立式插件机剪脚系统装配图解
AI插件PCB设计示范
编号发出日期文件版本Ver 1.0 页数共1 页标题AI插件PCB设计规范拟制审核批准1.目的为降低人工成本压力,提升机器质量,针对使用AI插件的PCB设计做出规范和标准化,以满足AI插件工艺的要求,特制定本规范。
2.适用范围本标准规定了采用自动插件机进行电子组装的电子产品在进行印制电路板设计时应遵循的技术规范。
本标准适用于采用自动插件机印制板的设计。
3、设计要求3.1、A.I插件印制板的外形及要求3.1.1.印制板外形应为长方形或正方形,;最大尺寸为:450mmX450mm,最小尺寸为:50mmX50mm。
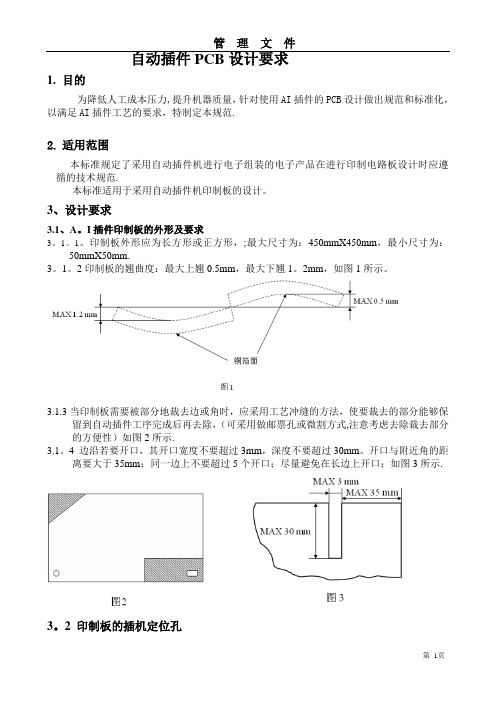
3.1.2印制板的翘曲度:最大上翘0.5mm,最大下翘1.2mm,如图1所示。
3.1.3当印制板需要被部分地裁去边或角时,应采用工艺冲缝的方法,使要裁去的部分能够保留到自动插件工序完成后再去除,(可采用做邮票孔或微割方式,注意考虑去除裁去部分的方便性)如图2所示。
3.1.4 边沿若要开口,其开口宽度不要超过3mm,深度不要超过30mm。
开口与附近角的距离要大于35mm;同一边上不要超过5个开口;尽量避免在长边上开口;如图3所示。
3.2 印制板的插机定位孔3.2.1.采用AI插件的印制板应在最长的一条边上设置主副两个电插定位孔。
如图4所示(元件面)。
其中左下角为主定位孔,孔径为Ø4.0mm;右下角为副定位孔,其孔径尺寸应为Ø4.0mm的鹅蛋形定位主定位孔副定位孔3.2.2两定位孔的中心轴连线平行于最长边,离最长边的距离为5.0±0.1mm,主定位孔与左边的距离为5.0±0.1mm,副定位孔孔边与右边的距离应不小于3.0mm,定位孔周围从孔边向外至少2mm范围内应覆铜箔以增加板的机械强度。
3.2.3主副两定位孔的中心距L的优选系列为:290mm、235mm、350mm,误差为±0.1。
3.2.4 AI插件PCB定位孔在元件面标记符号图中用方框标示。
LED插件模组-生产流程,工艺标准

按压灯板时,不能碰到LED和电阻,过紧的灯板用 小罗丝刀在无零件处压板
组装员 组装员
定位排列 模组以水平排列,不得有倾斜。线材垂直整齐。 测灯QC 灌胶 拆板 测灯QC 包装
DC12V灯板用DC6-8V测试,RGB灯板要分色测试, 如有批量色差上报主管。 注意不能滴灯,发现立即用纸巾擦拭干净。 不能拉扯线材。如有胶水在外壳则用刀片轻刮去 除。 DC12V灯板用DC6-8V测试,RGB灯板要分色测试, 如有批量色差上报主管。 胶水要盖过电阻,LED的金属脚,线 材金属部分
插件员
插件员 QC人员
浸锡工
详见《浸焊、切脚作业指导书》 详见《补焊作业指导书》
浸锡工 烙铁手
零件脚高度为1.5-2mm,焊盘饱满。 DC12V灯板用DC6-8V测试,RGB灯板要分色测试, LED贴PCB板,线和电阻离板不得超 如有批量色差上报主管。 1mm。
QC人员 维修工 组装员
大板老化 是否一至,熄得慢的LED为IR不良品,在不良LED位
华普电子厂-<插件模组>的生产流程和工艺标准 工序号 生产流程 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 作业要点
工艺标准,说明
剪刀,零件盒,静电环,镊子
负责人
插件员
工具准备 接触LED、MOS管,IC的员工需要带静电环 材料准备 剪刀将电阻脚剪至2CM,LED分装到零件盒. 调拉 插件 插件QC 浸锡 切脚 补焊 测灯QC 维修
老化前,老化后开关电源2次,检测LED熄灭时间 检查LED批号,电阻值,如有错误上报主管。用
PCB,LED,电阻,线材
组长
