表面精度的要求,复杂程度,有哪些主要特点。
结合经济性分析,再制订出改造方案。
在对卧式车床进行数控改造时应考虑下面一些问题。
1 数控伺服系统的选择伺服系统是指以机床移动部件的位置和速度为控制量的自动控制系统。
在数控机床中,伺服系统是数控装置和机床的联系环节,是数控系统的重要组成部分之一。
它的作用是把来自数控装置中插补器的指令脉冲或计算机插补软件生成的指令脉冲,经变换和放大后,转换为机床移动部件的精度和速度等指标,往往主要取决于伺服系统。
我国当前经济型数控系统主要有以下三种类型。
一是步进电机拖动的开环系统;二是闭环伺服系统;三是直流伺服电机拖动,编码器反馈的半闭环数控系统。
三种类型中,第一种控制方式易改装成功,在没有改装经验的情况下,最好以开环系统为首选。
2 主机改造中主要机件改装探讨一台新的数控机床,在设计上要达到:有高的静、动态刚度;运动副之间的摩擦系数小、传动无间隙、功率大、便于操作和维护。
机床数控改造时应尽量达到上述要求。
不能认为将数控装置与普通机床连接在一起就达到了数控机床的要求,还应对主要部件进行相应的改造,使其达到一定的设计要求才能获得预期的改造目的。
2.1 滑动导轨副对数控车床来说,导轨除应具有卧式车床导向精度和工艺性外,还要有良好的耐摩擦、磨损特性,并减少因摩擦阻力而致死区。
同时要有足够的刚度,以减少导轨变形对加工精度的影响,要有合理的导轨防护和润滑。
一般机床导轨材料多为瑚200灰口铸铁,机床改造时可在原床鞍下滑面经机械加工后贴一层聚四氟乙烯软带,聚四氟乙烯软带与铸铁配合时,有良好的减磨性能,可有效地防止机床爬行。
此外,床鞍与床身、中滑板与小滑板应接触均匀,接触面不应少于70%,接触点数不应少于10点/cm2,应严格按标准检查。
CA6136普通车床数控改造设计
CA6136普通车床数控改造设计【摘要】目前在一些企业还存在普通车床加工情况,我公司也有一定数量的CA6136普通车床,这些普通机床加工出来的产品普遍存在质量差、品种少、档次低、成本高、供货期长,更主要的是不易形成批量化生产,从而在市场上缺乏竞争力,直接影响一个企业的产品、市场、效益,影响企业的生存和发展,所以必须大力提高机床的数控化率。
同样机床数控化改造的市场也还有很大的发展空间,本文以普通车床CA6136的数控改造为例,介绍了普通车床数控改造的方法。
【关键词】车床CA6136;数控改造;设计我公司有数台CA6136普通车床,曾在生产加工中起作一定的作用,能进行基本的机械零件的加工,但在使用时发现其存在一定的问题,如加工的产品品种少、档次低、质量差,更多是不易形成快速批量化生产,从而提高了制造成本,增加了供货时间,影响了企业的生产经营。
车床作为机械制造业的重要基础设备,它的发展一直引起人们的关注,由于计算机技术的兴起,导致了应用数字化技术进行柔性自动化控制的新一代机床即数控机床广泛应用,它克服了普通机床存在的缺点,为机械加工工艺过程自动化批量化生产的提供了较为理想的手段。
因此人们对传统的机床传动及结构的数控设计改造也有现实的需求。
下面就是对普通车床的数控改造方法进行设计。
一、数控机床改造的步骤1、调研及系统选型?:改造前必须对机床的结构、性能、运行状态、现有加工精度、特殊功能以及用户对系统改造后要求达到的性能进行详细了解。
数控系统主要由控制、驱动和测量系统3部分组成。
究竟是整体改造还是局部改造取决于上述3大系统的状况以及用户的经费。
系统的选型与配置需综合考虑机床状况、用户对功能的要求、改造经费及各种数控系统的特点。
系统配置时,需对电缆长度、电机扭矩及额定转速、主轴功率、系统安装空间等细节予以充分考虑。
2、设计准备阶段:准备阶段的工作包括改造部分电路设计、控制程序编制及技术培训。
电路设计主要是设计新系统硬件与非改造部分的接口,然后根据加工时机床动作的控制逻辑,对PLC进行编程,确保机床动作正确并实现最佳控制,在可能的条件下进行实验室模拟。
c616车床数控化改造----进给系统改造毕业设计(论文)[管理资料]
![c616车床数控化改造----进给系统改造毕业设计(论文)[管理资料]](https://img.taocdn.com/s3/m/cc5998a3f01dc281e43af076.png)
C616车床数控化改造----进给系统改造摘要本设计是将普通车床的进给系统改造为数控车床进给系统,通过对数控技术的了解,设计出来了对普通车床进给系统改造的总体方案。
通过对进给系统滚珠丝杠的设计计算以及齿轮及转矩的设计计算,从而完成了数控改造的传动装置的设计及其计算。
然后又介绍了滚珠丝杠副的轴向间隙、滚珠丝杠副的安装结构、支承结构、进给系统传动齿轮间隙的消除、采用减速箱的目的及注意事项、减少或消除空程的必要性和方法,通过这些介绍能了解滚珠丝杠副轴向间隙的调整和预紧方法。
,。
,。
在对滚珠丝杠的设计计算中得出,。
通过对齿轮的有关计算,,。
在使用改造后的车床中,一定要注意所用切削力和最大负载,超出后会大大降低车床使用寿命。
普通机床的数控化改造事业方兴未艾,在我国目前形式下将大批故障机床尤其是一大批闲置的普通机床进行改造、升级,以较小的投入尽快使这批设备在经济发展中发挥效能、创造效益,的确是许多企业的一项不可忽视的课题。
随着生产技术的不断改造,不断发展与产品的不断更新,机器制造厂里的许多金属切削机床中有部分已不能满足生产率和加工精度的要求,因此需要不断地更新,此次对原有的C616机床进行技术改造,其本质是采用数控机床对传统产业进行技术改造,赶上或超过先进国家。
关键词: C616车床横向进给系统纵向进给系统数控化改造齿轮及转距目录第一章绪论 (1) (1) (1) (1) (3) (3) (4) (4) (5)第二章 C616普通车床数控改造的总体方案 (6) (6) (6)第三章数改C616车床传动装置设计 (8) (8)、特点及类型 (8) (9) (11) (11) (13) (16) (18) (19) (19) (20)第四章滚珠丝杠副轴向间隙的调整和预紧方法 (23) (23) (24) (24)进给系统传动齿轮间隙的消除 (25) (25) (25)第五章结论 (27)参考文献 (28)谢辞........................................... 错误!未定义书签。
机电一体化C616车床纵轴数控化改造课程设计
课程设计设计题目:C616型普通车床改造为经济型数控车床学校:河北联合大学轻工学院专业:机械设计制造及其自动化班级:姓名:学号:指导老师:王丰玄兆燕完成时间:2011.01.11序言面对日趋激烈的竞争形势,企业只有不断开发适销对路的新产品,才能保持其旺盛的生命力,而与有高精密,柔性化,高效率的特点的现代自动化制造系统是企业开发和创新产品的保证。
我国是一个工业化相对落后的地区,虽拥有大量的机械加工设备,但不能适应制造业多品种、小批量的生产方式。
所以,加工中心数控系统等加工设备为大多数制造商所亲睐,但不菲的价格成为企业创新的瓶颈。
