通用型切削液
cnc切削液
cnc切削液
cnc切削液,具有优秀的润滑性能,防锈性能和冷却性能。
废屑沉淀快,含有特效防氧化成份,可有效杜绝铜合金和铝合金工件在加工后出现白斑或发黑等氧化变色现象,适用于铝合金、铜合金、不锈钢、合金钢、铸铁、高碳钢等材料的切削、磨削、钻孔、冲压等金属加工方式。
【美科切削液全国招商火热进行中,诚邀您的加盟!】
一、cnc切削液参数:
二、cnc切削液相关推荐:
三、cnc切削液知识分享:
影响切削液选择的因素有哪些
在选择切削液的时候我们要结合多方面进行考虑,才能选择合适的切削液,那在选取切削液的时候到底应该考虑哪些方面的因素呢?
加工方法选定切削油,必须首先考虑加工方法。
金属切削作业形式,按苛刻程度由易至难的顺序排列如下:磨削→锯削→车削→刨削→铣削→钻孔→铰削→高速浅进刀车螺纹→用成形刀具车螺纹→镗孔→深孔钻→切齿→螺纹加工→攻螺纹→外拉削→内拉削。
在作业苛刻程度较小,速度较高、工件材料可加工率较高,以及要求散热快的工况下,应选择冷却性能好的水基产品。
作业条件苛刻、速度低,工件材料难于加工及要求加工表面粗度值小的情况下,润滑性更重要,应优先使用油基产品。
切削液腐蚀加工工件的原因?有什么办法防治?

切削液腐蚀加工工件的原因?有什么办法防治?切削液产生腐蚀的原因分析有以下几点:1、切削液中浓缩液所占的比例偏低。
2、切削液的pH值没达到标准,如PH>9.2时,对铜、铝、不锈钢有腐蚀作用。
所以应根据金属材料选择合适的pH值。
3、不同的金属材料重叠放置。
4、工作液浓度不够。
5、防锈剂被过多消耗。
6、切削液中细菌的数量超标。
7、切削液劣化,腐败。
8、工作环境的湿度太高。
9、稀释切削液,所使用的水质过硬10、在金属加工的过程中,产生原电池反应,发生电化学腐蚀,最常见的就是在有色金属加工过程中发生的腐蚀建议防治切削液腐蚀的方法:1、补充防锈液。
2、严重劣化时换用新液。
3、按比例加入杀菌剂。
4、在有发削液的情况下避免异种材料长时间接触,如铝和钢、铸铁(含镁)和铜等。
5、补度碱以维持PH值在9左右。
6、要避免切削液受到污染。
7、使用纯水配制切削液,并且切削液的比例应按所用切削液说明书中的推荐值使用。
8、定时检测切削液的浓度。
9、缩短工序间停留时间10、采取工序之间防锈措施。
11、在环境气氛恶化情况下,预先涂上防油脂。
【性能和用途】通用型半合成切削液,是一种通用微乳液,具备高度的极压、润滑性,可同时用于黑色金属和有色金属的切削和磨削,另外还具有良好的防锈、清洗和冷却性能。
DC-508采用了独特的生物稳定技术,生物稳定性好,使用寿命长,不易生菌发臭。
【适用工艺及材质】各类黑色金属和有色金属的车、磨、铣、钻及攻牙等加工。
【优点】✧良好的通用性:产品兼顾黑色金属的防锈和有色金属的腐蚀抑制性能,可同时用于黑色金属和有色金属的加工,特别适用于需要加工不同材质的机床。
✧独特的润滑性:采用优质的润滑剂可以解决铝加工时的粘刀问题,也可以为高合金钢加工提供超细的表面光洁度。
✧生物稳定性:通过控制微生物生长来达到良好的生物稳定性,并且可以提供持续不变的防锈性能,使用寿命长,不易发臭。
✧低泡性:低泡型微乳液可抗拒空气发泡。
减少发生汽蚀的可能并确保切削液的润滑性能和冷却性能可作用于加工区域。
光学玻璃切削液

光学玻璃切削液一、用途MB105光学玻璃切削液,是一款全合成水溶性的切削液产品。
最大的特点就是,采用了国外先进的配方和原料配制而成,对人体的皮肤无伤害,不过敏,环保性能极强。
使用了各种玻璃、光学玻璃、玻璃镜片、手机玻璃low-e玻璃、宝石、蓝宝石、红宝石、石英、硅片、陶瓷的高精密度的加工。
这款玻璃切削液是我们美科的主打产品,用于实力雄厚的客户作为见证,使我们更有信息可以做得更好。
二、光学玻璃切削液理化指标三、光学玻璃切削液相关推荐四、使用方法1、水稀释10—30倍使用,加入本品越多,功能越多。
对于重负荷、极压场合,建议高浓度使用。
2、长时间使用,当切削液的耗损量达到切削液总量的1/2—1/3时,要及时补加原液或适当浓度的新鲜工作液。
3、应选用新鲜水质配制工作液。
五、注意事项建议用优质水,严格按比例配制工作液。
补充工作液时,应按较高浓度进行补加,防止润滑、防锈性能下降。
保持切削液的清洁,禁止混入金属切屑、机油、线毛等杂物;禁止用工作液洗手、洗抹布。
严禁食用!六、东莞美科切削液小知识分享:铝制品切削液和金属切削液的区别金属切削液一般有乳化液、煤油、柴油,选择的范围比较多;铝切削液一般使用煤油或者煤油+石蜡溶液。