调节靠内的铝合金管,以使插件拉与PCB平衡 按PCB板标识图把各元件插入PCB板中,LED按正负 方向插件,灰线插正极,白线插负极,RGB线按 所有元件均要插尽贴到PCB板。 色插,电阻不分正负极。 目测各元件有无漏插,错插,未到位。纠正不良 板。如有批量错误立即报告主管。 详见《浸焊、切脚作业指导书》 将温度设定为255-265度(冬高夏 低),加入适当锡条 切脚高度为1.5-2mm
电路板插件,浸锡,切脚的方法及流程
电路板插件,浸锡,切脚的方法及流程1,电路板插件,浸锡,切脚的方法1.制板(往往找专门制板企业制作,图纸由自己提供)并清洁干净。
2.插横插、直插小件,如1/4W的电阻、电容、电感等等贴近电路板的小尺寸元器件。
3.插大、中等尺寸的元器件,如470μ电解电容和火牛。
4.插IC,如贴片IC可在第一步焊好。
原则上来说将元器件由低至高、由小至大地安排插件顺序,其中高低原则优先于水平尺寸原则。
若手工焊接,则插件时插一个焊一个。
若过炉的话直接按锡炉操作指南操作即可。
切脚可选择手工剪切也可用专门的切脚机处理,基本工艺要求就是刚好将露出锡包部分切除即可。
2,浸焊炉工作原理钎料锅中的钎料被浸焊炉加热熔化,达到规定的温度;待焊工件或待焊工件的待焊部位被清理,沾助焊剂;待焊工件或待焊工件的待焊部位浸入浸焊炉的钎料锅中,待焊部位被加热到钎料熔点以上;由于亲和力的作用,钎料附着于工件待焊部位;工件取出冷却,浸焊完成。
不同种类的浸焊温度相差悬殊,铁匠本身也不内行。
用30锡浸焊水箱时,锡温约350度。
热电偶配数显温控器控制加热管。
3,浸焊、切脚、波峰焊作业指导一、生产用具、原材料焊锡炉、排风机、空压机、夹子、刮刀、插好元器件的线路板、助焊剂、锡条、稀释剂、切脚机、斜口钳、波峰焊机。
二、准备工作1、按要求打开焊锡炉、波峰焊机的电源开关,将温度设定为255-265度(冬高夏低),加入适当锡条。
2、将助焊剂和稀释剂按工艺卡的比例要求调配好,并开起发泡机。
3、将切脚机的高度、宽度调节到相应位置,输送带的宽度及平整度与线路板相符,切脚高度为1-1.2mm,将切脚机输送带和切刀电源开关置于ON位置。
4、调整好上、下道流水线速度,打开排风设备。
5、检查待加工材料批号及相关技术要求,发现问题提前上报组长进行处理。
6、按波峰焊操作规程对整机进行熔锡、预热、清洗、传送调节速度与线路板相应宽度,直到启动灯亮为止。
三、操作步骤1、用右手用夹子夹起线路板,并目测每个元器是否达到要求,对不达到要求的用左手进行矫正。
剪板机结构设计含全套CAD图纸
文档从互联网中收集,已重新修正排版,word格式支持编辑,如有帮助欢迎下载支持。
摘要该设计的对称传动剪板机,其冲剪力为10吨,滑块的行程为22mm,每分钟剪切30次。
由电动机提供动力,经过一级带传动和一级齿轮传动减速。
设计中采用的执行机构为对心曲柄滑块机构,这一机构将剪板机传动系统的旋转运动转变为滑块的往复直线运动,实现对板料的剪切。
曲柄滑块机构具有结构简单、加工容易、维修方便、经济实用的优点,在机械设备中应用广泛。
本设计中,通过对平面曲柄滑块机构的数学建模,用Turbor C编程,输入曲柄滑块机构的机构参数和运功参数,实现对整个机构运动过程的仿真。
