东洋压铸机参数设定图文详解
压铸成型参数设定Frech

顶出器退回
此项主要功能是将顶针拉回原来的位置。它的 速度与模具的设计有一定的关系,如顶杆式的 设计就可以调快一点,靠下一模合模的力量将 回程杆和顶针压回原来的位置。但一般滑块底 下有顶针的模具就必须设计成倒拉式的,调的 太快顶针容易断掉。通常为30%以下,速度越 快退回的压力越大。
S - 行程
开模行程 合模保护开始 合模保护结束 2段压射启动点 射料行程上限 射料行程下限 启动顶出器速度2 顶出器前进1 顶出器前进2 慢速开模启动点
三:冷却时间
是指压射后镁汤进入模具持续合模的时间通常 也是越短越好!但要保证在产品在完全凝固的 情况下,太快镁汤收缩不及造成变形.拉模等 问题。太慢也不行.一则影响生产速度二则冷 却太久镁合金收缩包附于模具表面造成产品顶 出变形.顶凸。一般根据产品的厚度及射料重 量来取决.越厚越慢.时间越久。
四:开模时间
压铸模参数设定案例
FRECH
T-时间设置 时间设置
一:合模时间 二:保压时间 三:冷却时间 四:开模时间 五:最大周期警告时间 六:顶出器启动延迟时间 七:顶出退回延迟时间 八:离嘴时间
一:合模时间
合摸时间所指关门后合摸开始到合摸结束所用 的时间。为了驾动率通常越短越好,但也是有 限制的如果在设定的范围以内,机台正常运转。 此时可以再缩短合摸时间,直到正好大于最少 合摸结束时间。
六:顶出器启动延迟时间
是指开模后产品顶出中间的间隔时间,设置太 短产品未完全冷却出现顶凸、甚至出现顶针将 产品戳穿造成产品黏模。设置太长产品因为热 涨冷缩的关系包附在模具上也会出现顶凸、黏 模。由于关系到铸机的效率,在保证不会造成 以上问题的情况下,通常越短越好。
七:顶出退回延迟时间
是指顶出器顶出到达定位后,退回的延迟时间。 此段时间取决与模具与产品的设计关系,如果 顶出器退回时产品不会被拉回原来的位置,由 于关系到铸机的效率,就可以不用设置。此项 在W页面程式预选来控制,另一方面持续生产 顶针长时间得不到润滑冷却容易断掉。有的模 具设计为顶杆式就可以不用预选。
压铸机铸造技术(TOYO压铸机BD-V4-T技术资料)

低速压射的目的是为了防止压室内卷进空气,根据浇铸量进行调整。另外,多段压射系统可 以在0.03m/s ~ 0.7m/s之间,或者匀加速等。最大可以进行9段的调整。因此,压室充填速 度、浇道充填速度、产品充填速度,可分别设定。可慢慢加速调整等,达到条件设定的多 样化。 低速速度的稳定性,对产品品质有很大影响。与高速速度也一样,需要进行监视管理。 另外,压室、冲头的卡住等,也是实际速度不安定的原因,必须注意。
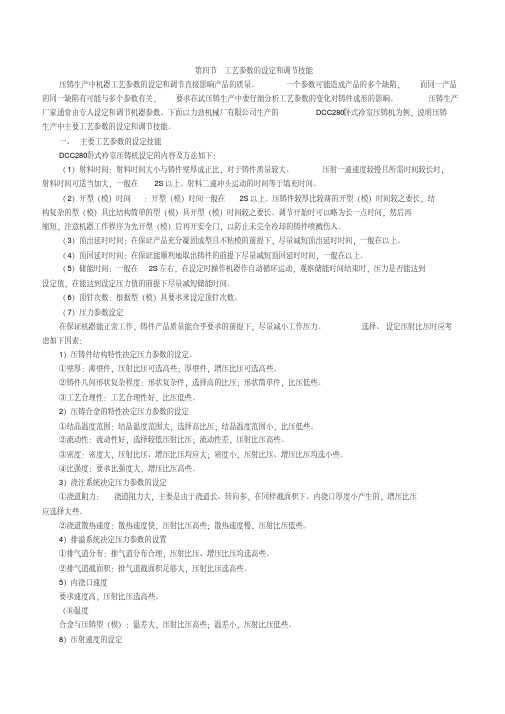
90 80 70 60 50 40 30 20 10 0 80 mm
鋳造 圧 力
浇口速度
90
铸造压力
MPa
压射力156KN 压射速度 2.0m/s 浇口面积 2.0cm2
图1-4-1 冲头直径和浇口速度、铸造压力的关系
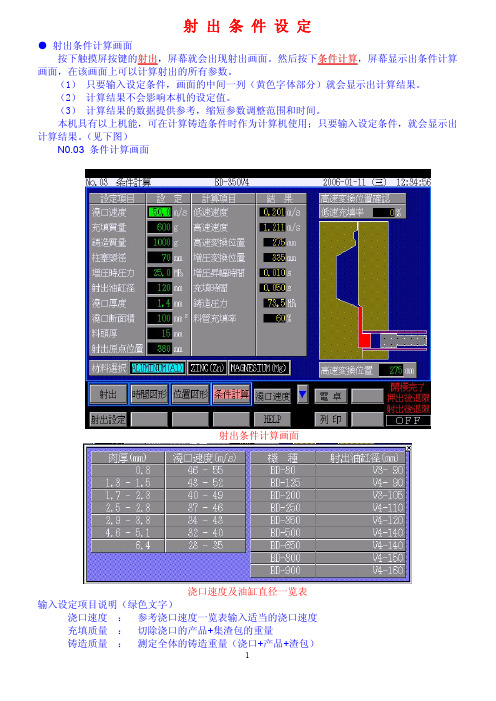
为了确定正确的冲头直径,浇口尺寸,除铸造压力、浇口速度以外,压室的充 填率、压室的厚度以及影响浇口处理(切边)等其他要素也必须充分考虑到,以便于 恰当的浇口设计方案。 下表为改变冲头直径、浇口面积时,所产生的铸造影响。
压射力Fs 冲头断层面积Ap
TOYO MACHINERY & METAL CO.,LTD
1-3 高速压射速度与浇口速度
左图伯努利定理可以表达出压铸机的压射速度 与浇口速度的关系。 也就是说:通过流量Q=流速V×断层面积A的 公式计算出来。 其入口和出口的流量相等。 Q=V1A1=V2A2
图1-3-1 伯努利定理
(m/s)
