ZAX9100型喷气织机
喷气织机

培训对象:无梭喷织技工及修疵工内容概述:织机基本工艺参数、各种疵点及停台的修复具体内容:第一部分:织机基本工艺参数(单位)一、工艺参数1停纬销与主鼓筒间隙细支纱0.5粗支纱0.82 辅喷嘴的安装角度为3刻2度,第一个辅喷嘴距钢筘刻印30,辅喷嘴间距65/80,曲柄180°时气管不弯、不漏、不绞、不碰胸梁。
3最后一个辅喷嘴与H1距离30-504纬纱头端距H2为15-205辅助主喷与主喷270°时一条直线6 左剪刀距钢筘1,0°时左边剪固定刃与钢筘后面2-4,35°时剪刀刃闭合,右边剪最大打开量为87布边与H1为3mm,废边纱与H1为5mm,钢筘与H距离为0.58 H1与H2间距100以上,弹力150以上9 钢筘有效使用范围为5210钢筘与边撑罩间隙为211探纬线卡最大间距15012在V型皮带和定时皮带拉紧的状态下调整制动器与转子间隙0.413编码器齿轮与传动齿轮间隙0.314导杆与边撑座间隙2-315启动方式:60°起动、标准起动、空打纬起动、60°单梭引纬并用起动16后梁最高及最低限值为40-13017送经量的调整范围0-1318制动弹簧(卷取拉簧)拉伸量3519压布辊与卷布轴间隙320绞边器与边经纱距离为15-20,定时为290°、0°21绞边器与传动齿0.1-0.222各皮带松紧力度:V型皮带30N力皮带下弯10,同步皮带50N3,卷曲皮带20N423紧固力矩为钢筘6,经轴压块12,主喷嘴8,辅喷嘴224辅助主喷座到车体落差部210-220上下位置为1为25、2为30. 辅助喷嘴管口到主喷嘴导纱器距离为90-120。
25毛边长度3-526综框蹿动量0.5-1,综框与导板前后间隙为227常喷、剪喷、主喷、辅喷28引纬时纬纱头端到达织口时,上下层经纱离导气道5以上,纬纱头端到达经纱右侧时,上下层经纱离导气道3,最后一组辅喷嘴气眼距下层经纱1-229经轴侧停经架椭圆管与经纱距离3-5,卷取侧8-1230上经纱和下经纱都应同样离开钢筘的导气部5以上,这时便是最早的引纬飞行的开始。
高效抗菌新型生物基纤维家纺面料的研发及应用

高效抗菌新型生物基纤维家纺面料的研发及应用齐振鹏 宋均宜 张书峰 李洋 钟军 孟娜(山东联润新材料科技有限公司)摘要:本文通过对新型生物质纤维海洋胶原蛋白纤维与银纤维无纺布的性能分析,根据纤维及无纺布的性能设计合理的生产流程,通过改造设备,优化工艺,解决了海洋胶原蛋白纤维及银纤维无纺布在棉纺系统中纺纱的技术性难题,开发出亲肤透气、抗菌抑菌的多功能面料。
关键词:海洋胶原氨基酸纤维;银纤维无纺布;小比例纤维;高效抗菌随着人们消费水平提高和健康意识不断增强,各种抗菌、抑菌等功能性纺织品越来越受到消费者青睐,后疫情时代人们对床品的抗菌、舒适等功能性也提出了更高要求;绿色安全、抗菌抑菌的功能性纺织品有良好的市场前景。
采用银纤维无纺布、海洋胶原氨基酸纤维生产高效抗菌纺织品,其抗菌效果持久、安全环保、舒适健康等优点,解决了生物基纤维与银纤维无纺布在棉纺系统纺纱的技术性难题,开发了多种高效抗菌纱线面料,满足纺织品不同场景下的功能性需求。
以赛紧纺海洋胶原氨基酸纤维/竹纤维/银纤维 48/48/4 40*40 173*120*105″4/1+1/4不规则缎条面料为例,介绍本项目研究。
1.纤维指标及工艺流程1.1 纤维特性海洋胶原氨基酸纤维是以生物科技超分子技术将海洋胶原胜肽氨基酸注入到再生纤维素纤维中制成的一种新型生物基纤维,其制备流程如下图所示。
该纤维与人体皮肤具有很好的亲和性,具有天然除臭、防紫外线等功能。
银纤维无纺布是采用磁控溅射技术将银离子与生物基无纺布复合制成的导电织物,通过银离子有效阻止病菌的繁殖和传播而达到强效抗菌目的,适用于服饰、家纺、医疗卫生、保健等领域,具有强效抗菌、耐洗涤特性。
图1 海洋胶原氨基酸纤维循环流程图2 银纤维无纺布1.2 工艺流程生物基纤维:F A002圆盘抓棉机→F A022-6多仓混棉机→Z F A1102A精开棉机→F A046A振动棉箱给棉机→F A141A单打手成卷机→F A224D梳棉机+银无纺布→J W F1310并条机(予并)→J W F1310并条机(一并)→J W F1310并条机(二28 HOME TEXTILE TIMESFEATURES专题报道2.1.2 锡林-盖板隔距对纱线质量的影响图3不同生条定量和出条速度与棉结的关系图4不同锡林-盖板隔距与棉结的关系图5不同锡林、刺辊速度与棉结的关系并)→RSBD22C并条机(末并)→FA497粗纱机→JWF1510细纱机→S A V I O自动络筒机→B E N N I N G E R整经机→K A R L MAYER耶浆纱机→ZAX9100喷气织机。
喷气织机引纬工艺参数的设定
喷⽓织机引纬⼯艺参数的设定2014-04-27喷⽓织机引纬⼯艺参数的设定瞿建新马顺彬( )南通纺织职业技术学院:。
GA708-280 ,、摘要探讨喷⽓织机引纬⼯艺参数的设定⽅法以型喷⽓织机为例分析了主喷嘴辅助喷、、嘴电磁阀的开闭时间主喷嘴和辅助喷嘴的喷⽓压⼒储纬器挡纱针的释放时间等引纬参数的设定⽅法及⼀般。
: ; 原则认为喷⽓织机引纬喷射时间参数要根据不同的织物组织结构及品种来设定喷⽓压⼒应采⽤先由⾼压5 ×( 410Pa) 。
