二次冷轧镀锡薄钢板食品饮料罐的制造与应用分析_但锡安
制罐基础知识基本工艺培训讲学

单端一缩颈 竖圆罐 竖圆罐 竖圆罐 竖圆罐 竖圆罐 竖圆罐 竖圆罐 竖圆罐 竖圆罐 竖圆罐 竖圆罐
罐身压加强筋 罐身压加强筋 罐身压加强筋
9135# 10114# 10120# 10121# 10124# 15114# 15120# 15153# 15173# 15178# 15240# 15267#
第二十页,共53页。
备注 竖圆罐 竖圆罐 竖圆罐 一缩颈 竖圆罐 一缩颈 一缩颈 一缩颈 竖圆罐 一缩颈 三缩颈 三缩颈 三缩颈 三缩颈
6122# 6170# 668# 6101# 6118# 758# 781# 783# 7106# 7109# 7110# 7113# 7116# 7127#
206/211/209*413 206/211/209*611 211/211/211*211 211/211/211*400 211/211/211*410 300/300/300*205 300/300/300*303 300/300/300*305 300/300/300*403 300/300/300*405 300/300/300*406 300/300/300*407 300/300/300*409 300/300/300*500
298/300/300*305 300/300/300*305 300/300/300*403 300/300/300*405 300/300/300*406 300/300/300*407 300/300/300*409 300/300/300*500 401/401/401*302 401/401/401*405 401/401/401*407 401/401/401*409 401/401/401*411 401/401/401*412 401/401/401*414
金属包装材料的发展历史与性能
提高其强度和硬度。
[几种专用低碳薄钢板的牌号和规格 ]
制造200L油桶用低碳薄钢板对于制造200L油桶
我国制造了专用的热轧薄钢板的尺寸标准 GB3276-82
包装用带钢
包装用带钢(打包带钢或打包铁皮)是冷轧带钢中一种专用品, 专用于捆扎包装货物的木箱或纸箱。
[镀锡板的发展方向 ——节约用锡、降低制罐成本]
以低镀锡量代替高镀锡量; 提高钢基板的强度,降低镀锡板的厚度,采用二次冷轧镀锡
板,现已用于充气的碳酸饮料罐和啤酒罐,今后石面精整的 二次冷轧镀锡板将普遍用于食品罐的生产 研制各种无锡钢板 对黑铁皮进行铬酸盐/磷酸盐表面处理,加上润滑涂料工艺 的改进,用于食品和饮料的包装
缺点
金属及焊料中的Pb、As等易渗入食品中,污染食品; 另外,金属离子还会影响食品的风味。
当金属容器采用酚醛树脂作为内壁涂料时,若加工工 艺不当,也会影响食品的质量。
三、常见的金属包装材料
金属包装材料
低碳 薄钢板
镀锡 薄钢板
非镀锡 薄钢板
铝合金薄板 和铝箔
镀铬 薄钢板
镀锌 薄钢板
镀铝 薄钢板
(一)低碳薄钢板
(三)非镀锡薄钢板
由于金属锡的资源少, 镀锡薄钢板的成本高。 为了降低成本,人们 一直设法研制镀锡薄 钢板的代用品,因而 产生了非镀锡薄钢板。
非镀锡薄钢板 镀铬板 镀锌板 镀铝板
[ 镀 铬 薄 钢 板 ]
镀铬板的结构
镀铬薄钢板又称铬系无锡钢板,简称镀铬板,即TFS板。 镀铬板的价格约比镀锡板低10%,它是目前制作食品罐的
(二)镀锡薄钢板
又称镀锡板、马口铁,是两面镀有锡的低碳薄钢板。
《罐藏食品金属容器通用技术标准》国家标准编制说明(征求

《罐藏食品金属容器通用技术标准》国家标准编制说明(征求意见稿)标准起草工作组2015-9-14一、工作概况1、任务来源根据国家标准化管理委员会国标委综合[2011]82号文,《镀锡薄钢板罐头容器技术条件》列入2011年第三批标准修订计划,项目编号为20112183-T-469。
本标准由全国食品工业标准化技术委员会提出,全国食品工业标准化技术委员会罐头分技术委员会归口,由中国食品发酵工业研究院、奥瑞金包装股份有限公司等单位负责起草。
2、行业及标准概况本标准为1993年编制批准发布,随着我国镀锡薄钢板圆形罐头容器技术条件的发展,特别是在使用二次冷轧铁进行生产后,本标准部分内容已不适应发展的要求。
为提高我国圆形罐头容器的市场竞争力,实现与同类国际标准接轨,本标准应加以修订。
从20世纪末开始,制罐商开始使用愈来愈薄的板材,为了使变薄后的马口铁仍具有足够的机械强度,目前大多采用二次冷轧薄钢板。
国外已普及超薄钢板制罐、微卷封工艺,将制罐壁厚度降低至0.07~0.13mm,法国在食品三片罐的应用方面,已经开始成熟使用0.12mm厚度的二次冷轧马口铁。
国内行业单位已经应用0.12mm二次冷轧镀锡薄钢板在539#食品罐上成功试用,GB/T 14251-1993中对尺寸的要求主要针对的是一次冷轧马口铁材料生产的空罐,而二次冷轧马口铁生产的空罐没有标准可依,且如今开发的覆膜铁、覆膜铝新型环保材料制作的金属罐也没有标准可依,对实罐的质量要求也没有相应的标准。
故需根据现在实际情况修订此项标准。
3、简要起草过程2011年底,项目发布后,全国食品工业标准化技术委员会罐头分技术委员会着手组织该项标准的制定工作。
2012年,罐头标委会秘书处开展了罐头食品行业调研工作。
通过此次调研工作,完成标准起草工作组组建工作,并摸清我国罐头食品金属容器行业现状及标准在执行和使用过程中存在的问题,并提出标准修订思路。
2012年-2013年重点标准制定思路进行了研究,与现行标准体系及标准在研计划《罐头罐》进行了系统研究,确定了该标准制定思路:该标准仍作为罐头食品领域通用技术标准。
冷轧板的应用领域有哪些
冷轧板的应用领域有哪些冷轧板是以热轧卷为原料,在室温下在再结晶温度以下进行轧制而成。
那么你对冷轧板了解多少呢?以下是由店铺整理关于冷轧板的应用领域的内容,希望大家喜欢!冷轧板的应用领域冷轧板带用途很广,如汽车制造、电器产品、机车车辆、航空、精密仪表、食品罐头等。
冷轧薄钢板是普通碳素结构钢冷轧板的简称,也称冷轧板,俗称冷板,有时会被误写成冷扎板。
冷板是由普通碳素结构钢热轧钢带,经过进一步冷轧制成厚度小于4mm的钢板。
