日本白光原厂的烙铁头使用及保养
电烙铁的正确使用与维护方法

电烙铁的正确使用与维护方法
电烙铁是一种常用的焊接工具,它可以用于焊接电子元件、电路板等。
正确使用和维护电烙铁可以延长其使用寿命并保持其工作效果。
正确使用电烙铁的方法如下:
1. 预热:首先将电烙铁插入电源并预热,通常需要预热1至2
分钟。
等待电烙铁达到适当温度后再使用。
2. 温度控制:不同的焊接需求需要不同的温度。
根据焊接的要求,调节电烙铁的温度。
需要注意的是,不要超过电烙铁的最大温度,以免损坏电烙铁。
3. 温度恢复:在进行焊接过程中,电烙铁的温度会下降。
当出现温度降低的情况时,应及时将电烙铁放回支架上进行加热,直到达到适当温度。
4. 使用适当的焊接垫:在焊接过程中,应使用适当的焊接垫来保护工作台面。
焊接垫可以防止工作台面被热量和焊渣烧伤。
5. 注意安全:焊接时要注意安全,避免接触热铁头以及热烙铁。
维护电烙铁的方法如下:
1. 清洁:每次使用完毕后,应将烙铁头擦拭干净。
可以使用湿布或专用的清洁剂来清除焊渣和焊锡。
2. 防锈:为了防止烙铁头生锈,可以在使用前和使用后涂抹一层锡膏或焊锡。
焊锡可以防止烙铁头与空气接触,从而减少氧化。
3. 维护烙铁头:如果烙铁头出现损坏或变形,应及时更换。
另外,不要用锉刀等尖锐工具来清理烙铁头,以免损坏烙铁头。
4. 存放:在长时间不使用电烙铁时,应将其放在干燥通风的地方。
如果可以,将电烙铁放回包装盒中以保护其。
以上是电烙铁的正确使用和维护方法,希望对您有帮助。
烙铁使用、保养及注意事项
烙鐵使用、保養及注意事項
1.烙鐵的組成部分:穩壓電源調節筒、烙鐵手炳、電源線(插頭)、烙
鐵芯保護罩、烙鐵頭、烙鐵芯
2.烙鐵的正確執拿方式:筆式握法、反拳握法、正拳握法
3.烙鐵的正確操作方法:
①右手握電烙鐵,烙鐵頭與被焊元件成30—45度。
②左手拿錫線3-5cm,將烙鐵頭與錫絲靠近被焊元件點。
③先將被焊元件腳加熱後再加錫。
④先拿開錫絲,再拿開烙鐵頭,並帶走去掉多余錫點。
4.焊接工藝標準:焊接元件性能良好、元件牢固、外觀美觀。
5.烙鐵的保養須知:
①烙鐵在使用過程中不可用敲打方法清洗烙鐵嘴上的錫渣。
②焊點的焊接時間為3~4秒。
③烙鐵初次使用時首先將烙鐵頭上浸上一層錫,防止烙鐵氧化。
④烙鐵在使用過程中不能任意擊打,應輕拿輕放,以免損壞烙鐵芯
⑤烙鐵頭須經常保持清潔。
⑥上下班及白夜班交接時在烙鐵頭上浸上一層錫,防止氧化。
⑦規定要求的溫度365±15℃,不可調節,如故障須知會。
⑧海棉要有適當的水,不可將水進入烙鐵芯內。
(海棉溫透即可)
⑨長時間不使用時要拔掉電源插頭,並加上少量米粒大的錫。
⑩烙鐵在使用時或作業情況下要放在烙鐵加相,以免傷人及損壞PCB板元件。
电烙铁的日常使用与保养
3)进行焊接后
先把温度调到300℃,然后清洁焊嘴,再加上一层新焊锡 作保护。(如果使用非控温烙铁,先把电源切掉,让焊嘴 温度稍为降低后才上锡)。
4)焊嘴氧化物的清理
先把焊嘴温度调至300℃,再用清洁海绵清洁焊嘴,然后 再上锡,不断重复动作,直至把氧化物清理为止。
三、烙铁的维护与保养
(1) 烙铁头温度:温度过高会减弱烙铁头功能和使用寿命, 因此应选择尽可能低的温度,正常焊接设定温度为 300℃±10℃。
(2)清洁:应定期使用清洁海绵清理烙铁头,焊接后烙铁 头的残余焊剂所衍生的氧化物和碳化物会损坏烙铁头,造 成焊接误差,或者使烙铁头的导热功能减退。
(3)当不使用时:不使用烙铁时,不允许烙铁长时间处于 高温状态,会使烙铁头上的焊接转化为氧化物,致使烙铁 头功能大为减退。
可以减轻放烙铁时的振动和噪音
清洁丝 清洁橡胶片
清洁海绵
FX-888、888D优点
一个烙铁架,三种清洁方法: (1) 海绵:在海绵里加点水,可以除去粘在烙铁头上的焊
锡和污物。 (2)清洁丝:将烙铁头插入极细的金属丝中,可以清除烙
铁头上污物。这种金属丝,可以让烙铁头上留有适量的焊 锡,具有抑制氧化的效果。因为不用水,所以可以避免烙 铁头温度的极具下降,以及因水而造成的氧化加速。 (3)橡胶片:硅胶擦拭橡胶片可以擦去烙铁头上的污物。 因为不用水,所以可以避免烙铁头温度极具下降,以及因 水而造成的氧化加速。 (4)烙铁架的地面是装卸式的碎屑托盘,更加便于保养。
2、FX-888D
特点: (1) 焊台操作简单,采用数码显示操作,设定温度一目了
然。 (2)提供密码设定加锁,防止恶意或不小心改变设定。 (3)便捷高效的温度管理,搭载有温度预设模式及温度校
烙铁的使用与保养
烙铁的使用与保养一烙铁的保养1新烙铁新烙铁使用前,应用细砂纸将烙铁头打光亮,通电烧热,蘸上松香后用烙铁头刃面接触焊锡丝,使烙铁头上均匀地镀上一层锡。
这样做,可以便于焊接和防止烙铁头表面氧化。
2使用过的烙铁电烙铁要用220V交流电源,使用时要特别注意安全。