目前最经济的方法就是对我国现有车床进行数控改造,这样不但会大大改变现状而且成本低,而且周期短有利于加工工业的发展。
设计题目:用微机数控系统改造C616车床设计内容:1、设计采用步进电机伺服机构的开环机床数控系统,控制对象为机床进给系统的x、z向工作台。
2、总体方案包括机械、电机、微机部分的选择与设计。
3、对纵向进给系统进行机械结构设计并画出纵向进给系统装配图。
4、设计一个步进电机驱动电路包括环形分配器的选择、设计、光电耦合器和功放电路的设计及其与微机的接口电路,画出驱动电路图。
5、软件设计。
机床改造结构示意图机械设计部分一、机电一体化对机械部分的要求:1、低摩擦导轨(滚动摩擦)精密丝杠(滚珠丝杠)。
2、无传动间隙(用丝杠螺母副消除间隙)。
3、高刚度4、高谐振频率5、地惯性(以提高稳定性和响应特性)。
二、设计已知条件: 1:、工作台重量W=800N 2、起重动加速时间T=50ms 3、脉冲当量δ=0.01mm/step 4、快速进给速度Vmax=2m/min 5、工作台行程L=640mm. 6、滚珠丝杠基本导程l=6mm 7、步进电机步距角α=0.75°/step三、机械设计计算: (1)切削计算由〈〈机床设计手册〉〉可知,切削功率Nc=NηK式中 N--电机功率,查机床说明书,N=4KW ;η--主传动系统总效率,一般为0.7~0.85取η=0.75; K--进给系统功率系数,取为K=0.96。
单片机控制的数控车床改造毕业设计论文
摘要随着数控技术的飞速发展,机械制造业的生产方式、产品结构、发生了深刻的变化。
在我国数控机床的发展过程中,MCS-51系列单片机在数控技术领域中得到广泛应用,经济型数控系统大多采用MCS-51系列单片机。
本文在分析了数控车床的特点和应该具备的功能后,确定将普通机床改造成经济型数控机床,对C616车床进行了具体的分析改造,普通车床(C616)的数控改造设计内容包括:总体方案的确定和验证、机械改造部分的设计计算(包括纵向、横向进给系统的设计与计算)、主运动自动变速原理及改造后的机床传动系统图的设计、机床调速电动机控制电路的设计、电磁离合器的设计计算。
此次毕业设计中,我熟悉了机电一体化设计的基本过程,并把各门所学的知识融会贯通形成一个有机的整体,为以后的设计工作打下了良好的基础,同时我也深深的体会到了不足之处,我一定会在今后的工作中不断学习,不断实践。
关键词:数字控制,单片机系统,数控车床ABSTRACTWith the development of NC, there have been many changes in mechanical industry, such as producing method and struture of product. MCS-51 single microcomputers have been used widely in NC, especially in ecomical NC equipments in china.Based on MCS-51 single microcomputers, the NC lathe training equipment is designed with less money for the professional NC courses.After analyzing the feature of NC lathe and defining the functions of training equipment, Make sure to ordinary machine tools into economic numerical control machine tools,Ordinary lathe (C616) numerical control transformation design contents include: overall scheme determined and validation of the mechanical design and calculation of the transformation part (including longitudinal horizontal feeding system design and calculation) automatic transmission principle and main movement after reforming machine drive system of the machine speed motor design diagram control circuit design of design and calculation of the electromagnetic clutchIn this graduation design, I acquainted with the machine electricity integral whole to turn the basic process of design, and integrate the knowledge that each one learn to become an organic whole, for later design work to lay a good foundation, I also realized the place of the shortage deeply at the same time, I will keep learning and practicing constantly in futureKey words: traininge quipment, numeric control, single microcomputer,system第1章绪论数字控制(numerical control——NC)简称数控,是指用数字、文字和符号组成的数字指令来实现一台或多台机械设备动作控制的一种自动化技术。
c616普通车床的数控改造横向进给系统的设计_大学论文
1前言1.1数控技术与数控机床1.1.1数字控制与数控技术数字控制(Numerical Control NC)是一种借助数字、字符或其它符号对某一工作过程(如加工、测量、装配等)进行可编程控制的自动化方法]1[。
数控技术(Numerical Control Technology)采用数字控制的方法对某一工作过程实现自动控制的技术。
数控机床(Numerical Control Machine Tools)是采用数字控制技术对机床的加工过程进行自动控制的一类机床。
数控系统(Numerical Control System)实现数字控制的装置。
计算机数控系统(Computer Numerical Control CNC)以计算机为核心的数控系统。