铝合金压铸的时候浇口速度为针对模厚可以参 考图1-3-2进行设定。另外,设计模具时一 般把高速压射速度计算为2~2.5m/s。由此 可推算出浇口断层面积。 ※近年来也有超高速铸造法,那样的话,高速 压射速度为4~5m/s,浇口速度设计为は50~ 60m/s。
压铸机调试工艺参数

压铸机调试工艺参数1.机器在调节时应注意的事项1)只能调节机器使用说明书上指出的可调参数。
调压时应按使用说明书的要求进行,不准大于规定的压力值,尽量防止调压过高,而致使油温增高或损坏元件。
2)不准在执行元件(液压缸、液压马达)运动状态下调节系统工作压力。
3)调压前应先检查压力表是否损坏,若有异常,待压力表更换后再调节压力。
4)调压前,先把所要调节的调压阀上的调节螺母放松,调压后,应将调节螺钉的紧固螺母拧紧,以免松动。
2.主要工艺参数的调节技能(1)开、合型(模)慢速段的调节开型(模)和合型(模)慢速段的速度统一由慢速油阀左侧的调节螺钉控制。
顺时针旋紧螺钉,则开、合型(模)慢速段速度减慢,逆时针旋松螺钉,则开、合型(模)慢速速度加快。
调节合适后,将固定螺母拧紧,如图1所示图1开、合型(模)慢速段的调节(2)开、合型(模)常速(即快速)段的调节1)开型(模)常速段速度由开、合型(模)换向阀右侧的调节螺钉控制。
顺时针旋紧螺钉,则速度减慢,逆时针旋松螺钉,则速度加快。
调节合适后,将固定螺母拧紧,如图2所示。
图2开型(模)常速(即快速)段的调节2)合型(模)常速段速度由开、合型(模)换向阀左侧的调节螺钉控制。
顺时针旋紧调节螺钉,则合型常速段速度减慢,逆时针旋松调节螺钉,则合型常速段速度加快。
调节合适后,将固定螺母拧紧,如图3所示。
图3合型(模)常速(即快速)段的调节(3)低压大流量泵压力的调节起动机器作自动循环运动,用手旋转双泵流量控制阀上的调节螺钉,可调节低压压力到一定值(一般5×106Pa(50bar)左右),低压压力值从低压压力指示表上读出。
调节合适后,将固定螺母拧紧,如图4所示。
图4低压大流量泵压力的调节(4)射料二速工作压力的调节射料二速工作压力由控制二速压力的调节螺钉调节,用手旋转减压阀上的调节螺钉可调节压力大小,其压力示值从射料二速压力表中读出,此压力即为二速射料运动中的射料压力。
5-冷室压铸机参数和参数调校
5-冷室压铸机参数和参数调校冷室压铸机的参数调校第一节机器的参数调校一、初步设定各时间参数:(DCC280)1、储能时间:二速或增压完成后,系统对储能器进行压力补偿的时间。
一般在2S左右,在设定时操作机器作自动循环运动,观察储能时间结束时,压力是否能达到设定值,在能达到设定压力值的前提下尽量减短储能时间。
2、锤头润滑:回锤后,对锤头进行润滑的次数。
根据黄油泵出油的情况:出油多,次数可设少一些;出油少次数可设多一些。
3、次数:设定锤头回锤的次数。
根据黄油泵出油的情况和锤头运动的状态确定,一般设一次。
4、顶出延时:开模终止到顶针顶出前之间的时间。
在产品冷却条件较好的情况下,一般开模后延时0.1S即可,主要是减少冲击,在产品冷却条件较差的情况下(考虑产品在开模后冷却),一般可以适当延长,以保证铸件被顶出时不变形为宜。
5、顶回延时:顶针顶出到位到顶针顶回开始之间的时间。
在保证能顺利地取出铸件的前提下尽量减短顶回延时时间,一般在0.5S以上。
6、顶针次数:每个自动循环周期顶针顶出的次数。
根据模具及铸件脱模情况来设定顶针次数,一般设定一次。
7、射料时间:从射料动作开始到锤头开始回位之间的时间(即下射料钮开始计时)。
射料时间大小与铸件壁厚、薄成正比,对于铸件质量较大、压射一速速度较慢且所需时间较长时,射料时间可适当加大,以保证二速或增压能完成。
8、开模时间:射料时间结束开始计时到开模开始动作之间的时间(即冷却时间)。