,如开始再逐渐降低的⽅法来设定:; ; ; ; ; 关键词喷⽓织机引纬主喷嘴辅助喷嘴喷⽓压⼒储纬器+ : TS105, 4 11B1001-7415( 2012) 03-0061-03: : 中图分类号⽂献标志码⽂章编号Configuration ofWeft nsetion Pocessing Paametes on Air Jet LoomIrrrrQu Jianxin Ma Shunbin( NantongT extile Vocational Technology College) Abstract Configuration methods of weinftse rtion processing on air jet loom were discussed, Take GA708-280A irJet Loom as aenxa mple,configuration methods of weinftse rtion processing and general principle werea nalyzed,includingopen andl osce time of main nozzle and additional nozzle solenoid valve,air jet pressure omfa in nozzle and additionalnozzle,release time of accumulator retaining pin, It is considered that jet wefting time parameter oirf jaet loom should beset according to fabric weave anvda riety, Air jet pressures hould be set aoccrding to method hoigf h pressure foerx ample 5 ×4, 010Pa tolo w pressureg radually,Key Words Air Jet Loom,Weft I nsertion,Main Nozzle,Additional Nozzle,Nozzle Pressure,Weft Accumulator、、,喷⽓织机具有⾼速⾼产⾼效等特点在我电磁阀的供⽓压⼒以及储纬器挡纱针的释放时间等。
喷气织机的相关知识 第七章
7、夹纱装置:在主喷管与割纬刀之间,它的 作用是: ⑴当引纬结束后将纬纱压住,给纬纱以一定 的张力,使纬纱能顺利地脱出管道,,并被 随筘座前进的割纬刀割断。 ⑵将下一纬纱的头端握住,以防退捻或回缩。 并配合定长盘完成定长任务。工艺要求夹纱 装置在引纬之前放开纬纱,在引纬之后压住 纬纱。 夹纱器抬起的时间应在脱纱之前喷管内已有 一定压力时,夹纱器夹住纬纱的时间,在平 综和割纬之前。
一、喷气引纬的特点
喷气织机发展迅速,入纬率已可达 1500~2000m/min,比剑杆织机快1倍左右, 且产品质量和品种适应性有了较大提高, 已成为新型织机的主流机型。
喷气织机走向成熟的标志
普遍采用主、副喷嘴与异型筘结合的引纬方 式,其优点是: 1、提高了纬纱飞行的稳定性。 2、适应宽幅,最大幅宽已可达540cm。 3、降低了能源消耗。 4、提高了纱线与织物的品种适应性。
管道片
吸嘴 管道片结构
单喷嘴气流引纬示意图
管道片式喷气引纬机构有一个临界飞行角,一 般为100度。 大于此角则管道片挡住喷嘴,小于此角纬则说明纬 纱飞行过快。
两种多喷嘴系统的比较 从打纬上比较
风道筘式喷气引纬 管道片式喷气引纬 管道片式:在打纬时管道片要退出梭口,因此筘动程大 。 风道筘式:直接用风道筘打纬,筘动程小。 结 论:风道筘式可适应高速。 管道片式:筘为通用筘,品种适应性好。且节气。 风道筘式:筘为异形筘,品种适应性差。且费气。
二、喷气引纬的分类:
喷气织机按喷嘴数目和控制气流的方式不同可分四 种类型。 1、单喷嘴引纬,管道片控制气流: 2、单喷嘴引纬,刚性管状空心剑杆控制气流: 3、多喷嘴引纬,管道片控制气流: 管道片孔形与异形筘的筘槽相似,其辅助喷嘴单独 设置。
ZAX9100型喷气织机说明书

ZAX9100型喷气织机说明书?----------------------- Page 1-----------------------ZAX9100喷气织机操作手册津田驹工业株式会社EU 除外B213-2A ----------------------- Page 2-----------------------前言本说明书是为了能够使您安全有效地操作ZAX9100 喷气织机而撰写的指导手册。
本书就织布工和落布工的下记作业进行了记述。
·基本运转操作·经纱、纬纱的修复·纬纱、布边纱、纱端处理纱的补充·落布警告·在本机器的使用过程中,如果缺乏小心谨慎的态度,将会招致重大的工伤事故。
·在操作机器之前,应该仔细阅读并充分理解[安全注意事项] 和[注意事项] 。
·本手册应该放在就近的地方保管,并应该反复地阅读。
·如有不明之处,请向您的上司请教。
·本说明书中没有记述的事项,不要擅自去作。
·本设备只允许接受过规定的训练,而且被用户的安全管理方面负责人认可的,具备相应资格的人员进行操作。
·当有必要进行修理的时候,应该转告负责保全的人员。
·由于设备的改进以及特别规格定购的原因,机器与说明书之间会在部分地方存在差异。
在这种情况下,应该以本说明书为准,并在确认安全之后,再进行操作。
为了使您充分理解本说明书的内容,就安全注意事项和注意事项分别按照如下所述的内容,予以区别运用。
还请务必严格遵守。
1) 安全注意事项危险如果无视安全注意事项,将会有招致死亡事故的危险。
警告如果无视安全注意事项,将会有招致重大人身事故的危险。
注意如果无视安全注意事项,将会有招致人身事故的危险。
警告如果无视安全注意事项,将会有招致火灾的危险。
2) 留意事项留意是为合理并且充分地用好本产品,同时保持本产品的性能而记载的注意事项以及供参考的指导事项。
合理控制上浆率

合理控制上浆率,提高浆纱可织性生产实践添加日期:2012/8/2张元红何义敏黄彦萍何向龙西安四棉纺织有限责任公司摘要:通过分析影响上浆率的各种因素,提出在保证布机效率和产品质量前提下,采用高浓低粘高压,降低上浆率,提高浆纱可织性,降低布场湿度,实现节能减排,降低生产成本。
