普通开关按钮模具设计说明书
普通壁面内嵌式开关按钮注塑模具设计
目录第一章前言 (1)1.1设计背景 (1)1.2设计意义 (2)1.3设计内容 (2)第二章塑件成型工艺性分析 (3)2.1塑件的测绘 (3)2.2塑件的成型工艺分析 (4)2.2.1 塑件的分析 (4)2.2.2 塑件所使用的材料及工艺特征 (5)2.2.3 ABS塑料的注射成型过程 (7)2.2.4 ABS塑料的注射成型工艺参数 (7)2.3溢边值的分析 (8)第三章注射机型号的确定 (9)3.1分型面的设计 (9)3.2注射量的计算 (9)3.3塑件的流道凝料在分型面上的投影面积及锁模力计算... 错误!未定义书签。
3.4注射机型号的确定................................. 错误!未定义书签。
3.4.1注射机的两种类型的优缺点................... 错误!未定义书签。
3.4.2注射机型号的确定........................... 错误!未定义书签。
3.5注射机工艺参数的校核 (11)3.5.1注射量的校核 (11)3.5.2注射机压力的校核........................... 错误!未定义书签。
3.5.3锁模力的校核............................... 错误!未定义书签。
3.5.4注射机安装模具部分相关尺寸的校核........... 错误!未定义书签。
第四章浇注系统的设计 (11)4.1浇注系统设计的原则 (12)4.2主流道设计 (12)4.2.1主流道的设计要点........................... 错误!未定义书签。
4.2.2 主流道尺寸设计............................. 错误!未定义书签。
4.3分流道设计 (13)4.3.1 分流道的设计要点 (14)4.3.2分流道的布置形式 (14)4.3.3 分流道尺寸设计 (14)4.4浇口的设计 (15)4.4.1浇口的作用及设计原则 (15)4.4.2浇口的类型选择尺寸确定 (16)4.5冷料穴的设计 (17)第五章成型零件的设计 (18)5.1成型零件的结构设计 (18)5.1.1凹模结构设计 (18)5.1.2型芯结构设计 (19)5.2成型零件的钢材选用 (19)5.3成型零件工作尺寸的计算 (19)5.3.1凹模尺寸计算 (20)5.3.2凹模深度尺寸的计算。
按钮开关触点座注射模设计26页

1 引言1.1 模具行业的发展模具是生产各种工业产品的重要工艺装备,随着塑料工业的迅速发展,以及塑料制品在航空、航天、电子、机械、船舶和汽车等工业部门的推广应用,产品对模具的要求也越来越高,传统的模具设计方法已无法适应当今的要求,与传统的模具设计相比,计算机辅助工程(CAE)技术无论是在提高生产率、保证产品质量方面,还是在降低成本、减轻劳动强度方面,都具有极大的优越性。
美国MOLDFLOW上市公司是专业从事注塑成型CAE软件和咨询公司,自1976年发行了世界上第一套流动分析软件以来,一直主导塑料成型CAE软件市场。
MOLDFLOW 一直致力于帮助注塑厂商提高其产品设计和生产质量,MOLDFLOW的技术和服务提高了注塑产品的质量,缩短了开发周期,也降低了生产成本,MOLDFLOW已成为世界注塑CAE的技术领袖。
利用CAE技术,可以在模具加工前,在计算机上对整个注塑成型过程进行模拟分析,准确预测熔体的填充、保压和冷却情况,以及制品中的应力分布、分子和纤维取向分布、制品的收缩和翘曲变形等情况,以便设计者能尽早发现问题并及时进行修改,而不是等到试模后再返修模具。
这不仅是对传统模具设计方法的一次突破,而且在减少甚至避免模具返修报废、提高制品质量和降低成本等方面,都有着重大的技术、经济意义。
塑料模具的设计不但要采用CAD技术,而且还要采用CAE 技术,这是发展的必然趋势。
近十多年来,国外先进国家的模具技术水平得到了飞速发展:(1)CAD/CAM/CAE技术的应用在欧美CAD/CAM/CAE已成为塑模企业普遍应用的技术。
在CAD的应用方面已经超越了甩掉图板,二维绘图的初级阶段。
目前3D设计已达到了70%、89%,Pro/E,UG,CI以TRON等软件的应用很普遍。
应用这些软件不仅可完成2D设计,同时也获得3D 模型,为NC编程和CAD/CAM的集成提供了保证。
应用3D设计,还在设计时进行装配干涉的检查,以保证设计和工艺的合理性。
按键注塑模具设计说明书

南京工程学院毕业设计说明书(论文)作者:丁林学号:058613153361学院(系、部):材料工程学院专业:数控加工与模具设计题目:平板电脑音量键的注塑模设计指导者:评阅者:2015年11月南京摘要根据塑料制品的要求,了解塑件的用途,分析塑件的工艺性、尺寸精度等技术要求,考虑塑件制件尺寸。
本模具采用一模四腔,侧浇口进料,注射机采用TOSHIBA EC40-Y型号,设置冷却系统,CAD绘制二维总装图和零件图,选择模具合理的加工方法。
附上说明书,系统地运用简要的文字,简明的示意图和和计算等分析塑件,从而作出合理的模具设计。