应认真做到以下几点:电烙铁插头最好使用三极插头。
要使外壳妥善接地。
使用前,应认真检查电源插头、电源线有无损坏。
并检查烙铁头是否松动。
电烙铁使用中,不能用力敲击。
要防止跌落。
烙铁头上焊锡过多时,可用布擦掉。
不可乱甩,以防烫伤他人。
焊接过程中,烙铁不能到处乱放。
不焊时,应放在烙铁架上。
注意电源线不可搭在烙铁头上,以防烫坏绝缘层而发生事故。
使用结束后,应及时切断电源,拔下电源插头。
冷却后,再将电烙铁收回工具箱。
二烙铁的使用:插上电源,温度调试好,温度稳定后给烙铁头上均匀地镀上一层锡,可根据需要选择合适的锡丝,规格0.8mm.1.0mm锡丝适合于插件等大焊点的焊接,焊接时尽量让焊点熔透,尽量让焊接好的焊点圆润、饱满,规格0.5mm.0.6mm锡丝适合于贴片等小焊点的焊接,焊接时对需要焊接元件一个脚位预上锡进行固定,焊接好一个脚位,再给另外一个脚位上锡,尽量做到齐整,均匀,焊接完成后可见各标位的焊锡点圆润饱满三焊锡常见不良假焊、连锡、包焊、漏焊、锡尖、锡点过大、冷焊、锡点破裂焊锡温度:200度焊锡时间:2-3S焊锡效果四上班前准备工作把工作台面整理干净,烙铁海绵洗湿(以海绵不滴水即可),插上电源,温度调试好,温度稳定后给烙铁头上均匀地镀上一层锡,1烙铁2烙铁头3锡丝锡丝常用标号:0.5mm.0.6mm.0.8mm.1.0mm 规格0.8mm.1.0mm 锡丝适合于插件等大焊点的焊接4烙铁海绵电烙铁、恒温烙铁尖头,平头,斜头,弯头烙铁、烙铁头、锡丝种类。
电烙铁的使用与保养
电烙铁的使用与保养
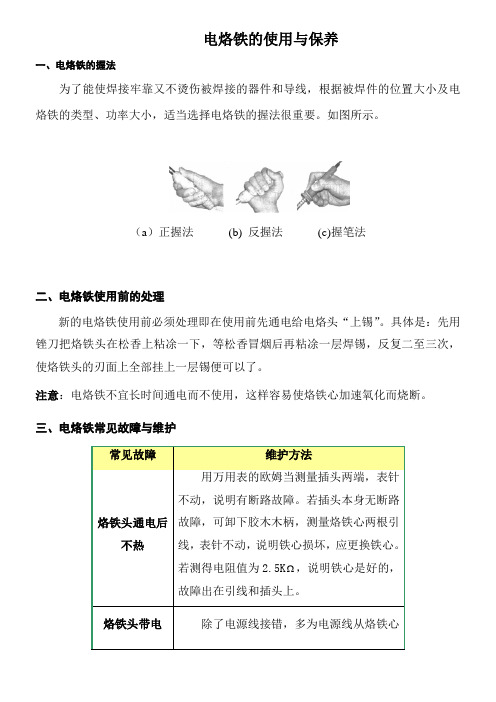
一、电烙铁的握法
为了能使焊接牢靠又不烫伤被焊接的器件和导线,根据被焊件的位置大小及电烙铁的类型、功率大小,适当选择电烙铁的握法很重要。
如图所示。
(a)正握法(b) 反握法(c)握笔法
二、电烙铁使用前的处理
新的电烙铁使用前必须处理即在使用前先通电给电烙头“上锡”。
具体是:先用锉刀把烙铁头在松香上粘凃一下,等松香冒烟后再粘凃一层焊锡,反复二至三次,使烙铁头的刃面上全部挂上一层锡便可以了。
注意:电烙铁不宜长时间通电而不使用,这样容易使烙铁心加速氧化而烧断。
三、电烙铁常见故障与维护
常见故障维护方法
烙铁头通电后
不热
用万用表的欧姆当测量插头两端,表针不动,说明有断路故障。
若插头本身无断路故障,可卸下胶木木柄,测量烙铁心两根引线,表针不动,说明铁心损坏,应更换铁心。
若测得电阻值为2.5K ,说明铁心是好的,故障出在引线和插头上。
烙铁头带电除了电源线接错,多为电源线从烙铁心。
烙铁的使用与保养,几个小窍门教会你

烙铁的使用与保养,几个小窍门教会你
不同的烙铁,有不同的特点,有的小伙伴爱好电工电器,那一把顺手的外热式电烙铁(功率较大,适合焊点较大或五金类焊接)就必不可少了;有的小伙伴平时喜欢倒腾一些简单的数码产品,一把内热式电烙铁(功率小,升温快,适合普通焊点焊接)就够用了;如果你还想要有更多的可玩性,一把可调恒温电烙铁就是你的不二选择(可调温且能稳定温度,有单手柄调温型和焊台两种)。
需要说明的是,上面的内热式和外热式通常是没有电源开关,插上电就加热,需要冷却就要断电才可以。
在使用电烙铁的时候,首先要把电烙铁的温度设置好,一般在使用0.8mm和1.0mm锡丝的情况下,应设置在360度左右。
在使用的过程中,应该多沾一些锡丝,尽量使用烙铁头的中间部位,少用尖部,尖部一旦烂掉,烙铁头基本上就不好用了。
关于烙铁的保养,其实就是对两个主要部件烙铁芯和烙铁头的保养。
1、烙铁芯就是一个将电能转化为热能的发热器件,就像电热丝一样的,它的保养我们做到一点就好了:不要长时间通电加热空烧,不用的时候就及时断电。
这样就可以延长烙铁芯的使用寿命。
放置太久的电烙铁的烙铁头氧化后,体现为热不起来,发黑很难上锡那么怎么处理氧化的烙铁头呢?前面我们也简单讲过新烙铁第一次上锡,其实操作差不多的。
为了保护烙铁,我们最好使用一把废旧的烙铁手柄或用夹具固定烙铁头,用锉刀或砂纸仔细打磨一下烙铁头,磨去氧化层,磨出一定的可上锡的面。
对于氧化比较严重的烙铁头,先用锉刀磨出合适的形状出来(此时就能自己磨出一些好用的形状啦),最后阶段再用砂纸或小锉刀打磨光滑。
烙铁的使用与保养
烙铁的使用与保养
(一)关于清洁海绵
清洁海绵每次使用之前,应先拿在水中充分吃水、浸泡,然后充分挤干后放置在烙铁架内,这样做的目的是为了防止烙铁头在高温状态下直接和水接触而加速氧化。
需要指出的是,清洁海绵的作用就是檫试烙铁头上的残锡和氧化物,切勿甩锡和敲锡。
(二)关于烙铁头的保养
烙铁头是易耗品,正确的使用和保养可以极大的延长烙铁头的寿命。