开模时间一般在3S以上。
压铸件较厚比较薄的开模时间较之要长,结构复杂的模具比结构简单的模具开模时间较之要长。
调节开始时可以略为长一点时间,然后适当缩短。
二、初步设定各压力参数:(DCC280)1、总压:调节储能、起压,抽芯时系统的压力。
一般是总压设在90-99之间,在保证压铸机正常压铸的条件下,尽量设定低些,以延长机械使用寿命,降低能耗。
2、顶针压力拨码:设定顶针动作时,顶针油路的压力。
顶针压力一般设定在30-50之间,能顺利顶出产品即为合适。
东洋1200T压铸机射出条件设定(最新版)
● 铸造时的射出曲线图说明 1)射出压力-速度曲线
增压
压力 FL、减速
原点设定位置
高速压射
低速压射
速度
低速速度
F
E
D
C
B
A
一般整个铸造过程可以分为六个阶段,以下是曲线图各个阶段动作描述:
A
A.给汤完了状态压射时间内,溶汤安定后,开始压射。
2
B
B.低速压射,压室充填 设定防止空气卷入的速度注意无溶汤飞溅,冲头的卡住等的影响。
半固定值设定 1 30~60mm速度由射出 30mm 位置 0.05m/s 速度启动,一直匀加速提高到
60mm 位置 0.1m/s 的速度。 60~90mm速度由射出 60mm 位置 0.1m/s 速度启动,一直匀加速提高到
90mm 位置 0.15m/s 的速度。 ······ 然后按上述说明类推。 4)1~9 速的低速射出速度可在 0.03~0.7m/s 之间任意设置。 5)1~9 速的各低速位置速度测定值(黄色字体)指的是切换位置时的瞬 间速度,因此当加速或减速中,当到达设定的切换位置时,有时会显 示与设定速度不同(偏差)的速度。 速度设定值是在 ACC 设定压力标准值(13.7MPa),高速速度 2m/s 时所作的设定,当 ACC 压力设定变更时,各实际测定速度可能与设定速度不同, 注意这是正常现象。
说明:蓝色——设定速度
绿色——速度测定值
红色——压力测定值
高速速度设定空打 1.0~8.0m/s,实射在不同的模具阻力下情况也不同,一般情况下高
速速度实际值为空打的 70~90%。
PLCS 机型是在液晶屏画面上可以显示出位置、速度、ACC 压力、时间等参数的设定
冷室压铸机工艺参数的调校
11.严格按电气操作规程和安全规定操作,保持电箱的清洁和干燥,防止电器 元件和线路受潮湿和过热。生产过程中,必须始终关闭电箱门。下班后及 时关闭总电源。
12.维修电气之前必须首先断开电源总开关,并在总开关附近显著位置挂出 “禁止接通电源”警示牌
13.经常检查吸油过滤器的堵塞情况。 14.不要用手去按压油管、法兰等漏油处,因高压油会有很大的危险性。万一
冷室压铸机工艺参数的调校
一、 将模具预热到工作温度,一般 220℃左右。 二、 初步设定各工艺参数。
1、储能时间:一般设定在 2S,在自动时观察储能时间(尽可能小)结束时, 总压表显示压力能达到设定压力,储能时间设定即为合适。
2、打料时间:DM180 冷室压铸机一般在 1S 以上,产品较厚实的,重量较大的, 慢速较长,产品对气孔要求严格的,需要较紧密组织的可以适当延长打料 时间至 3S 以上。
5、 顶回延时;一般延时到能顺利地取出产品即可。 6、 锤头润滑次数和间隔:视锤头润滑的状况而设定打油的次数。 7、 炉中待机和炉上待机时间的设定:机械手回到炉上等待到再次合模之