数控化技术就是以数字程序的形式实现控制的一门技术,它是随着电子计算机的发展而发展起来的,综合了各个技术领域里的新成就,具有广泛的通用性,是高自动化程度的工业自动控制技术。
现代数控技术所涉及到的技术领域、学科很多,范围较广,需要信息技术来解决问题。
计算机在数控技术方面的应用,出现于70年代,突出的应用产品就是CNC。
计算机数控技术多以通用的小型或微型计算机为核心,再增加适当的接口电路及外围设备,来代替NC数控柜中的专用电子计算装置。
计算机数控系统不仅比原来的NC数控系统使用范围广、功能全,而且还有相当大的通用性,改善了对机床操作的控制。
计算机数控系统具有以下特点:灵活性强,这是CNC系统的突出特点,对于传统的NC 系统,一旦提供了某些控制,就不能改变,除非改变相应的硬件。
而对于CNC系统,硬件是通用的、标准化的,对于各种不同的机床进行控制的要求,只需改变相应的控制程序即可,不必制造新的硬件;通用性好;可靠性高,在CNC系统中,加工程序常常是一次送入计算机存储器内,避免了在加工过程中由于纸带输入机的故障而产生的停机现象,由于许多功能均由软件实现,硬件系统所需元器件数目大为减少,整个系统的可靠性大大改善,特别是随着大规模集成电路和超大规模集成电路的采用,系统的可靠性大为提高;易于实现多功能、高复杂程度的控制,由于计算机有丰富的指令系统,能高速的进行复杂的计算,所以实现多功能高复杂程度控制比用硬件系统方便的多;使用维修方便;具有通信功能。
普通车床(C616)改装成经济型数控车床

1数控系统向开放式体系结构发展 (8)2数控系统向软数控方向发展 (8)一、题目: 普通车床(C616)改装成经济型数控车床二、指导思想和目的要求:毕业设计是培养我们理论联系实际,解决生产实际问题能力的重要步骤,它系统的检验了我们是否是合格的毕业生。
它通过对机床数控系统设计总体方案的拟定,进给伺服系统机械部分结构设计、计算控制系统硬件电路的设计以及数控机床加工程序的编制,使我们综合运用所学的机械、电子和微机的知识,进行一次机电结合的全面训练,从而培养了我们具有加工编程能力,初步设计计算的能力以及分析和处理生产中所遇到的机电方面技术问题的能力。
三、主要技术指标采用数控装置和伺服装置,对C616车床进行数控化改造。
要求能进行车削数控加工,达到或超过原车削加工性能。
数控装置、伺服装置选择合理,控制系统设计简单可靠,保护措施完备。
四、进度和要求五、主要参考书及参考资料张新义《经济型数控机床设计》机械工业出版社余英良《机床数控改造设计与实例》机械工业出版社何铭新《机械制图》高等教育出版社徐灏《机械设计手册》第2版第4卷机械工艺出版社周鹏翔《工程制图》第二版高等教育出版社唐增宝《机械设计课程设计》(修订版)华中理工大学出版社雷晓玲《综合作业指导书》机械工艺出版社王玉琳《发展经济型数控系统的必要性》高等教育出版社赵长德《微机原理与接口技术》中国科学技术出版社林俊《机床数控系统课程》中国科学技术出版社2目录摘要-------------------------------------------------------------------------------------3第一章、课题研究意义及目的-------------------------------------------------------------4 (一)数控机床与数控技术----------------------------------------------------------------7(二)设计方案的目的及应用-------------------------------------------------------------8第二章、机械部分的改造与设计-------------------------------------------------------------9 (一)数控系统硬件电路设计---------------------------------------------------------------12 (二)纵向进给系统的设计与计算----------------------------------------------------12(三)横向进给系统的设计与计算------------------------------------------------------15第三章、步进电机的选择---------------------------------------------------------------------23 (一)步进电机选用的基本原则------------------------------------------------------------23(二)步进电机的选择------------------------------------------------------------------------25第四章、机床导轨改造------------------------------------------------26第五章、自动转位刀架的选用------------------------------------------27第六章、经济型数控机床改造时数控系统的选用--------------------------28 第七章、典型零件的工艺设计及应用程序的编制--------------------------29 (一)工艺分析---------------------------------------------------------------------------------30(二)工作坐标系的设定---------------------------------------------------------------------30(三)手动钻孔---------------------------------------------------------------------------------31(四)编制加工程序---------------------------------------------------------------------------3小结---------------------------------------------------------------------------------------------33致谢--------------------------------------------------------------------------------------------34参考文献----------------------------------------------------------------------------------------34附件------------------------------------------------------------------------------------------------13摘要经济型数控车床是指价格低廉、操作使用方便,适合我国国情的装有简易数控系统的高效自动化车床。