关键词:模具设计,注塑模,型芯,型腔AbstractTo understand the use of plastic parts in accordance with the requirements of the plastic products, analysis of the technical requirements of the plastic parts of the process, dimensional accuracy, select the workpiece size of the plastic parts. The mold using a two sub gate feed injection machine adopts TOSHIBA the EC40-Y models, and set a cooling system, CAD and UG drawing two-dimensional assembly diagram and parts diagram, reasonable mold processing methods. Attach a manual, use brief text, a concise diagram and calculated analysis of plastic parts, in order to make a reasonable mold design.Key words:mechanical design;injection mold, mold core, cavity目录1 前言 (1)1.1 课题背景 (1)1.2 课题分析 (3)2 塑件分析 (4)2.1 产品分析及其技术条件 (4)2.2 塑件材料的确定 (5)2.3 塑件材料的性能分析 (5)2.3.1基本特性 (5)2.3.2成型性能 (6)2.3.3主要用途 (6)3 成型布局及注塑机选择 (7)3.1 进胶方式选择 (7)3.2 型腔的布局及成型尺寸 (7)3.3 估算塑件体积质量 (8)3.4 注塑机的选择和校核 (9)3.4.1注射胶量的计算 (9)3.4.2锁模力的计算 (9)3.4.3 注塑机选择确定 (10)4 注塑模具设计 (11)4.1 模架的选用 (11)4.1.1模架基本类型 (11)4.1.2模架的选择 (11)4.1.3导向与定位机构设计 (12)4.2 浇注系统的设计 (13)4.2.1主流道设计 (13)4.2.2分流道的设计 (14)4.2.3浇口的设计 (15)4.2.4冷料穴的设计 (15)4.3 分型面的设计 (15)4.4 成型零部件的设计 (16)4.4.1成型零部件结构 (17)4.4.2成型零部件工作尺寸的计算 (17)4.4.3模具强度与刚度校核 (18)4.5 侧向抽芯机构类型选择与设计 (18)4.5.1侧向抽芯机构类型 (18)4.5.2侧向抽芯机构主要参数的确定 (20)4.6 脱模及推出机构 (22)4.6.1脱模力 (22)4.6.2推出机构 (23)4.7 冷却系统的设计与计算 (24)4.7.1冷却水道设计的要点 (24)4.7.2冷却水道在定模和动模中的位置 (25)4.7.3冷却水道的计算 (26)4.8 排气结构设计 (27)4.9 模具与注射机安装模具部分相关尺寸校核 (27)5 结语 (29)致谢 (30)参考文献 (31)1 前言1.1 课题背景模具是工业生产中使用极为广泛的基础工艺装备。
按钮开关座注射模设计

1引言国际模具协会专家认为:模具是金属加工业的帝王。
而模具材料又是模具工业的基础。
但即使是新型模具材料仍难以满足模具的较高综合性能的要求。
表面工程是当前材料科学与工程领域中表现较为活跃、发展较为迅速的分支。
表面工程具有学科的综合性,手段的多样性,广泛的功能性,潜在的创新性,环境的保护性,很强的实用性和巨大的增效性,因而受到各行各业的重视。
表面工程技术在模具制造领域中的应用,在很大程度上弥补了模具材料的不足[1]。
可用于模具制造的表面工程技术十分广泛,既包括传统的表面淬火技术、热扩渗技术、堆焊技术和电镀硬铬技术,又包括近20年来迅速发展起来的激光表面强化技术、物理气相沉积技术(PVD)、化学气相沉积技术(CVC)、离子注入技术、热喷涂技术、热喷焊技术、复合电镀技术、复合电刷镀技术和化学镀技术等。
而稀土表面工程技术的进展和纳米表面工程技术的兴起必将进一步推动模具制造的表面工程技术的发展。
表面工程技术应用于模具型腔表面处理,可达到如下目的:(1)提高模具型腔表面硬度、耐磨性、耐蚀性和抗高温氧化性能,大幅度提高模具的使用寿命。
提高模具型腔表面抗擦伤能力和脱模能力,从而提高生产率。
(2)经表面涂层或合金化处理过的碳素工具钢或低合金钢,其综合性能可达到甚至超过高合金化模具材料及硬质合金的性能指标,从而可大幅度降低材料成本。
(3)可以简化模具制造加工工艺和热处理工艺,降低生产成本。
(4)可用于模具型腔表面的纹饰,以提高制品的档次和附加值。
(5)可用于模具的修复等再制造工程[2]。
1.1 国内外模具技术及发展1.1.1 国外模具技术发展及目前水平模具产品是工业产品制造的基础,模具技术已成为衡量一个国家产品制造水平的重要标志之一。
西方发达国家为了适应工业产品品种多、更新快、市场竞争激烈的局面,加强了对生产周期短、精度高、寿命长、成本低的模具产品的研究和开发,近十多年来,国外先进国家的模具技术水平得到了飞速发展:(1)CAD/CAM/CAE技术的应用在欧美CAD/CAM/CAE已成为塑模企业普遍应用的技术。
按键注塑模具设计说明书

按键注塑模具设计说明书1. 引言本设计说明书旨在对按键注塑模具的设计过程进行详细的介绍和说明。
按键注塑模具是一种用于生产各种按键产品的工具。
本文将从需求分析、设计原则、具体设计步骤和一些注意事项等方面进行阐述。
2. 需求分析在进行按键注塑模具的设计之前,需要进行一些需求分析,以确保设计方向的准确性和有效性。