铝切削液使用煤油或者煤油+石蜡的好处是切屑不容易粘刀削瘤,加工的工件光洁度比较好。
铣铝件加别的切削液的效果不如煤油+石蜡的效果好。
其实看起来是没有什么区别的,性能都是差不多的,都具有防腐、防锈、冷却、环保等多种性能。
也广泛的应用于不锈钢、模具方面。
只是呢铝制品切削液是比较试用于铝合金,用在铝合金也比较好用的咯,效果也比较明显,而金属切削液嘛,用在金属切削液上的,都是可以的。
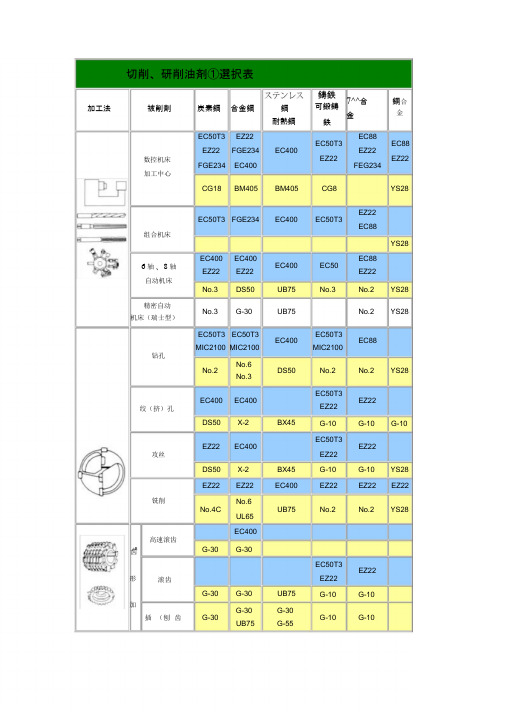
机械加工中切削液冷却液润滑液的选用
♦金属成型加工油
产品系列
特点及用途
代表产品
FL系列
速干型油品,适用于金属薄板的冲压,冲孔 及轻度拉伸工艺,在金属表面几乎不形成残留
FL6,FL2H,
FL7M,FL10
FM系列
适用于黑色金属及有色金属的中度冲压, 拉
伸等成型加工,一般适用于板厚为3mm以下
FM150,FM220
FD FE、FH系
DS50
UB75
UB100
No.3
No.2
滚压
No.7
UB75
UB75
®
研磨
H-35
H-35
G-55
H-35
齿轮研磨 螺纹研磨
G-55
G-55
■¥亠F* *r
超精研磨加工
SF33
SF33
SF33
SF33
外面磨削
SC46K
SC630
SC46K
SC630
MIC2100
EZ22
SC46K
EZ22
EE66
平面磨削
SC46K
SC630
SC46K
SC630
MIC2100
EZ22
SC46K
EZ22
EE66
£
内面磨削
S90
S90
MIC2100
SC46K
EZ22
EE66
'k
无心磨削
SC46K
SC630
SC46K
SC630
S90
SC46K
EZ22
EE66
精抛光
SC46K
SC46K
No.2
No.2
以上选型仅供参考,用户在选用产品时以我公司实际推荐为准
锯床切削油

锯床切削油MB-122一、用途MB-122锯床切削油是一款专用于锯床上面加工不锈钢、铜材、铝合金、铸铁、合金钢等金属的切削油。
润滑和冷却性能好,防锈性佳,特别适用在锯床上。
二、锯床切削油理化指标三、锯床切削油相关推荐东莞美科切削液12年切削液生产研发经验值得信赖。
现正全国火爆招商加盟进行中,诚招各国各地区的经销商、代理商、批发商….东莞美科切削液,陪您走过12年。
四、美科切削液小知识分享:切削液有什么清洗作用切削液必须有良好的清洗作用,因为在金属切削过程中,切削、铁粉、磨屑、油污等物易粘附在工件表面和刀具、砂轮上,影响切削效果,同时使工件和机床变脏,不易清洗。
对于油基切削液,粘度越低,清洗能力越强,特别是含有柴油、煤油等轻组份的切削液,渗透和清洗性能就更好。
含有表面活性剂的水基切削液,清洗效果较好表面活性剂一方面能吸附各种粒子、油泥,并在工件表面形成一层吸附膜,阻止粒子和油泥粘附在工件、刀具和砂轮上,另一方面能渗入到粒子和油污粘附的界面上把粒子和油污从界面上分离,随切削液带走,从而起到清洗作用。
切削液的清洗作用还应表现在对切屑、磨屑、铁粉、油污等有良好的分离和沉降作用。
循环使用的切削液在回流到冷却槽后能迅速使切屑、铁粉、磨屑、微粒等沉降于容器的底部油污等物悬浮于液面上,这样便可保证切削液反复使用后仍能保持清洁,保证加工质量和延长使用周期。
五、美科切削液格言分享:世界上最快乐的事,莫过于为理想而奋斗。
哲学家告诉我们,“为善至乐”的乐,乃是从道德中产生出来的,为理想而奋斗的人,必能获得这种快乐,因为理想的本质就含有道德的价值。
-------苏格拉底人类的幸福和欢乐在于奋斗,而最有价值的是为理想而奋斗。
------苏格拉底我对于事业的抱负和理想,是以“真”为开始,“善”为历程,“美”为最终目标的。
-------西塞罗。
极压微乳乳化切削液
极压微乳乳化切削液
一、用途
MB-122极压微乳乳化切削液是一款通用型强的切削液,基本上所有金属,所有加工方式上都适用。
无论是车削、切削、磨削、拉伸等金属加工都可以使用这款MB-122切削液。
实现了我们平时所讲的,一款产品,全厂通用的目标。
二、极压微乳乳化切削液理化指标
三、极压微乳乳化切削液相关推荐
四、美科切削液小知识分享:
防治金属切削液腐蚀的方法
1、用纯水配制切削液,并且切削液的比例应按所用切削液说明书中的推荐值使用。
2、检查湿度,注意控制工作环境的湿度在合适的范围内。
3、要避免切削液受到污染。
4、控制细菌的数量,避免细菌的产生。