关键词:Turbor C 运动仿真曲柄滑块剪板机全套CAD图纸,联系 6ABSTRACTThe design of symmetric transmission shears, shear-to 10 tons, the itinerary for the slider 22 mm per 30 minutes shear. Powered by the motor through a belt drive and a slowdown Gear. Design of the implementation agencies right mind crank slider, This will shears transmission rotation slider into the reciprocating linear motion, the realization of the right of sheet metal shear. Crank slider is simple in structure, easy processing, easy to maintain and repair, economic and practical advantages in machinery, equipment widely used. The design, right through the plane crank slider mathematical modeling, Turbor C programming, input slider crank agencies that such remarks parameters and the parameters of the whole movement of the simulation process.Key words: Turbor C Motion simulation Crank and slide block Cutting machine第1章绪论1.1剪板机分类剪板机的分类:机械剪板机、数控剪板机、液压剪板机、数控摆式剪板机、数控前送料摆式剪板机、液压摆式剪板机、超厚液压摆式剪板机、液压闸式剪板机、深喉口剪板机、脚踏剪板机、精密剪板机。
立式插件机操作规范
Block No. 1 2 3 4 5 6 7 8
G 0 1 1 1 1 1 1 1
/ 7 0 0 0 0 0 0 0
M 0 0 21 21 21 1 1 1
T 0 4 801 802 802 601 601 602
V 104 0 0 0 0 0 0 0
X (mm) ( ABS 0.00 0.00 +56.21 +94.63 +135.26 +142.28 +15.49 +40.44
立式插件机操作规范
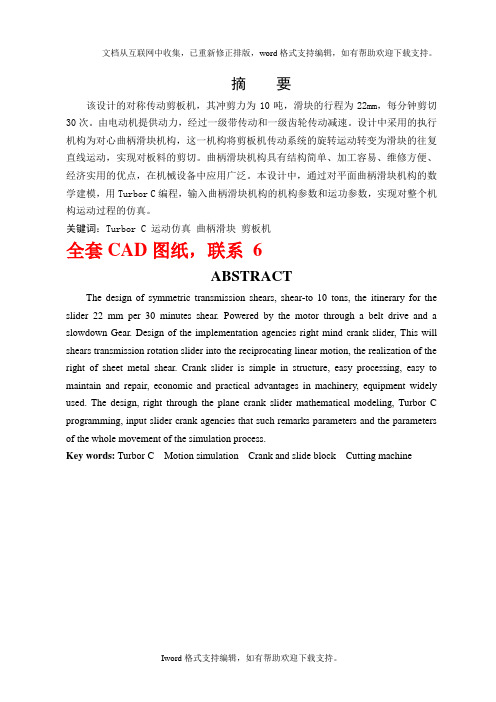
设备名称 立式自动插件机 适用范围 自插工程 版本 A 日期 2009.6.15 制成 金红凯 确认 承认
1.适用范围 此操作规范适用于在(沈阳)东海电子公司生产的基板插件工程,在基板自插工程上使用 的自动操作方法及其步骤。 2.目的 本造作规范的目的在于(沈阳)东海电子公司生产的的产品即基板自动插入而使用的自动 操作的操作方法及维持管理的运营基准及方法使其标准化,极大的提高品质及生产效率。 3.参考资料 1)操作手册 (英文/日文) 4.设备事项
沈阳东海电子产业股份有限公司
立式插件机操作规范
设备名称
立式自动插件机
适用范围
自插工程
版本
A
日期
2009.6.15
制成
金红凯
确认
承认
6. 设备的结构及功能
Head drive 急停开关 集尘箱 Unloader 后控制台 自动补正部分 主控制面板 急停开关 灯塔 Loader 进料器 急停开关
电源部分 伺服电机(X轴) 伺服电机(Y轴) 伺服电机(Z轴) 手轮 集屑瓶 控制器(PANADAC-791) 副控制面板 伺服电机(H轴) X-Y 工作台
贴片插件机贴插头的设计图文PPT课件

04 贴片头吸嘴组件
实现对小型片式元 件的吸取及贴片工作, 其原理与贴插头组件的 原理相似。
第5页/共17页
3.贴插头的功能