由于在常温下轧制,不产生氧化铁皮,因此,冷板表面质量好,尺寸精度高,再加之退火处理,其机械性能和工艺性能都优于热轧薄钢板,在许多领域里,特别是家电制造领域,已逐渐用它取代热轧薄钢板。
适用牌号:Q195、Q215、Q235、Q275;SPCC(日本牌号);ST12(德国牌号)日本普通结构用钢牌号表示方法(JIS标准)1、日本钢材牌号中普通结构钢主要由三部分组成:第一部分表示材质,如:S(Steel)表示钢,F(Ferrum)表示铁;第二部分表示不同的形状、种类、用途,如P(Plate)表示板,T(Tube)表示管,K(Kogu)表示工具;第三部分表示特征数字,一般为最低抗拉强度。
如:SS400——第一个S表示钢(Steel),第二个S表示“结构”(Structure),400为下限抗拉强度400MPa,整体表示抗拉强度为400MPa的普通结构钢。
2、SPHC——首位S为钢Steel的缩写,P为板Plate的缩写,H 为热Heat的缩写,C为商业Commercial的缩写,整体表示一般用热轧钢板及钢带。
3、SPHD——表示冲压用热轧钢板及钢带。
4、SPHE——表示深冲用热轧钢板及钢带。
5、SPCC——表示一般用冷轧碳素钢薄板及钢带,相当于中国Q195~Q215A牌号,德国牌号ST12、其中第三个字母C为冷(Cold)的缩写。
需保证机械性能时,在牌号末尾加T如SPCCT。
6、SPCD——表示冲压用冷轧碳素钢薄板及钢带,相当于中国08AL(13237)优质碳素结构钢,相当于德国牌号ST13。
马口铁简介

马口铁简介马口铁起源于波希米亚(今捷克和斯洛伐克境内)。
该地自古就盛产金属工艺先进,且懂得利用水力从事机器制造,从14世纪起就开始生产马口铁。
在很长一般时期内,这里一直是世界上马口铁的主要产地。
当时马口铁主要用来制造餐具和饮具。
后为第一次世界大战,各国军队制成大量铁制容器(罐头)而延用到今。
马口铁是表面镀有一层锡的铁皮,它不易生锈,又叫镀锡铁。
这种镀层钢板在中国很长时间称为“马口铁”,由于当时有人认为制造罐头用的镀锡薄板是从广东省澳门(英文名Macao可读作马口)进口的,所以叫“马口铁”。
也有其他说法,如中国过去用这种镀锡薄板制造煤油灯的灯头,形如马口,所以叫“马口铁”。
“马口铁”这个名称不确切,因此,1973年中国镀锡薄板会议时已正名为镀锡薄板,正式文件不再使用“马口铁”这个名称。
特性优点不透光性光线除了会引发食品的劣变反应之外,也会引起蛋白质和氨基酸的变化,而维生素C收到光线照射更容易使其与其它食品成份作用,以致大量流失。
据研究分析显示,透明玻璃瓶装的牛奶,维他命 C 的损失量比深色瓶装的牛奶高14倍,光亦会使牛奶产生氧化异味,以及核素、甲硫氨酸等裂解而损失营养价值,马口铁罐的不透光使得维他命C的保存率最高。
良好的密封性包装容器对空气及其它挥发性气体的阻隔性对营养成份及感官品质的保存非常重要。
比较各种果汁包装容器证明,容器的氧气透过率直接影响果汁的褐变及维他命C的保存;氧气透过率低的金属罐、玻璃瓶和铝箔胶积层、纸盒对维他命C 的保存较好,其中又以铁罐最佳。
锡的还原作用马口铁内壁的锡会与充填时残存于容器内的氧气作用,减少食品成份被氧化的机会。
锡的还原作用,对淡色水果、果汁的风味和色泽有很好的保存效果,因而使用不涂漆铁罐装的果汁罐要比其它包材装的果汁罐营养保存更好,褐变更轻微,风味品质的接受性较好,贮存期限因而延长。
提供有效铁的来源马口铁罐装食品,除少数淡色水果及果汁罐头外,大都使用内部涂漆的空罐,以提高容器的耐蚀特性;由于金属的电化学作用,涂漆罐装罐头食品于贮存中会有少量的铁溶出,以二价铁形态存在于密封的罐头食品中,很容易被人体吸收,含量大约1 至10 ppm。
金属包装材料及其发展探析
Q U a I i t y 质量7嚣劳蕊j 麟鬻黼溅麟黼澜赫霪司隧濯裁金属包装材料及其发展探析金属材料是四大包装材料之一,随着现代金属容器成型技术和金属镀层技术的发展,绿色金属包装材料的开发应用已成为发展趋势。
金属材料在包装材料中虽然用量相对不大,但由于其有极优良的综合性能,且资源丰富,所以金属在包装领域仍然保持着极大的生命力。
金属包装材料的发展历史金属包装材料的应用始于公元1200年,17世纪后叶,开始使用镀锡铁皮制作金属桶盛装干燥食品。
1810年,英国人Pet er D ur and发明了用马口铁罐贮藏食品的技术,马口铁从此罐诞生了。
二次世界大战后,由于锡资源缺乏,人们研制出镀锡量少或无锡的制罐材料,由此,差厚镀锡板、低镀锡板、无锡薄钢板相继问世。
金属包装材料的优缺点金属印刷品再现的图像信息色彩鲜艳、层次丰富、视觉效果良好,在阻气性、防潮性、遮光性和46印刷质量与标准化2014.4文/刘鹏杨慧芳鲁梅密封性方面,是其他材料所不及的;金属承印材料还具有良好的力学加工性能及加工、成形性能,其特殊的金属光泽,通过印刷装饰后,可使商品外包装华丽富贵、美观适销。
金属承印材料也存在一些不足:如化学稳定性较差,耐腐蚀性差,特别是钢质材料容易锈蚀。
因此,金属承印材料通常都需要在其表面涂布一层防锈材料,防止外界对被包装物的腐蚀,同时也可以防止金属中的有害物质对商品的影响。
三、金属包装材料的应用1.钢板(1)低碳薄钢板。
金属学中把含碳量小于0.25%的铁碳合金叫做低碳钢,用低碳钢制作的薄钢板称为低碳薄钢板。
我国用于制造金属包装容器的低碳薄钢板有普通碳素结构钢低碳薄钢板和优质碳素结构钢低碳薄钢板。
当金属包装容器的机械性能要求不高且不需要经受深冲压时可选用普通碳素结构钢低碳薄钢板。
当金属包装容器的机械性能要求较高时可选用优质碳素结构钢低碳薄钢板。
曼一笔蹬磊制造金属包装容器的低碳薄钢板的含碳量一般在0.05%—帕.22%之间。
马口铁普及知识

1.5/1.5 1.5/1.5 D5.6/2.8 5.6/2.8 50#/25#
2.0/2.0 2.0/2.0 D8.4/2.8 8.4/2.8 75#/25#
2.8/2.8 2.8/2.8 25#/25# D8.4/5.6 8.4/5.6 75#/50#
4.0/4.0 4.0/4.0 D11.2/2.8 11.2/2.8 100#/25#
2. 什么是镀铬板?