以下是一些需求分析的关键点:•安全性:模具必须具备合格的安全性能,确保使用过程中不发生任何安全事故。
•效率:模具的设计应该具备高效率的特点,以提高生产效率。
•耐久性:模具材料的选择和设计结构应具备良好的耐久性,以保证长期使用。
3. 设计原则在进行按键注塑模具的设计时,需要遵循一些基本的设计原则,以确保模具具有良好的性能和效果。
以下是一些设计原则的要点:•合理性:模具的设计应该合理,结构紧凑、材料节约,以达到经济实用的目的。
•可制造性:模具的设计应考虑到加工和制造的可行性,便于生产和维护。
•易使用性:模具的使用应该简单方便,操作性强,减少人为操作错误的可能。
4. 设计步骤4.1 模具结构设计按键注塑模具的结构设计是模具设计的重要一环。
在进行结构设计时,需考虑以下几个方面:•模具的基本结构:包括模具的上模、下模、动模和定模等基本部件的设计;模具的组成方式:分为单腔模和多腔模的设计;模腔的结构:包括盖板、模座和模芯的设计。
4.2 模具材料选择模具材料的选择直接影响着模具的使用寿命和生产效率。
常见的模具材料有P20、718、NAK80等,设计师需要结合实际情况进行合理的材料选择。
4.3 模具尺寸设计模具尺寸设计是模具设计的关键环节。
设计师需要根据产品需求和模具结构,经过详细计算和分析,确定模具的尺寸,确保模具的稳定性和工作效果。
4.4 模具流道设计按键注塑模具的流道设计是关乎成品质量的重要环节。
设计师需要设计合理的流道结构,以确保塑料原料的顺利流动,并使产品均匀充实,避免产生瑕疵和缺陷。
4.5 模具冷却系统设计模具冷却系统设计是为了确保塑料注射过程中能够迅速冷却,以保证产品质量和提高生产效率。
电器开关按钮塑料模具设计
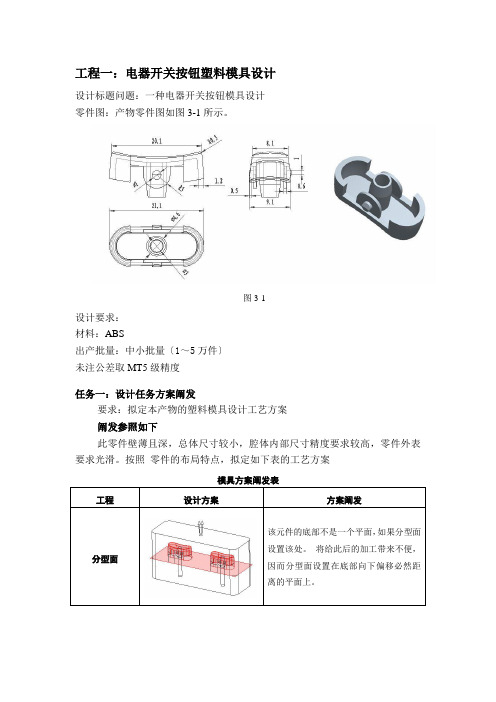
工程一:电器开关按钮塑料模具设计设计标题问题:一种电器开关按钮模具设计零件图:产物零件图如图3-1所示。
图3-1设计要求:材料:ABS出产批量:中小批量〔1~5万件〕未注公差取MT5级精度任务一:设计任务方案阐发要求:拟定本产物的塑料模具设计工艺方案阐发参照如下此零件壁薄且深,总体尺寸较小,腔体内部尺寸精度要求较高,零件外表要求光滑。
按照零件的布局特点,拟定如下表的工艺方案模具方案阐发表工程设计方案方案阐发分型面该元件的底部不是一个平面,如果分型面设置该处。
将给此后的加工带来不便,因而分型面设置在底部向下偏移必然距离的平面上。
型腔布局该元件有侧凹,需要有侧抽机构,因而设计单排布局,向两侧抽芯。
浇注系统由于分型面低于元件,采用斜向上的浇口,使模具布局简单化推出机构用顶杆推出,塑件包紧力集中在内壁,顶杆位置设置如图。
冷去装置将冷却水路设计定模板上,从型腔和斜导柱间的空隙处穿过,这样更接近塑件,并与布局走向一致。
按照以上的阐发结论,可初步得到如图3-2所示的模具布局图。
1-动模座板2-支撑板3-复位杆4-动模垫板5-动模板6-导柱7-定模板8-定模座板9-定位环10-浇口衬套11-导套12-水嘴13-管塞14 复位弹簧15-顶杆固定板16-顶杆垫板17-吊环安装孔18-水道图3-2任务二:设计电器防尘盖的成型零件设计流程1----加载参照模型此模具采用的型腔布局方式为一模两腔,加载参照模型,要使开模标的目的指向坐标系的Z轴标的目的。
步调01 成立工作目录首先新建一个文件夹,将零件模型“kgan.prt〞复制到该文件夹,翻开pro/E 软件,接着在菜单栏中依次选择【文件】/【设置工作目录】选项,弹出【拔取工作目录】对话框,然后选择该文件夹,单击确定按钮完成工作目录的设置。
步调02 新建文件在菜单栏中依次选择【文件】/【新建】选项或在【文件】东西条中单击【新建】按钮,弹出【新建】对话框。
接着选中【制造】单项选择按钮,在“子类型〞选项区中选择“模具型腔〞单项选择按钮,在【名称】文本框中输入“kgan_mold〞,接着选择mmns-mfg-mold〔公制〕模板,然后单击按钮进入模具设计界面。
普通开关按钮模具设计说明书

普通开关按钮模具设计摘要注射模具设计一个涉及面很广的设计,它必须考虑到塑件的材料、精度、注射机和模具的匹配等.按钮采用的材料是改性聚苯乙烯,是一种热塑性材料,符合注射模的要求.它的精度要求不高,一般4级就能满足要求.根据任务书要求,该制件属于打批量生产,所以采用了一模24腔设计,凹凸模开设在定模板和中间板之间.采用普通浇注系统点浇口的形式.根据估算制件和浇注系统凝料的重量.选用XS-Z-60型注射机,315*400*194A1型模架..分型面设在定模板和中间板之间,分型时利用拉料杆将凝料一同拉出,再用推杆和拉料杆一同将制件和凝料顶出.根据制件的精度要求和尺寸大少算出型腔和型芯的尺寸公差,再根据强度条件取壁厚5mm.由此画出各模板和零件图,最后画出装配图并校核各参数,校核无误才能使用.整个设计过程必需严谨,不能疏忽每一个环节,有关标准参考相关机械相关设计手册.此套模具结构简单,实现部分机械的自动化.