5、要避免不相似的材料接触。
6、在需要的情况下,要使用防锈液。
五、美科切削液格言分享:
当批评减少而增多鼓励和夸奖时,人们所做的好事会增加,而不好的事会受到忽视而萎缩。
[卡内基]
要从工作中得到乐趣,首先不要让自己变成工作的奴隶,而要让自己变成工作的主人。
无止境的日夜工作,正如无止境的追逐玩乐一样不可取。
[摘自乐在工作]
快乐是一种选择,我们可以在任何时间、任何地点和状况中做这种选择,因为每一项经验都可被建构出一种正面的意义,我们可以由任何人、事、物上汲取快乐。
[摘自快乐的秘密]。
切削液的作用种类及应用

切削液的作用种类及应用切削液是在机械加工过程中使用的一种液体,其主要作用是冷却和润滑切削区域,提高切削加工的效率和质量。
切削液的种类多样,根据其成分和功能,可分为冷却液、润滑油和复合液等。
接下来,我将详细介绍切削液的种类及其应用。
一、冷却液冷却液是切削液中最常用的一种,主要成分是水。
其主要作用是保持切削区域温度在合理范围内,避免高温对切削工具和工件的损伤。
冷却液具有导热性好、吸热散热快、成本低廉等优点。
常见的冷却液有清洗剂、防锈剂等。
冷却液的应用范围广泛,适用于金属切削、磨削、锯削等各种加工过程。
特别是在高速切削和重切削加工中,冷却液的应用非常重要,可以降低摩擦和磨擦,提高切削效率和切削质量。
二、润滑油润滑油主要成分是油,其主要作用是减少切削工具与工件之间的摩擦和磨损,提高切削工具的使用寿命和加工质量。
润滑油的种类较多,包括机油、润滑脂等。
润滑油适用于各种加工过程,特别是金属切削过程中,润滑油可以较好地减少材料切削时的摩擦,降低工具磨损,提高加工效率和质量。
三、复合液复合液是由冷却液和润滑油按一定比例混合而成的,一般在金属切削加工过程中使用。
复合液既具有冷却液降温的作用,又能发挥润滑油减少摩擦的作用。
其具有良好的冷却和润滑效果,同时还可减少切削噪音和切屑粘附。
复合液的应用范围广泛,特别是在高速切削和重切削加工中,其效果更为显著。
复合液可以有效地提高加工效率和加工质量,同时减少工具磨损,提高切削工具的使用寿命。
四、其他切削液除了上述的冷却液、润滑油和复合液之外,还有一些特殊功能的切削液。
例如,防焊剂可以防止工作表面焊接在切削刀具上,减少不良切削;防粘剂可以减少切屑的粘附;防氧化剂可以防止工件表面氧化;防蚀剂可以防止金属材料腐蚀等。
这些切削液根据具体的应用需求,进行选择和使用。
总结起来,切削液的作用种类及应用非常广泛,不同的切削液适用于不同的加工过程和材料。
合理选择和使用切削液可以有效地提高加工效率和质量,减少切削工具的磨损,延长使用寿命。
巴索切削液瑞士最大的润滑液制造商
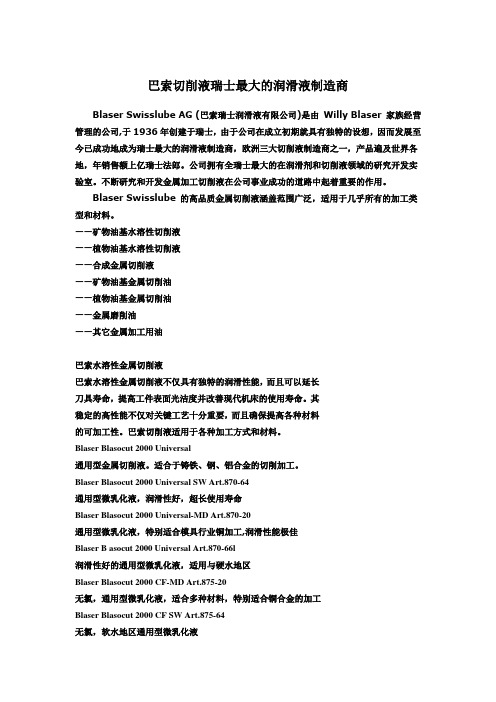
巴索切削液瑞士最大的润滑液制造商Blaser Swisslube AG (巴索瑞士润滑液有限公司)是由Willy Blaser 家族经营管理的公司,于1936年创建于瑞士,由于公司在成立初期就具有独特的设想,因而发展至今已成功地成为瑞士最大的润滑液制造商,欧洲三大切削液制造商之一,产品遍及世界各地,年销售额上亿瑞士法郎。
公司拥有全瑞士最大的在润滑剂和切削液领域的研究开发实验室。
不断研究和开发金属加工切削液在公司事业成功的道路中起着重要的作用。
Blaser Swisslube 的高品质金属切削液涵盖范围广泛,适用于几乎所有的加工类型和材料。
——矿物油基水溶性切削液——植物油基水溶性切削液——合成金属切削液——矿物油基金属切削油——植物油基金属切削油——金属磨削油——其它金属加工用油巴索水溶性金属切削液巴索水溶性金属切削液不仅具有独特的润滑性能,而且可以延长刀具寿命,提高工件表面光洁度并改善现代机床的使用寿命。
其稳定的高性能不仅对关键工艺十分重要,而且确保提高各种材料的可加工性。
巴索切削液适用于各种加工方式和材料。
Blaser Blasocut 2000 Universal通用型金属切削液。
适合于铸铁、钢、铝合金的切削加工。