镀铬板又叫无锡钢板,英文缩写为TFS,是针对金属锡资源少、
成本偏高的情况而研制的新型制罐材料。与镀锡板相比较,它具有价格低,涂料附着力强的优点,但在耐蚀性、外观光泽方面不如镀锡板,且目前还不能锡焊,只能采用搭接电阻焊或粘合,目前多用于加工皇冠瓶盖、弱酸性的食品罐头等,近年其用途逐渐广泛。
⑸. 镀锡板的表面外观,共有四种:
光亮表面 表面粗糙度0.13~0.33μm 标记:B
石纹表面 表面粗糙度0.24~0.69μm 标记:R
银光表面 表面粗糙度0.77~1.27μm 标记:S
无光表面 表面粗糙度077~1.27μm 标记:M
(无光表面板的表面不经软熔处理)
马口铁,锡(Sn)和铁(Fe)的合金,其中Sn是镀层,马口铁又叫镀锡铁
(注意区分:白铁,Zn、Fe,其中Zn做镀层,是镀锌铁的俗称)
马口铁是电镀锡薄钢板的俗称,英文缩写为SPTE,是指两面镀有商业纯锡的冷轧低碳薄钢板或钢带。锡主要起防止腐蚀与生锈的作用。它将钢的强度和成型性与锡的耐蚀性、锡焊性和美观的外表结合于一种材料之中,具有耐腐蚀、无毒、强度高、延展性好的特性。马口铁-简介
两面不同镀锡量的镀锡板成为差厚镀锡板,其标记方法由供需 双方协商确定,如订货未指定,则在厚镀锡层用暗色平行线标记。
应用拉伸试验数据分析指导二次冷轧高强马口铁基板生产
DIO:DOI:10.16683/KI.ISSN1674-0971.2020.4065应用拉伸试验数据分析指导二次冷轧高强马口铁基板生产张玉文张春花(唐山不锈钢有限责任公司,河北唐山063100)摘要:本文介绍了二次冷轧高强马口铁基板冷轧总压下率对制耳率的影响,研究了退火温度对硬度的影响及二次冷轧压下率与成品屈服强度的关系,通过对退火后钢带拉伸试验曲线均匀延伸段数据进行分析,推测出加工硬化曲线及二次冷轧压下率与屈服强度的关系,经实践验证,屈服强度预测值与实际值偏差小于15MPa。
可用于指导二次冷轧生产高强马口铁基板总压下率设定。
关键词:拉伸试验;n 值;r 值;二次冷轧马口铁中图分类号:TG115.5+2;TG335.12文献标识码:A文章编号:1674-0971(2020)-004-04Using the Analysis of Tensile Test Data to Direct theProduction of DR High Strength TinplateZhang Yuwen ,Zhang Chunhua(Tangshan Stainless Steel Co.Ltd.,Tangshan ,Hebei 063100)Abstract:It introduced the effect of total reduction ratio on the earring ratio of the double cold-reduced high strength tin (chromium)base cold rolled plated,and studies the influence of annealing temperature on hardness and the relation of the secondary cold rolling reduction ratio and the yield strength of the finished product,by analyzing the uniform extension curve data of the annealing steel strips’tensile test to estimate the work hardening curve and the secondary cold rolling reduction rate on the yield strength,it has been verified by practice that the deviation of the yield strength prediction and the actual value is less than 15MPa.It can be used to guide the setting of total re-duction rate of high strength tin (chromium)plate produced by secondary cold rolling.Keywords:tensile test,n-value,r-value,tinplate特钢技术Special Steel Technology第26卷总第105期2020年第4期Vol.26(105)2020.No.4收件日期:2020-4-14作者简介:张玉文,男,高级工程师,2013年毕业于河北联合大学材料成型及控制工程专业,现供职于唐山不锈钢有限责任公司,从事产品开发。
食品、饮料金属包装容器HACCP计划-奶粉罐