首先,新的烙铁头第一次使用之前,务必先将烙铁温度调至220度,让烙铁头的上锡部位充分吃锡,最好是浸泡在锡堆里5分钟,然后在清洁海绵上檫试干净,并把烙铁温度再次调至300度,重复上述程序,最后把烙铁温度调至所需要使用温度进行使用。
这样做的目的是在烙铁头上锡层形成一层保护膜,防止新的烙铁头在高温状态下直接氧化。
每天下班之前,将烙铁头在清洁海绵上檫试干净,然后上一点新鲜的焊锡,第二天使用之前,还是将烙铁头在清洁海绵上檫试干净,重新上锡后使用。
按以上方式进行操作,可最大限度的达到烙铁头的使用寿命。
需要指出的是,烙铁头的使用温度不宜过高,温度越高,烙铁头的寿命越短,一般建议使用温度350度。
正常情况下,当烙铁使用温度为350度,每天工作8小时,按正常保养程序进行保养时,烙铁头使用寿命一般为3万个焊点左右。
电烙铁使用与保养(精简版)
电烙铁的使用及保养使用方法1.操作说明●温度控制旋钮转至200℃位置。
●连接好烙铁和控制台。
●接上电源。
●打开开关,电源指示灯LED 即发亮。
●温度控制旋钮转至适用温度位置。
●适当的使用温度。
太低温会减缓焊锡的流动,温度过高会把焊锡中的助焊剂烧焦而转为白色浓涸,造成虚焊或烧伤电路板。
当烙铁头温度依照焊接点需要而正确设定时,有良好的焊接点是可以确信的。
电子业普遍使用的焊锡合金是60%锡、40%铅(60/40)。
烙铁头对焊锡适当的使用温度依照制造厂的不同而有所不同,列举如下:熔点215℃一般使用温度270~320℃流水生产线使用温度320~380℃注意:一般使用不应该超过380℃。
如果有需要使用较高的温度,短时间的使用是被允许的。
2.温度锁定●温度设定到适当温度。
●用螺丝批在温度旋钮下顺时针拧紧锁定螺钉直至温度设定旋钮不动。
●温度重新设定时,逆时针旋转螺丝批松动锁定螺钉。
3.温度的调校●烙铁需要定期校正温度,另外由于选用烙铁头型号不同,温度也有所不同,需校正温度。
●面板上“CAL”孔可由使用者在机箱外用螺丝批自行作细微调校。
保养一、海绵★海棉含水的标准:将海棉泡入水中取出后对折,握住海棉稍施加力,使水不能流出为准。
★海棉含水量不当的后果:会使烙铁头在擦拭时温度变化大:第一:会导致烙铁头的使用寿命缩短;第二:会导致烙铁头温度降低后升温慢,直接影响焊接质量和造成时间的浪费。
★当我们拿到新海棉时,应在边沿剪开一个缺口,作用为将烙铁上的残锡刮掉。
★注意保持海绵的湿润度,适时注意加水。
二、电烙铁的使用及保养1、新买的电烙铁不要锉,也不要用刀片刮。
因为现在的电烙铁头上面有一层薄薄的合金,抗氧化能力比较好,假如有红漆就加热后在浸湿的海绵上蹭干净。
在使用前、使用后都要镀锡,就是加热后沾一下松香或助焊剂,再在湿海绵上蹭掉不干净的残渣,然后在电烙铁头上镀上一层锡,多了可以在海绵上蹭薄点。
使用完了又要上锡,以免在断电后放置在空气中氧化。
自动焊锡机烙铁头的使用与保养
自动焊锡机烙铁头的使用与保养
自动焊锡机的烙铁头的使用与保养主要注意以下几点:
1.选择适当的温度,过高的温度会减弱烙铁头的功能、加其氧化,相对缩短使用寿命。
在能够工作的情况下,尽量使用较低的温度,较低的温度也可以充分焊接,且可保护对于温度敏感之元件。
一般建议使用温度350-380度。
1.5mm以下小焊点350-360度,
2.5mm以上大焊点370-380度。
2.烙铁头第一次使用时,务必先将烙铁头温度调至220度,让烙铁头的上锡部分充分吃锡,最好是浸泡在锡退里5分钟,然后在清洁海绵上擦拭干净,并把烙铁温度再调至300度,重复上述程序,最后把烙铁温度调至所需使用温度进行使用。
目的是在烙铁头出锡层形成一层全面保护膜,防止其在高温下被氧化,导致热传输失效。
3.如果烙铁头的镀锡部分含有黑色氧化物时,可镀上新锡层,再用湿润的清洁海绵抹净烙铁头。
如此重复清洁,直到彻底去除氧化物为止,然后再涂上新锡层。
并定期地对烙铁头进行
清洁。
4.如不使用,应关闭电源,将烙铁头在清洁海绵上擦拭干净,然后上一层新的锡层,再次使用之前,还是将烙铁头在清洁海绵上擦拭干净,然后上一层新锡。
5.如果烙铁头发生变形或发生重蚀,应进行更换。
烙铁头的使用及保养
烙铁头的使用注意事项及保养一、烙铁头的使用注意事项1、不应使用太高温进行焊接高温会使焊铁头加速氧化,降低焊铁头的寿命。
如焊铁头温度超过470℃,它的氧化速度是380℃的两倍。
焊接时应使用尽可能低之温度,最理想的焊接温度大约是焊锡熔点加100℃。
2、不应选用活动性高和具腐蚀性的助焊剂活性高或腐蚀性强的助焊剂在受热时会加速腐蚀焊铁头,所以应选用低腐蚀性的助焊剂。
3、不应使用未湿润之清洁海绵用未经湿润之清洁海绵清洁焊铁头,会使镀锡层剥落而导致焊铁头不上锡。
所以海绵必须先湿水再挤干。
4、不应施加过大的压力在焊接时,如过分施压或磨擦会使焊铁头容易变形,严重降低焊铁头的耐用程度。
焊接时应以接触式方法,不需要用力,只需要跟元件脚和电路板接触便可顺利焊接。