关键词:多型腔(more caviy)按钮模CAD(制图)目录摘要 (1)关键词: (1)目录 (2)绪论 (4)第1章引言 (5)1.1模具行业的发展 (5)1.1.1 国内模具技术发展及目前水平 (6)1.2注射模具设计要求 (6)1.2.1 塑件分析 (6)1.2.2 塑件的成型性能 (7)1.2.3 模具类型 (8)1.2.4 模具设计 (8)1.3毕业设计任务要求 (9)第2章塑件的工艺分析 (10)2.1分析塑件使用材料的种类及工艺特征 (10)2.2分析塑件的结构工艺性 (10)2.2.1结构分析 (10)2.2.2尺寸精度分析 (10)2.2.3表面质量分析 (10)2.3计算塑件的体积和质量 (10)2.4注射机的初选 (10)2.4塑件精度要求 (11)第3章分型面选择和浇注系统设计 (12)3.1注射模具分型面的选择 (12)3.1.1 分型面的基本形式 (12)3.1.2 分型面选择的基本原则 (12)3.1.3 分型面的选择 (12)3.2浇注系统的设计 (12)3.2.1 浇注系统的组成 (12)3.2.2 注射模具主流道的设计 (13)3.2.3 分流道的设计 (14)3.3浇口的设计 (15)第4章初选注射机确定型腔数 (16)4.1根据塑件的形状估算其体积和质量 (16)4.2确定型腔数所烤炉的因素 (17)4.2.1注射机额定注射量G b (17)4.2.2根据塑件精度所选模具 (18)4.2.3生产批量该塑件属大批量生产,故宜采用取多型腔模具。
开关按键的注塑模具研究设计说明书

目录绪论 31.模塑工艺规程的编制 41.1塑件的工艺性分析 51.1.1塑件的原材料分析 51.1.2塑件的结构和尺寸精度及表面质量分析 5 1.2计算塑件的体积和质量 61.3塑件注塑工艺参数的确定 61.4塑料成型设备的选取72.注塑模的结构设计72.1分型面选择72.2确定型腔的数目及排列方式92.2.1模腔数量的确定92.2.2型腔的排列方式102.3浇注系统设计102.3.1主流道设计102.3.2分流道设计112.3.3浇口设计122.3.4排气结构的设计122.3.5主流道衬套的选取132.4抽芯机构设计132.4.1确定抽芯距132.4.2确定斜销的倾角132.4.3确定斜销的尺寸142.4.4斜导柱的长度142.4.5 滑块和导滑槽设计142.4.6 导柱的设计142.5推出机构设计152.6成型零件结构设计152.6.1定模板与动模板的设计153.外壳注塑模具的有关计算174.模具加热和冷却系统的设计195.模具闭合高度确定195.1计算模具的闭合高度205.2校核注塑机的开,合模空间205.2.1模具合模时校核205.2.2模具开模时校核206.注塑机有关参数的校核206.1模具合模时校核206.2模具开模时校核217.绘制模具总装图和非标零件工作图21 7.1本模具总装图和非标零件工作图见附图217.2本模具的工作原理21结论错误!未定义书签。
致谢错误!未定义书签。
参考文献22绪论大学的学习即将结束,毕业设计是其中最后一个实践环节,是对以前所学的知识及所掌握的技能的综合运用和检验。
随着我国经济的迅速发展,采用模具的生产技术得到愈来愈广泛的应用。
随着工业的发展,工业产品的品种和数量不断增加。
换型不断加快。
使模具的需要补断增加。
而对模具的质量要求越来越高。
模具技术在国民经济中的作用越来越显得更为重要。
根据业内专家预测,今年中国塑料模具市场总体规模将增加13%左右,到2005年塑料模具产值将达到460亿元,模具及模具标准件出口将从现在的9000多万美元增长到2005年的2亿美元左右,产值在增长,也就意味着市场在日渐扩大。
按钮开关支架注射模设计精品文档24页

按钮开关支架注射模设计1 引言1.1 模具的概述模具,是金属与非金属压力成形加工工艺系统的专业工业装备,是专用成型工具,是专用技术产品。
模具实现工业化和商品化生产,是制造业生产技术进步和水平的标志,是制造业现代化的工业基础。
在我国模具工业总产值中,冲压模具占50%,塑料模具占33%,压铸模具占6%,其他模具各占11%。
模具是现代工业,特别是汽车、摩托车、航空、仪表、仪器、电子通讯、兵器、家用电器、五金工具、日用品等工业必不可少的工艺装备。
模具因其生产效率高、产品质量好、材料消耗低、生产成本低而获得广泛应用,与其它加工制造业所无法比拟的[1]。
模具产品的品种很多,主要以冲压模具、塑料模具和压铸模具为主。
塑料注射模具是现在所有塑料模具中使用最广的模具,能够成型复杂的高精度的塑料制品。
设计塑料注射模具首先要对塑料有一定的了解,塑料的主要成分是聚合物。
如我们常说的ABS 塑料便是丙烯腈、丁二烯、苯乙烯三种单体采用乳液、本体或悬浮聚合法生产,使其具有三种单体的优越性能和可模塑性,在一定的温度和压力下注射到模具型腔,产生流动变形,获得型腔形状,保压冷却后顶出成塑料产品 [2]。
现代模具设计与制造技术,涉及机械工程、信息与电子工程、冶金与材料工程、工程管理等学科专业范围。
优化模具系统结构设计和型件的CAD/CAE/CAM,并使之趋于智能化,提高型件成形加工工艺和模具标准化水平,提高模具制造精度与质量,降低型件表面研磨、抛光作业量和制造周期;研究、应用针对各种类模具型件所采用的高性能、易切削的专用材料,以提高模具使用性能;为适应市场多样化和新产品试制,应用快速原型制造技术和快速制模技术,以快速制造成型冲模、塑料注射模或压铸模等,应当是未来5~20年的模具生产技术的发展趋势。
所以在这种情况下,研究这一课题是具有现实意义的。
1.2国内外模具的现状及发展1.2.1 国外模具技术发展及目前水平模具产品是工业产品制造的基础,模具技术已成为衡量一个国家产品制造水平的重要标志之一。
技术在开关面板注塑模具设计中的应用设计说明书

摘要通过对开关面板塑件的结构分析,确定总体的设计方案,包括确定注塑模具分型面、型腔数目,以及设计浇注系统、温度调节系统和顶出系统等。
详细地讨论了模具成型零件包括型芯、型腔的尺寸计算过程,重要零件工艺参数的选择与计算,推出机构、斜顶机构以及其它结构的设计过程。