关键词:上浆率、纤维特性、织物组织、浆料配方、湿度、浆纱工艺0. 前言浆纱一贯被视为织造生产中最关键的一道工序,其目的是通过上浆,贴伏毛羽,增强经纱抵御织造时经受复杂机械作用的能力,以弥补原纱质量不足,达到降低断经,提高经纱可织性。
近年来,随着新型纤维品种的日新月异,高速、高效无梭织机数量日益增加,高支高密高附加值服装面料、装饰用布及采用新型纤维与棉纤维交织的各种条格织物不断开发,织造生产对浆纱工程提出了更为“苛刻”的质量要求,此外,环保、节能减排、可持续发展的理念和政策对浆纱工程提出了新要求,本文就影响上浆率的因素、探讨如何在保证织造效率和质量前提下,合理制定上浆率,采用高浓、低粘、高压,实现较低上浆率和压出回潮率,达到降低布场相对湿度,降低生产成本、节约能源,增加企业经济效益。
1.国内外上浆率控制情况1.1合理控制上浆率是一个比较复杂的上浆技术问题,理想的上浆效果是满足品种织造要求和质量要求,但由于浆料性能、浆料的工艺组合、上浆设备的机械性能,适应性能以及织机速度、品种、纱支、经纬密、组织、紧度、纤维种类等多因素影响,要想得到良好的上浆效果,以较低的上浆率满足织造要求,确实是一项系统性较强、技术性较复杂的问题。
过去,为了防止轻浆,造成布机开口不清、阻纬、断经、影响产质量水平提升,我们一度对上浆率提出宁大勿小、大而不并,用浆槽浆液粘度来保证上浆率,片面认为粘度越大,上浆越大,对浆液粘度要求是宁高勿低,导致上浆率越来越高,分纱阻力越来越大,甚至难以分纱,引起断头,导致二次毛羽产生,并纱、倒断头多、落浆多、断经高,织造时,不得不提高织布车间相对湿度,降低断经,以稳定布机效率,但由于湿度加大后,对于回潮率较小的纯涤品种易出现综丝和停经片生锈、挂花,造成布机综合效率降低,所以如何控制上浆率也就成为广大技术人员研究和探讨的课题之一。
喷气织机说明数
转。
· 在 APR 的动作中,当报警灯呈闪亮状态的时候,不要进行运转。 应该委托保全人员进行灯的更换。
· 不要在 Navi 盘或机罩的上面还放有工具、零部件的状态下,进 行运转。
· 按钮开关,不要由 2 人以上进行操作。 · 不要用湿露的手触摸按钮和开关。
警告
当 APR 的红色灯处于闪亮状态的时候,不要走近织机的
9) 整理、整顿、清扫、严禁烟火
警告
· 通道、地面上应该进行整理整顿,以避免有人摔倒。 · 地面上的油和水应该擦拭干净,以避免有人滑倒。 · 切勿吸烟和使用明火,以防止由于飞花造成火灾。
3
B213-2, 2005 年 10 月发行
10) FDP 的旋转部分
注意
在运转中及
APR 红色灯
高支高密Tencel紧密纺家纺面料的生产

高支高密Tencel紧密纺家纺面料的生产蔡永东【摘要】为在ZAX9100-340型喷气织机上开发高支高密Tencel紧密纺家纺面料.特采用细特低原纤化Tencel纤维原料,优选纺纱各工序工艺参数并采取必要的技术措施.成功纺制出Tencel 7.3 tex紧密纺纱线,纱线质量达到了喷气织造的用纱水平.织造前通过对浆料配方和浆纱工艺参数进行优化,解决了毛羽多、织造过程开口不清的问题.喷气织造采用"小双层梭口、短梭口长度、大张力"的工艺原则.织机效率达到95%,下机合格率90%.【期刊名称】《南通纺织职业技术学院学报》【年(卷),期】2011(011)001【总页数】4页(P4-6,47)【关键词】Tencel;紧密纺;家纺面料;上浆工艺;喷气织造【作者】蔡永东【作者单位】南通纺织职业技术学院,南通,226007【正文语种】中文【中图分类】TS106.81高档喷气织机以车速快、入纬率高、大批量生产原色纱线织物而著称,用其开发与生产高档家纺面料有其得天独厚的优势.而Tencel纤维作为一种绿色环保纤维,其高支高密织物具有吸湿性好、缩水率小和丝质感强的风格特点,适宜用作高档家纺面料.为适应市场需求,充分发挥企业设备与技术优势,采用低原纤化(LF型)细特Tencel纤维纺制出Tencel7.3tex紧密纺纱线,并在ZAX9100-340型喷气织机上成功开发出一种高支高密Tencel紧密纱家纺面料.现将有关产品研制与生产情况介绍如下.1 织物规格与生产工艺流程(1)织物规格. 织物规格为:Tencel(LF)7.3tex×Tencel(LF)7.3tex ,551×551 根/10cm,幅宽267cm,1/1平纹组织.由于该织物纱支细,经纬密度大,总紧度达85%,为保证能在喷气织机上顺利生产,必须采用紧密纺纱线.(2)纺织生产工艺流程.①纺纱流程为:FA002型自动抓棉机→SFA035C型混开棉机→FA106型梳针开棉机→SFA161B型振动给棉机→A076E型单打手成卷机→FA231A型高产梳棉机→FA311F型并条机(两道)→FA423A型粗纱机→FA506型细纱机.②织造流程为:AC338型自动络筒机→ZS-98型贝宁格整经机→贝宁格-泽尔型浆纱机→半自动穿经机→ZAX9100-340型喷气织机→下机织物整理.2 主要纺纱工艺及其技术措施(1)原料选用与预处理.Tencel纤维从结构特性分有A100型(非原纤化)、G100型(原纤化)和LF型(低原纤化).由于我们生产的是细特天丝紧密纺纱线,故采用1.0D×38mm Tencel LF型纤维,其具有高强低伸、高湿模量、干湿强度高的特点.由于细特Tencel LF型纤维卷曲少,纤维间抱合力差,纺纱过程不易成卷,退卷时黏卷现象严重,生产前需对原料进行预处理,即原料需提前进入生产车间开包,在生产环境中放置时间一般不少于24 h,以平衡纤维的回潮率.(2)开清棉.