5.应选用合适的锡线焊接时应该使用63%锡-37%铅含量的焊锡,并经常以锡层保护焊铁头。
除此以外,也应该尽量选用较粗的锡线焊接工作,因为较粗的锡线对焊铁头有较好的保护,锡线直径不应小于0.8mm。
6.应即时清理氧化物当镀锡层部份含有黑色氧化物时,有可能令焊铁头上不了锡而不能进行焊接工作。
如果发现镀锡层有黑色氧化物而不能上锡,必须即时清理。
清理时请把焊铁头温度调到250℃(如果是使用调温焊台的),再用清洁海绵清洁焊铁头,然后在镀锡层上加焊锡。
不断重复动作,直到把焊铁头上面的氧化物清洁干净为止。
7、应经常在焊铁头表面涂上一层焊锡这可以减低焊铁头的氧化机会,使焊铁头更耐用。
使用后,应待焊铁温度稍为降低后才涂上新锡层,使镀锡层达到更佳的防氧化效果。
8、应把焊铁摆放在焊铁架上不需使用焊铁时,应小心地把焊铁摆放在合适的焊铁架上,以免焊铁头受到碰撞而损坏。
9、应选择合适的焊铁头选择正确的焊铁头尺寸和形状是非常重要的,选择合适的焊铁头能使工作更有效率及增加焊铁头之耐用程度。
选择错误的焊铁头影响焊铁不能发挥最高效率,焊接质量也会因此而减低。
焊铁头之大小与热容量有直接关系,焊铁头越大,热容量相对越大,焊铁头越小,热容量也越小。
电烙铁的使用和维护方法

电烙铁的使用和维护方法电烙铁是一种常见的焊接工具,用于焊接电子元件、电路板和其他金属制品。
正确使用和维护电烙铁可以延长其寿命,并提高焊接效果。
下面是关于电烙铁使用和维护的一些重要注意事项。
1. 使用前的准备:在使用电烙铁之前,应该首先确认工作地点的通风情况良好。
焊接过程中会产生有害气体和烟雾,通风能够将其迅速排出室外,减少对使用者的危害。
2. 使用时的注意事项:2.1 良好的烙铁尖状态:烙铁尖的状态对焊接效果有很大影响。
使用前应检查烙铁尖是否完整、没有破损或氧化。
如果发现烙铁尖变黄或变黑,应该将其用细砂纸擦拭至金属光泽。
2.2 适当的温度调节:电烙铁的温度对焊接效果也有重要影响。
一般来说,焊接电子元件时,温度应在260-350摄氏度之间。
对于焊接不同材料,以及不同尺寸的焊点,应进行适当的温度调节。
2.3 合理的使用时间:连续工作时间过长会导致烙铁过热,不仅使用者会感到疲劳,还会加速烙铁尖的磨损和老化。
建议每次不要让电烙铁连续工作超过30分钟,需要休息时,可以将烙铁放在烙铁架上。
3. 维护保养:3.1 清洁烙铁尖:焊接时,烙铁尖会粘附有焊锡和氧化物,长时间不清理会影响其导热性能。
建议在每次使用结束后,用湿海绵或干净的湿布擦拭烙铁尖,尤其是尖部,以保持其清洁。
3.2 不要敲打烙铁尖:有些人在使用烙铁时会习惯性地敲打烙铁尖以去除表面焊渣和焊锡。
这样做会导致烙铁尖易断裂,影响焊接质量。
正确的做法是在湿海绵上轻轻擦拭,使其表面焊渣和焊锡溶解掉。
3.3 使用适当的锡芯:电烙铁的焊接效果除了与温度和烙铁尖状态有关,还与使用的焊锡有关。
建议使用含有芯心的焊锡,芯心中含有助焊剂,有助于焊锡与焊点的湿润和扩散。
同时,焊锡含铅量不宜过高,以免对使用者产生安全和环境污染。
3.4 储存时的注意事项:长时间不使用电烙铁时,可以采取以下几点措施:先将温度调至最低档,然后关闭电源,放在干燥通风的地方储存。
储存时,最好在烙铁尖涂上一层焊锡,以避免氧化。
电烙铁操作保养规程
电烙铁操作保养规程
前言
电烙铁是电子业生产和维修中常用的工具,正确的操作和保养可以延长电烙铁的使用寿命,提高工作效率。
本文将介绍电烙铁的操作和保养规程。
操作部分
步骤一:准备工作
在操作电烙铁前,需要做好以下准备工作:
•确认电烙铁所使用的电压和频率是否与使用场所接口相匹配;
•检查电源表面是否有损坏;
•确认烙嘴符合工作要求;
•准备所需焊料和工具。
步骤二:使用电烙铁
在使用电烙铁前,需要做好以下事项:
•打开电源开关;
•等待电烙铁预热至适当温度后,可以开始操作;
•用烙嘴接触元器件越短越好,以避免元器件烧毁。
步骤三:关闭电烙铁
在关闭电烙铁之前,需要做好以下事项:
•关闭电源开关;
•等待电烙铁冷却后方可存放。
保养部分
清洁保养
保养前需要注意以下几点:
•清洁烙嘴时,需要先将电烙铁冷却,然后使用清洁布或刮刀清洁烙嘴表面,不宜用锉刀和砂纸等硬物清洁;
•清洁电源开关时,应断开电源,使用清洁布擦拭表面。
维护保养
保养前需要注意以下几点:
•了解电烙铁的型号和使用规格,避免在使用时超过其规格限制;
•当电烙铁使用时间较长时,应及时更换烙嘴,确保操作质量;
•电烙铁存放时,应尽量避免碰撞和震动,以避免损坏。
结语
以上就是电烙铁的操作和保养规程,正确的操作和保养不仅可以延长电烙铁的使用寿命,提高工作效率,还可以保障操作人员的安全。
使用电烙铁的注意事项及保养