利用Moldflow软件完成模流分析,找出注塑成型过程中缺陷的种类及位置,提出解决的方法。
设计方案在保证塑件质量与模具结构合理的前提下尽量使结构简单,生产加工成本低、易加工。
关键词开关面板;注塑模具;斜顶机构;MoldflowAbstractBy the structural analysis of the switch panel to determine the overall design,Including the injection mould parting surface, the number of cavity, and gating system of the injection mold, temperature regulation systems and ejection system.Discussed the molding parts detailedly,Including the process of core and cavity's size calculation, the selection and calculation of important part's parameters,the design process of releasing institutions,slant institutions and other structures. Using Moldflow software to complete moldflow analysis,identify the types and location of defects in injection molding process,than propose solutions.In ensuring the quality of plastic parts and the rationality of mold structure,design plan make the structure simply and release cost of production and to process easily.Key wordsswitch panel; injection mould; slant institutions; Moldflow目录摘要、关键词 (1)Abstract、Key words (2)1.引言 (1)2.塑料工艺分析与模具方案确定 (2)2.1 制件的分析 (2)2.2 模具方案的确定 (3)2.3 总装配图 (3)3.注塑成型准备 (4)3.1 塑料的成型特性及工艺参数 (4)3.1.1 聚碳酸脂的成型性能 (4)3.1.2聚碳酸脂的工艺参数 (4)3.2 注塑设备的选择 (5)3.2.1 计算塑件的体积和重量 (5)3.2.2 选择设备型号、规格、确定型腔数 (5)4.结构设计 (6)4.1 浇注系统 (6)4.1.2 确定成型位置 (6)4.1.2 分型面的选择 (6)4.1.3 浇口套的选用 (7)4.1.4 分流道和浇口 (8)4.1.5 冷料穴 (9)4.1.6 排气槽 (9)4.1.7 流动比的校核 (9)4.1.8 常见缺陷分析 (10)4.2脱模机构的设计 (13)4.2.1 顶出机构的设计 (13)4.2.2 脱模力的计算 (13)4.2.3 顶杆的结构与尺寸 (14)4.2.3 复位机构 (15)4.3斜顶机构的设计 (15)4.3.1 抽拔距的校核 (16)4.3.2 斜顶机构的设计 (16)4.3.3 斜顶机构的固定 (16)5.注射机有关工艺参数的校核 (17)5.1 注射量的校核 (17)5.2 锁模力与注射压力的校核 (17)5.3 材料厚度与注射机开模行程的校核 (18)6.温度调节机构的选择 (19)6.1 模具温度调节对塑件质量的影响 (19)6.2 冷却系统的设计原则 (19)6.3 冷却装置的布置 (20)7.成型零部件的设计与计算机构形式 (20)7.1 成型零部件的结构形式 (20)7.2 成型零部件的工作尺寸的计算 (21)8.连接零件的设计与选择 (23)8.1 定模座板 (23)8.2 定模板 (23)8.3 动模板 (24)8.4 支承板和垫块 (24)8.5 动模座板 (24)9.合模导向与定位机构的设计 (25)9.1 导柱导向机构 (25)9.2 导向孔、导套的结构及要求 (26)9.3 导柱布置 (26)致谢 ............................................ 错误!未定义书签。
电源开关按钮注塑模具设计

图 12 “MPV初始化”对话框
图 11 “分型管理器”对话框
CAD/CAM技术—UG应用
3)按系统默认设置 不变,单击“确定” 按钮,弹出如图13所 示的“模塑部件验证” 对话框,显示出型腔 区域、型芯区域以及 未定义的区域等相关 参数信息。
4)在“模塑部件验 证”对话框中,单击 “设置区域颜色”按 钮,系统按默认设置 的颜色分别在型腔渔 区、型芯区域、未定 义的区域中着色,如 图14所示。
选择此 侧面
图 10 型腔布局方向
CAD/CAM技术—UG应用
(二)拆分型腔、型芯 1. 设置分型区域 在分型管理器中利用颜 色对相关动定模型腔区 域进行区分。 1)在“注塑模向导”工 具栏中,单击“分型” 图标按钮,系统弹出如 图11所示的“分型管理 器”对话框。 2)在“分型管理器”对 话框中单击“设计区域” 图标按钮,弹出如图12 所示的“MPV初始化” 对话框。