电子元件进行贴片和插件安 装在PCB上,一般是分别通过 不同的设备来完成的,如目前 现有的自动贴片机只能自动贴 片,插件机只能自动插件,这 就势必要增加插件元件的成本 而且还要占用该设备安装和使 用的厂房,另外贴片和插件是 因为用不同的设备来完成的, 所以工作效率也很难提高。
② 采用耐腐蚀性优异的不 锈钢制轴,不锈钢制成 的花键轴的耐腐蚀比较 优异,最适合在排斥防 锈油的洁净室内等场所 使用。
第12页/共17页
4.5 键的选择及校核
类型的选取
根据花键螺母的外径φ21,选取 GB/T 1906—2003 键3×3×15
校核键联接 经计算 p 2.906MPa 110MPa 的强度 该键联接满足强度要求
额定功率:200w 额 定 电 压 : A C 2r0/m0iVn
额定电流:0.79A
额定转速:3000
第9页/共17页
4.2 同步带的设计
经过设计计算选择同步带型号为: MXL,节距Pb=6mm。主动轮齿数为 30,从动轮齿数为30。
Z轴主动轮
带轮宽为10mm 计算带速为4.239 m / s 中心距为249mm
第7页/共17页
键的选择及校核
4.1伺服电机的选择
贴插头组件驱动Z轴上下运动的 电机选择松下MSMA(小惯量)
驱动sita轴旋转运动的电机也选 择松下MSMA(小惯量)
其性能参数如下:
① 额定功率:0.2Kw ② 额定转矩:0.65 N m ③ 最大转矩:1.92 N m ④ 额定转速:3000 r/min ⑤ 最高转速:5000 r/min ⑥ 编码器:2500P /R增量式
博世VLE5240N大剪举升机安装步骤附图片-第一版
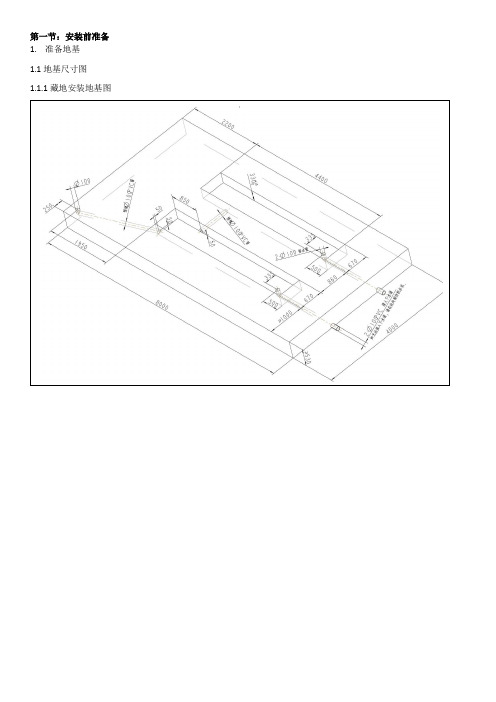
第一节:安装前准备1.准备地基1.1地基尺寸图1.1.1藏地安装地基图1.1.2地表安装地基图1.2地基施工技术要求混凝土类型425#,强度在3000psi以上,新浇注的混凝土需要干燥20天以上。
清除基础坑内生表层,坑底混凝土厚度大于200mm。
两个基坑内水平精度小于5mm。
地坑四周预埋角铁L40包边。
如果无法将排水管道引入下水道,应制做积水坑。
2.安装场地接入电源,气源。
布置安装位置电路排线,接入380V/3PH/50HZ的电源.布置安装位置的气路排线,接入8bar气源3.安装工具准备第二节:安装步骤1.用叉车将举升机的两个平台包装和控制柜搬运至安装地点。
注意:按照包装盒上的运输标志和机器信息搬运。
2.打开平台纸箱包装。
3.去除包装气垫膜。
注意:刀具不要划伤机器表层涂装、油管以及其它部件。
4.抬升举升机平台。
松开固定底板与木托板的螺栓,用叉车和2根吊带吊起平台(起吊位置如下图所示),直到机械锁落锁。
注意:抬升过程中注意保护平台下面的油管,气管和电线。
5. 用叉车和1根吊带,置于剪刀臂中两侧中心轴位置(如下图所示)吊起 注意:起吊时,一边吊带至于下图所示螺栓左侧,另一边吊带至于螺栓右侧。
6.用叉车及吊带将举升平台移至安装地基上。
注意1:将机器上油管电线等盘好,再进行起吊,以免被压坏。
注意2:起吊过程中需工作人员扶稳平台,无关人员不要在该工作区域以免被碰到。
7. 打开控制柜包装,打开控制门,取出控制柜子内的配件。
控制柜内的附件有:16个地基调整垫片、16个直径16mm 膨胀螺栓、4个橡胶支车垫块、气管、气管接头、控制柜钥匙,说明书、产品合格证、安装验收单、设备保养指导书、日保养检点表,月、季度保养检点表。
8.连接油管,所有油管接头拧紧力矩为60N*M 。
8.1 连接主副平台之间的油管。
副平台油缸上的两根油管连接到主平台油缸的两根油管的三通接头上。
注意:按照油管上的扎带颜色和数量进行连接,如图:双红色扎带的副油缸油管与双红色扎带的主油缸油管相连接,绿色的与绿色的相连。
自动插件机介绍