使用电烙铁的注意事项及保养1.烙铁头至少每两天松弛一次.2.烙铁头严禁敲击.(因发热丝为易碎物).3.保持在适当温度,切勿过热使用4.烙铁间隔10分钟以上不使用,则置于低温或将电源关掉.5.休息时,烙铁头要加锡保护.6.焊接过程中不可用烙铁头用力去挑或挤压被焊接物.7.铁头应取下定期清理(一周),并检查发热管处有无异物.8.烙铁不良或引线不良切勿使用主机.9.红灯于三分钟内无法受控灭掉或表头指针跳动,为控温不良. 10.发现不能控温时立即停止使用,以免烧坏主机烙铁结构如下:1.铬铁头2.铬铁头螺丝3.加热部固定螺丝4.加热部5.引出碍子6.外壳7.御装8.接合板9.把柄10.电源线:电烙铁分类及结构:根据用途、结构的不同,电烙铁有以下几种分类,按加热方式分类:有直热式和感应式等等,按烙铁的发热能力分类:有20W,30W…500W等等;从功能上分:有单用式、两用式和调温式等等.此外,还有特别适于野外维修使用的低压直流电烙铁和气体燃烧式烙铁.最常用的是单一焊接使用的直热式电烙铁,它又可以分为内热式和外热式两结构:(1).发热组件------电烙铁的能量转换部分,俗称烙铁芯.它由镍铬发热电烙铁结构如下:1.铬铁头2.铬铁头螺丝3.加热部固定螺丝4.加热部5.引出碍子6.外壳7.御装8.接合板9.把柄10.电源线:电烙铁分类及结构:# 根据用途、结构的不同,电烙铁有以下几种分类:[按加热方式分类:有直热式和感应式等等;按烙铁的发热能力分类:有20W,30W…500W等等; u从功能上分:有单用式、两用式和调温式等等.此外,还有特别适于野外维修使用的低压直流电烙铁和气体燃烧式烙铁. 阻丝缠在云母,陶瓷等耐热,绝缘材料上构成.(2).烙铁头------存储,传递能量的烙铁头一般是用紫铜制成的.根据表面电镀层的不同,烙铁头可以分为普通型和长寿型.(3).手柄----电烙铁的手柄一般用木料或胶木制成.如果设计不良,手柄的温升过高会影响操作.(4)接线柱----这是发热组件同电源线的连接处,必须注意:一般电烙铁都有三个接线柱,其中一个是接金属外壳的,接线时应该用三芯线外壳接保护零线.。
烙铁的使用及保养
烙铁的使用及保养1新的烙铁头第一次使用之前:1.1应先将烙铁温度调到250℃,在烙铁头的上锡部位充分涂一层焊锡,然后在清洁海绵上擦拭干净.1.2再将烙铁温度调至300℃,在烙铁头的上锡部位充分涂一层焊锡,然后在清洁海绵上擦拭干净。
1.3最后把烙铁温度调至文件要求的温度,进行焊接操作。
2休息时或完工后,应及时对烙铁头进行处理、并关断电源:2.1将烙铁头擦拭干净,然后在烙铁头上涂一层焊锡。
2.2关断电源。
3每次使用之前,先将烙铁头在清洁海绵上擦拭干净,重新上锡,然后再进行焊接操作。
4清洁烙铁头时,应使用清洁海绵,不得用布擦或甩锡、敲击。
5清洁海绵:5.1含水量应适宜,不可过干或过湿,以轻轻挤压有两三滴水为宜;清洁海绵过干时应及时加水。
5.2清洁海绵应保持清洁,应每天至少清洗一次。
6烙铁头焊接面氧化物的清理:6.1当烙铁头镀锡层部分出现黑色氧化物或污垢、无法上锡时,应立即用清洁海绵清理。
6.2先把烙铁温度调至250℃,再用清洁海绵清洁烙铁头,然后上锡。
6.3不断重复动作,直至把氧化物清理为止。
6.4最后镀上新锡层,把烙铁温度调至工艺文件要求的温度,进行焊接操作。
7若烙铁头上有更严重的氧化物,按以上第6条不能清除,则依以下方法进行处理:7.1待烙铁头冷却后将其从手柄中取出。
7.2用600-800目细砂布、酒精小心擦拭,除去污垢和氧化物。
7.3将烙铁头装入手柄中,使用含有助焊剂的锡丝(φ0.8mm以上)包裹缠绕在烙铁头新露出的表面。
7.4把烙铁温度调至250℃加热,待锡丝熔化后,清洁烙铁头,然后上锡,再把烙铁温度调至工艺文件要求的温度,进行焊接操作。
7.5长时间连续使用的烙铁,应每周拆开烙铁头清除内表面氧化物。
8烙铁使用过程中的注意事项:8.1烙铁头不得用刀锉或磨削。
8.2焊接作业时:a、应避免划板动作。
烙铁头不得碰撞硬物。
b、不得施加过大的压力。
c、烙铁应放置在专用烙铁架上。
8.3不得使用电烙铁进行焊接以外的工作,如敲击、撬、钻等。
烙铁头保养与维护方法

烙铁头保养与维护方法
烙铁头就像咱手里的神奇画笔,能让各种电子元件乖乖听话。
那咋保养和维护这宝贝呢?嘿,首先得在使用后及时清理!想象一下,烙铁头要是不清理,就跟咱吃完饭不洗碗一样,那不得脏得没法看嘛!用湿海绵轻轻擦拭,把上面的锡渣啥的弄干净,这可太重要啦!不然下次用的时候,效果能好吗?
使用的时候得注意温度控制呀!温度太高,烙铁头不得烧坏喽?就像火太大了会把菜烧焦一样。
所以得根据不同的焊接任务调整好合适的温度,这可不能马虎。
这烙铁头的应用场景那可多了去啦!修电器、做手工,哪都能用上。
它的优势就是精准呀!能把小零件焊得稳稳当当的。
比如说修手机的时候,没有这小巧的烙铁头能行吗?