Blaser Blasocut 2000 Universal SW Art.870-64通用型微乳化液,润滑性好,超长使用寿命Blaser Blasocut 2000 Universal-MD Art.870-20通用型微乳化液,特别适合模具行业铜加工,润滑性能极佳Blaser B asocut 2000 Universal Art.870-66l润滑性好的通用型微乳化液,适用与硬水地区Blaser Blasocut 2000 CF-MD Art.875-20无氯,通用型微乳化液,适合多种材料,特别适合铜合金的加工Blaser Blasocut 2000 CF SW Art.875-64无氯,软水地区通用型微乳化液Blaser Blasocut 2000 CF Art.875-66无氯,硬水地区通用型微乳化液Blaser Blasocut 2000 CF HDD Art.875-72硬盘加工专用切削液。
简述切削液的种类和作用
简述切削液的种类和作用一、引言切削液是一种在机械加工中广泛使用的液体,其作用是冷却和润滑刀具和工件,同时清洁切削区域。
不同种类的切削液具有不同的特性和适用范围。
本文将详细介绍切削液的种类和作用。
二、切削液的种类1. 水溶性切削液水溶性切削液是最常见的一种,由水和添加剂组成。
添加剂可以包括防锈、抗菌、抗氧化、减摩等成分。
水溶性切削液具有良好的冷却效果,并且易于清洗。
但如果使用不当,可能会导致腐蚀和污染。
2. 纯油型切削液纯油型切削液由矿物油或合成油组成,通常不含水。
这种类型的切削液适用于高速加工和重负荷加工,并且对环境友好。
但它也容易被污染,需要更频繁地更换。
3. 气雾型切削液气雾型切削液是一种喷雾的液体,可以在切削区域形成细小的雾状液滴。
这种类型的切削液可以提供更好的冷却效果,并且易于清洗。
但它也容易被挥发和污染,需要更频繁地补充。
4. 磨粒型切削液磨粒型切削液是一种添加了磨粒的切削液,可以增加摩擦力和热量。
这种类型的切削液适用于高速加工和重负荷加工,并且可以延长工具寿命。
但它也容易被污染,需要更频繁地更换。
三、切削液的作用1. 冷却效果切削过程中会产生大量的热量,如果不及时冷却,可能会导致工具变形或者损坏。
切削液通过将热量带走来降低温度,从而保护工具和工件。
2. 润滑效果刀具与工件之间的摩擦会产生很大的摩擦力,并且可能导致表面质量不良或者损坏。
切削液通过减少摩擦力来保护刀具和工件。
3. 清洁效果切削过程中会产生大量的金属屑和油脂,如果不及时清理,可能会对下一次加工造成影响。
切削液通过清洗切削区域来保持清洁。
4. 防锈效果切削液中添加了防锈成分,可以防止工具和工件受到氧化或者腐蚀。
这对于长时间存储或者在潮湿环境中使用的工具尤其重要。
四、结论切削液是机械加工过程中不可或缺的一部分,不同种类的切削液具有不同的特性和适用范围。
正确选择并使用适当的切削液可以提高加工效率,并且延长工具寿命。
一种通用型微乳化金属切削液的研制
( S h a a n x i Re s e a r c h De s i g n I n s t i t u t e o f Pe t r o l e u m a n d Ch e mi c a l I n d u s t r y , S h a a n x i Xi ’ n a 7 1 0 0 5 4 , C h i n a )
金属切削液是指金属及其合金在切削 、车削 、 水 ,质量分数为 2 0 % ~ 3 0 %。 研磨 、镗孔 以及冲压 、冷锻 、热锻和挤压成型… 等 1 . 2 表面 活 性剂 的选 择 工艺中所使用的润滑冷却材料 ,按合成介质分为油 在理论 上 , 只要 表 面活 性剂 的种 类 和用 量恰 当 , 任何油水体系均可转变为微乳液体系 ,且只要油相 基 型 和水基 型 。微乳 化 切削 液是 一种 新 型水 基金 属 加工液 ,它综合 了乳化油和合成切削液的优点 ,又 弥补了他们 的不足 ,具有优 良的润滑性 、防锈性 、 清洗性 、渗透性和长寿命 。因此逐步发展为乳化油 和合成切削液的替代产品。
Ab s t r a c t : A mi c r o . e mu l s i o n me t a l c u t t i n g lu f i d wi t h o u r o wn b r nd a h a s b e e n d e v e l o p e d b y o r t ho g o n a l e x p e ime r n t s a n d f o r mu l a o p t i mi z a t i o n . I t i s s u i t a b l e f o r c u t t i n g , g r i n d i n g , d r i l l i n g , a n d CNC ma c h i n i n g o f me t a l l i c ma t e ia r l s , s u c h a s s t a i n l e s s s t e e l ,c o p p e r ,a l u mi n u m a n d a l u mi n u m a l l o y s , t i t ni a m u a n d o t h e r ma t e r i a l s .I t s p e r f o r ma n c e me e t s o r e x c e e d s d o me s t i c a n d f o r e i g n s i mi l a r p r o d u c t s . I t h a s n o c o r r o s i o n or f ma c h i n e t o o l s nd a wo r k p i e c e s . i t i s h a r ml e s s t o h u ma n b O d v a n d e c o l o g i c a l e n v i r o n me n t . a n d i t h a s g o o d r u s t r e s i s t nc a e a n d e x t r e me p r e s s u r e r e s i s t a n c e . Ke y wo r d s : Mi c r o — e mu l s i o n ; Cu t t i n g lu f i d ; Un i v e r s a l ; Ru s t r e s i s t a n c e ; E x t r e me p r e s s u r e r e s i s t a n c e
长寿命极压通用型微乳切削液的研制
表 1 几种极压抗磨添加剂的性能检测
从表 2可见 自配 的羧酸胺 盐衍 生物 和硼酸胺盐 衍生 物防腐 防锈性 能优 良。 24 极压微 乳切 削液 表面 活性 剂选择 . 根据 油 相及 材 料 的选 择 , 化这 些 极压 剂所 需 乳
验筛选出微乳液基础油 、 压抗磨添加 剂 、 极 防锈 剂 、 化剂 、 乳 杀菌剂 , 后配 以一定 量 的表面活性 剂 、 然 消泡剂、 H稳 p 定剂 、 金属离子络合剂等 , 将其 用水 溶解 , 最后制 得微乳化切削液。结果表明 , 所制得 的极压微 乳切削液透 明稳定 , 具有 优 良的抗磨性 、 极压性 、 防锈性及抗 泡性 , 项指标 均达 到要求 。该 切削液 能用 于加工 铝合金 、 铁 、 各 铸 碳钢 、 不 锈钢 、 模具钢 、 铜等 各种材质 , 使用寿命长 , 效果好 , 不含对人体 有害物质。 关键 词 : 切削液 ; 微乳化切削液 ; 机理 ; 制备 ; 润滑 ; 极压 ; 防锈 ; 机械加工 中图分类 号 : Q 7 .2 T 1441 文献标识 码 : A 文章编号 :6 19 0 (0 8 0 —0 30 1 7 —9 5 2 0 )70 1 —3
随机 引进 大量 微乳 化切 削 液产 品 。进 口微 乳化 液价
液, 微乳液 的液珠很小 , 可将微 乳液看作单分散体 系, 由于大量表 面活性剂的存在 , 从而使 油、 水界面
张力降至极低 , 因此微乳液是热力学上的稳定体系。
2 微 乳 液 的制 备
微乳 液是 由油 、 、 面活 性 剂 、 表 面活 性 剂 水 表 助
称为微乳状液 。微 乳液 的性 质不 同于通常 的乳状
收稿 日期 :0 80 .1 2 0 .12
金属加工切削液使用浓度和适用范围
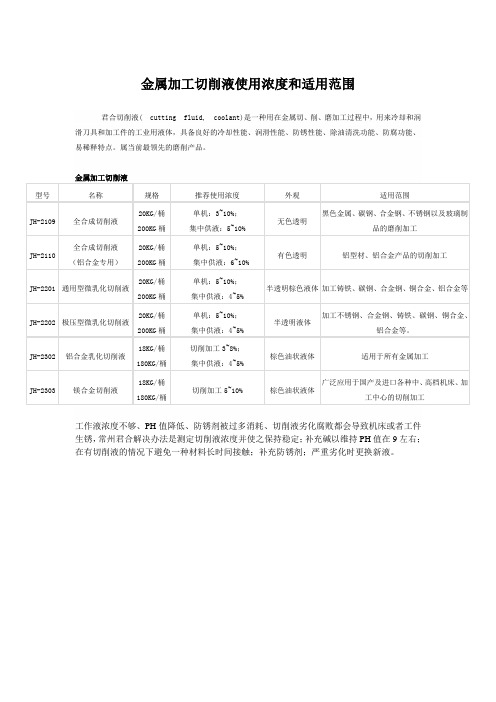
金属加工切削液使用浓度和适用范围君合切削液( cutting fluid, coolant)是一种用在金属切、削、磨加工过程中,用来冷却和润滑刀具和加工件的工业用液体,具备良好的冷却性能、润滑性能、防锈性能、除油清洗功能、防腐功能、易稀释特点。
属当前最领先的磨削产品。
金属加工切削液型号名称规格推荐使用浓度外观适用范围JH-2109 全合成切削液20KG/桶200KG桶单机:3~10%;集中供液:5~10%无色透明黑色金属、碳钢、合金钢、不锈钢以及玻璃制品的磨削加工JH-2110全合成切削液(铝合金专用)20KG/桶200KG桶单机:5~10%;集中供液:6~10%有色透明铝型材、铝合金产品的切削加工JH-2201 通用型微乳化切削液20KG/桶200KG桶单机:5~10%;集中供液:4~5%半透明棕色液体加工铸铁、碳钢、合金钢、铜合金、铝合金等JH-2202 极压型微乳化切削液20KG/桶200KG桶单机:5~10%;集中供液:4~5%半透明液体加工不锈钢、合金钢、铸铁、碳钢、铜合金、铝合金等。