机床C616型普通车床改造为经济型数控车床
1 概论1.1 数控系统发展简史1946年诞生了世界上第一台电子计算机,这表明人类创造了可增强和部分代替脑力劳动的工具。
它与人类在农业、工业社会中创造的那些只是增强体力劳动的工具相比,起了质的飞跃,为人类进入信息社会奠定了基础。
6年后,即在1952年,计算机技术应用到了机床上,在美国诞生了第一台数控机床。
从此,传统机床产生了质的变化。
近半个世纪以来,数控系统经历了两个阶段和六代的发展。
1.2国内数控机床状况分析1.2.1国内数控机床现状近年来我国企业的数控机床占有率逐年上升,在大中企业已有较多的使用,在中小企业甚至个体企业中也普遍开始使用。
在这些数控机床中,除少量机床以FMS模式集成使用外,大都处于单机运行状态,并且相当部分处于使用效率不高,管理方式落后的状态。
2001年,我国机床工业产值已进入世界第5名,机床消费额在世界排名上升到第3位,达47.39亿美元,仅次于美国的53.67亿美元,消费额比上一年增长25%。
但由于国产数控机床不能满足市场的需求,使我国机床的进口额呈逐年上升态势,2001年进口机床跃升至世界第2位,达24.06亿美元,比上年增长27.3%。
近年来我国出口额增幅较大的数控机床有数控车床、数控磨床、数控特种加工机床、数控剪板机、数控成形折弯机、数控压铸机等,普通机床有钻床、锯床、插床、拉床、组合机床、液压压力机、木工机床等。
出口的数控机床品种以中低档为主。
1.2.2 国内数控机床的特点:(1) 新产品开发有了很大突破,技术含量高的产品占据主导地位。
(2) 数控机床产量大幅度增长,数控化率显著提高。
2001年国内数控金切机床产量已达1.8万台,比上年增长28.5%。
金切机床行业产值数控化率从2000年的17.4%提高到2001年的22.7%。
(3) 数控机床发展的关键配套产品有了突破。
1.3 数控系统的发展趋势1.3.1继续向开放式、基于PC的第六代方向发展基于PC所具有的开放性、低成本、高可靠性、软硬件资源丰富等特点,更多的数控系统生产厂家会走上这条道路。
C616型普通车床说明书
12机制对口课程设计:C616型普通车床目录序言--------------------------------------------------------------------------------------3 一、设计方案的确定-----------------------------------------------------------------4 (一)设计任务------------------------------------------------------------------------4 (二)总体设计方案的确定---------------------------------------------------------4 二、机械部分改造与设计------------------------------------------------------------4 (一)纵向进给系统的设计与计算------------------------------------------------4 (二)横向进给系统的设计与计算------------------------------------------------10 三、步进电机的选择------------------------------------------------------------------13 (一)步进电机选用的基本原则---------------------------------------------------13 (二)步进电机的选择---------------------------------------------------------------14四、机床导轨改造---------------------------------------------------------------------15五、自动转位刀架的选用------------------------------------------------------------16六、经济型数控机床改造时数控系统的选用------------------------------------17七、典型零件的工艺设计及应用程序的编制------------------------------------18 (一)工艺分析------------------------------------------------------------------------18 (二)工作坐标系的设定------------------------------------------------------------19 (三)手动钻孔------------------------------------------------------------------------19 (四)编制加工程序------------------------------------------------------------------19 小结---------------------------------------------------------------------------------------21一、设计方案的确定C616型车床是一种加工效率高,操作性能好,社会拥有量大的普通车床。
机械制造毕业设计题目

机械制造毕业设计题目机械专业毕业设计题目「汇总」以下是关于机械设计制造及其自动机专业毕业设计题目大全。
希望能够帮到大家!基于数控专业毕业设计1.C616型普通车床改为经济型数控机床.2.CA6140型车床的经济型数控改造设计(横向)3.CA6140经济型数控车床纵向进给系统设计及进给系统的润滑设计3.c6150普通机床的自动化改造4.C620普通车床进行数控改造5.CA6150车床横向进给改造的设计6.CA6150车床主轴箱设计7.CJK6256B简易数控车床的的设计8.XKA5032AC数控立式升降台铣床自动换刀装置(刀库式)设计9.数控铣高级工零件工艺设计及程序编制10.共轭凸轮的设计制造(CADCAM)及工艺11.行星架的数控加工与选用12.空压机吸气阀盖头加工工艺编程及夹具13.300X400数控激光切割机设计14.数控机床位置精度的检测及补偿15.数控机床位置精度及标准16.数控铣床工作台仿真实验系统的开发(零件的加工工艺及夹具设计课题17-42)17.杠杆工艺和工装设计18.活塞的机械加工工艺,典型夹具及其CAD设计19.过桥齿轮轴机械加工工艺规程20.FA311A一三排罗拉支架加工工艺设计。