间的时间间隔的长短,要求调节到料温降低最小,灼子又不会在炉内停留 很久而过早损坏。 8、 二速吉掣(行程开关)位置的调整:一般根据产品的厚薄,对铸件表 面的要求,对气孔的限制程度,前后慢慢调节,注意观察铸件的变化。 9、 料温的设定:铝合金熔炼温度在 620-680℃之间,一般薄壁铸件取上限, 厚壁铸件取下限。 10、 模温的控制:铝合金模具压铸温度一般控制在 220℃左右(指喷涂后到下 次合模时的温度),根据所啤铸件的成形状况适当增大或减少冷却水的流量调 节模具的温度。对模腔内尖角突出部分、热量集中的部位要适当多喷一点脱 模剂,以降低该部分的温度,避免粘模。 11、 浇注量的控制,一般将料柄控制在 15-20mm.合金液的舀取量要稳定,其 不仅是控制最终压力传递,也是控制合金液的填充流态,铸件重量等的重要 参数。 12、 压射速度的调定。 压射速度指冲头在每秒钟时间内运动的距离,分为三级速度即慢压射,快压 射,增压。 (1)、慢压射指自冲头运动开始,将压射室内合金液向型腔慢慢推进,直
压铸机射出条件设定
- 高速射出位置设定的确认: - 以计算的方式决定高速启动位置
5、高速设定位置 L=L1+L2+L3+L4 L2:电气、油压延迟=1.0CM L3:高速加速 =1.0~2.0CM L4:料饼厚度 =1.5~2.0CM
以图2位置+L为设定基准,以这个位置,每次往后移动5MM,来试得铸造最佳高 速起点。
-
压铸速度
Байду номын сангаас
1、冲头速度
在压射起始阶段,或低速压射 阶段,金属液尚未达到内浇口, 所以只考虑冲头速度。 在这一阶段,冲头速度一般都 控制在0.2~0.3m/s之间。 冷室压铸金属液的充满度高, 冲头速度可取低些。 一般技术资料中给出的压射速 度推荐范围都很宽,应权衡各 种因素选取,冷室压铸机最大 压射速度可达8m/s.
-
压铸时间
3、保压时间: 指金属液充满型腔后,压射系统继续保持压力的时间 持压的目的是保证金属液在整个凝固期间都处于高压之下,达到 紧实压铸件的目的。 持压时间应比金属液在型腔内的凝固时间长。
表5 基于压铸件壁厚的持压时间推荐值
-
压铸时间
4、留模时间: 从持压终了至开模顶出压铸件的时间段 留模的目的是使压铸件在型腔中冷却到一定温度,形成一定强度, 避免开模顶出时压铸件变形、开裂。 留模时间过长,压铸件的冷却及收缩幅度大,包紧力增大,会导 致顶出困难。 在以下情况时,留模时间可取短些:合金的收缩大、高温强度较 高;薄壁件、结构复杂;压铸模具热容量大、冷却能力强。
-
压铸时间
压铸工艺中的时间参数包括充型时间、持压时间和留模时间三个 部分。 1、充型时间:金属液开始进入型腔至型腔充满所需时间,可按下式 估算:
压铸机调试工艺参数
压铸机调试工艺参数1.机器在调节时应注意的事项1)只能调节机器使用说明书上指出的可调参数。
调压时应按使用说明书的要求进行,不准大于规定的压力值,尽量防止调压过高,而致使油温增高或损坏元件。
2)不准在执行元件(液压缸、液压马达)运动状态下调节系统工作压力。
3)调压前应先检查压力表是否损坏,若有异常,待压力表更换后再调节压力。
4)调压前,先把所要调节的调压阀上的调节螺母放松,调压后,应将调节螺钉的紧固螺母拧紧,以免松动。
2.主要工艺参数的调节技能(1)开、合型(模)慢速段的调节开型(模)和合型(模)慢速段的速度统一由慢速油阀左侧的调节螺钉控制。
顺时针旋紧螺钉,则开、合型(模)慢速段速度减慢,逆时针旋松螺钉,则开、合型(模)慢速速度加快。
调节合适后,将固定螺母拧紧,如图1所示图1开、合型(模)慢速段的调节(2)开、合型(模)常速(即快速)段的调节1)开型(模)常速段速度由开、合型(模)换向阀右侧的调节螺钉控制。
顺时针旋紧螺钉,则速度减慢,逆时针旋松螺钉,则速度加快。
调节合适后,将固定螺母拧紧,如图2所示。
图2开型(模)常速(即快速)段的调节2)合型(模)常速段速度由开、合型(模)换向阀左侧的调节螺钉控制。
顺时针旋紧调节螺钉,则合型常速段速度减慢,逆时针旋松调节螺钉,则合型常速段速度加快。
调节合适后,将固定螺母拧紧,如图3所示。