剪角彎角角度可達: 0°~ 35°可调 剪脚长度可达:1.2~2.2MM可调
线路板:最大450MM*450MM 最小50MM*50MM
8小时 x 4周
住厂支持
第四阶段
24个月
保修期服务
第五阶段
后续服务支持
第一阶段:设备安装调试 第二阶段: 现场培训 第三阶段: 住厂支持 第四阶段: 保修期服务 第五阶段: 后续服务支持
新泽谷插件机方案设计
目前插件机的底板运输方法有三种:
1.手动放板(无自动上下板装置)
2.人工换板(不停机换板)(新泽谷插件机采 用的方式)
性价比
型号 产地 实际产能(CPH) 投资额(RMB/VAT) 保养/耗材(月) 设备维护(月) 五年总产能 单颗插件成本
卧式自动化插件设备 新泽谷XG1000+XG2000*2
国产 28000 950K 1800
24 96096万 0.0015
环球 6241F 进口 17000 1100K 3000 12
新泽谷插件机介绍
新泽谷机械有限公司
2001年成立.。 2005年第一台全自动AI面市 2006年研发全自动精密点胶机。 2006年12月被东莞市科学技术局授予“东莞市民营科技企业” 。 2007年获得“寮步镇科技创新科技称号项目资助”。 2007年8月组织申报15项相关设备的专利。 2007年10月开始组织研发异型电子元器件插件机 。 2008年1月获得东莞市“寮步镇2008年度突出贡献奖” 2009年2月广东省科学技术局授予“广东省民营科技企业”。
机械毕业设计(论文)-PCB(印刷电路板)自动剪脚机的设计【全套图纸】 .doc
机械毕业设计(论文)-PCB(印刷电路板)自动剪脚机的设计【全套图纸】 .doc内蒙古科技大学本科生毕业设计说明书(毕业论文)题目:PCB(印刷电路板)自动剪脚机的设计学生姓名:学号:0604103125专业:机械设计制造及其自动化班级:机械06-1班指导教师:PCB(印刷电路板)自动剪脚机摘要自动剪脚机是一种将印刷电路板的过长的引脚剪掉的设备,在生产流线中越来越占据重要的位置。
其工作原理为印刷电路板放在传动装置上输送,传到刀具下方,刀具将其过长的引脚剪掉。
它在整个生产印刷电路板的工艺过程中是必不可少的。
这种剪脚机是适用于中小型生产规模的自动剪脚机,而在中小规模的生产线中一般使用的剪脚方式有手动与使用小型剪脚机两种,所以这样就能够解决这个问题。
我的设计题目是“PCB(印刷电路板)自动剪脚机的设计”,采用单电动机传动方式,具有承载量大、运转平稳可靠、结构简单、容易维修、管理方便、检修周期长等特点。
在这次设计中,我完成了以下工作:设计方案的选择与确定,相关设计计算,完成毕业设计说明书,相关图纸等。
关键词:印刷电路板;剪脚机;运输装置Printed circuit board (PCB) automatically cut the feetAbstractAutomatic cutting machine is a kind of feet of printed circuit board will cut off the foot long,in the production lines and occupies an important position.Its working principle for printed circuit boards on the transmission device,spread below tool,the tool will have long pin to cut off.In the production process of printed circuit board isindispensable. This machine is suitable for