由于细特Tencel LF型纤维的初始模量高,纤维比表面积大,断裂伸长小,回弹差,同时细特Tencel纤维卷曲少,纤维间抱合力差,因此纺纱过程中,易产生静电、脆断和扭结.为此开清棉工序采取“多松少打、薄层快喂、低速度、大隔距”的工艺原则,以减少纤维损伤和棉结的产生.其主要工艺参数:抓棉机打手伸出肋条高度2.5 cm;SFA035C型混开棉机跳过小豪猪只过平行打手;FA106型开棉机采用梳针打手,转速控制在450 r/min;A076E型成卷机综合打手转速780 r/min,棉卷罗拉转速10 r/min;天平罗拉与综合打手隔距10mm;棉卷定量428 g/m;棉卷长度为30.6m.(3)梳棉.细特Tencel LF型纤维细度细,表面滑顺,抱合力差,纺纱过程中不易转移,成网较困难,处理不当易使棉结、短绒增加.因此,梳棉工序采取“轻定量、大隔距、低速度、小张力”的工艺原则,选用化纤专用金属浅齿针布,适当降低梳理速度,保证少伤纤维和顺利转移,提高棉网清晰度.其主要工艺参数:生条定量每5米15g,锡林转速350 r/min,刺辊转速600r/min,道夫转速20r/min,盖板速度97mm/min.锡林~盖板5 点隔距为0.35、0.35、0.32、0.32、0.35mm,刺辊~锡林 0.18mm,刺辊~锡林 0.22mm,刺辊~给棉板 0.38mm.(4)并条.细特Tencel LF型纤维比表面积大,摩擦系数大,纤维牵伸力大,纺纱过程中易产生静电,造成吸花疵点,因此,要控制好车间的相对湿度,防止纤维因吸湿而绕罗拉.并条工序定量应适当偏大控制,采用“大隔距、低速度、小张力”的工艺原则.同时,为了降低熟条的重量不匀和条干CV值,要选用带自调匀整的并条机,熟条重量不匀控制在0.4%,条干CV控制在2.2%.为使纤维得到良好的平行度和伸直度,消除弯钩纤维,同时又保证条干均匀度,头、二道采用8条并合,其定量分别为每5米16g和15.5g,并采用头道较大的后区牵伸倍数,二道并条后区牵伸倍数要小,即头、二道并条后区牵伸倍数分别为1.75、1.47倍,总牵伸倍数分别为8.86、8.04倍;并条各道罗拉中心距为46mm×43mm×52mm,各道前罗拉转速为1330r/min.(5)粗纱.细特Tencel LF型纤维抱合力差,粗纱捻系数应偏大掌握,以避免细节问题的出现,但要避免在细纱出硬头现象.粗纱工序采用“重定量、高捻度、低速度、重加压”的工艺原则,生产过程中应注意机后劈条现象.其主要工艺参数如下:粗纱定量5.0g/10m,后区牵伸倍数为1.19,罗拉中心距38mm×53mm×70mm,隔距块规格3.5mm,锭翼转速600r/min,捻系数75.在以上工艺条件下,粗纱的Uste条干CV值为3.65%.(6)细纱.由于细特Tencel LF型纤维比较膨松,表面光滑,易造成须条滑脱,意外牵伸大,细节毛羽多,故采用德昌紧密纺设备,选用低硬度高弹性胶辊、镀氟钢领和镀氟钢丝圈,以改善成纱条干和强力,减少成纱毛羽的产生[1].由于Tencel LF型纤维牵伸力较大,容易造成细纱后罗拉扭振,因此选用小的后区牵伸倍数和大的后区罗拉隔距,并选用高精度无机械波罗拉,避免罗拉扭振,提高成纱条干.细纱工序主要工艺参数:总牵伸67.7倍,后区牵伸1.21倍,罗拉隔距18mm×35 mm,清洁器隔距1.6mm,肖子隔距2.5mm,锭速13500 r/min,捻系数325.经检测Tencel(LF)7.3 tex紧密纺纱线质量指标达到了喷气织机生产的用纱水平:百米质量CV1.52%,断裂强度25.3cN/tex,单强CV9.17%,条干CV10.75%,细节6个/km,粗节18个/km,棉结35个/km,3mm毛羽3.67根/10m.3 主要织造工艺及其技术措施(1)络筒.采用AC338型自动络筒机.由于Tencel LF型纤维表面光滑,结构蓬松,易产生毛羽,为此络筒时纱线通道要光滑,利于纱线在退绕过程中降低与设备之间的摩擦,以降低毛羽的恶化程度.络筒时采用“低速度、轻张力、小伸长、保弹力”的工艺原则,主要工艺参数为:车速为1000r/min,卷绕密度为0.45g/m3;电清工艺设置:N(棉结)通道250%,S(短粗)通道截面增量为150%、长度为2.5cm,L(长粗)截面增量为40%、长度为40cm,T(长细)通道截面增量为-30%、长度为60cm;张力器示数为12;捻接器参数设定:解捻气压0.5MPa,加捻气压0.6MPa.(2)整经.选用ZS-98型贝宁格整经机.该整经机采用V形筒子架,张力棒导纱,夹纱片夹纱.V形筒子架能保证整经时经纱不同区域的张力较为均匀,并且纱线退绕时因包围角小而摩擦小,可减少纱线的再生毛羽.考虑到Tencel(LF)7.3 tex单纱强力小、纱线伸长及弹性回复性较差等因素,整经时采用较低速度和张力偏小配置,以减少纱线的伸长,故整经工艺以最大限度减少原纱伸长损失为原则进行设计[2].具体工艺如下:总经根数为7350×2根,整经头份525×14,整经速度600m/min,张力棒隔距5mm,张力棒打开延时2s,夹纱片开启延时1s. (3)浆纱.由于经纱为纯Tencel特细号纱紧密纺纱线,织物经纬密度高,织造紧度大,在织造时经纱间相互摩擦严重,并且紧密纺纱体中纤维排列紧密,上浆时纱线不易吸附浆液,从而导致表面上浆和浆膜黏附不牢等现象出现.另外高速喷气织造具有“小开口、大张力、强打纬”的特点,其要求经纱能承受更多的反复拉伸、摩擦和较好的梭口清晰度,故Tencel特细号紧密纺纱线浆纱时宜采用“小张力、低粘度、中压力、重浸透、低上浆”等工艺原则,以提高浆纱耐磨与毛羽贴伏性能,减少浆纱弹性损失.① 浆料配方.Tencel纤维是亲水性的纤维素纤维,浆料配方应采用易糊化的变性淀粉和聚丙烯类浆料为主、适量混用溶解性好的低聚合度PVA-205MB的混合浆料.