食品、饮料金属包装容器HACCP计划-奶粉罐拟制:审核:批准:xxx包装股份有限公司标准HACCP计划—奶粉罐分发号:文件编号:【2014】03BZ第013号-3日期:年月日日期:年月日日期:年月日发布日期:年月日实施日期:年月日HACCP计划—奶粉罐【2014】03BZ第013号-3第1版第次修改修订记录修订项目修订原因修订前内容修订后内容修改人/日期批准人/日期HACCP计划—奶粉罐【2014】03BZ第013号-3第1版第次修改目录序号一二三四五六1 2 3七1 2 34八九十内容原辅材料特征描述产品分类清单终产品特性及预期用途描述工艺流程图及工艺描述过程润滑油、酒精风险识别风险评估及控制措施分类判断原则评估总则工艺过程风险等级及数据库储运进程风险等级及数据库危害阐发原辅料验收进程生产进程储运过程气体及其他通用进程OPRP打算表HACCP打算表HACCP计划确认HACCP打算—奶粉罐【2014】03BZ第013号-3第1版第次点窜1、原辅材料特征描述1.0原辅材料清单T4,厚度0.23mm,规格:0.23*802*780T4,厚度0.23mm,规格:0.23*802*726合金状态:T4-CA- R1规格:0.23*802*7261.1马口铁1.2主料1.3涂覆马口铁子母盖、易撕盖502#1.4焊缝外补涂料型号PPG2875-801/A或MC 6875-8011.5铜线型号:φ1.30mm1.6塑料托盘及顶板规格:1400*1110*140mm1.7PE(气垫膜)规格:1400*1110*1mm;1400*1110*1mm;5L辅料1.8纸板规格:1400*1110*4mm1.9环绕纠缠膜规格:50cm*0.17μm1.10打包带规格:95551.11稀释剂稀释剂()HACCP打算—奶粉罐【2014】03BZ第013号-3第1版第次点窜1.1马口铁原料名称合金状况组成成分马口铁T4-CA-R1钢铁、锡层1、固状,无味、无臭,具有较大的韧性和加工强度;2、规格:0.23*802*726;厚度:0.23±0.005;物理性3、调质度(HR30T):58-614、残留元素含量级少,具有良好之耐腐蚀性,不渗透水分和溶剂;5、硬度高,机械性质均一。
二次冷轧镀锡薄钢板食品饮料罐的制造与应用研究

二次冷轧镀锡薄钢板食品饮料罐的制造与应用研究摘要:本文主要针对二次冷轧式镀锡的薄钢板(double reduced tin-plate;DR)食品饮料包装罐制造及应用进行综述分析,望能够为相关专家及学者对这一课题的深入研究提供有价值的参考或者依据。
关键词:二次冷轧;镀锡;薄钢板;食品;饮料罐;制造;应用;前言:冷轧镀锡的薄板,也叫作马口铁,传统一次冷轧式镀锡的薄板,属于国内食品饮料的三片罐实际生产期间所普遍使用的一种原材料,板材的厚度一般超过0.20mm。
二次冷轧式镀锡的薄钢板,板材的厚度一般在0.10-0.15mm范围,经二次冷轧制造,板材便等更加薄,应用于食品饮料的三片罐制造中,在经济效益方面有着突出作用。
故而,深入研究二次冷轧式镀锡的薄钢板在食品饮料包装罐制造实际应用尤为必要。
1、DR三片罐制造难点运用超薄钢板进行超薄罐制造,从基础理论上来分具有一定可行性,但在具体生产化的批量应用方面还是存在着一定难度系数,具体如下:①由于板材相对较薄,硬度较高,制罐期间焊接特性极易发展变化情况,现有焊接机械,促使制罐质量稳定性难以得到保障;②超薄钢板类材料基本特性发生变化,促使制罐期间翻边局部不均匀变形、缩颈、胀型等情况出现,导致变形部位的材料出现起皱情况,焊接部位开裂等,特别是异型罐,极易导致产品出现不良密封性这一问题;③因材料相对较薄,自身性能发生变化,制罐期间二重卷封很难成型,出现严重褶皱问题,对灌装总体密封性产生极为不利的影响。
故应选用微型的卷封处理技术。
封口滚轮沟槽的尺寸、形状,其与现有的设备所使用滚轮之间差异性突出,封口装置卷封各项参数需做好相应调整。
故因制罐板材较薄,促使生产线上设备研发工作重要性被逐渐凸显出来。
使用减薄后薄才实施制罐操作,应积极改进现有的设备及制罐操作工艺,需科研人员多借鉴国内外先进的科学技术,再结合国内具体需求,进行自主的设计及研发。
2、DR三片罐制造及创新应用技术2.1 分析DR各项性能DR材料强度系数、延展性相关力学性能与罐身缩颈、焊接、翻边成型及封口处理各种问题密切相关。
电镀锡(铬)产品知识题库_林永增
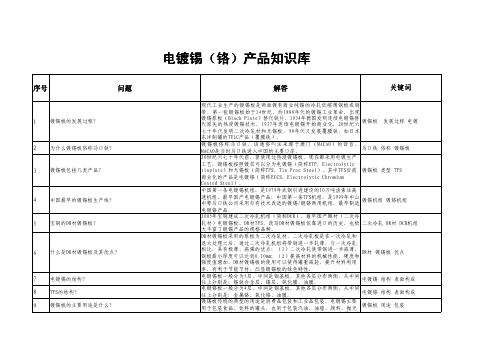
电镀锡电镀锡((铬)产品知识库序号问题解答关键词1镀锡板的发展过程?现代工业生产的镀锡板是两面镀有商业纯锡的冷轧低碳薄钢板或钢带。
第一张镀锡板始于14世纪,约1880年代的镀锡工业革命,出现镀锡原板(Black Plate)替代铁片,1934年德国发明连续电镀锡替代原先的热浸镀锡技术,1937年连续电镀锡开始商业化,20世纪六七十年代发明二次冷轧材和无锡板,90年代又发展覆膜铁,如日本东洋制罐的TULC产品(覆膜铁)。
镀锡板 发展过程 电镀2为什么镀锡板俗称马口铁?镀锡板俗称马口铁,该通俗叫法来源于澳门(MACAO)的译音,MACAO是当时马口铁进入中国的主要口岸。
马口铁 俗称 镀锡板3镀锡板包括几类产品?20世纪六七十年代前,曾使用过热浸镀锡板,现在都采用电镀生产工艺,镀锡板按照镀层可以分为电镀锡(简称ETP,Electrolytictinplate)和无锡板(简称TFS,Tin Free Steel),其中TFS目前商业化的产品是电镀铬(简称ECCS,Electrolytic ChromiumCoated Steel)。
镀锡板 类型 TFS4中国最早的镀锡板生产线?中国第一条电镀锡机组,是1979年武钢引进建设的10万吨卤素法高速机组,最早国产电镀锡产品;中国第一条TFS机组,是1999年中山中粤马口铁公司采用自有技术改造的镀锡/镀铬两用机组,最早制造电镀铬产品。
镀锡机组 镀铬机组5宝钢的DR材镀锡板?2005年宝钢建成二次冷轧机组(简称DCR),最早国产DR材(二次冷轧材)电镀锡板、DR材TFS,改写DR材镀锡板依靠进口的历史,也极大丰富了镀锡产品的规格品种。