JH-2302 铝合金乳化切削液18KG/桶180KG/桶切削加工3~8%;集中供液:4~5%棕色油状液体适用于所有金属加工JH-2303 镁合金切削液18KG/桶180KG/桶切削加工5~10% 棕色油状液体广泛应用于国产及进口各种中、高档机床、加工中心的切削加工工作液浓度不够、PH值降低、防锈剂被过多消耗、切削液劣化腐败都会导致机床或者工件生锈,常州君合解决办法是测定切削液浓度并使之保持稳定;补充碱以维持PH值在9左右;在有切削液的情况下避免一种材料长时间接触;补充防锈剂;严重劣化时更换新液。
巴索切削液2000

Art. No 870-66 Blasocut 2000 Universal
说明水溶性、矿物油基通用型切削液。
使用范围通用型切削液。
适合铸铁、钢、铝合金等的加工。
优点
通用性适合各种材料的各种加工
方式配方合理,不含杀菌剂良好的人体及皮肤适应性
优秀的稳定性油槽寿命长、经济性能好
高性能切削刀具寿命长
进给量大、速度高
原液乳化液
物理-化学指标
颜色绿色乳状,绿色
矿物油含量57%
水含量3%
氯含量3%
密度/20°C 0.97g/cm3
粘度/40°C 46mm2/s
闪点>130°C
pH值 8.5-9.2
浓度计折光系数 1.0
注意本产品不含:
硫、锌、磷、硼化物、亚硝酸盐、亚硝酸盐释放型物质、甲醛及甲醛释放型物质、重金属、胺、仲胺、亚硝胺、PCP、PCB、PCT、
TCDD以及其他含二恶英的高度有毒污染物。
浓度使用范围 5%-25%
—普通切削 5%—8%
—重型加工 7%以上
包装规格 25/200L
上述数据为标准值。
数控加工中心对切削液的要求和使用

随着加工工业水平的提高,机床及加工中心的大量普及,用于加工中心进行冷却润滑的金属加工液普遍存在润滑性差,不适应多金属加工及多种加工工艺的要求,无法满足现代机加工工业的发展趋势,多用途、多金属加工的半合成水基切削液的发展势在必行。
数控加工中心对切削液的要求:1、由于加工中包括键孔、钻孔、攻丝等重负荷加工,因此对切削液的抗摩擦要求更高;2、由于加工负荷较高,因此切削液对刀具、模具材料的抗磨损要求更高;3、由于转速提高,金属加工过程中的塑性变形和剧烈摩擦会产生更大的热量,加工点温度可能达到1100摄氏度甚至更高,产生热量大大增加,因此对切削液的冷却作用提出了更高的要求;4、切削液有良好的清洗性,由于切削过程中会产生大量的切屑,如不及时清洗,这些切屑可能会粘结在工件或刀具上,形成积屑瘤,破坏工件或刀具形状,切削液利用其良好的流动性,将切屑从工件表面带走,从而保护保护工件和刀具;5、切削液可提高工件的表面质量,切削液应改善金属工件表面质量和公差,并提高工件表面光洁度;6、由于加工对象包括为铜、锅等有色金属,因此对切削液的抗腐烛性有比较荀刻的要求。
7、由于加工对象含有球墨铸铁等防锈性比较差的黑色金属,这些材料的防锈需要通过切削液来实现,因此要求切削液具有优异的防锈联诺化工从配方研究着手,通过精选各种添加剂并精心组合得到了乳化稳定,抗腐蚀性能优异的半合成水基切削液基础配方。
在此基础配方上引入了高分子聚合物、烧基硼酸酯、杀菌剂、乳化桂油,使切削液在防锈性能、极压性能、抗菌性能和消泡性能上有了显著提高,在实践应用中表现出了理想的效果。
SCC760ACNC切削液SCC760A是一种高档、通用性极强的全合成水基切削液,用水稀释后形成清澈、透明的荧光绿色溶液。
精选的添加剂及独特的配方确保了其极佳的加工性能,特别适用于加工中心(CNC)使用。
SCC760A有极好的生物稳定性和防锈性能,对导轨油泄露导致的污染有很好的抵抗性。
切削液基础知识

半合成切削液 全合成切削液
乳化液
乳化液是仅以矿物油
作为基础油的水溶性 切削液
半合成切削液
半合成切削液是一种不 含亚硝酸盐的通用环保 型切削液。能够显著提
高加工表面的光洁度,
并能对零件提供良好的 防锈保护。
全合成切削液
全合成切削液是
由全合成环保材
料配入多种进口
添加剂调配而成。
二 作用
GB/T12579 GB/T5096
GB/T5096
GB/T5096
亚硝酸钠含量 禁止 禁止 需第三方检测 储存稳定性(母液)常温静止状态不低于 200h无浑浊,无分层。 抗硬水测试;人工调制≥250PPM,硬水配制 100ml 5%溶液静置≥168h不能超过1级。 (微量油皂层析出)