因PR-Su属马铃薯变性淀粉,其对纤维素纤维具有较好的粘附力、成膜性,有利于提高耐磨性能,避免产生再生毛羽,并且调浆方便,退浆废液容易降解,是一种绿色环保浆料,故PR-Su在取代PVA上浆方面具有明显的性能优势[3].故浆料配方工艺:PR-Su马铃薯变性淀粉为 50kg,CD-50E 为 40kg,PVA-205MB 为 12.5kg,JFC 浸透剂为 2.5kg,TW-46 蜡片为 2kg,体积0.8m3,煮浆温度95℃,浆液黏度9±1s.②上浆工艺.采用贝宁格-泽尔型浆纱机.该浆纱机采用先进的七单元独立驱动,在慢车和常速运行时,其喂入伸长及湿区伸长可分开设定,可使浆纱打慢车时分开的片纱相互豁连打绞少.由于品种为高支高密织物,浆纱覆盖系数为86%,为保证上浆均匀、减小覆盖系数,采用双浆槽、分层预烘的上浆路线,但两个浆槽及两组预烘、烘筒的工艺参数设置要一致.为保证浆膜的完整率和良好的浸透,应适当加大压浆力.故上浆工艺参数:上浆率为14±1%;回潮率为10±1%;喂入伸长为0.2%,湿区伸长为0.4%,干区伸长为0.8%,总伸长小于1.5%;浆槽温度为95℃,浆槽黏度为8~9s;湿区烘筒温度为105℃,干区合并烘筒温度为100℃;压浆压力13~16kN,退解张力500N,喂入张力300N,干纱张力1100N,卷取张力1600N,托纱张力2500N;车速为45m/min.(4)穿经.由于该织物经密大且为平纹织物,采用6页综框,均匀分布各页综上的综丝根数,以减少单页综丝密度.用134#钢筘,每筘齿2入,筘长290cm,穿经幅宽278.6 cm.地组织穿法为135246飞穿,落片穿法为112233445566,以减少经纱间摩擦.(5)喷气织机织造.采用日本津田驹ZAX9100-340型喷气织机.根据Tencel特细号紧密纱和产品风格及织造调试要求,采用“小双层梭口、短梭口长度、大张力”工艺配置.采用小双层梭口,有利于前部梭口纱线分层,减少交织时的相互摩擦断经.但小双层梭口易导致开口不清,必须采用大张力,以保证引纬时梭口清晰.而采用大张力后,会导致断纬停台率增高,并且开车档、稀密路、波浪纹等织疵出现机率变高.为此,应合理调整经位置线,将后梁与停经架前移,其数值分别为3.5、2cm,缩短前部梭口长度,以减少经纱间的横动和综丝与经纱间的摩擦,使前部梭织强制开清,从而降低断纬停台次数,提高织造效率,并降低织疵率[4].上机织造工艺参数设计为:纬密系数设定为318;车速设定为650 r/min;引纬时间为70°~265°,主喷气压为2.0N,辅喷气压为2.4N;上机张力设为1200N;开口时间135综平综285°、246综平综290°;吊综高度分别为 136mm、134mm、132mm、130mm、128mm、126mm,1~6 页的开口量分别为 70mm、65mm、60mm、55mm、50mm、50mm;后梁高度80mm档,深度9格;停经架度高2mm档,深度8格;松经时间为310°,松经量为10mm.由于经、纬纱均为Tencel特细号紧密纱,在织造过程中易产生边撑疵和破洞,须及时更换边撑及其刺环,减少对纤维的伤害和破洞的产生.Tencel纤维为高湿模量纤维,对温湿度变化敏感,故织造车间湿度控制80%以上,以减少经纱的断头次数,提高织造效率.4 结语经采用上述一系列技术措施后,Tencel特细号紧密纱高密织物的开发与生产相当顺利,上机织造效率达95%以上,下机一等品率达90%,入库一等品率达99%,经检测产品各项物理性能指标均达到优等品标准.该产品因手感挺爽、吸湿透气性好、光泽幽雅柔和而具有独特的豪华美感,产品一投放市场,便深受客户青睐.参考文献:[1]雒书华,刘俊芳,李向东,等.Tencel4.9 tex紧密纱的生产体会[J].棉纺织技术,2010,38(4):44-46.[2]眭健华.Tencel纤维面料开发[J].国外丝绸,2003(5):14-16.[3]史博生,郑力.PR-Su浆料完全取代PVA上浆的工艺探讨(上)[J].棉纺织技术,2008(6):24-28.[4]王荣根.高密羽绒布设计及有关生产技术问题的探讨(上)[J].棉纺织技术,2006,34(5):26-31.。
喷气织机

喷气织机咸阳织机制造公司开发出三新型喷气织机由经纬纺织机械股份有限公司组织国内外专家共同组织设计,由咸阳织机制造公司等单位组织生产的三种新型喷气织机,近日问世。
这三种织机经机械运转、使用厂的工艺试验和专家的现场评估,一致认为这三种喷气织机的技术具有较高的水平,在国内喷气织机生产中实现了新的突破。
G1752-360型喷气织机幅宽190cm和360cm,最大创新点、亮点是采用了双侧共轭凸轮打纬、双织轴双伺服同步送经,采用上置式边撑,配置有分幅装置可以适应织物双幅织造,同时配置4色自由选纬、电子送经、电子卷取、电子多臂。
这台织机具有结构合理,制造精良,织物品种、工艺适应性强的特点。
G1752-360型喷气织机的核心技术D0432型电控系统,是与国外厂商共同开发研制的。
这套控制系统具有自主软件技术、自有知识产权。
与传统的控制系统相比具有划时代的变化。
它体现了新颖而先进的控制思路有方便而精确的数字探纬技术,优异而人性化的数字引纬设计,精确的储纬控制技术和先进的监控手段。
在监控平台中,系统控制台可适时监控所有输出口,软件示波器可对机器现场运转情况进行故障诊断,“黑匣子”可以知道机器在现场运转情况,可以获得第一手资料。
咸阳经纬纺机公司是我国最大的喷气织机研发和生产基地,从1986年引进日本津田驹喷气织机制造技术以来,通过实施国家“两机项目”,使喷气织机的研发和生产技术快速提高。
该公司新近研制开发出了拥有自主产权和核心控制技术的新型喷气织机和特宽幅喷气织机,在业界树立了良好的品牌形象。
截至目前,咸阳经纬喷气织机已累计销售11000多台,在不到两年的时间里仅在鲁西南地区就累计销售1000余台。