图3合型(模)常速(即快速)段的调节(3)低压大流量泵压力的调节起动机器作自动循环运动,用手旋转双泵流量控制阀上的调节螺钉,可调节低压压力到一定值(一般5×106Pa(50bar)左右),低压压力值从低压压力指示表上读出。
调节合适后,将固定螺母拧紧,如图4所示。
图4低压大流量泵压力的调节(4)射料二速工作压力的调节射料二速工作压力由控制二速压力的调节螺钉调节,用手旋转减压阀上的调节螺钉可调节压力大小,其压力示值从射料二速压力表中读出,此压力即为二速射料运动中的射料压力。
压铸机的选用 压铸工艺参数的设定和调节
一、压铸机的选用步骤1)根据铸件的技术要求、使用条件和压铸工艺规范核算压铸机的技术参数及工艺性,初选合适机型。
2)根据初步构想的压铸型(模)技术参数和工艺要求核算出压铸工艺参数及压铸型(模)外形尺寸,选用合适机型。
3)评定压铸机的工作性能和经济效果,包括成品率、合格率、生产率及运转的稳定性、可靠性、和安全性等。
二、压铸机的选用方法1)在实际生产中,选择压铸机主要根据压铸合金的种类、铸件的轮廓尺寸和重量确定采用热室或冷室压铸机。
对于锌合金铸件和小型的镁合金铸件通常选用热室压铸机。
对于铝合金、铜合金铸件和大型的镁合金铸件选用冷室压铸机为主。
立式冷室压铸机适合于形状为中心辐射状和圆筒形的、同时又具备开设中心浇道条件的铸件。
2)根据压铸件的材料、轮廓尺寸、平均壁厚、净重来选择压铸机型号规格。
可通过计算来求得锁型(模)力的大小值、每次浇注量、压射室充满度等实际工艺参数作为选取机型的依据。
3)压铸型(模)大小应与压铸机上安装型(模)具的相应尺寸相匹配,其主要尺寸为压铸型(模)的厚度和型(模)具分型面之间的距离。
必须满足压铸机基本参数的要求:①压铸型(模)厚度H 设不得小于机器说明书所给定的最小型(模)具厚度,也不得大于所给定的最大型(模)具厚度,H设应满足如下条件Hmin+10mm≤ H 设≤ Hmax-10mm式中H 设—所设计的型(模)具厚度(mm);Hmin—压铸件所给定的型(模)具最小厚度,即“模薄”(mm);Hmax—压铸机所给定的型(模)具最大厚度,即“模厚”(mm)。
②压铸机开型(模)后,应使压铸机动型(模)座板行程(L)即压铸型(模)具分型面之间的距离大于或等于能取出铸件的最小距离。
L≥L 取如图1所示为推杆推出的压铸型(模)取出铸件的最小距离。
L取≥L 芯+L 件+K式中,K 一般取10mm。
三、压铸机选用方法举例例已知一盒形铸件,如图2所示。
下面以力劲机械厂有限公司生产的卧式冷室压铸机机型技术参数为依据进行选型分析。
压铸机基本参数教案(精)

职业教育材料成型与控制技术专业教学资源库《铝合金铸件铸造技术》课程教案压力铸造—压铸机基本参数制作人:刘洋陕西工业职业技术学院压力铸造—压铸机基本参数一、压铸型(模)厚度压铸型(模)厚度是压铸型(模)合紧时的厚度,即压铸型合紧时压铸机动型座板与定型座板之间的距离,用H表示。
由于调型(模)机构的作用,H大小可以在一定范围内调整,卧式冷室压铸机用“模薄(H min)”、“模厚(H max)”表示H的最小和最大值,如图1所示。
图1 压铸模具厚度范围二、动型座板行程动型座板行程是动型座板的最大移动距离,如图2所示。
动型座板行程实际上就是压铸机开型(模)后型(模)具分型面之间的最大距离,用L 表示。
在设计时,开型(模)行程应满足下列条件:L≥L取式中L取—开型(模)后分型面之间能取出铸件的最小距离(mm)。
图2 开合模行程示意图三、大杠之间的内尺寸压铸机大杠(又称哥林柱)间在水平和垂直方向的内尺寸(又称哥林柱内距),如图所示。
压铸型(模)在装入型面空间内时,一般要求压铸型(模)的长或宽尺寸应小于相应大杠之间的内尺寸如图3所示。
大杠之间的内尺寸用(水平×垂直)(mm)表示。