区别
油基
和
水基
国家规定的工业污水排放标准等。
检测项目
项目 指标要求 实测 外观(母液) (不低于240h色 清澈透明液体 清澈透明液体 度为1级) 不低于7.0 PH值(母液) 8.7 不高于9.0 不小于0.85 密度(母液) 0.96 不大于1.0 ≥30 浓度(母液) 32 氯含量 不大于0.01% 无 实验方法 目测
高速钢
使用高速钢刀具进行低速 和中速切削时,建议采用 油基切削液或乳化液。在 高速切削时,由于发热量 大,以采用水基切削液为 宜。若使用油基切削液会 产生较多油雾,污染环境, 而且容易造成工件Hale Waihona Puke 伤, 加工质量下降,刀具磨损 增大。
硬质合金
在选用切削液时,一般油基切削液 的热传导性差,刀具产生骤冷的危 险性要比水基切削液小,所以一般 选用含有抗磨添加剂的油基切削液 为宜。使用冷却液进行切削时,注 意均匀地冷却刀具,开始切削之前, 预先用切削液冷却刀具。高速切削, 要用大流量切削液喷淋切削区,以 免造成刀具受热不均匀而产生崩刃, 亦可减少由于温度过高产生蒸发而 形成的油烟污染。
国内加工液品牌
Rocol罗哥,英国品牌,产品设计维修保养与金属加工。
金属加工主要有下列产品Ultracut 260,乳化液,主要用于难加工材料切削Ultracut 370,半合成的切削与磨削液,无极压成分Ultragrind 460,全合成的磨削液RTD,油性产品,主要用于铰孔、攻丝和钻孔,模具行业见到最多,多以小包装400克出现Oel-Head欧海,以磨削油见长,主要产品Sintogrind HM,粘度6.3-40摄氏度时,闪点大于165度Sintogrind TTS,粘度5.6-40摄氏度时,闪点同上Sintogrind TTK,粘度5.3-40摄氏度时,闪点同上Sintogrind S1,粘度5.7-40摄氏度时,闪点同上Sintogrind 353,粘度8.4-40摄氏度时,闪点大于170度,有莱斯豪尔Reishauser机床推荐Stuart斯图尔特,似乎更多见的是油性产品,主要产品有dascosol系列乳化液,主要型号100、300、2106dasco2357,又分成2357,2357A,2357IT,含有极压添加剂dascoclear系列全合成产品,主要由519DF和521DF,可以适应水硬度700ppm场合dascolene系列切削与磨削油,典型有1、2、3、4系列,末尾2个数字即为粘度,例如105、210、306、346等。
此外,下述产品无此规律,2153-粘度28,闪点193,无氯;2134A-粘度15,闪点190,含硫与酯;598DBR-粘度15,闪点170,含硫excene系列切削与磨削油,有40、253、316Cu,粘度分别为37、51、15,闪点为176、160、182 dascolene 系列绗磨油,881/885/309/404CO,粘度分别为4、4、7、5QUAKER奎克市场比较多见的是水溶性产品,主要型号有QUAKERC00L7500,含酯,适应重负荷加工QUAKER370KLG,含酯,适应重负荷加工QUAKER 2769DL,全合成磨削液QUAKER 3755BIO,半合成,生物稳定型产品QUAKER 622BIO,半合成的生物稳定型产品,含极压添加剂QUAKER 5000MOD,半合成磨削液此外还有油性产品COUPEX 002,闪点105度,粘度2.2-2.5,磨削为主,可用于钢球磨削COUPEX 004,闪点120,粘度4,绗磨油COUPEX 010SUPER,闪点170,粘度15COUPEX 022SUPER,闪点185,粘度22Motorex另一家瑞士的金属加工油制造商,产品分布车用油最大头水性产品swisscool 7700 :半合成产品,含油量45%,折光系数1.06swisscool 7733 :半合成产品,含油量35%,折光系数1.1swisscool frisco 7300 :全合成磨削液,折光系数 1.9swisscool 7205 :全合成磨削液,折光系数 1.6油性产品swisscool frisco 71 :磨削油,粘度7,闪点140swisscool frisco 71 plus :磨削油,粘度5-7,闪点140swisscut ortho NF-X :切削油,粘度10、15、22,闪点165、180、200swisscut 800:切削油,粘度22,闪点200swiss