山东荣达纺织有限公司和山东泰信纺织有限公司在一年间就购进咸阳经纬喷气织机436台,同时还购进了咸阳经纬新型喷气织机和特宽幅喷气织机。
咸阳纺织机械厂是我国定点的喷气织机制造基地,是一个集科研、开发、生产、营销为一体的大型纺织机械骨干企业,拥有多条世界先进水平的自动生产线。
提高ZAX-e型喷气织机效率的技术措施
Ke y Wo r d s Ai r J e t L o o m, S a t i n D il r l , P o s i t i v e We a v i n g P r o c e s s i n g , oo L m S h e d Amo u n t , S i z e I n s t uc r t i o n, L o o m
第4 1卷
第 1 1 期
样 饵 技 术
Co  ̄ on Te x t i l e Te c h n ol o g y
2 0 1 3年 1 1 月
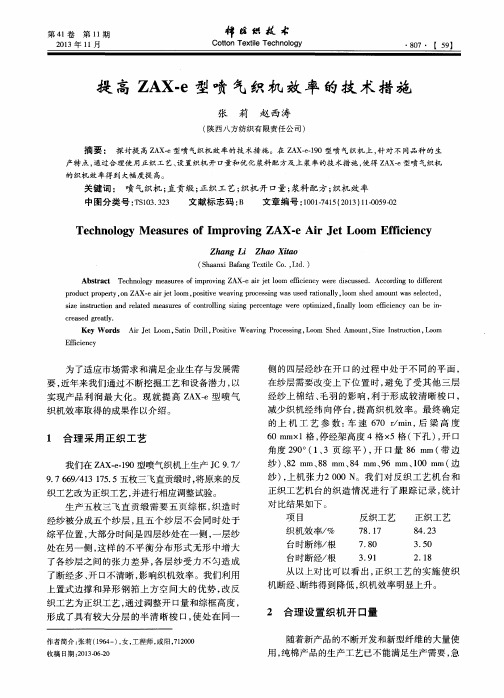
提高Z AX- e型 喷 气 织机 效 率 的技 术 措 施
张 莉 赵 西涛
( 陕西八方纺织有限责任公司 )
摘要 : 探讨提高Z A X . e 型喷气织机效率的技 术措施。在 Z A X . e 一 1 9 0型喷气织机上, 针对不 同品种的生
Ef ic f i e n c y
为 了适应 市场 需求 和 满足 企业 生存 与发 展需 要, 近年来 我 们通 过不 断挖 掘工 艺 和设 备潜力 , 以 实现 产 品利 润 最 大 化 。现 就 提 高 Z A X — e型 喷 气 织机 效率 取得 的成 果 作 以介 绍 。
侧 的四层经 纱在 开 口的 过 程 中处 于 不 同的平 面 ,
p r o d u c t p r o p e r t y , o n Z A X — e a i r j e t l o o m, p o s i t i v e w e a v i n g p r o c e s s i n g w a s u s e d r a t i o n a l l y , l o o m s h e d a m o u n t w a s s e l e c t e d ,
合理控制上浆率

合理控制上浆率,提高浆纱可织性生产实践添加日期:2012/8/2张元红何义敏黄彦萍何向龙西安四棉纺织有限责任公司摘要:通过分析影响上浆率的各种因素,提出在保证布机效率和产品质量前提下,采用高浓低粘高压,降低上浆率,提高浆纱可织性,降低布场湿度,实现节能减排,降低生产成本。
关键词:上浆率、纤维特性、织物组织、浆料配方、湿度、浆纱工艺0. 前言浆纱一贯被视为织造生产中最关键的一道工序,其目的是通过上浆,贴伏毛羽,增强经纱抵御织造时经受复杂机械作用的能力,以弥补原纱质量不足,达到降低断经,提高经纱可织性。
近年来,随着新型纤维品种的日新月异,高速、高效无梭织机数量日益增加,高支高密高附加值服装面料、装饰用布及采用新型纤维与棉纤维交织的各种条格织物不断开发,织造生产对浆纱工程提出了更为“苛刻”的质量要求,此外,环保、节能减排、可持续发展的理念和政策对浆纱工程提出了新要求,本文就影响上浆率的因素、探讨如何在保证织造效率和质量前提下,合理制定上浆率,采用高浓、低粘、高压,实现较低上浆率和压出回潮率,达到降低布场相对湿度,降低生产成本、节约能源,增加企业经济效益。
1.国内外上浆率控制情况1.1合理控制上浆率是一个比较复杂的上浆技术问题,理想的上浆效果是满足品种织造要求和质量要求,但由于浆料性能、浆料的工艺组合、上浆设备的机械性能,适应性能以及织机速度、品种、纱支、经纬密、组织、紧度、纤维种类等多因素影响,要想得到良好的上浆效果,以较低的上浆率满足织造要求,确实是一项系统性较强、技术性较复杂的问题。
过去,为了防止轻浆,造成布机开口不清、阻纬、断经、影响产质量水平提升,我们一度对上浆率提出宁大勿小、大而不并,用浆槽浆液粘度来保证上浆率,片面认为粘度越大,上浆越大,对浆液粘度要求是宁高勿低,导致上浆率越来越高,分纱阻力越来越大,甚至难以分纱,引起断头,导致二次毛羽产生,并纱、倒断头多、落浆多、断经高,织造时,不得不提高织布车间相对湿度,降低断经,以稳定布机效率,但由于湿度加大后,对于回潮率较小的纯涤品种易出现综丝和停经片生锈、挂花,造成布机综合效率降低,所以如何控制上浆率也就成为广大技术人员研究和探讨的课题之一。
第九章 卷取与送经3
3.摩擦离合器式送经机构
摩擦离合器式送经机构 的送经量可以作无级变化 的调整,故经纱张力控制 的准确性较好。
片梭织机、喷气织机和 有梭织机上都有应用。
3.摩擦离合器式送经机构
经纱放送传动部分 : 筘座脚向机后摆→系列杆件→使棘爪推动棘轮转动 →通过蜗轮及齿轮作用→织轴转过一个角度送出经纱。 经纱张力调节装置 : 通过调节张力重锤杆上重锤个数以及在杆上的位置 可调经纱上机张力
调节式送经的送经量多少受当时的经纱张力状 态决定,因此调节式送经机构一般以后梁作为张力 传感件,来感知经纱张力的变化,进而调节织轴的 回转量,使经纱送出量作相应变化。
二、调节式送经方式
(一)、调节式送经方式的分类: 机械式调节式送经方式 电子式调节式送经方式
(二)、机械式调节送经机构 1.外侧式送经机构 2.带有无级变速器的调节式送经机构 3.摩擦离合器式送经机构
非调节式送经方式送经量可由人工通过改变织轴制动 力矩来调节。人工调节增加了挡车工的劳动强度,并且 经纱张力均匀程度得不到保证,已逐渐被淘汰。
一、送经方式
2.调节式送经方式 织轴在经纱张力的作用下克服制动力矩回转,
让经纱从织轴上放送出来,完成送经动作,在送经 过程中送经量由专门的调节式送经机构进行调节.