我就有一次修自己的小音响,之前没好好保养烙铁头,结果焊得一塌糊涂。
后来我学会了保养方法,嘿,那效果,杠杠的!音响立马就好了。
所以呀,烙铁头一定要好好保养和维护,这样才能让它发挥最大的作用,为咱的各种小制作和维修工作立下汗马功劳。
电烙铁的使用方法与保养

电烙铁的使用方法与保养电烙铁是一种非常常见的电动工具,它可以通过电流加热来刻画线条、焊接电路板,以及进行其他一系列的工作。
虽然使用电烙铁的过程非常简单,但是正确的使用方法和保养非常重要,可以帮助我们充分发挥电烙铁的作用,延长其使用寿命,减少维护和修理的时间和成本。
本文将详细介绍一些电烙铁的使用方法和保养技巧,让我们更好地利用这款工具。
一、电烙铁的工作原理电烙铁的工作原理主要是靠电流加热,电烙铁的芯子和头部是由两个不同材质的金属制成的,内部填充了绝缘材料,这种设计可以让电烙铁在加热的同时不会直接导致手部烫伤。
通过插头把电烙铁连接到电线电源上,然后通过电路板进行刻画,或者是通过焊锡连接两个电路板。
这也是电烙铁称之为“电热烙铁”的原因。
二、电烙铁的使用方法1.烧热电烙铁:在使用电烙铁之前,先要把电烙铁烧热,通常需要两到三分钟左右,要等到锅头变成灼热的颜色之后再开始使用。
如果你需要做一些细致的工作,那么需要等到点燃后再开始使用。
2.将熟练地移到焊接的部件上:当你的电烙铁已经烧热之后,可以开始将锅头移到您想要焊接的电路元件上,这个过程需要注意不要太急切,否则容易烫伤手指。
3.保持电俊铁水平:当你从一个物体焊接到另一个物体时,要保持锅头的水平,从而使焊接线条保持均匀,尽量想象它是一支笔,保持一致性和稳定性越好。
4.调整温度:当您需要更改电烙铁的温度时,打开温度调节器,它通常是位于电烙铁的手柄底部。
调整温度可以适应更多的焊接要求,诸如焊接适用于更高或者更低的温度和不同的焊条等等。
三、电烙铁的保养1.定期清洗和更换焊头:保持电烙铁的外部清洁可以在保持清洁的同时也可以让焊头保持高效率。
在使用过程中,焊头上会产生些许氧化物或者锡渣,这些物质可能会影响电烙铁的工作效率,如果你不及时进行清洗,可能会产生不良的影响。
可以用小型的砂纸清洁焊头、使用鼠尾纸和润滑油来保持电烙铁的清洁。
2.使用合适的焊条:选择合适的焊条也非常重要,焊条分为很多种类,不同种类的焊条用于不同种类的工作。
白光HAKKO烙铁头使用注意事项和型号大全
烙铁头注意保养事项一:烙铁头寿命:烙铁头的寿命是根据焊点次数来决定的,而保证起寿命长短则与头部的镀层厚度决定的。
镀层越厚,烙铁头的寿命也越长,但传导热效率会大大降低烙铁咀寿命对于同样温度系列的烙铁头,细的烙铁头,寿命比粗的烙铁头的寿命要短一些。
因为烙铁头在工作中,不可避免会在表面产生磨损烙铁咀寿命。
所以细的烙铁头更容易产生磨损所以减低烙铁咀寿命。
二:烙铁头的保养:新电烙铁的最初使用,新的电烙铁不能拿来就用,需要先在烙铁头镀上一层焊锡,方法是:用锉刀把烙铁头锉干净,按上电源,在温度渐渐升高的时候,用松香涂在烙铁头上;待松香冒烟,烙铁头开始能够熔化焊锡的时候,把烙铁头放在有小量松香和焊锡的砂纸上研磨、各个面都要磨到,这样就可使烙铁头镀上一层焊锡从而加强烙铁头寿命。
通常白光烙铁头系列型号900m系列烙铁头900m-t-0.8d 900m-t-1.2d 900M-T-1.2LD900m-t-1.5c900m-t -1.6d 900m-t-1.8h900m-T-1C 900m-t-1cf900m-t-2.4d900m-T―2C 900m-t0.2-rb900m-t-0.5c900m-t-0.8c 900m-t-2cf 900m-t-2ld900m-t-3.2d900m-t-3c 900m-t-3cf900m-T-4C900m-t-4cf900s系列烙铁头900s-t-1.2D900s-t-1.6d900s-T-1C900s-T―2C900s--T-B900s-T-I900L系列烙铁头900L-T-1.6D900L-T-2.4D900L-T-2B 900L-T-2C 900L-T-2CF 900L-T-3.2D 900L-T-3C900L-T-3CF 900L-T-4C900L-T-4CF900L-T-5C 900L-T-5CF900L--T-B900L-T-I 900L-T-K 900L-T-LB 900L-T-S1918系列烙铁头918-T-1.6D 918-T-2.4D918-T-3.2D918-t-3c918-T-4C918-t-5C 918-T-6.5D918--T-B 918-T-BC920.921.922.系列烙铁头920-T-1.0D920-T-1.6D920-T-2.4D 920-T―2C920-T-2CF920-T-3.2D 920-T-3C 920-T-4C 920-T-4CF920-T-A920--T-B920-T-BC920-T-I 920-T-R920-T-RT 920-T-SBN453.452.454系列烙铁头N452-T-1C N452-T―2C N452-T-2CFN452-T-3CF N452-T-4CN452--T-B N452-T-CN452-T-D N452-T-I N452-T-SBN452-T-SCN452-T-SDN454-T―2CN454-T-2CF N454-T-3c N454-T-4CN454-T-5C N454-T-BN454-T-DN454-T-I455/456/931系列烙铁头a1047 a1048a1049 a1050 a1051a1052 a1053 a1080 A1081A1162 A1160A1163 A1173 A1023A1024 A1025A1026 A1031 A1032 A1161 980系列烙铁头烙铁980-T-B980-T-BC 980-T-D 980-T-B1T12系列HAKKO T12-BHAKKO T12-BHAKKO T12-CHAKKO T12-DHAKKOT12-IHAKKO T12-K威乐烙铁头系列LT SeriesLT1 LT1L LT1LX LT1S LT1SLX LT1XLT4X LTA LTAS LTAX LTB LTC LTCS LTD LTF LTH LTK LTKN LTL LTMLTS LTSMT01 LTSMT02 LTSMT03CT Series烙铁头烙铁咀CT5A7 CT5A8 CT5B8 CT5C8 CT5D8 CT5E8 CT5C7 CT5D7 CT6C6 CT6C7 CT6C8CT6D6 CT6D7 CT6D8 CT6E6 CT6E8 CT6F6 CT6F7 CT6F8 CT6G7 EM Series烙铁头烙铁咀EMA EMHEPH SeriesEPH101 EPH103 EPH106 EPH110 EPH112 