环境。设置草绘尺寸为常量,并修改产品最大 轮廓至模具工件边缘的尺寸值如图8所示。单 击按钮,完成模具工件草图。 3)在“工件”对话框中,设置“尺寸”选项 中“开始”、“结束”尺寸值如图7所示。 4)单击“确定”按钮,完成模具工件的创建。
图7 “工件“对话框
CAD/CAM技术—UG应用
图 8 工件草图
图 13
图 14 “模塑部件验证”对话框
设置区域颜色后的零件
CAD/CAM技术—UG应用
2. 创建曲面补片 在零件顶部有通孔,根 据步骤1可知通孔特征 留在动模侧,通过“分 型管理器”与“模具工 件”来创建内部曲面补 片。 1)在“分型管理器” 对话框中单击“创建/删 除曲面补片”图标按钮, 系统弹出如图15所示的 “自动孔修补”对话框。 2)按系统默认设置不 变,单击按钮,系统自 动对孔进行修补,创建 如图6所示的曲面补片。
手机按键模具设计指南
案例二:某品牌手机电源键模具设计
总结词:个性创意
详细描述:该品牌手机电源键模具设计别具一格,采用长条形设计,表面刻有独特的纹理,使按键看起来更加时尚。按键布 局合理,符合人体工学原理,方便用户单手操作。在材质方面,选用高硬度的金属材料,确保按键经久耐用,同时也提升了 手机的整体质感。
案例三:某品牌手机音量键模具设计
05
设计案例与实战经验
案例一:某品牌手机Home键模具设计
总结词:简约时尚
详细描述:该品牌手机Home键模具设计简洁大方,采用圆形设计,表面略微凸 起,方便用户识别和操作。材质选用耐磨、耐刮的工程塑料,确保按键经久耐用 。同时,通过优化模具结构,实现了按键的快速生产和组装,有效降低了生产成 本。
表面处理
对材料表面进行涂层、电镀等处理,以提高耐磨性、 耐腐蚀性。
切割与加工
采用机械加工或激光切割技术,对材料进行精确加工。
03
模具结构设计
模具结构类型与特点
整体式模具
结构紧凑,强度高,适用 于形状简单、批量大的产 品。
组合式模具
易于拆装和维修,适用于 形状复杂、批量小的产品。
复合式模具
兼具整体式和组合式的特 点,适用于形状复杂、批 量适中的产品。
• 质量是产品的生命线:在手机按键模具设计中,质量是至关重要的。要选用优 质的原材料和先进的生产工艺,确保按键经久耐用。同时,要加强品质控制和 检测,确保每个环节都符合标准要求,为用户提供可靠的产品。
THANKS
感谢观看
模具结构设计要点
确定模具类型
确定模具布局
确定分模面
根据产品特点和生产要 求,选择合适的模具类
型。
合理安排模具各部分的 位置,确保模具结构的 稳定性和操作的便捷性。
按钮注塑模具设计说明书

摘要针对游戏机帽按钮,利用SolidWorks插件IMOLD进行了注塑模具设计。
在确定注塑机型号的基础上,进行了按钮注塑模具各部件的设计,并对主流道和分流道的尺寸、顶杆的强度进行了校核。
最后完成了模具三维造型的设计和工程图的绘制,并制作了模具的拆装爆炸视图。
关键词:按钮;注塑模具;SolidWorks;IMOLD;爆炸图AbstractIn view of the game machine cap, ordinary button IMOLD plugin using SolidWorks for mould design. In determining the type of machine based on the button injection mould design, and all parts of the mainstream and the size of the word shunt, plunger, the intensity of the check. Finally completed the three-dimensional modelling of mold design and engineering drawing, and make the mold of the explosion.Keywords:Button;injection mould;solidWorks; IMOLD;explosions目录摘要IAbstractII第1章绪论11.1塑料成型模具在加工工业中的地位11.2塑料模具的现状11.3塑料成型模具的发展趋势2第2章塑件工艺性分析32.1塑件原材料分析42.2塑件的尺寸精度、表面质量分析52.2.1塑件的尺寸精度分析52.2.2塑件表面质量分析52.3塑件的结构工艺分析52.4确定成型设备选择与模具工艺规程编制62.5塑件的注射工艺参数的确定72.5.1聚苯乙烯注射成型工艺参数72.5.2塑件的结构工艺性分析8第3章注射模的结构设计93.1分型面的选择93.2型腔数目的确定与型腔布局103.3浇注系统的设计103.3.1主流道的设计113.3.2分流道的设计113.3.3浇口的设计123.4型芯、型腔结构的确定123.5冷料穴和拉料杆的设计133.6推出机构的选择133.7分模导向定位机构的设计143.8标准模架的确定14第4章主要零部件的设计计算164.1成型零件工作尺寸计算164.2模具型腔壁厚的确定17第5章成型设备的校核计算205.1模具闭合高度的确定和校核205.1.1模具闭合高度的确定205.1.2模具闭合高度的校核205.2锁模力的校核215.3模具安装部分的校核215.4模具开合模行程的校核215.5注射机注射量的校核22第6章成型零部件的加工236.1精密注射模具的特点236.2模具制造钢材特点236.3模具机械加工要点256.4型腔的加工工艺256.5定模板的加工工艺266.6动模板的加工工艺28第7章模具的试模与修模307.1粘着模腔307.2粘着模芯307.3粘着主流道317.4成型缺陷317.4.1注射填充不足317.4.2溢边(毛刺、飞边、批锋)327.4.3制件尺寸不正确32结论........错误!未定义书签。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