cutting feet of small scale of production machines, automatic feet, but in small scale of production in general use manual mode of feet with foot two small cut machine, so it can solve this problem.My topic is designed"The printed circuit board (PCB) automatically cut the feet of the machine design". By a single motor drive, with big load, smooth operation and reliable, simple structure, easy maintenance, management, maintenance convenience features such as long cycle.In this design, I finished the job: The selection of design scheme and determination, relevant design calculation, complete specifications, drawings, graduation design etc.Keywords:Printed circuit boards;Cutting machine feet;Transportation device目录摘要 (Ⅰ)Abstract (Ⅱ)目录 (1)第一章绪论 (3)1.1本课题研究的目的意义 (3)1.2开题意义 (3)1.2.1调查·······················································································31.2.2结论························································································51.3方案拟定 (7)第二章运输装置及其动力装置 (8)2.1 PCB板的运输装置 (8)2.2运输装置的动力装置 (9)2.2.1变频器的选择 (10)2.2.2变频器的使用 (15)2.2.3变频器的控制方式和转矩补偿 (17)2.3减速装置的设计 (19)2.3.1设计减速器的目的 (19)2.3.2减速器的设计计算及校核 (19)2.4同步带的设计 (22)2.4.1同步带参数的计算 (22)2.4.2同步带细节处理 (24)2.5传动装置的整体设计计算 (25)2.5.1电动机的选择 (25)2.5.2变频器容量的校核 (26)2.5.3所需要调节的频率范围 (27)2.6总结 (27)第三章刀具运动及其动力装置 (28)3.1刀具的选择 (28)3.1.1刀具材料分析 (28)3.1.2刀具的选择 (28)3.2刀具的固定 (28)3.3刀具的运动 (29)3.3.1电动机的选择 (29)3.3.2联轴器的选择 (29)3.3.3确定轴的尺寸 (29)3.4细节处理 (30)3.4.1刀架的安装 (30)3.4.2刀架的固定方式 (31)3.4.3刀架部分总结 (32)结束语 (33)参考文献 (35)致谢 (36)第一章绪论1.1 本课题研究的目的意义随着电子工业的发展,各种PCB板(印刷电路板)的应用越来越多,对PCB板的加工工艺也越来越多。
XG-2000中文资料资料

用科技为您 创造新价值!