后梁受力检测方式 ➢ 信号处理和控制系统:采用电子技术. ➢ 织轴放送装置:交流或直流伺服电动机、
电动机的驱动电路和送经传动轮系
(三)、电子式调节送经机构
接近开关方式经纱张力采集系统
电子送经的织轴驱动装置
ZAX 9100 喷气织机
TOYOTA JAT710喷气织机
第三节 送经机构
一、送经方式
送经的工艺要求:
(1)保证从织轴上均匀地送出经纱,以适应 织物形成的要求;
色织布工艺设计与计算【管理资料】

色织布工艺设计与计算纺织1003 汤秀 0901100324第一节概述一、织物本次织物品种为:47”T65JC35 45*45 139*94 涤棉府绸即T/CJ13tex*T/CJ13tex,120cm,548*370根/10cm涤棉府绸设计其一等品月产量为28万米,织机转速为750rpm。
3、所设计织物的上机图品种1/1府绸上机图:一上一下平纹组织,正织、反织相同,采用正织。
府绸织物的特点是纱线细,经密大,经纱织缩率大,纬纱织缩率小。
因此,一般不用边纱,边部与中间地组织完全一样:在1/1平纹府绸中,所采用的穿筘法是4根每齿。
2.穿综图:府绸布身和布边采用顺穿法,操作方便,便于记忆,不易穿错。
3.在织造过程中上机特征:府绸采用正织,可以及时发现布面上的疵点,便于修补。
府绸织物可以不采用布边,即布身和布边可采用相同组织。
(因为府绸结构紧密,有一定的强度,能保证布边平整,能使后整理工序顺利进行,所以,府绸织物可以不采用布边。
)二、对原纱质量要求1、织物的纱线特数越小,选择原纱的品质要好,应选择洁白、品质较好,强力较高,纤维较长,整齐度较高,条干均匀,杂疵点较少的原棉。
因为府绸的特数小,所以选择原纱质量要更好。
2、府绸采用精梳纱线。
精梳纱要求条干均匀,结杂质少,对纱线强力要求高。
3、捻向的选择:涤棉府绸经纱采用S捻,纬纱采用Z捻。
4、捻系数的配置,经向偏高,纬向偏低,有利于织物的光泽和纹路的清晰。
5、品种选用喷气织机织造。
三、生产工艺过程:(按品种列出工艺流程图)(1)涤棉府绸经纱准备经纱管纱→络筒→整经→浆纱→穿经→织造→验布→折布→修织洗→复验→分等→打包→入库纬纱准备纬纱管纱→络筒→给湿③论述选定的原则及着重考虑的因素(纱线的给湿定拈上浆率,卷绕形式,纬纱体制,后加工等)。
按品种分别论述。
(1)选定原则先进合理,成熟可靠国家定型机器缩短流程灵活性和适应性(2)织造工艺流程选择应着重考虑的因素a、稳定捻度:涤棉混纺纱要经过热定型。
关于ZAX 9100喷气织机荣获最优秀节能机械的表彰之事

纬纱的喷嘴及钢筘的效率,并采用了减少供气管及电磁阀容积等的措施,减少了起因于间歇 喷射的无效的空气消费。另外针对织物及织造条件的变化,研制开发了对供气的压力及时间 更加精密地进行自动调整的织造支援系统。通过这些措施和开发,将空气消耗量从原来的织 机对比削减了 10~20%。
做法作为先端变大的拉伐尔喷管,这样比圆筒性
喷嘴在同样压力下增加了大约 30%的牵引力,并
图4
减少了 10%的主喷嘴的空气消耗量。另外织机幅 宽全面配置且顺序动作搬送纬纱的副喷嘴,由于
原来型
个数多所以占喷气织机空气消耗的大部分。这次
我公司开发并申请专利的副喷嘴(图 5),因为使喷
口部周围敬启者
2006 年 2 月 15 日 津田驹工业株式会社
关于 ZAX9100 喷气织机荣获最优秀节能机械的表彰之事
现谨通知 我公司喷气织机 ZAX9100 在日本机械工业联合会主办的 2005 年最优秀节能机 器表彰大会上获得了最优秀节能机械的表彰,并得到了联合会会长大奖。这是我公司继 1997 年 ZW403 喷水织机之后第二次获奖。
窗帘布及毛巾等,随着织物种类的增加,实现广泛普及,目前世界上约有 23 万台运转开动。
喷气织机织布所需要的电力的大约 60%至 80%都用在供应压缩空气的空压机上,因此从以
前被要求如何减少空气消耗量。ZAX9100 喷气织机在提高了产生空气喷流搬送纬纱的喷嘴及钢
筘的效率的同时,缩小了供气管及电磁阀容积,并减少了起因于间歇喷射的无效的空气消费。
① 平纹细布 原有织机 800 转 90.0 m3/时 10.8 kW
纺织生产工艺流程

我国纺织工业发展简介“衣、食、住、行”是人类永久的需求。
“衣”不单纯指衣服,它几乎可以涵盖所有纺织产品。
“衣”人类永久的需要,具有广阔的市场。
从世界范围来看,纺织服装业销售额仅次于旅游业和信息产业,名列第三。
它在世界经济中承担着极为重要的作用。
它不仅满足人们生活的基本需要,而且是社会文化的时尚代言者和经济兴衰的晴雨表,它既是最传统的也是最时尚的产业,受到各国政府的重视。
纺织工业是我国国民经济的传统支柱产业和重要的民生产业,也是国际竞争优势明显的产业,对扩大就业、积累资金、出口创汇、带动相关产业和促进区域经济发展发挥了重要作用,所以纺织工业健康平稳发展,事关国计民生和社会稳定大局。
我国是世界上最大的纺织品生产及出口国。
纺织工业曾经提出建设纺织大国的奋斗目标,如今我国的纺织业正在全面实现产业升级,逐步开始向纺织强国转变。
我国纺织品服装出口额:2000年--- 520.8亿美元2004年--- 931.0亿美元2009年--- 1713.32亿美元2010年--- 2065.30亿美元织物的形成织物的分类织物(Fabric)——由纺织纤维和纱线制成的柔软而具有一定力学性质和厚度的制品。
包括:机织物、针织物、非织造布、编织物等一、织物的分类:1.机织物:由相互垂直排列的二个系统的纱线,在织机上按一定规律交织成的制品。
2.针织物:是由纱线串套而成,线圈则是针织物的最小基本单元。
3.非织造织物:是一种由纤维层构成的纺织品。
经机械或化学加工而成的制品。
4. 编织物:由纱线通过用结节互相连接或钩连而成的制品,如网、花边等。
二、机织物的分类1、按原料分类:(1)纯纺织物:经纬纱为同一种纤维的纱织布。
(2)混纺织物:二种或二种以上纤维混纺纱织布。
(3)交织织物:经纱与纬纱为不同类型纱线。
2、按织物用途分类(1)服装用织物:外衣、内衣(2)卫生用织物:毛巾、浴巾、枕巾……(3)装饰用织物:窗帘、床罩、沙发罩……(4)工业用织物:帆布、水龙带、帘子布……3、按织物组织分类:(1)基本组织织物:三原组织(2)复杂组织织物:毛巾、灯芯绒、水龙带等(3)小花纹组织织物:在基本组织基础上变化(4)大花纹组织织物:装饰类家用纺织品4、按印染加工方法分类:本色坯布、漂布、色布、印染布、色织布等 三、机织物的结构与规格织物组织:经纬纱线相互交错或彼此沉浮的规律。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ZAX9100型喷气织机