普通开关按钮模具设计摘要注射模具设计一个涉及面很广的设计,它必须考虑到塑件的材料、精度、注射机和模具的匹配等.按钮采用的材料是改性聚苯乙烯,是一种热塑性材料,符合注射模的要求.它的精度要求不高,一般4级就能满足要求.根据任务书要求,该制件属于打批量生产,所以采用了一模24腔设计,凹凸模开设在定模板和中间板之间.采用普通浇注系统点浇口的形式.根据估算制件和浇注系统凝料的重量.选用XS-Z-60型注射机,315*400*194A1型模架..分型面设在定模板和中间板之间,分型时利用拉料杆将凝料一同拉出,再用推杆和拉料杆一同将制件和凝料顶出.根据制件的精度要求和尺寸大少算出型腔和型芯的尺寸公差,再根据强度条件取壁厚5mm.由此画出各模板和零件图,最后画出装配图并校核各参数,校核无误才能使用.整个设计过程必需严谨,不能疏忽每一个环节,有关标准参考相关机械相关设计手册.此套模具结构简单,实现部分机械的自动化.关键词:多型腔(more caviy)按钮模CAD(制图)目录摘要1关键词:1目录1绪论3第1章引言31.1模具行业的发展31.1.1 国内模具技术发展及目前水平61.2注射模具设计要求71.2.1 塑件分析71.2.2 塑件的成型性能71.2.3 模具类型101 / 311.2.4 模具设计111.3毕业设计任务要求11第2章塑件的工艺分析112.1分析塑件使用材料的种类及工艺特征112.2分析塑件的结构工艺性122.2.1结构分析122.2.2尺寸精度分析122.2.3表面质量分析122.3计算塑件的体积和质量122.4注射机的初选132.4塑件精度要求14第3章分型面选择和浇注系统设计143.1注射模具分型面的选择143.1.1 分型面的基本形式143.1.2 分型面选择的基本原则143.1.3 分型面的选择143.2浇注系统的设计153.2.1 浇注系统的组成153.2.2 注射模具主流道的设计153.2.3 分流道的设计183.3浇口的设计20第4章初选注射机确定型腔数204.1根据塑件的形状估算其体积和质量204.2确定型腔数所烤炉的因素214.2.1注射机额定注射量G b214.2.2根据塑件精度所选模具224.2.3生产批量该塑件属大批量生产,故宜采用取多型腔模具。
22第5章确定模具结构方案225.1确定成型位置225.2确定分型面225.3脱模原理235.4浇注系统形式235.4.1主流道设计235.4.2分流道设计235.4.3浇口的设计245.5冷却及加热系统245.6确定主要零件结构及尺寸245.6.1型腔尺寸计算245.6.2定模座板255.6.3定模板255.6.3中间板265.6.7推杆固定板265.6.8推板275.6.9 动模座板27第6章校核注射机有关工艺参数286.1注射量的校核286.2锁模力及注射压力286.3模具厚度H及注射机闭合高度28结束语29参考文献30致谢错误!未定义书签。
绪论有分析认为,我国塑料工业的高速发展对模具工业提出了越来越高的要求,05年塑料模具在整个模具行业中的比例已上升到40%左右,在未来的几年里还将继续上升.模具是一种技术密集,资金密集的产品,在我国国民经济中的地位也非常重要.由于新技术,新材料,新工艺的不断发展,促使模具技术不断进步。
按钮的用处很广泛,不管是机械,家用,特别是一写娱乐工作用的特别的多。
它的用途主要就是控制电流的接通和断开。
它的用途很简单但它的作用却很大,它直接关系着工作能否顺利进行.目前市场上的按钮模具也非常多,设计的很有创意也非常实用.此套模具设计的着重点主要是简单实用,满足市场需求的经济型模具。
第1章引言1.1 模具行业的发展模具是生产各种工业产品的重要工艺装备,随着塑料工业的迅速发展,以及塑料制品在航空、航天、电子、机械、船舶和汽车等工业部门的推广应用,产品对模具的要求也越来越高,传统的模具设计方法已无法适应当3 / 31今的要求,及传统的模具设计相比,计算机辅助工程(CAE)技术无论是在提高生产率、保证产品质量方面,还是在降低成本、减轻劳动强度方面,都具有极大的优越性。
美国MOLDFLOW上市公司是专业从事注塑成型CAE软件和咨询公司,自1976年发行了世界上第一套流动分析软件以来,一直主导塑料成型CAE软件市场。
MOLDFLOW一直致力于帮助注塑厂商提高其产品设计和生产质量,MOLDFLOW的技术和服务提高了注塑产品的质量,缩短了开发周期,也降低了生产成本,MOLDFLOW已成为世界注塑CAE的技术领袖。
利用CAE技术,可以在模具加工前,在计算机上对整个注塑成型过程进行模拟分析,准确预测熔体的填充、保压和冷却情况,以及制品中的应力分布、分子和纤维取向分布、制品的收缩和翘曲变形等情况,以便设计者能尽早发现问题并及时进行修改,而不是等到试模后再返修模具。
这不仅是对传统模具设计方法的一次突破,而且在减少甚至避免模具返修报废、提高制品质量和降低成本等方面,都有着重大的技术、经济意义。
塑料模具的设计不但要采用CAD技术,而且还要采用CAE技术,这是发展的必然趋势。