公司历史
东莞新泽谷机械有限公司是国内第一家自主研发、生产和销售AI/SMT设备的民营科技企 业。
公司从2001年8月起从事电子产品的自动化加工与装配。为了满足市场对AI/SMT设备的 需求,公司在掌握了相关设备核心技术以及吸收国外先进技术的基础上,于2004年初开 始投入大量精力从事自动化AI/SMT设备的研发工作。
1 周期速率 2 插入率 3 插入方向 4 元件跨距 5 基板尺寸 6 基板厚度 7 元件种类 8 跳线(JW) 9 元件引线剪脚长度 10 元件引线弯脚角度 11 机器尺寸(长*宽*高) 12 机器重量 13 使用电源 14 不间断电源(UPS)配置 15 使用功率 16 使用气压 17 用气量 18 使用环境温度 19 机器噪音 20 孔位校正方式 21 驱动系统 22 数据输入方式 23 控制系统 24 工作台运转方式 25 线路板输送方式
XG-2000系列机器,兼合跳线插件机及卧式元件插件机的功能,最独特的伺服控制系统,完成跳线 和卧式元件插件的完美过程,高效的节约跳线用量。高速度高密度的完美效果.独立的插件机带给你生 产安排的灵活调配。间单易懂的操作平台,实现人机界面的对话。实践经验和科学理论的结合带给你产 品品质和生产效率的提升。
24000PCS/H 小于200PPM 平行0度,90度,180度,270度. 双孔距5.0MM-20MM(专插入跳线5MM-30MM) 最小50MM*50MM,最大450MM*450MM 0.79-2.36MM 电容器、晶体管、二极管、电阻、熔断丝等编带封装料。 独立输送方式.直径0.5MM-0.7MM镀锡铜线 1.2-2.2MM(可调) 10-35度(可调) 1.8米*1.6米*1.8米 700KG 220V,AC(单相)50/60HZ,1000VA; 断电后可运行15分钟 800W(节能型) 0.5MPA以上 小于0.2立方米/分钟 29摄氏度以下. 小于65分贝 影像视觉系统,多点MARK视觉校正. AC伺服,AC马达 USB接口输入(EXCEL文档格式), 中文操作界面(WINDOWS系统控制平台)戴尔液晶显示器 顺时针和逆时针方向 手工/自动可选
3-24修第二代立式机说明书
前言●本“操作使用说明书”随机附一份,请保管此手册,以便随时参照。
●请在操作本设备前必须认真仔细阅读本说明书。
●由于技术的更新和产品的特殊要求,产品部分实物可能会和说明书有所差别,请以产品实物为准,我们会尽可能补充附加说明。
●设备正常使用时,请在本设备前后保留一定的空间,作为操作以及保养所需的空间。
此外,请不要对本设备作阻碍热量排放空间的设置。
●设备使用环境:温度为:5~25。
C ,相对湿度为:20~95℅,不受阳光直射,不会结露水,不会溅起水、油、化学液体的场所。
●操作和维修本机器的技术人员必须会使用电脑。
●本机器上配置的电脑只能为本机器用,严禁作它用,严禁将携带有病毒的其它移动存储器插入本机器,以免破坏控制系统。
●随机配置的优盘要严防病毒侵入,严禁随意在别的电脑上使用。
●为了人身安全,设备在运行或待机时,请不要在不采取任何安全措施的情况下打开前门和链条以及站头防护罩,严禁衣物、四肢等靠近机械的运动部位,否则,可能会给人身带来意外伤害。
●反复开关电源,会成为设备产生故障的原因之一。
在电源OFF(切断)后,请经过20秒以上再进行电源ON(开启)。
●不要让设备受到撞击或强烈的震动,否则可能会因此导致故障。
●切断设备电源时,请按以下顺序进行系统的退出/关机过程,若不执行此过程而直接将电源切断或重新启动,会令数据无法得到完好的保存,同时可能导致硬盘的损坏。
退出/关机过程:退出应用程序退出Windows ,切断设备电源。
●如果暂停使用本设备,请将设备保管在以下场所:环境温度为0 ~ 40。
C ,相对湿度为20~95℅,不受阳光直射,不会结露水,不会溅起水、油、化学液体的场所。
为了防尘,可考虑采取遮盖措施(如披罩子),但要防潮。
●不明白之处请与我们联系,切勿盲目操作。