二次冷轧 DR材 DCR机组6什么是DR材镀锡板及其优点?DR材镀锡板采用的原板为二次冷轧材,二次冷轧板是在一次冷轧和退火处理之后,通过二次冷轧机组将带钢进一步轧薄,与一次冷轧相比,具有极薄、高强的优点:(1)二次冷轧使带钢进一步减薄,钢板最小厚度可以达到0.10mm;(2)提高材料的机械性能,硬度和强度值增加。
马口铁专业知识培训

2015
六、 尺寸及偏差 1、厚度允许偏差: 不大于公称厚度的±7%。 注:厚度测量位置为距钢板及钢带两侧边 部不小于10mm任一点。
2.薄边: 薄边是钢板及钢带沿宽度方向上厚度的变 化,其特征是在靠近钢板及钢带的边缘发
2015
3、宽度允许偏差: 钢板及钢带的宽度允许偏差为0mm~+3mm 。
注: spcc: 一般用冷轧碳钢薄板及钢带 (衡水钢铁用基板 )
2015
三、 马口铁分类及代号(二)
分类方式 表面状态
钝化方式 边部形状
类别 光亮表面 粗糙表面 银色表面 无光表面 化学钝化 电化学钝化 低铬钝化
直边 花边
代号 B R S M CP CE LCr SL WL
表面粗糙度 0.13-0.33μm 0.24-0.69μm 0.77-1.27μm 0.77-1.27μm
--------------------------
七、 钝化的作用(一)
2015
八、 油膜介绍(二)
2015
“结露”(一)
2015
2015
2015
十一、 附着力的影响因素(小结)
4、镰刀湾:
每任意1000mm长度上,镰刀弯应不大于 1mm.
检验取样
2015
七、 钝化的作用(一)
2015
七、 钝化的作用(二)
2015
八、 油膜介绍(一)
2015
八、 油膜介绍(二)
2015
九、 油膜与“眼孔”
2015
十、 镀锡板的涂饰性(一)
2015
2015
十、 镀锡板的涂饰性(二)相关定义 1.润湿: 液相与固相接触时液相沿着固相表面铺 展的现象。
L
马口铁知识
马口铁生产厂家
国产 宝山、武钢、广州太平洋、中山中粤、江苏统一、福建统一、福建 中日达、无锡新大中、海南海宇等。 进口 日本、韩国、德国、美国、巴西、委内瑞拉、土耳其、俄罗斯、英 国、台湾地区等 目前在国内的食品罐头选用材料为品质稍高的厂家,基本上国内钢厂 能够满足当前的供应:主要以宝钢、统一、太平洋、日本。 ,
一、马口铁定义
马口铁是表面镀有一层锡的铁皮,它不易生锈,又 马口铁是表面镀有一层锡的铁皮,它不易生锈, 叫镀锡铁。马口铁最早产于波希米亚( 叫镀锡铁。马口铁最早产于波希米亚(今捷克和斯洛 伐克境内)。 )。马口铁是包装行业对镀锡冷轧薄钢板的 伐克境内)。马口铁是包装行业对镀锡冷轧薄钢板的 俗称,曾有热浸马口铁和电镀马口铁之分, 俗称,曾有热浸马口铁和电镀马口铁之分,镀锡薄钢 板俗称马口铁,是在厚度0.1 0.5mm的冷轧低碳钢 0.1板俗称马口铁,是在厚度0.1-0.5mm的冷轧低碳钢 (08F、Q195BF、Q215BF 等)薄钢板上镀有纯锡的制 (08F、Q195BF、 品。镀锡板的生产工艺主要生产过程是采用板坯经过 加热、热轧及酸洗、冷轧,再经热处理、平整、 加热、热轧及酸洗、冷轧,再经热处理、平整、进行 电镀锡,再经卷取成卷或经剪切、包装而成。 电镀锡,再经卷取成卷或经剪切、包装而成。以平板 状供货的称为钢板,以卷状供货的称为钢带。 状供货的称为钢板,以卷状供货的称为钢带。
一 次 轧 延
二 次 轧 延
T2 T2.5 T3;T3CA T4CA T5CA DR-8 DR-9 DR-9M DR-10
马口铁表面处理
号 B R S M
区 分 光面处理 粗面处理 银面处理 钝面处理
征 特 征 在具有细纹光滑表面之底片上,将锡层施以 熔融之光泽表面。 在具有一定方向的磨刀石纹表面之底片上, 将锡层施以熔融处理之光泽表面。 在具有较粗雾状无光泽表面之底片上,将锡 层施以熔融处理之光泽表面。 通常在无光泽表面之底片上锡后,不经熔融 处理之光泽表面。
镀锡薄钢板概述
二、镀锡板的生产方法
2、酸洗 经过碱洗的钢带表面仍有一层铁的氧化物,需 要通过酸洗来清除。同时通过酸洗还可对钢带表 面进行轻微的浸蚀使其呈现金属结晶组织活化状 态,以便下一步镀锡时使钢带和镀层之间有良好 的结合力。酸洗根据镀锡钢板的最终用途可分为 化学酸洗和电解酸洗。酸洗溶液一般是稀硫酸或 盐酸;电解电流一般采用直流电。同时要避免过 度酸洗(过度酸洗反而使硫酸对氧化铁的溶解力 下降,使钢带带有不规则的氧化膜)。
二、镀锡板的生产方法
6、钝化 为了提高镀锡板的抗硫性能、防止加热变色 及控制SnO(不稳定)的生成,需对其进行钝 化(使SnO转化为稳定的SnO2,同时在锡层表 面形成一层含铬水合氧化物的钝化膜)。钝化 处理有两种方法:一是重铬酸钠浸渍处理 (SPCD)或称300法,另一种是重铬酸钠阴极 处理法(CDC)或称311法。
氧化膜+钝化膜0.002um 锡层0.35um
锡铁合金层0.15um
钢带基板200um
机构编号 A B C D 结构名称 钢基层 锡铁合金 层 锡层 氧化膜 厚度 0.14~0.55mm 少于 0.8g/m2 1g/m2~15.2g/m2 (单面) 1~3mc/cm2 (单面,电量密度) 成分 含碳<0.13%的低碳钢 锡铁合金结晶 锡 氧化锡、氧化亚锡、氧化铬
三、镀锡板的主要技术条件
3、力学性能 镀锡板可按成形性等级包括钢的成分和轧制 过程,特别是取决于退火方式和平整(调质轧制)程度。 术语“调质度”在应用于镀锡板时,囊括了相互关 联的各种力学性能。没有任何一种单独的力学性能实验 可以用来检验出能影响镀锡板材料加工性能的所有因素。 但是洛氏 HR30T 表面硬度实验已经被普遍用作镀锡板的 一种快速实验方法。对于普通的一次冷轧镀锡板,通常 只规定要进行洛氏表面硬度实验,但对于二次冷轧镀锡 板,则还要测定其拉伸性能。日本JIS标准中的HR30T洛 氏表面硬度等级:
二片罐培训资料

智能化生产
通过引入自动化和智能化技术,实 现二片罐生产线的智能控制和优化 ,提高生产效率和产品质量。
新型制罐工艺
探索和开发新型制罐工艺,如激光 焊接、超声波焊接等,以降低制造 成本和提高制造精度。
市场趋势
01
02
03
环保需求增加
随着消费者对环保意识的 提高,对可回收、可降解 的二片罐需求将不断增加 。
用于药品的包装和盛放 。
还可应用于化工、日化 等行业的产品包装。
02
二片罐的生产工艺
生产流程
剪裁与成形
将铝材按照罐体尺寸进行剪裁 ,并通过冲压或拉伸等工艺形 成罐体。
焊接与密封
对罐体进行焊接和密封处理, 确保罐体的气密性和强度。
原料准备
根据生产需求,准备相应的铝 材、涂料等原材料。
涂料涂装
对罐体外表面进行涂装处理, 以提高防腐蚀和美观性。
设备维护
定期对生产设备进行维护和保养,确保设备 正常运行。
工艺控制
对生产过程中的各项工艺参数进行严格控制 ,确保工艺稳定可靠。
人员培训
对生产人员进行定期培训,提高员工技能水 平和工作责任心。
03
二片罐的常见问题及解决方案
常见问题
二片罐变形
在生产过程中,由于受到压力或温度 的影响,二片罐可能会发生变形。
服务竞争
提供优质的服务和售后保 障是提高企业竞争力的重 要手段之一。
THANKS
谢谢您的观看
采用新型密封材料或优化密封结构,以提 高二片罐的密封性能。
加强质量检测
优化生产流程
在生产过程中增加质量检测环节,及时发 现并处理表面质量差的二片罐。
通过改进设备或优化生产流程,提高二片 罐的生产效率。
二片罐培训资料

二片罐培训资料xx年xx月xx日CATALOGUE目录•二片罐基本介绍•二片罐的生产工艺•二片罐的材质种类•二片罐的制造设备•二片罐的制造流程及规范•二片罐的质量标准及检验方法•二片罐的常见问题及解决方案01二片罐基本介绍二片罐指的是一种由两片材料组成的罐体,通常采用金属、塑料或复合材料制成。
两片材料在罐体的成型过程中被合在一起,形成一个密闭的空间,用于储存各种产品,如食品、药品、化妆品等。
1 2 3由于二片罐的罐体是由两片材料组成,在结合处容易形成密封,从而保证了产品的保质期和安全性。
密封性能好二片罐的体积小、重量轻,方便携带,适合户外活动或旅行时使用。
易于携带二片罐的制造过程相对简单,生产效率高,降低了生产成本。
生产效率高03个人护理产品个人护理产品如洗发水、沐浴露等也常采用二片罐作为包装形式。
01食品包装二片罐广泛应用于食品包装领域,如饮料、罐头食品、调味品等。
02医药包装二片罐也用于医药包装,特别是对于需要保持密封性的药品,如口服液、眼药水等。
02二片罐的生产工艺主要使用钢材和铝材作为原料,用于制作二片罐的上下两片。
原料对原料的质量要求较高,需要符合相关标准,如厚度、强度等。
质量要求原料需要进行妥善的存储和处理,避免出现损坏或污染。
存储和处理原料准备根据产品要求,制作相应的模具,包括上下两片模具。
加工成型模具准备将原料放入模具中,通过压制成型的方式,得到所需的二片罐形状。
压制成型对成型后的二片罐进行修整和打磨,确保表面光滑,无毛刺。
修整和打磨涂装根据产品要求,对二片罐进行涂装处理,如印刷图案、涂防锈漆等。
清洗对二片罐进行清洗,去除表面的杂质和油污。
烘干对涂装后的二片罐进行烘干,确保涂层干燥牢固。
表面处理对二片罐的尺寸进行检测,确保符合产品要求。
尺寸检测外观检测性能检测对二片罐的外观进行检测,如表面光滑度、涂层质量等。
对二片罐的性能进行检测,如抗压、抗拉等性能。
03质量检测020103二片罐的材质种类优点铝合金具有轻量化、耐腐蚀、易于加工等特点,表面光滑美观,适合用于制作高档二片罐。
食品罐头相关知识汇总
旧代号
1.0/1.0 1.5/1.5 2.0/2.0 2.8/2.8 4.0/4.0 5.0/5.0 5.6/5.6 8.4/8.4
10#/10#
11.2/11.2 D5.6/2.8 D8.4/2.8
100#/100# 50#/25# 75#/25# 75#/50# 100#/25# 100#/50# 100#/75#
T-5
DR-8 DR-9 DR-9M
65±3
73 76 77
适用于要求抗折弯性优良的大型罐及内压容器的罐身或盖等
适用于要求一定刚性、强度的啤酒、碳酸饮料罐的罐身和盖等 适用于要求一定刚性、强度的啤酒、碳酸饮料罐的罐身和盖和DrD罐的罐身等 适用于要求一定刚性、强度的啤酒、碳酸饮料的盖等
DR-10
80
涂料相关检验: 耐冲击性:冲盖后经5%硫酸铜溶液浸泡30min,盖面上不应有明显腐蚀点 (抗硫涂料铁和防粘涂料铁应无密集的腐蚀点) 抗酸性能:试样放入5%醋酸溶液中,经121℃加热30min,涂膜不应变色 和脱落 抗硫性能:试样放入1%硫化钠溶液中,经121℃加热30min,不应有明显 的流化斑,涂膜不应脱落,变色。 实罐实验:涂料铁装制实罐后,经37℃或60℃保温后开罐观察:抗酸涂料 铁应无明显腐蚀和涂膜脱落。抗硫涂料铁应无明显硫化铁及硫化斑,不能 污染食物。