近十多年来,国外先进国家的模具技术水平得到了飞速发展:(1)CAD/CAM/CAE技术的应用在欧美CAD/CAM/CAE已成为塑模企业普遍应用的技术。
在CAD的应用方面已经超越了甩掉图板,二维绘图的初级阶段。
目前3D设计已达到了70%、89%,Pro/E,UG,CI以TRON等软件的应用很普遍。
应用这些软件不仅可完成2D设计,同时也获得3D模型,为NC编程和CAD/CAM的集成提供了保证。
应用3D设计,还在设计时进行装配干涉的检查,以保证设计和工艺的合理性。
在欧美的塑模企业中,为了提高CAD技术的效率,塑模标准件的采用率一般在80%以上[1]。
(2)激光技术的应用日益受到重视激光技术在模具制造中的应用主要是在快速成形及一些特殊模具的加工两个方面。
快速成形是根据CAD 的数据,不借助任何机械加工工具,通过逐层增加材料的方法(如聚合、粘结、烧结等) 快速制造出零件原型或零件实物,故也称快速原形制造(缩写为PRM) 技术。
快速成形技术主要有立体光固造型(SLA) ,选择性激光烧结(SLS) ,分层实体制造(LOM) 等。
该技术将CAD 技术、激光技术、CNC 技术、材料加工和材料科学技术有机地结合起来,给模具制造业带来了根本性的变革[2]。
及传统的模具设计制造相比,它能比数控加工更快、更方便地设计并制造出各种复杂的原型,使模具的制造成本和生产周期减少1/ 2 ,明显提高生产率。
国内的一些大型企业集团,如海尔、春兰和科龙等公司已经应用激光快速成形于新产品开发等方面,并取得显著的经济效益。
(3)模具材料先进随着模具工作条件的日益苛刻,对模具的质量,特别是钢的纯净度、等向性的水平提出了更高的要求。
为达此目的国外普遍采用电炉外精炼工艺生产纯净度高的模具钢,对于大截面锻压模块和大型的钢材规定采用真空处理。
对于纯净度要求更高的模具钢,大部分采用电渣重熔,以进一步提高钢的纯净度、致密度、等向性和均匀性,减少偏析。
因此,模具钢的质量有了较大提高。
为了加强竞争力量,适应经济全球化的发展趋势,国外模具钢的生产从分散趋向于集中,并多家公司进行跨国合并,为了更好地5 / 31进行竞争,这些公司都建成了完善的技术先进的模具钢生产线和模具钢科学研究基地,形成几个世界著名的工模具生产和科研中心,以满足迅速发展的模具工业。
1.1.1 国内模具技术发展及目前水平我国模具行业近年来发展很快,据不完全统计,目前模具生产厂点共有2 万多家,从业人员约50 万人,全年模具产值约360 亿元,总量供不应求,出口约2亿美元,进口约10 亿美元。
当前,我国模具行业的发展具有如下特征:大型、精密、复杂、长寿命中高档模具及模具标准件发展速度快于行业总体发展水平;塑料模和压铸模成比例增长;专业模具厂家数量及其生产能力增加较快;“三资”企业及私营企业发展迅速;股份制改造步伐加快等。
从地区分布来看,以珠江三角洲和长江三角洲为中心的东南沿海地区发展快于中西部地区,南方的发展快于北方。
目前发展最快、模具生产最集中的省份是广东和浙江,其模具产值约占全国总产值的60%以上。
我国模具总量虽然已位居世界第三,但设计制造水平总体上落后于德、美、日、法、意等发达国家,模具商品化和标准化程度也低于国际水平[3]。
全球制造业正以垂直整合的模式向中国及亚太地区转移,中国正成为世界制造业的重要基地。
制造业模式的变化,必将产生对新技术的需求,也必将导致CAD 技术的发展。
同时,由于网络技术的大面积应用,正如10 年前由于成本的大幅度下降,使得微机进入千家万户改变我们的生活一样,网络应用的普及将在更大程度上改变制造业的模式。
随着中国加入WTO ,逐渐成为世界制造业的重要基地,将要求我国的产品要有创新性,并且要有更高的质量、更低的成本并在更快的时间内提供给市场[4]。
作为产品制造的重要工艺装备、国民经济的基础工业之一的模具工业将直接面对竞争的第一线,模具工业除其需要“高技艺”的从业人员外,还需要更多的“高技术”来保证。
1.2 注射模具设计要求1.2.1塑件分析注射模的一般设计程序及普通热塑性注塑模基本相同,所不同的是在设计之前要选择成型工艺方法、设备和模具类型,而这一过程正是新型注塑模具设计的关键,其次才是模具的具体设计。
通常,在大多数注塑件能够采用两种或多种注塑工艺方法和模具类型来注塑成型,但还应该从材料性能、各种工艺类型和相应模具特点及其所能成型制品的质量、经济性、制约条件等角度综合考虑,以得出最佳或相对较好的方案。
在任何情况下设计模具,是针对具体模具塑件设计相应的模具,因此首先遇到的问题是如何选择确定塑料品种和注塑工艺路线,最终确定模具类型。
确定类型是一个复杂的总和过程,首先要从模具设计的最终目的——塑件要求成型合格制品来考虑,分析塑件的形状结构特点、壁厚、尺寸大小和尺寸精度、外观要求、质量和质量偏差要求、强度和刚性要求、装配要求、使用环境条件要求等因素,在此基础上依据塑料材料性能初步筛选出可以考虑采用的塑料品种、注塑工艺路线和相应的注塑机类型及相应的模具类型。
1.2.2塑件的成型性能塑料的基本性能包括力学性能、热性能、电学性能、光学性能、耐老化性能、卫生性能、耐磨性、抗疲劳性、抗蠕变性等。
但这里设计重点是讨论及成型加工有关的性能。
本设计所涉及的模具可用于成型热塑件塑料、7 / 31热塑性和热固性增强塑料、热固性塑料、弹性体(包括热塑性弹性体等),下面对直接影响模具设计的成型加工性能分别加以叙述。
(1)收缩率各类材料收缩率大小顺序为:弹性体,纤维增强或填料填充的弹性体,热塑性塑料,纤维增强或填料填充的热塑性塑料,热固性塑料,纤维增强或填料填充的热固性塑料。