21.CA6140车床后托架加工工艺及夹具设计31001-后托架22.WHX112减速机壳加工工艺及夹具设计23.WH212减速机壳体加工工艺及夹具设计24.CA6140拔叉零件的加工工艺及夹具的设计25.拖拉机拔叉零件的加工工艺及夹具的设计26.拨叉80-08的加工工艺及夹具设计27.拨叉(12-07-05)加工工艺及夹具设计28.CA6140拨叉81002-8100529.变速器换档叉的工艺过程及装备设计30.差速器壳体工艺及镗工装设计31.T350搅拌机工艺工装设计32.29323联轴器的加工33.后钢板弹簧吊耳加工工艺及夹具设计34.连杆孔加工工艺与夹具设计35.连杆体的机械加工工艺规程的编制36.锡林右轴承座组件工艺及夹具设计37.内齿圈成组数控加工工艺及其钻床夹具设计38.基于Mastercam的收音机上壳的模具设计与加工39.溜板工艺极其挂架式双引导镗床夹具40.3L-108空气压缩机曲轴零件的机械加工工艺及夹具设计41.挂轮架轴工艺过程及工装设计42.道奇T110总泵缸加工机械机电设计类及PLC控制类课题43-12043.A272F系列高速并条机车头箱设计44.A272F系列高速并条机车尾箱设计。
机械毕业综合实践题目
机械毕业综合实践题目基于数控专业毕业设计1、C616型普通车床改为经济型数控机床2、CA6140型车床的经济型数控改造设计(横向)3、CA6140经济型数控车床纵向进给系统设计及进给系统的润滑设计3、c6150普通机床的自动化改造4、C620普通车床进行数控改造5、CA6150车床横向进给改造的设计6、CA6150车床主轴箱设计7、CJK6256B简易数控车床的的设计8、KA5032AC数控立式升降台铣床自动换刀装置(刀库式)设计9、数控铣高级工零件工艺设计及程序编制10、共轭凸轮的设计制造(CADCAM)及工艺11、行星架的数控加工与选用12、空压机吸气阀盖头加工工艺编程及夹具13、300400数控激光切割机设计14、数控机床位置精度的检测及补偿15、数控机床位置精度及标准16、数控铣床工作台仿真实验系统的开发(零件的加工工艺及夹具设计课题17—42)17、杠杆工艺和工装设计18、活塞的机械加工工艺,典型夹具及其CAD设计19、过桥齿轮轴机械加工工艺规程20、FA311A一三排罗拉支架加工工艺设计21、CA6140车床后托架加工工艺及夹具设计31001—后托架22、WH112减速机壳加工工艺及夹具设计23、WH212减速机壳体加工工艺及夹具设计24、CA6140拔叉零件的加工工艺及夹具的设计25、拖拉机拔叉零件的加工工艺及夹具的设计26、拨叉80—08的加工工艺及夹具设计27、拨叉(12—07—05)加工工艺及夹具设计28、CA6140拨叉81002—8100529、变速器换档叉的工艺过程及装备设计30、差速器壳体工艺及镗工装设计31、T350搅拌机工艺工装设计32、29323联轴器的加工33、后钢板弹簧吊耳加工工艺及夹具设计34、连杆孔加工工艺与夹具设计35、连杆体的机械加工工艺规程的编制36、锡林右轴承座组件工艺及夹具设计37、内齿圈成组数控加工工艺及其钻床夹具设计38、基于Matercam的收音机上壳的模具设计与加工39、溜板工艺极其挂架式双引导镗床夹具40、3L—108空气压缩机曲轴零件的机械加工工艺及夹具设计41、挂轮架轴工艺过程及工装设计42、道奇T110总泵缸加工机械机电设计类及PLC控制类课题43—12043、A272F系列高速并条机车头箱设计44、A272F系列高速并条机车尾箱设计45、一级圆柱齿轮减速器46、二级圆柱齿轮减速器二级直齿圆锥齿轮减速器47、同轴式二级圆柱齿轮减速器的设计48、环面蜗轮蜗杆减速器49、自动洗衣机行星齿轮减速器的设计50、带式输送机传动装置设计51、轧钢机减速器的设计52、Z32K型摇臂钻床变速箱的改进设计53、无轴承电机的结构设计54、AWC机架现场扩孔机设计55、普通钻床改造为多轴钻床56、钻床的自动化改造及进给系统设计57、铣床夹具设计58、粗镗活塞销孔专用机床及夹具设计59、车床改装成车削平面体的专用机床设计60、去毛刺专用机床电气系统控制设计(plc)61、轴向柱塞泵设计62、四轴头多工位同步钻床设计63、钻孔组合机床设计64、攻丝组合机床设计及夹具设计65、全液压升降机设计66、万能外圆磨床液压传动系统设计67、双铰接剪叉式液压升降台的设计68、半自动液压专用铣床液压系统的设计69、掩护式液压支架70、刮板式流量计设计71、封闭式液压阻尼器设计72、YZ90机油冷却器气密性能自动测试台的设计73、液压上料机械手74、液压卷花机的设计75、多层次金属密封蝶阀76、茶树重修剪机的开发研究77、燃油喷射装置78、药品包装机79、旋转门的设计80、钢筋弯曲机设计及其运动过程虚拟81、新KS型单级单吸离心泵的设计82、管套压装专机设计83、生产线上运输升降机的自动化设计(PLC)84、多用途气动机器人结构设计85、机油冷却器自动装备线压紧工位装备设计86、搅拌器的设计87、精密播种机88、马铃薯收获机89、马铃薯播种机90、插秧机系统设计91、ZL15型轮式装载机92、十二孔钻削组合机床93、运载机器人的设计制作94、凸轮轴加工自动线机械手95、弧齿圆锥齿轮结构设计96、给喷油泵下体零件设计组合机床97、中直缝焊接机设计98、步进梁式再加热炉设计99、立轴的工艺系统设计100、法兰盘加工的回转工作台设计101、SFY—B—2锤片粉碎机设计102、HFJ6351D型汽车工具箱盖103、CG2—150型仿型切割机104、矿车轮对拆卸机设计105、滚筒采煤机截割部的设计106、搬运机械手控制系统的设计107、多功能传动试验台的设计与CAD108、单片机控制的两坐标工作台的结构和插补程序设计109、钢珠式减振器在铣床模型机上的减振实验研究110、卧式铣床主轴悬臂梁系统振动减振问题的模拟实验研究111、FS80双出风口笼形转子选粉机112、Φ1200熟料圆锥式破碎机113、内循环式烘干机总体及卸料装置设计114、新型组合式选粉机总体及分级部分设计115、螺旋管状面筋机总体及坯片导出装置设计116、五轴激光三维化测量系统设计117、谐波齿轮机构的设计118、高剪切均质机119、高压均质机传动端的设计及运动仿真120、WE67K—5004000液压板料折弯机基于模具设计毕业设计121、PP(聚丙烯共聚物)直弯管的设计,122、离合器板精冲成形模具设计123、汽车输油管的模具设计124、台灯灯座注塑模的`设计与制造125、年产60吨均苯四酸二酐装置设计(精制部分)126、线圈架塑料模设计127