ZAX9100型喷气织机是津田驹公司以任何人都可简单利用专业技术高速、高效织造高品位织物为目标而研制开发的新一代喷气织机。
该机型从机架结构、打纬、引纬、送经和卷取各机构上,实现了技术突破或改进,加上津田驹首创的织造导航系统的强大功能,使该型织机成为目前最为优秀的喷气织机。
适织品种具备各类有效的辅助装置,可以织造从普通衣料到轻重磅牛仔布纯毛面料,长丝织物,玻纤织物,以及多色、宽幅,高附加值的各种织物。
主要结构传统的两侧箱形墙板加横梁的高稳定性结构,经电脑三维精密解析手段全新设计,加上崭新概念的惯性矩小的偏心打纬摇轴和中空钢筘架座的采用,实现了更合理的圆滑有力的打纬,同时降低了动力油浴中的负荷和大大抑制了震动,使其具有了以往织机难以具备的高速织造高难织物的卓越性能。
前梁和空气储槽合成一体,直接连接新型电磁,每两只辅喷嘴配置一只气阀,进一步提高了高速适应性,有效地降低了空气消耗。
织造导航系统该系统为津田驹公司首例,其融人了津田驹公司长年累积的丰富经验和专业技术,通过在“导航键盘”上进行简单输入,使用者即可容易地进行专业技术水平的织造。
该系统在织机运行过程中,可引导织机达到最佳运行状态。
同时,系统中的维护导航功能,可引导使用者及时高效地进行必要的维护保养作业,并在织机发生故障时,准确快捷地查出故障原因排除故障,通过该导航系统,还可查询织机的使用方法和零配件详细内容。
该系统更具强大的学习更新功能,今后可随时获得津田驹公司提供的无偿升级服务,与津田驹公司共享其最新开发成果。
人性化设计本机型在多处为提高操作方便性,作了新的改进设计,首先在机架的高度和纵深尺寸进行了改进,缩短了操作距离,将压力控制装置改在容易操作的上方位置,将原来处于内侧的积极送经装置改为外侧,使用的工具种类统一,设置提升压布辊快速手柄。
此外在导航系统中还有自动设定功能,快速改善停车档功能等。
引纬系统宽幅250cm以下采用4连杆打纬,宽幅采用引纬时间充裕的6连杆打纬,从而实现了高速时的稳定引纬。
FDP—AⅢ电控鼓筒储纬装置ZAX9100型织机标准配备新型的FDP—AⅢ型电子储纬器。
带有积极分纱的送纱机构,可非常简单地织造毛习习较长且硬的纯毛织物或适应其他特殊纤维纬纱。
另外纬纱预备卷取量较以往储纬器多3倍以上,从而大幅提高纬纱解舒时的张力稳定,实现稳定的运转。
通过第l梭控制使引纬稳定ZAX9100采用电脑控制第一梭的引纬定时,防止启动时的长纬或纱端的故障。
三眼式探纬器反射式的三眼式探纬器可以切实探测短纤和长丝等所有色纱,大幅降低传统探纬器在色纱引纬时的探纬失误率,从而提高效率。
WBS纬纱制动器WBS大幅降低在引纬结束瞬间发生的峰值张力,从而有效防止纬纱的断头和松弛。
利用FDP—AⅢ标配的传感器可以控制出纬纱的解舒角度,高精度地控制制动定时和制动动程。
并且其回拉功能强了有效防止纱端粘连。
纱端处理沙(CC)专用开口装置使用专用开口装置,可省去2片用于纱端处理的综框,使综框完全用于织物组织,减轻了开口装置的负荷,该装置不仅具有经济性,而且对高速化和节能也有效。
上置式边撑在织口附近配置导纱杆,在两侧配置上置式边撑,可使所有短纤织物的织口稳定,提高织物的质量。
辅助主喷嘴将纬纱用较低气压进行加速,可防止埘纬纱的损伤,即使是在超高速或宽幅织造等容易造成纬纱负担的条件下,也可以进行稳定运转。
有可与主喷嘴联动的标准型和分别设定喷射定时的独立控制型两种。
拉伸喷嘴对容易产生纬纱松弛的织物,拉伸喷嘴是极其有效的。
根据织物的松弛程度,有横吹式、背吹式和筘齿嵌入式3种选用。
ETU电控卷取在卷绕部分使用AC伺服电动机,通过计算机控制,使其与织机完全同步,以控制打纬密度,打纬密度可在“导航键盘”上进行设定而无需更换纬密齿轮。
另外通过与ELO电控送经的联动操作,使上机作业更加容易进行。
ELO电控送经可以保持均匀的经纱张力,在高速运行中也可高灵敏地适应高密织物的织造要求。
不需对梭口ELO电控送经装置还可以根据织机停台时间的长短及停台原因由计算机进行伸长的控制,通过经轴的反转(倒转)功能和织口控制功能使织口处于最佳位置。
通过这一功能可有效消除和改善停车档。
防气圈装置可抑制纬纱气圈,减少断纬及纬纱储纬器之间的干扰。
ZTN型无针式织边装置代替以往的针式织边方式,用空气将纱端进行折边,从而防止由于织边针所造成的钢筘破损以及机械部件的磨损,更便于维修保养。
织边的调整通过“导航键盘”简单的设定即可,用此织边装置任何人都能简单地织造出漂亮的布边。
APR—C自动补纬装置织机由于引纬失误停车时,织机倒转、对织口,去除问题的纬纱以及重复运转,这一系列动作全由计算机控制自动进行。
它可以在实现无人化运转,节省劳动力和提高织物质量方面发挥威力。
引纬控制采用AJC引纬自动控制功能和FIC引纬模糊控制功能,喷射定时控制功能和喷射压力控制功能一起发挥作用,加上辅喷嘴的独立分色控制和支援控制,使任何纬纱的引纬都能达到最理想的状态。
PSC可编程调速装置通过此装置,织机转速可自由改变,并可在同一织物内设定多种转速。
转数在1纬之内可改变,既可适应不同纱线的特殊规格织物,也可在常规织物时在最大效率平衡点上进行高速织造。
PSS可编程序程序启动空打纬启动在启动之前将织机反转数纬之后,同数纬不进行引纬,在只进行开口和打纬动作的状态下进行启动。
由此可以修正织口的变形,有效防止稀柳、稀纬的产生。
特别是对于高速运转和细薄织物其效果更佳。
单梭引纬启动对引纬不好的纬纱进行修补后,可在该状态下进行引纬,重新启动织机。
通过减少正反转的空打纬,可使织口的紊乱减少到最低限度,有效地防止枕形档的产生。
QIS快速启动在修复后及重新启动时,可不进行打纬直接开始引纬,由此防止停车档的产生。
ESS电子开口装置利用导航键盘的健输入,可以自由设定静止角和相位差。
包括伺服电动机在内的传动系统全部焕然一新,从而进一步实现了高速化。
最大可适应16种综框。
可以织造出结合多臂的多框组织和凸轮静止角的特点的高质量织物,而且由于能一瞬间改变织物组织,从而可迅速变换品种。