注:以上事项请注意!第一章概述XG-3000系列立式插件机可将不同种类(2.5mm、5mm和7.5mm)的编带立式电子元件(电解电容、瓷片电容、LED等)和散装LED,先按设定的程序编排在链条的料夹构水平固定不动,由X、Y机构的移动,实现在PCB上各区域精密插件,插件的角度是由工作台转盘、头部转角马达RH、底座转角马达RB的转动来实现的。
插件元件剪脚成型加工标准解析

25°< a <35°
L
依插装位置PCB孔距
元件成型管脚长度=元件管脚伸出长度(L)+PCB板厚(T)+抬高于PCB板面高度(H)
成型方式:1、手工整形(如下图)
手工成型
2、机器成形
机器成型
4.4.4对于水泥电阻,要求电阻本体的底部抬高于PCB板面2.55~3.5mm,电阻两引脚间
对应于PCB板两焊盘间距(L),PCB板厚(T)。
抬高于PCB板面1-4mm
额定电流<1A的其它各种二极管(立式成型)
抬高于PCB板面1-4mm
LED长度为5mm的圆体封装
抬高于PCB板面9-10mm
三极管
小功率三极管
抬高于PCB板面3-4mm
自带无散热器的大功率三极管,电压调整器为立式安装
元件引脚细的一段完全插入焊盘通孔内
IC
DIP IC
两排引脚间距等同于PCB板对应于两焊盘间距
5.9首次使用的成形工具,需工艺与品保确认后方可使用;已经使用的成形工具,再次使用前需校验或调校,满足成形尺寸参数后方可使用;成形工具在使用一定时间或成形一定数量后,必须按照工装使用说明需校验或调校,满足成形尺寸参数后方可使用。
4.2.2额定功率<1W的普通电阻,要求电阻本体平贴于PCB板面,电阻两引脚间距对应于PCB板两焊间距(L),PCB板厚(T),卧式成型标准。
成型尺寸:
项目
允收范围
A
85°< a < 95°
L1、L2
L1、L2为1.0mm以上
L
依插装位置PCB孔距
元件成型管脚长度=元件管脚伸出长度(L)+PCB板厚(T)+抬高于PCB板面高度(H)
AI插件PCB设计规范47253
管理文件自动插件PCB设计要求1.目的为降低人工成本压力,提升机器质量,针对使用AI插件的PCB设计做出规范和标准化,以满足AI插件工艺的要求,特制定本规范.2.适用范围本标准规定了采用自动插件机进行电子组装的电子产品在进行印制电路板设计时应遵循的技术规范.本标准适用于采用自动插件机印制板的设计。
3、设计要求3.1、A。
I插件印制板的外形及要求3。
1。
1。
印制板外形应为长方形或正方形,;最大尺寸为:450mmX450mm,最小尺寸为:50mmX50mm.3。
1。
2印制板的翘曲度:最大上翘0.5mm,最大下翘1。
2mm,如图1所示。
3.1.3当印制板需要被部分地裁去边或角时,应采用工艺冲缝的方法,使要裁去的部分能够保留到自动插件工序完成后再去除,(可采用做邮票孔或微割方式,注意考虑去除裁去部分的方便性)如图2所示.3.1。
4 边沿若要开口,其开口宽度不要超过3mm,深度不要超过30mm。
开口与附近角的距离要大于35mm;同一边上不要超过5个开口;尽量避免在长边上开口;如图3所示.3。
2 印制板的插机定位孔3.2.1.采用AI 插件的印制板应在最长的一条边上设置主副两个电插定位孔。
如图4所示(元件面).其中左下角为主定位孔,孔径为Ø4.0mm;右下角为副定位孔,其孔径尺寸应为Ø4。
0mm 的鹅蛋形定位3.2。
2两定位孔的中心轴连线平行于最长边,离最长边的距离为5.0±0.1mm ,主定位孔与左边的距离为5.0±0。
1mm ,副定位孔孔边与右边的距离应不小于3.0mm ,定位孔周围从孔边向外至少 2mm 范围内应覆铜箔以增加板的机械强度。
3。
2.3主副两定位孔的中心距L 的优选系列为:290mm 、235mm 、350mm ,误差为±0。
1. 3。
2。
4 AI 插件PCB 定位孔在元件面标记符号图中用方框标示。
3。
3 印制板的非AI 插件区3.3。
1在非AI 插件区内布置的元件(其插孔在此区内)不适用于AI 插件,如该部分确需布件,就需采用手工插件。