、塑料拉手注塑模具设计(三维造型,P、E)128、心型台灯塑料注塑模具毕业设计129、直岗拉卡水电站电气一次及发电机继电保护设计130、注塑模具毕业设计(闹钟后盖的设计)131、旋纽模具的设计132、油封骨架冲压模具133、订书机外壳注射模设计(三维造型,P、E)134、DVD遥控器前盖塑料模设计(三维造型,P、E)136、JLY3809机立窑(总体及传动部件)设计137、Q3110滚筒式抛丸清理机的设计(总装、滚筒及传动机构设计)138、SF500100打散分级机总体及机架设计140、柴油机齿轮室盖钻镗专机总体及主轴箱设计141、700涡旋式选粉机(转子部件)设计142、700涡旋式选粉机(壳体及传动部件)设计143、基于ProE二次开发的端盖参数化模型的实现144、基于ProE的弹簧模型库二次开发145、基于ProE的齿轮模型库二次开发(模具设计类课题146—171)146、微电机转子冲片(冲压模具)147、大油壶盖注塑模具设计148、低压包注射模具设计149、调焦导向盘侧向冲孔模设计150、开关座注射模具设计151、接线端子板冲孔、落料、压弯复合模设计152、尼龙66座模具设计153、前盖注塑模设计154、绕线架注塑模设计155、刷座注塑模设计156、特殊结构注塑模具设计157、桶盖注射模设计158、微电机定子硅钢片落料、冲槽复合模设计159、下端盖切口弯曲模设计160、压簧级进自动模设计161、支架冲孔、压弯、切断连续模设计162、制动器轴端外壳落料拉深复合模设计163、轴封端盖落料,冲孔,拉深,翻边复合模设计164、模具—Φ146、6药瓶注塑模设计165、模具—冰箱调温按钮塑模设计166、模具—电机炭刷架冷冲压模具设计167、喷嘴衬卷模具168、手提式塑料篮注塑模具设计169、录音机放音键冲压模及排样优化170、塑料水杯模具的研制171、洗发水瓶盖注塑模具设计机械设计类毕业设计172、T6113镗床电气控制系统的设计173、机电一体化—连杆平行度测量仪174、设计—棒料切割机175、设计—外圆磨床设计176、长途客车乘客门及舱门设计177、乘客电梯的PLC控制178、出租车计价器系统设计179、电动自行车调速系统的设计180、金属粉末成型液压机PLC设计181、J047四层楼电梯自动控制系统的设计182、Z3013031型钻床控制系统的PLC改造183、接机平台、苗木输送系统的设计及总装图184、康复机器人的系统设计185、套类零件自动上下料机构设计186、1G—100型水旱两用旋耕机设计187、设计—工程钻机的设计188、CA6136车床手柄座工艺及夹具设计189、空气压缩机V带校核和噪声处理设计190、CA6140车床主轴箱的设计191、YDY1000螺旋压滤机原理方案及结构设计192、咖啡粉枕式包装机总体设计及计量装置设计193、空心铆钉机总体及送料系统设计194、气缸体双工位专用钻床总体及左主轴箱设计195、CA6140拨叉831004196、CA6140拨叉831005197、CA6140车床拨叉831003198、拔叉84009夹具设计与工序设计199、拨叉831002毕业设计200、螺纹套管密封试压装置设计201、53K立式数控铣床纵向进给改造设计202、C6136型经济型数控改造(横向)203、柴油机箱体组合机床设计204、CA6140普通车床的经济型数控改造设计205、数控车床电动刀架206、双面铣床组合机床207、组合机床设计模具设计类毕业设计208、变压器外壳注射模设计209、电阀罩壳落料拉深模设计211、电视机调幅盒塑料注射模设计212、电源盒注射模设计213、电子端盖注射模设计214、垫圈落料、冲孔复合模设计215、ABS塑模设计216、放大镜框塑模设计217、盖子注射模设计218、衬套注射模设计219、玻璃升降器外壳的设计220、四驱车车轮注塑模设计221、电阀罩壳落料拉深模设计222、密封内盖塑胶模具设计223、瓶盖注射模设计224、瓶塞注射模设计225、锁壳冲裁模具设计226、锁壳拉伸复合模设计227、外盖塑模设计228、万向脚轮边盖注射模设计229、洗面奶瓶盖注射模设计230、照相机支架塑模设计231、止动片冲模设计232、贮油盖注射模设计。
C616型普通车床改为经济型数控机床
[5]赵松年、戴志义主编.机电一体化数控系统设计
[6]赵松年、张奇鹏主编.机电一体化机械系统设计
[7]黄家善主编.计算机数控技术
注:以实际采用的参考文献为准
起止
日期
2009—2009
系(部)盖章:教研室主任(签字):
年月日年月日
说明:毕业设计任务书由指导教师根据课题的具体情况填写,经系部审核盖章后生效。此任务书要求按固定格式双面打印,在毕业设计工作开始前一周内填写并发给学生。
2、设计改造进给系统,绘制草图,利用软件绘制装配图、零件图;5周
3、编写说明书,整理并完成毕业设计论文;2周
4、毕业设计成果审阅、评阅、答辩。
主
要
参
考ቤተ መጻሕፍቲ ባይዱ
文
献
[1]张新义主编.经济型数控车床系统设计
[2]《机床设计手册》编写组编.机床设计手册2零件设计(上册)
[3]成大先主编.机械设计手册单行本联接与紧固
2、设计说明书的论证要有科学根据,要有说服力;计算部分须指出公式来源并说明公式中的符号所代表的意义,公式中所有常数或系数必须正确,计算结果要足够准确,计算中采用的数据及计算结果可列表表示
3、说明书要求章节分明,层次清楚,文理通顺,图表、简图规范、清晰,不得用徒手画。
进
程
安
排
1、根据毕业设计任务,收集、阅读整理有关资料,拟订并确定设计方案;1周
09届毕业设计(论文)任务书
学生姓名
指导教师
职称
助教
课题名称
C616型普通车床改为经济型数控机床
课题工作内容
1.课题介绍:
本课题是围绕将普通机床改造成经济型数控机床展开设计的,经济型数控机床是指价格低廉、操作使用方便,适合我国国情的装有简易数控系统的高效自动化机床。中小型企业为了发展生产,常希望对原有旧机床进行改造,实现数控化、自动化。经济型数控机床系统就是结合现实的的生产实际,结合我国国情,在满足系统基本功能的前提下,尽可能降低价格。价格便宜、性能价格比适中是其最主要的特点,特别适合在设备中占有较大比重的普通车床改造,适合在生产第一线大面积推广。企业应用经济型数控型系统对设备进行改造后,将提高产品加工精度和批量生产的能力,同时又能保持“万能加工”和“专用高效”这两种属性,提高设备自身对产品更新换代的应变能力,增强企业的竞争能力。
将普通卧式车床_C616_改造为经济型数控车床

② 计算机系统 根据机床要求,采用 8 位微机。由于 MCS—51 系列单片机具有集成度高,可靠性 好、功能强、速度快、抗干扰能力强、性能价格比高等特点,决定采用 MCS—51 系列 的 8031 单片机扩展系统。 控制系统由微机部分、键盘及显示器、I/O 接口及光隔离电路、步进电机功率放大 电路等组成。系统的加工程序和控制命令通过键盘操作实现,显示器采用数码管显示加 工数据及机床状态等信息。