图3大杆之间的内尺寸四、大杠直径大杠直径表明大杠的粗细,大杠的直径可能影响大杠的刚性,关心大杠直径主要是考虑机器的结构稳固性,尤其是开合模机构,单位为mm。
五、顶出力压铸机顶出铸件时,推杆板受到顶出机构所施加的静压力。
顶出运动是通过顶出液压缸内液压油的压力推动活塞,再由活塞杆传递给推杆板来实现。
顶出力理论计算公式为:F顶=πD12P1/4式中P1--顶出液压缸工作液的压力(MPa);D1--顶出液压缸内径(mm);F顶--顶出力(N)。
六、顶出行程顶出行程是顶出机构可以将压铸件顶出的最大距离。
液压顶出时与顶出液压缸本身行程有关,机械式顶出与后推杆长度有关。
顶出机构应该保证将压铸件从型腔中顶出一定距离,使其与压铸模具脱离,方便取出,用S 表示,单位为mm。
TOYO-东洋压铸机参数设定及详解

2、高速速度。 ◆定义:E段移动速度,压射冲头快速运动阶段,使金属液充满整个型腔与浇注系统。 ◆作用:此参数是影响压铸件良好成型的重要参数之一。 ◆设定原则: → 1)金属液在充满型腔前必须具有良好的流动性。 → 2)保持金属液能快速有序充满型腔,并把型腔中的气体排出到型腔外。 → 3)不形成高速的金属流冲刷型腔或型芯,避免粘型(模)现象的产生。 → 4)快压射速度与内浇口速度成正比,一般从低向高调节,在不影响铸件质量的情况下,以较低的快压射速度即 内浇口速度为宜。 ◆一般设定值:根据内浇口面积、填充速度、冲头直径预先设定,然后根据合金种类和铸件结构调节,一般在 2.5~5m/s间选择,只有极个别的铸件,需超过5m/s的压射速度。 ◆影响因素:速度打不上去与高速行程、高速ACC设定、低速速度及是否有卡冲头现象有关。 ★你知道吗? 压射速度高,铸件外形轮廓的清晰度好,表面质量高。过高的压射速度会使铸件的内部存在气孔、表面层 气泡增多,飞边增大,甚至产生型(模)具冲蚀现象;压射速度太低,铸件会出现欠铸或轮廓不清等缺陷。因 此压射速度的选择应按铸件所用的合金、结构而区别,在一般情况下均应该从低限向高限逐步的调整,在不影 响铸件质量的前提下,以较低的充填速度为宜。二级速度的高或低,二级速度的起始点的调定,对铸件质量都 是极为重要的。 ◆相关:填充速度。 →填充速度:金属液在压力作用下,通过内浇口进入型腔的线速度,称为内浇口速度 或填充速度。 ★你知道吗? 充填速度过大,产生喷射,易堵塞排气道,出现气孔。充填速度不够则会容易产生铸件轮廓不清、流痕和花 纹,甚至会出现冷隔和缺肉等缺陷。过高的填充速度,会使铸件组织内部呈多孔性,力学性能明显降低,故对铸件 内在质量、力学性能和致密性要求高时不宜选用高内浇口速度,而对于结构复杂并对表面质量要求高的薄壁铸件, 可选用较高的冲头速度及内浇口速度。铝合金填充速度30-60m/s之间,一般要求不高的压铸件、厚壁、简单件取 小值,要求质量高与受力件和壁薄、复杂件取大值。快速压射速度的大小直接影响金属液的填充速度,其速度大小 与型腔容积、型腔数、冲头直径、填充时间等有关。
压铸机工艺参数分析

∙压铸工艺参数分析(一)∙∙为了便于分析压铸工艺参数,下面示出如图5-1和图5-2所示的卧式冷室压铸机压射过程图以及压射曲线图。
压射过程按三个阶段进行分析。
第一阶段(图5-1b):由0 -Ⅰ和Ⅰ-Ⅱ两段组成。
0 -Ⅰ段是压射冲头以低速运动,封住浇料口,推动金属液在压射室内平稳上升,使压射室内空气慢慢排出,并防止金属液从浇口溅出;Ⅰ-Ⅱ段是压射冲头以较快的速度运动,使金属液充满压射室前端并堆聚在内浇口前沿。
第二阶段(图5-1c):Ⅱ-Ⅲ段,压射冲头快速运动阶段,使金属液充满整个型腔与浇注系统。
第三阶段(图5-1d):Ⅲ-Ⅳ段,压射冲头终压阶段,压射冲头运动基本停止,速度逐渐降为0。