EPH109ET SeriesETA ETAA ETAB ETB ETC ETCC ETD ETDD ETH ETJ ETK ETKNETL ETM ETO ETOB ETP ETR ETS ETT高千穗烙铁头系列SA系列SA-3C SA-4C SA-5A SA-5B SA-5DSS系列SS-CP1 SS-CP2 SS-CP3 SS-CP4 SS-KE1 SS-KE2 SS-1C SS-2B SS-2C SS-3C SS-4A SS-4C SS-4B SS-4DSY系列SY-2C SY-3C SY-4CSY-5C SY-6A SY-6B SY-6C SY-6DST-6BST-4C ST-5C ST-2C ST-3C ST-6Dgoot烙铁头系列px-60RT系列烙铁头PX-60RT-4CPX-60RT-3.2DPX-60RT-3CPX-60RT-LBPX-60RT-2CPX-60RT -5KRX系列烙铁头RX-70LRT-BRX-70LRT-2.4D RX-70LRT-SBRX-70LRT-3cRX-70LRT-5K RX-70LRT-3.2DTQ-77RT系列烙铁头TQ-77RT-SB TQ-77RT-2C TQ-77RT-BTQ-77RT-3C TQ-77RT-BCTP-100N系列烙铁头PX-2RT系列烙铁头RX-93HSRT系列烙铁头RX-93HRT系列烙铁头RX-70LRT烙铁头PX-60RTRD-68RD-67RB-680系列烙铁头R-6系列烙铁头R-48系列烙铁头TQ系列烙铁头CX-CXG系列烙铁头PACE烙铁头系列PACE烙铁头1121-0130 1121-0131 1121-0132 1121-0340 1121-03401121-0501 1121-0335 1121-0336 1121-0349 1121-0357 1121-0358 1121-0359 1121-03601121-0363 1121-0504 1121-0339 1121-0359 1121-03611121-0499 1121-0500埃莎烙铁头系列832系列0602系列842系列烙铁头722系列烙铁头612系列烙铁头422系列烙铁头212系列烙铁头662系列烙铁头052系列烙铁头082系列烙铁头172系列烙铁头162系列烙铁头132系列烙铁头G132系列烙铁头G072系列烙铁头252.302.552系列烙铁头STTCC系列STTC-017;STTC-022;STTC-025;STTC-026;STTC-036;STTC-037;STTC-038;STTC-040;STTC-045;STTC-101;STTC-102;STTC-103;STTC-104;STTC-105;STTC-106;STTC-107;STTC-111;STTC-112;STTC-113;STTC-114;STTC-115;STTC-116;STTC-117;STTC-120;STTC-122;STTC-124;STTC-125;STTC-126;STTC-131;STTC-132;STTC-133;STTC-135;STTC-136;STTC-137;STTC-138;STTC-140;STTC-141;STTC-142;STTC-145;STTC-165;STTC-198;STTC-199;STTC-817;STTC-836;STTC-837;STTC-838TATC系列TATC-501;TATC-502;TATC-503;TATC-504;TATC-505;TATC-506;TATC-508;TATC-601;TATC-602;TATC-603;TATC-604;TATC-605;TATC-606;TATC-608SMTC系列SMTC-001;SMTC-002;SMTC-003;SMTC-004;SMTC-005;SMTC-006;SMTC-011;SMTC-012;SMTC-014;SMTC-0140;SMTC-0142;SMTC-0144;SMTC-0145;SMTC-0147;SMTC-0161;SMTC-0162;SMTC-0167;SMTC-0170;SMTC-060;SMTC-061;SMTC-062;SMTC-104;SMTC-105;SMTC-106;SMTC-107;SMTC-112;SMTC-1120;SMTC-1121;SMTC-1122;SMTC-113;SMTC-114;SMTC-1142;SMTC-1147;SMTC-115;SMTC-116;SMTC-1161;SMTC-1162;SMTC-1167;SMTC-117;SMTC-1170;SMTC-1171;SMTC-1172;SMTC-120;SMTC-121;SMTC-140;SMTC-147;SMTC-160;SMTC-161;SMTC-162;SMTC-860;SMTC-861;SMTC-862SSC系列SSC-601A;SSC-613A;SSC-622A;SSC-625A;SSC-626A;SSC-636A;SSC-637A;SSC-638A;SSC-639A;SSC-642A;SSC-645A;SSC-646A;SSC-647A;SSC-661A;SSC-667A;SSC-670A;SSC-671A;SSC-672A;SSC-674A;SSC-717A;SSC-722A;SSC-725A;SSC-726A;SSC-736A;SSC-737A;SSC-738A;SSC-739A;SSC-742A;SSC-745A;SSC-746A;SSC-747A;SSC-754A;SSC-761A;SSC-767A;SSC-770A;SSC-771A;SSC-772A;SSC-773A;SSC-774A;SSC-790A;SSC-7006P