运 动 部 件
步进 电机
图1
2.机床进给伺服系统机械部分设计计算及校核
(1)确定系统的脉冲当量 根据数控机床精度要求确定脉冲当量 0.005mm/setp
(2) 计算切削力 横切端面
1.5 FZ = 0.67 Dmax
查《综合作业指导书》P13 页 2
式中 Dmax ——车床床身上加工最大直径横切端面时主切削力 FZ′ 可取纵切时 FZ 的 1
8
湖南工学院毕业论文专用纸
式中:L——寿命,以 10 6 转为一单位 n——丝杆转速(r/min) Vs ——为最大切削条件下进给速度,可取最高进给速度的 1/2-1/3 取 Vs = 1 × 10 = 0.5(m / min ) 2 Lo ——丝杆导程(mm) 初选 Lo =5mm
T——为使用寿命(h),对于数控机床取 15000h f w ——运转系数,查表 3-14 一般取 1.2-1.5 n= L= 1000Vs 1000 × 0.5 = = 100(r / min ) Lo 6 60nT 60 × 100 × 15000 = = 90 10 6 10 6
③ 执行机构传动方式的确定
为确保数控系统的传动精度和工作平稳性, 在设计机械传动装置时, 通常提出低摩、 低惯量、高刚度、无间隙、高谐振以及有适宜尼比的要求。在设计中应考虑以下几点: Ⅰ 尽量采用低磨擦的传动和导向元件。如采用滚珠丝杠螺母传动副、滚动导轨、贴塑
普通车床(C616)的经济型数控化改造 数控加工专业毕业设计论文

第 2 章 改造总体方案 ........................................................................................................... 3 2.1 C616 车床介绍.......................................................................................................... 3 2.1.1 C616 车床组成图 ........................................................................................... 3 2.1.2 C616 改造参数 ............................................................................................... 3 2.2 数控化改造要求和内容.......................................................................................... 4
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一、设计任务设计题目C616型普通车床改造为经济型数控车床。
1.1 设计要求由于是对原有机床进行经济型数控机床改造,因而在考虑具体方案时,基本原则是在满足使用要求的前提下,降低成本。
根据C616车床有关资料,确定总体方案。
采用控制器进行控制,控制选择电机的输出经齿轮减速后,带动滚珠丝杆转动,从而实现纵向、横向进给运动。
图1 C616车床1.2 主要设计参数及技术指标主要设计参数及技术指标如下。
机械部分:工作台重量:W=960N时间常数:T=30ms=9mm滚珠丝杆基本导程:L行程:X=660mm Y=320mm=5μm/step脉冲当量:δp步进角:a=0.850/step步进电机通电方式:四相八拍快速进给速度:Vmax=2m/min控制部分:采用单片机轨迹控制采用数字积分法(DDA)步进电机的控制二、总体方案设计2.1 数控系统运动控制方式的确定按照完成的加工制造任务,数控系统可分为点控制系统、点位直线控制系统和连续控制系统。
于由要求C616车床能加工复杂轮廓零件,所以数控系统应该设计成连续路径控制型。
2.2 伺服进给系统的选择数控机床的伺服进给系统有开环、闭环之分。
因为开环控制具有结构简单、设计制造容易、控制精度较好、容易调试、价格便宜、使用维修方便等优点。
所以,本设计决定采用开环控制系统。
图2 开环控制系统2.3 控制器的选择由于C616普通数控机床经数控化改造后,实现控制性能的要求的控制算法不是很复杂。
所以以MCS-51系列的8位单片机作为控制器,外扩存储器、D/A转换器、I/O接口电路、键盘、显示器等组成改造后机床的控制系统。
2.4 进给传动机构纵向进给机构的改造:拆去原有机床的溜板箱、光杠、丝杠以及安装机座,选用摩擦力小、传动效率和传动精度高的滚珠丝杠副,且由步进电机驱动。
横向进给也是换以步进电机驱动的滚珠丝杠副。
2.5 主传动系统保留主传动系统,即保留原有的主传动机构和变速操纵机构。
但是主轴的正转、反转和停止由计算机控制。
为了使机床能够加工螺纹,需要安装能够检测主轴位置的编码器。
编码器既可以与主轴同轴安装,即安装在主轴的后端,也可以通过1:1的同步带轮与主轴连接。
三、机械部分设计与计算3.1纵向进给系统的设计计算 纵向进给已知参数:工作台重量: W=960N时间常数: T=30ms 滚珠丝杠基本导程: L 0=9mm 行程: S=640mm脉冲当量: δp =5step m /μ=0.005mm/step 步进角: α=0.85°/step 快速进给速度: V max =2mm/min3.1.1切削力计算由《机床设计手册》和相关资料可知,切削功率K N N 0η=式中 N ——电机功率,查机床说明书,N=4KW ;η——主传动系统总效率,一般为0.6~0.7取η=0.65; K ——进给系统功率系数,取为K=0.96。
则:2.496kW 0.960.654N 0=⨯⨯= 又因为νZ F =0N 所以 vN 0Z F =式中 v ——切削线速度,取v=100m/min,即v=1.67m/s,有主切削力1495(N)67.110964.2 F 30Z =⨯==v N 由《机床设计手册》中可知,在一般外圆车削时: F X =(0.1~0.6)F Z F Y =(0.15~0.7) F Z 取:748N 1495N 0.5F 0.5F Z X =⨯== 897N 1495N 0.6F 0.6F Z Y =⨯== 3.1.2 滚珠丝杠设计计算计算进给率引力(m F )综合导轨车床丝杠的轴向力: W)(F 'kF F Z X m++=f式中 K=1.15,f ′=0.15~0.18,取为0.16。
则1254N 0)69(14950.167481.15F m=+⨯+⨯=计算最大动载荷负荷C 滚珠丝杠导程初选mm 90=L ;取min /2s m =ν;T 按15000h 计算;取2.1=w f ,1=h f ;L 以610转为一单位。