a)图5-1 卧式冷室压铸机压射过程图图5-2 卧式冷室压铸机压射曲线图s--冲头位移曲线P0--压力曲线v--速度曲线1、压力参数(1)压射力压射冲头在0-Ⅰ段,压射力是为了克服压射室与压射冲头和液压缸与活塞之间的摩擦阻力;Ⅰ-Ⅱ段,压射力上升,产生第一个压力峰,足以能达到突破内浇口阻力为止;Ⅱ-Ⅲ段,压射力继续上升,产生第二个压力峰;Ⅲ-Ⅳ段,压射力作用于正在凝固的金属液上,使之压实,此阶段有增压机构才能实现,此阶段压射力也叫增压压射力。
(2)比压比压可分为压射比压和增压比压。
在压射运动过程中0-Ⅲ段,压射室内金属液单位面积上所受的压射力称为压射比压;在Ⅲ-Ⅳ段,压射室内金属液单位面积上所受的增压压射力称为增压比压。
比压是确保铸件质量的重要参数之一,推荐选用的增压比压如表5-1所示。
表5-1 增压比压选用值(单位:MPa)(3)胀型力压铸过程中,充填型腔的金属液将压射活塞的比压传递至型(模)具型腔壁面上的力称为胀型力。
主胀型力的大小等于铸件在分型面上的投影面积(多腔模则为各腔投影面积之和),浇注系统、溢流、排气系统的面积(一般取总面积的30%)乘以比压,其计算公式如下F主=APb/10式中F主-主胀型力(KN);A-铸件在分型面上的投影面积(cm2);Pb-压射比压(MPa)。
压铸机液压TOSCAST设定方法

⑦TOSCAST設定方法•圧鋳機総控制系統特長1.32bit 高速CPU2.10.5英寸液晶画面3.直接鍵盤輸入自動控制多段射出速度3頂出行程8合模力7鋳造圧力6増圧時間5高速射出区間4高速射出速度2低速射出速度1輸入和自動控制模開時的射出跟踪行程1供溶液量7頂出回速度和輸入6頂出速度和輸入5低圧合模時間4開模速度和輸入3合模速度和輸入2只能輸入給湯装置動作2増圧開始位置1只能自動控制1.能設定機器的条件和模具参数2.機器的条件自動反饋功能3.顕示機器的参数4.能進行生産管理5.故障診断6.儲存機器的条件和模具参数功能9 班9 班生産班数8 1 批1 批累計生産参数7140 項140 項設定変更参数6140 項140 項維護保養経歴的参数5140 項140 項報警的参数42000 次50 次実際参数3200 次10 次射出図象264 模64 模模具和設定条件的参数1軟盤内部存儲項目参数保存条件設定MONITOR管理★:細目管理画面*:OPTIONTOSCAST設定画面模具条件設定l 模具尺寸或産品尺寸的輸入l 顕示自動計算的鋳造条件鋳造条件的設定l 射出条件或中子動作的設定合模条件的設定(1)l合模押出速度設定合模条件的設定(2)l 開模和頂出条件的設定l 為了防止模具破損的低圧合模功能設定中子動作設定射出条件的設定l 多段射出条件和超高速射出条件的設定動作選擇設定周邊装置的設定l給湯装置,噴塗装置,柱塞潤滑装置,取件装置的条件設定質量条件的設定l 条件上限和下限的設定l 実際参数超出上下限時的信号輸出方法設定鋳造再開始時的設定l 故障或交換模具後鋳造再開始時的設定射出図象的設定(全部)l 射出速度,射出圧力,射出位置的図象顕示射出図象的設定(高速部)l射出速度,射出圧力,射出位置的図象顕示参数顕示l 合模或射出参数的顕示頃向顯示機器動作的顕示l 圧鋳機正在運行動作的参数顕示自動機作的顕示循環線路比較表示良品参数的存儲l 良品射出図象和参数的存儲生産管理l 生産数或不良数的管理生産管理l生産数或不良数的管理解決故障l 顕示警報和故障解決方法警報経歴l警報的顕示設定更改記録l 更改前条件和更改後条件的顕示I/O顕示機器檢査畫面設定参數設定磁碟画面設定維修記録原始設定畫面指南。
压铸机工艺参数的设定和调节方法(20200731151119).pdf
第四节工艺参数的设定和调节技能压铸生产中机器工艺参数的设定和调节直接影响产品的质量。
一个参数可能造成产品的多个缺陷,而同一产品的同一缺陷有可能与多个参数有关,要求在试压铸生产中要仔细分析工艺参数的变化对铸件成形的影响。