马口铁的特点:马口铁有光亮的外观,良好的耐蚀性和制罐工艺性能,易 于焊接,适于涂料和印铁。但其冲拔性能比不上铝板,因此大多制成以焊接和 卷封工艺成型的三片罐结构,也可以做成冲拔罐。马口铁除大量用于罐头工业 外,还制作糖果、饼干、茶叶、奶粉等听盒;也可用于某些工业产品如化学产 品、化妆品等的罐类和盒装。此外还是玻璃瓶罐的良好的制盖材料。 镀铬薄钢板的特点:镀铬板的抗蚀性能比镀锡板稍差,所以镀铬板的铬层 和氧化铬层厚度比镀锡板锡层和氧化膜20倍左右,且须经内外壁涂料后方能使 用。涂料后的镀铬板,其涂膜的附着力特别优良,比镀锡板对各种涂料的附着 力普遍都增加3~6倍。镀铬板的加工成型性和强度与镀锡板相似,但由于铬层 较薄且韧性差,在罐头封口时,封口部分涂层易裂或擦伤,导致生锈,需加补 涂。镀铬板因表面镀铬不能锡焊,因而用于制作三片罐时,罐身接缝不能采用 锡焊法,而要采用缝焊法或粘接剂粘接法。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
包装学报Packaging Journal Vol.4 No.4Oct. 2012第4卷 第4期2012年10月二次冷轧镀锡薄钢板食品饮料罐的制造与应用分析但锡安(奥瑞金包装股份有限公司,北京101407)摘要: 对DR材三片罐的制造难点进行了简单介绍。
同时,从DR材性能,薄材的印涂实现,焊接、薄材成型、封口技术的创新,精确液氮加注及高温反压杀菌技术几个方面,分析了DR材三片罐制造与应用中的技术创新。
这些技术的创新使得DR材三片罐在食品饮料金属包装方面的应用达到了节约资源和能源的目的,体现了食品饮料金属包装的发展方向。
最后,探讨了DR材三片罐批量化应用中存在的问题并提出相应建议。
关键词:二次冷轧镀锡薄钢板;食品罐;饮料罐;缩颈成型;微型卷封;液氮加注中图分类号:TB489;TG96 文献标志码:A 文章编号:1674-7100(2012)04-0042-05The Manufacturing and Application of Double Reduced Materialin Metal Food/Beverage CansDan Xi ’an(O. R. G. Packaging Co., Ltd, Beijing 101407, China )Abstract :The difficulty in manufacturing double reduced tin-plate can is briefly introduced while the technical developments in DR can including material performance, seal coat realization, welding, forming, the innovation in the sealing technology, accurate liquid nitrogen charging, high temperature back pressure sterilization are analyzed. All of these technical innovations in double cold reduced tinplate (referred as DR material) in food and beverage packaging could save resources and energy and reflect the development direction of food and beverage metal packaging. The problems and suggestions in mass production by using DR can are discussed as well.Key words :double reduced tin-plate ;food cans ;beverage cans ;can-body necking ;mini-seaming ;liquid nitro-gen filling收稿日期:2012-09-06基金项目:国家高技术研究发展863计划基金资助项目(2011AA100804)作者简介:但锡安(1982-),男,湖北赤壁人,奥瑞金包装股份有限公司技术中心工艺工程师,主要研究方向为金属包装产品开发,E-mail :danxian1982@doi:10.3969/j.issn.1674-7100.2012.04.0091背景知识冷轧镀锡薄钢板俗称马口铁,传统的一次冷轧镀锡薄钢板又被称为SR (single reduced tin-plate )材,是我国食品饮料三片罐生产中普遍采用的原材料,板材厚度为0.20 mm 及以上。
二次冷轧镀锡薄钢板被称为DR(double reduced tin-plate )材,板材厚0.10~0.15 mm ,通过二次轧制,板材可变得更薄,因此,应用在食品饮料三片罐上能够节省钢材、降低成本、减少碳排放,实现资源节约与环境友好的目的。
以250 mL691#罐为例,按2009年国内三片罐消费统计量的189亿只核算,可得如表1所示的节材减量化效益结果[1]。
第4期43目前,欧洲制作三片罐的材料厚0.13~0.20 mm 。
法国在该材料的研究和应用上取得了较大成功,已成熟使用厚度为0.12 mm 的二次冷轧镀锡薄钢板。
国内目前用于饮料包装的三片罐一般采用0.19 mm 及以上厚度SR 钢板,食品罐采用0.14~0.17 mmDR 钢板。
从整个金属制罐行业的产业链来看,欧洲走在了最前端。
特别是在产品制造的关键装备上,如在印刷方面,德国高宝公司(Koenig & Bauer )的新型六色印刷机已可印刷厚0.12 mm 的板材;焊接方面,瑞士Soudronic 公司的焊机已可焊接厚0.10 mm 的板材。