寿命值 2.222min /921000min /10000=⨯==r r L v n s 20010150002.22260106066≈⨯⨯==nT L 最大动负荷为 N F f f L Cm w 8800125412.12003h 3=⨯⨯⨯==滚珠丝杠螺母的选型根据滚珠丝杠的相关数据,可采用30051L W 外循环螺纹调整预紧的双螺母滚珠丝杠副1列2.5圈,其额定动载荷为10700N ,精度取3级,公称直径32mm ,所以强度足够用。
其结构如图3所示。
图3 滚珠丝杠螺母结构传动效率计算 传动效率按式)tan(an φγγη+=t 计算,取'393︒=γ;φ摩擦角取10’,滚动摩擦因数一般为0.003~0.004,则带入数据计算得 953.0)'1039'3tan(39'3an )tan(an =+︒︒=+=t t φγγη刚度验算丝杠的拉伸或压缩变形量1δ。
滚珠丝杠受工作负载引起的导程0L 的变化量按式EAL F 0m L ±=∆计算,式中N F 1254m =,mm L 90=,24cm /106.20N E ⨯=,mm 301.28d =取A 为π22/d )(,带入数据计算得 mm EA L F 5260m 1088.814.3)2/031.28(106.2091254L -⨯±=⨯⨯⨯⨯±=±=∆ 滚珠丝杠受扭矩引起的导程变化量2L ∆很小,可以忽略。
有效行程为mm 660=L ,所以 m L Lμδ51.6mm 1051.696601088.86603-501=⨯=⨯⨯=∆=- 由于两端采用推力球轴承,丝杠又进行了预拉伸,故其拉压刚度可以提高四倍,其实际变形量引起丝杠总的变形量 m μδδ63.14'11==滚珠与螺纹滚道间接触变形2δ。
查阅资料可知,30051L W 外循环螺纹,1列2.5圈滚珠和螺纹滚道接触变形量为m 2.72μδ=,因进行了预紧,有 m 60.32'22μδδ==支撑滚珠丝杠轴承的轴向接触变形3δ。
采用51105型推力球轴承,滚动体直径mm d Q 3.6=,滚动体数量Z=14,轴向力N F 1254m =,由公式32230024.0Zd FQ m =δ可知,m F 单位需换算成kgf,则kgf 128=m F ,代入计算:m Zd FQ m μδ68.5mm 00568.00024.03223===因施加预紧力,故 m 84.22'33μδδ==根据以上计算:m 07.8m 84.260.363.1'''321μμδδδδ=++=++=已知精度等级为3级。
行程为660mm,查表知,允许丝杠行程变动量偏差为15m μ,所以刚度足够。
稳定性计算由于机床丝杠直径为30mm,现选用的丝杠直径为32mm,支承的方式不变,为一端固定、一端径向支承,丝杠固定端安装两个8105型推力球轴承和一个305型球轴承(外径要和原装配孔一致),支撑端安装一个3305型双列角接触球轴承,所以稳定性不存在问题,故不再验算。
通常还需适当加大和机床结合部件的接触面积,以提高螺母座的局部刚度和接触强度,新设计的机床在工艺条件允许时,常常把螺母座或支承座与机床本体做成整体来增加刚度。
3.1.3 齿轮及转矩有关计算步矩角step /85.0b ︒=θ,导程mm 90=L ,脉冲当量step mm step m p /005.0/5==μδ,齿轮传动比:00.8594.253603600.005b p L i θδ⨯===⨯可选定的齿数为24135045 4.252125z z i z z =⨯=⨯= 取1z =21,2z =50,3z =25,4z =45表3-1齿轮传动参数 (单位:mm )转动惯量计算224444s kg 639.11kg 3.1422.3108.7108.7cm cm L D J •=•⨯⨯⨯=⨯=--齿轮的转动惯量:442217.810 4.22k 0.485k J g cm g cm -=⨯⨯⨯•=• 442227.810102k 15.6k J g cm g cm -=⨯⨯⨯•=•442237.81052k 0.975k J g cm g cm -=⨯⨯⨯•=•442247.81092k 10.235k J g cm g cm -=⨯⨯⨯•=• 工作台质量折算到丝杠轴上的转动惯量:22220012.214.329.08.99602g cm kg cm kg L G J G •=•⎪⎭⎫ ⎝⎛⨯⨯=⎪⎭⎫ ⎝⎛=π电动机的转动惯量很小可以忽略。
因此,总的转动惯量:()()()()223112332422()[()]0.4850.176[15.60.9750.30810.2350.6489 2.0124.100s G z z J J J J J J J z z kg cm kg cm ∑=+++++=+⨯++⨯++•=•所需转动力矩计算快速空载启动时所需力矩:0M +M +=f amax M M 起 最大切削负载时所需力矩:t M M M 0f +M +=切 快速进给时所需力矩:0M +=f M M 快式中 M amax ——空载启动时折算到电机轴上的加速度力矩; M f ——折算到电机轴上的摩擦力矩;M 0 ——由于丝杠预紧所引起,折算到电机轴上的附加摩擦力矩;M at ——切削时折算到电机轴上的加速度力矩;M t ——折算到电机轴上的切削负载力矩。
当 n n max =, M M amax a =时 ,有 r/min 4.449925.42000n 0max max =⨯==L i v 22max amax a 2 3.14944.4M 10 4.1010135.0960300.03n J N cm N cm t π--∑⨯=⨯=⨯⨯•=•⨯ 当0.8=η,0.16'=f 时,有()()cmN cm N i L G F f i L F Z •=•⨯⨯⨯⨯+⨯=+'==93.1425.48.014.329.0960125416.022M 000f πηπη当0.90=η时预加载荷x P0F 31F =,则:cm 1.99N cm N 25.48.014.36)9.01(9.07486)1()-(12 M 22002000p 0•=•⨯⨯⨯-⨯⨯=-==i L F i L F X πηηηπη轴向最大切削力为X F 向切削力,有cm 53.31cm 25.48.014.329.07482M 0t t •=•⨯⨯⨯⨯==N N i L F πη 所以,快速空载启动时所需力矩为()amax f M M 135.0914.93 1.99cm 152.01cm N N 0=+M +M =++•=•起最大切削负载时所需力矩为()cm 45.48cm 53.3199.193.41M M 0f •=•++=M +M +=N N t 切快速进给时所需力矩为()cm 16.92N cm N 99.193.14M M f •=•+=M +=0快=16.85 N ·㎝由以上分析计算可知:所需最大力矩M max 发生在快速启动时。