压铸生产厂家通常由专人设定和调节机器参数。
下面以力劲机械厂有限公司生产的DCC280卧式冷室压铸机为例,说明压铸生产中主要工艺参数的设定和调节技能。
一、主要工艺参数的设定技能DCC280卧式冷室压铸机设定的内容及方法如下:(1)射料时间:射料时间大小与铸件壁厚成正比,对于铸件质量较大、压射一速速度较慢且所需时间较长时,射料时间可适当加大,一般在2S以上。
射料二速冲头运动的时间等于填充时间。
(2)开型(模)时间:开型(模)时间一般在2S以上。
压铸件较厚比较薄的开型(模)时间较之要长,结构复杂的型(模)具比结构简单的型(模)具开型(模)时间较之要长。
调节开始时可以略为长一点时间,然后再缩短,注意机器工作程序为先开型(模)后再开安全门,以防止未完全冷却的铸件喷溅伤人。
(3)顶出延时时间:在保证产品充分凝固成型且不粘模的前提下,尽量减短顶出延时时间,一般在以上。
(4)顶回延时时间:在保证能顺利地取出铸件的前提下尽量减短顶回延时时间,一般在以上。
(5)储能时间:一般在2S左右,在设定时操作机器作自动循环运动,观察储能时间结束时,压力是否能达到设定值,在能达到设定压力值的前提下尽量减短储能时间。
(6)顶针次数:根据型(模)具要求来设定顶针次数。
(7)压力参数设定在保证机器能正常工作,铸件产品质量能合乎要求的前提下,尽量减小工作压力。
选择、设定压射比压时应考虑如下因素:1)压铸件结构特性决定压力参数的设定。
①壁厚:薄壁件,压射比压可选高些;厚壁件,增压比压可选高些。
②铸件几何形状复杂程度:形状复杂件,选择高的比压;形状简单件,比压低些。
③工艺合理性:工艺合理性好,比压低些。
2)压铸合金的特性决定压力参数的设定①结晶温度范围:结晶温度范围大,选择高比压;结晶温度范围小,比压低些。
压铸机调试工艺参数
压铸机调试工艺参数1.机器在调节时应注意的事项1)只能调节机器使用说明书上指出的可调参数。
调压时应按使用说明书的要求进行,不准大于规定的压力值,尽量防止调压过高,而致使油温增高或损坏元件。
2)不准在执行元件(液压缸、液压马达)运动状态下调节系统工作压力。
3)调压前应先检查压力表是否损坏,若有异常,待压力表更换后再调节压力。
4)调压前,先把所要调节的调压阀上的调节螺母放松,调压后,应将调节螺钉的紧固螺母拧紧,以免松动。
2.主要工艺参数的调节技能(1)开、合型(模)慢速段的调节开型(模)和合型(模)慢速段的速度统一由慢速油阀左侧的调节螺钉控制。
顺时针旋紧螺钉,则开、合型(模)慢速段速度减慢,逆时针旋松螺钉,则开、合型(模)慢速速度加快。
调节合适后,将固定螺母拧紧,如图1所示图1开、合型(模)慢速段的调节(2)开、合型(模)常速(即快速)段的调节1)开型(模)常速段速度由开、合型(模)换向阀右侧的调节螺钉控制。
顺时针旋紧螺钉,则速度减慢,逆时针旋松螺钉,则速度加快。
调节合适后,将固定螺母拧紧,如图2所示。
图2开型(模)常速(即快速)段的调节2)合型(模)常速段速度由开、合型(模)换向阀左侧的调节螺钉控制。
顺时针旋紧调节螺钉,则合型常速段速度减慢,逆时针旋松调节螺钉,则合型常速段速度加快。
调节合适后,将固定螺母拧紧,如图3所示。
图3合型(模)常速(即快速)段的调节(3)低压大流量泵压力的调节起动机器作自动循环运动,用手旋转双泵流量控制阀上的调节螺钉,可调节低压压力到一定值(一般5×106Pa(50bar)左右),低压压力值从低压压力指示表上读出。
调节合适后,将固定螺母拧紧,如图4所示。
图4低压大流量泵压力的调节(4)射料二速工作压力的调节射料二速工作压力由控制二速压力的调节螺钉调节,用手旋转减压阀上的调节螺钉可调节压力大小,其压力示值从射料二速压力表中读出,此压力即为二速射料运动中的射料压力。