制罐设备技术的进步,为金属包装材料的减薄化、减量化创造了良好的基础,也极大地降低了金属包装行业发展对资源、环境造成的压力,达到了节能、减量、环保的目的,体现了今后食品和饮料金属包装的发展方向。
奥瑞金包装股份有限公司是中国首家使用D R 材并实现三片罐大批量生产的制罐企业,为中国制罐业的发展做出了突出的贡献,带动了整个制罐行业的发展。
公司自2000年着手二次冷轧铁薄壁罐研究,2003年成功将厚度为0.15 mm 的DR 材制罐技术应用在出口番茄酱的包装上。
经过多年的DR 材制罐研发项目组的不断努力,DR 材食品饮料罐项目已有了突破性进展:2011年成功研发出0.15 mm 厚DR 材饮料罐,并已批量生产并应用;0.14 mm 厚DR 材7#食品罐也已批量生产并应用;研发中的0.12 mm 厚DR 材539#, 7#食品罐和6#饮料罐也进入小批量试制阶段,并购置了具世界先进水平的三片罐全自动生产线,具备了批量生产条件;建立了国内第一间液氮加注实罐灌装实验室和批量应用实验基地;解决了薄壁饮料罐充气产品高温杀菌的工艺难题。
通过多年的制罐研发和生产实践,公司积累了丰富的应用DR 材制罐经验,并形成了完善的技术体系。
因此,本文拟结合本公司生产研发三片罐的实际情况,对DR 材食品饮料三片罐(后面简称三片罐)的制造与应用进行分析,为同类生产企业提供理论上的借鉴与参考。
2DR材三片罐的制造难点采用超薄钢板制造超薄罐在理论上可行,在产业化批量应用上则具有巨大的挑战性,究其原因主要有如下几点:1) 由于板材变薄,其硬度相应提高,制罐时的焊接特性发生相应改变,以现有的焊接机械,将造成制罐质量不稳定;2)超薄钢板材料特性的改变,会导致制罐时的胀型、缩颈、翻边局部变形不均匀,可能产生变形部位材料起皱,焊缝处开裂等现象,尤其是异型罐,可能造成产品密封性能不良;3)由于材料变薄,材料特性将相应改变,制罐时的二重卷封成形更为困难,可能会有严重的褶皱产生,影响罐装的密闭性能。
因此,必须采用微型卷封技术。
同样,封口滚轮的沟槽形状与尺寸与现有设备使用的滚轮存在较大差距,封口机的卷封参数也需要改变。
因此,由于制罐板材变薄而引起的生产线设备的研发也极为重要。
综上所述,采用减薄后的薄材进行制罐,需要对现有设备进行研发与改进,改变传统制罐工艺,这也正是国外发达国家对我国的技术限制和差距所在。
因此,科研工作者们需要借鉴国外先进技术,结合国内实际情况,自主设计和开发。
表1DR材三片罐节材减量化效益Table 1Benefit of the three piece DR can fromlightweighting250 mL 691#罐厚度/m m0.200.150.12钢材使用量/万t 58.6643.9835.17钢材节约量/万t -14.6823.49节材比率/%-25.0340.04图1传统三片罐与DR材三片罐产品对比Fig. 1The comparison between conventional andDR material three piece canb )DR 材三片罐a)传统三片罐但锡安 二次冷轧镀锡薄钢板食品饮料罐的制造与应用分析包装学 报442012年3DR材三片罐制造与应用技术创新要实现DR材食品三片罐的批量化精密生产,需解决的关键技术包括:DR材性能研究,薄材的印涂实现,焊接、薄材成型、封口技术的创新,精确液氮加注及高温反压杀菌技术。
3.1DR材的性能研究DR材的延展性、强度等力学性能直接关系到罐身的焊接、缩颈、翻边成型和罐的封口等问题。
为了弥补因材料减薄而造成的罐体强度的损失,需重新设计罐体外形,对材料的延展性、强度的指标及稳定性提出了更严格的要求。
前期试验证明,薄材的特性对制罐工艺影响非常大:不同特性的材料,哪怕是很小的差别,生产的产品废品率差别也非常高。
确定这些关键指标能确保下游生产的顺利进行,同时也是DR材应用于饮料罐批量精密生产的关键。
3.2薄材的印涂实现材料更薄化后,首先,在涂布、印刷过程中,胶辊压力大小会影响基材的正常传送;其次,基材在烘干传送过程中,因烘房的风力而引起的抖动效果更加明显,会引起划伤、擦伤等质量问题[2]。
由于材料更薄,材质更软,在实际涂布、印刷时,热风循环引起的材料抖动更容易引起材料的褶皱问题。
在实验过程中,研究人员发现,材料越薄,涂布、印刷出来的产品附着力越差,这主要是因为传统的涂料及烘烤工艺已不能满足薄材的印涂,涂料体系和涂印工艺都需进行调整。
在进行多次试验后,发现调整涂布烘烤运转速度,使用涂料固化率低的涂料,并适当降低烘烤温度,可解决这一问题。
在设备实现上,上海宝印配置的国内最先进的两台德国KBA 高速六色印刷机,通过对材料的多次改进实验,已完全具备印刷0.12~0.15 mm厚DR材的能力。
3.3焊接技术的创新DR材的减薄化,对焊接、缩颈、封口等工艺技术提出了新的要求,与传统的一次冷轧镀锡薄钢板三片罐生产不同,新技术要求对整条生产线的关键生产工序重新规划。
焊接电流、焊接频率等均需重新调整,焊接质量的好坏是直接影响后续薄材成型的关键点之一,生产过程中应严格控制焊接时的焊缝厚度、达接量、焊缝两端的拖尾,以保证焊缝强度。
3.4薄材成型技术的创新由于D R材具有脆而硬的物理特性,这使得胀型、滚筋、缩颈、翻边等加工成型工艺变得更加难以实现[2]。
如何通过改变产品结构形式或通过加工设备、模具的修正满足批量生产的要求,也是DR材成功应用于食品罐生产的关键之一。
在产品开发过程中,为了减少物理试验的次数,缩短产品的开发周期,降低研发成本,同时提高产品性能,一般采用三维CAD软件对产品结构进行参数设计[3]。