PHT系列PHT-750315;PHT-750325;PHT-750326;PHT-750335;PHT-751355;PHT-751367;PHT-752017;PHT-752057;PHT-753035;PHT-753067;PHT-754467;PHT-754467F;PHT-754487;PHT-754487F;PHT-754497;PHT-754497F;PHT-754607;PHT-754617;PHT-754627;PHT-754627F;PHT-754667;PHT-754687;PHT-754697;PHT-755437;PHT-755457;PHT-755477SXV系列SFV-CH10;SFV-CH20;SFV-CH25;SFV-CH50;SFV-CHB15;SFV-CN05;SFV-CNB05;SFV-CNL04;SFV-CNL10;SFV-CNL14;SFV-CNL20;SFV-DRH20;SFV-DRK50;SFV-DRK50S;STV-CH10;STV-CH20;STV-CH25;STV-CH50;STV-CHB15;STV-CN05;STV-CNB05;STV-CNL04;STV-CNL10;STV-CNL14;STV-CNL20;STV-DRH20;STV-DRK50;STV-DRK50S;SFV-CN05A;SFV-CNL10A;SFV-CH50A;SFV-CH25A;SFV-CH18A;SFV-CH15A;SFV-CNB04A;SFV-DRH430A;SFV-CHL03A;SFV-DRH630AXXP系列DFP-CN2;DFP-CN4;DFP-CN6;DFP-CN7;DFP-CNL4;RFP-BL1;RFP-BL3;RFP-DL1;RFP-DL2;RFP-SL1;RFP-SL2;SFP-BVL10;SFP-CH10;SFP-CH15;SFP-CH20;SFP-CH25;SFP-CH50;SFP-CHB15;SFP-CHL20;SFP-CN04;SFP-CN05;SFP-CNB04;SFP-CNB05;SFP-CNL04;SFP-DRH05;SFP-DRH15;STP-CH10;STP-CH15;STP-CH20;STP-CH25;STP-CHB15;STP-CHL20;STP-CN04;STP-CN05;STP-CNB05;STP-DRH05;STP-DRH15;STP-DRH35;TFP-BLH3;TFP-BLH4;TFP-BLH5;TFP-BLH6;TFP-BLH7;TFP-BLP1;TFP-BLP2;TTP-BLH3;TTP-BLH4;TTP-BLH5;TTP-BLH6;TTP-BLH7;TTP-BLP1;TTP-BLP2;TTP-CNP1。
烙铁的使用与保养
烙铁的使用与保养焊锡作业是每个修护员必须掌握的一种技能操作,烙铁运用的好坏,直接关系到品质的优劣,所以修护员必须充分的了解焊锡作业的操作方法.一、焊锡原理:是将熔化的焊锡附着于洁净的工作物金属的表面使其锡成份中的锡与工作物表面金属形成合金化合物相互连接在一起.二、锡丝合成:由铅和锡混合组成,铅为37%,锡为63%.三、焊锡要求: 1.完全的电气性能连接2.充分的合金强度3.没有时间变化四、焊台(座)的组成:1.加热指示灯2.控温旋钮3.电源开关4.海绵5.电烙铁的基本结构分为:(1)手柄(2)保险丝(3)烙铁嘴(4)电源线五、烙铁分类:1.恒温烙铁﹕温度不变﹐不可调节温度的烙铁2.控温烙铁﹕温度可变﹐可按要求调节温度的烙铁烙铁温度: 六西格玛品质论坛拉焊-----300~375℃---2~3秒IC;CONNECTOR-----350~370℃----2~3秒拆换零件----350+/-25℃----2~3秒新件补焊----340+/-10℃----2~3秒电容电阻----50~270℃----2~3秒特殊零件----400~450℃---2~3秒六、烙铁嘴分类:1.尖型烙铁嘴2.锥型烙铁嘴3.扁型烙铁嘴七、焊接必备物:1.烙铁2.松香水(助焊剂):目的使焊点表面光滑;3.锡丝4.清洁剂(洗板水):清洗残留异物或不洁之处八、锡丝的拿法:由于锡丝质地软,不易握持,若握太长,则易晃动不易对位进行焊接动作,若握太短则易被烙铁烫伤,正确握法应是锡比末端距手的位置为5-7CM九、烙铁的拿法﹕1.持笔型﹕较灵巧适合中小型烙铁2.握刀型﹕动作不易疲劳﹐适用于大型烙铁十、标准锡焊步骤:1.预热:将烙铁嘴放在被焊物处两点相交1-2秒;2.熔化锡丝:再将锡丝置于烙铁嘴与被焊物之间三点相交2-3秒3.移开锡丝:当锡加足时方可抽开锡丝4.移开烙铁:当焊点比较饱满且符合标准时方可移开烙铁5.加锡保养烙铁头十一、锡点标准和常见的错误锡点的判定:1、标准的锡点: A、锡点成内弧形B、锡点要圆满、光滑、无针孔、无松香渍C、要有线脚,而且线脚的长度要在1-1.2MM间。
电烙铁的使用方法与保养
电烙铁的使用方法与保养电烙铁的使用方法与保养电烙铁作为电子工程师和电子爱好者最常用的焊接工具,用好电烙铁将会为我们的工作节约不少的时间。
本文将通过预备工作、焊前处理、焊接技术对电烙铁的使用进行具体说明,当然还有特别关键的焊接技巧。
一、新电烙铁的使用方法现在新买的烙铁(可用调温烙铁),头部基本上都镀了层合金,买回来插上电,直接用焊锡丝就能给烙铁头上锡。
不要用砂纸磨,镀层磨没了就不能上锡了。
工业生产中都是使用调温烙铁,烙铁头是经镀银处理的,因此这种烙铁头千万不能锉或砂纸打磨,否则就损坏。
质量好的电烙铁的烙铁头表面会有一层金属镀层,这层金属镀层是为了防止氧化,一般来说有了这层金属镀层后,烙铁头是不会被氧化的,虽然烙铁头上的锡会被氧化,但是并不会氧化到烙铁头。
用松香溶一下烙铁头,然后用焊丝涂在头上,每次焊完要保持上面有锡。
在加热至烙铁头快变色时,将焊丝(含助焊济)熔化在烙铁头上,假如是锡条那就先在助焊剂中清洗一下烙铁头,然后上锡。
使用观看烙铁头的温度状况,如发觉烙铁头上的锡变黄时,则把电关掉或在助济中降温一下,如锡变成暗红色时,那说明温度太高,必需断电降温,二、电烙铁焊接方法1、烙铁头及元件预处理用小铁片清理(不要用力摩擦)电烙铁头部脏东西,马上到松香里面点一下,作用是不让高温的铜头快速养化,然后用焊锡丝涂下,成为光亮的带满锡的样子。
一些不好焊接的表面,上不了锡时,先用小刀刮掉元件外面的爱护层及氧化物,在刮好的部位涂上松香,涂好松香的部位就简单上锡了。
焊接时,肯定要做到焊点饱满和光亮,以免接触不好。
2、预焊焊接前,要对要焊接的线和点作预上锡处理,就是将要锡焊的元器件引线或导电的焊接部位预先用焊锡润湿,也称为镀锡、上锡、搪锡等。
3、烙铁头先入后撒法首先,烙铁头与工作台面夹角,大约为45度角度,点入焊件(元器件),大约1秒后,左手持焊锡丝,在元件对面也成45度角度点入,等待元件上的锡熔化后,先把锡丝撒离,约1秒后,再将烙铁头移开。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
锡量控制困难。
白光牌的各款烙铁头均在日本以优质材料和精巧技术制造。
适当地使用白光烙铁头和经常注意烙铁头的清洁保养,不单大大增加烙铁头的寿命,还可以把白光烙铁头的卓越传热性能完全发挥。
1. 进行焊接工作前
必须先把清洁海绵湿水,再挤干多余水份。
这样才可以使烙铁头得到最好的清洁效果。
如果使用非湿润的清洁海绵,会使烙铁头受损而导致不上锡。
(图1)
(图1)
2. 进行焊接工作时
以下焊接的顺序可以使烙铁头得到焊锡的保护及减低氧化速度。
(图2)
(图2) 3. 进行焊接工作后
先把温度调到约250°C,然后清洁烙铁头,再加上一层新锡作保护。
(如果使用非控温焊铁,先把电源切断,让烙铁头温度稍为降低后才上锡。
)
4. 注意事项
此外,。