ortho SX:切削油,粘度8、10、15、22、32,闪点140、165、175、200、220Petrofer只列出比较常见的Emulcut S50半合成切削液,应用面按照介绍很广isocut T400最常见的切削油,有TBT推荐,粘度18,闪点152实际上该公司还有别的许多产品,但了解不多SHELL壳牌该公司的金属加工产品油比较多见,但液较少Adrana D208,半合成产品,含油量22%,折光系数1.55,使用浓度2.5-10%Adrana D2215.04半合成产品,含油量32%,折光系数1.2,使用浓度3-7%,主要用于钢件的加工Dromus BL乳化液,含油量80%,折光系数0.9,使用浓度3-10%Garia 601 M-12/22切削油,粘度12/22,开口闪点165/190度,含活性硫Macron 2425 S14切削油,粘度13.5,开口闪点170度,不含活性硫,有多家机床商推荐,例如Niles/KappMaster马斯特该公司产品水溶性较多,主要有乳化液TRIMSOLTRIM E210TRIM E9010TRIM E206TRIM E805TRIM E905,适合用于高难度材料加工,折光系数1VHP E210半合成SC410,三乙醇胺含量5-15%,不含氯,折光系数2.9SC9030,折光系数1.2,不含氯以及硫化物全合成C270,折光系数3.3C320,折光系数2.15切削油OM100 ,主要用于铸铁、钢件、铝等加工,粘度20,不含活性硫和氯OM350,粘度26,闪点183,适用于剃齿等加工MOBIL美孚切削液常见有MOBILCUT102,通用型产品MOBILCUT232,半合成产品MOBILCUT321,全合成产品,含硼,美孚切削液质量相对较好一种切削油MOBILMET400 系列,适合中等负荷加工,型号有8种,常见为411、414、424、426,粘度为6、24、22、35,闪点为120、204、176、210 度MOBILMET730 系列,针对重负荷加工,型号有734、735、737,粘度依次为24、31、46, 闪点对应为204、204、206度MOBILMET760 系列,型号有762、763 和766,粘度为10、18、36,闪点为160、180、205,针对深孔钻、铰孔等加工,FUCHS福斯,德国品牌ECOCOOL 4807,无氯的半合成切削液,使用浓度3-10%EOCOOL 68 CF2,这个做为福斯加工黑色金属的王牌产品,有一个系列;还有68 CF2 J与68 CF2 XECOCOOL ALU-CF 2,主要用于铝合金加工JIDAC-22,乳化液ECOCUT 3000LE 系列,LE 表示低挥发,主要有3005 LE ,3010LE,3016 LE, 3022 LE, 3032 LE, 3046LE;粘度依次为5、10、16、22、32、46,对应闪点130、160、180、190、200、210 度,属于不含氯的多用途切削油ECOCUT HFN LE 系列,主要有5LE , 10LE,16 LE, 22LE, 32LE ;数字即为粘度,闪点对应为130、160、170、180、210 度ECOCUT 600 LE系列,主要有610、615、628,数字即为粘度,闪点则为160、180、200 度,用于齿轮加工ECOCUT 700 LE系列,极压性好于600 LE系列,主要有715、732,数字即为粘度,闪点对应为180、200度RATAK MSN 121 系列,主要有120、121、121A、121C,粘度为10、21、32、32,闪点对应为140、180、190、190度;用于黑色金属加工,不适合有色金属加工RATAK MSN 320系列,有321与322,粘度分别为22、46,闪点都为190度,用于齿轮加工斯图尔特产品补充:半合成系列Dascool 2010US 推荐用于铸铁加工,实际应用表现很好,缺点是如果维护不好,容易起泡Dascool 3090 通用型具有非常好的生物稳定性(确实-经过验证了)Dascool 6065A 重负荷加工生物稳定性也算和市场同类同档次产品差不多推荐用于钢管螺纹及其它重负荷加工Dascool 2357EP通用型偏于重负荷生物稳定性较好曾经试验表明其刀具磨损与巴索2000比较,非常接近。
数控机床用切削液
数控机床用切削液
13年切削液生产研发经验,专业解决金属切削难题
数控机床用切削液,具有高润滑及清洗性能,废宵沉淀快,内含特性防氧成份,可有效杜绝铜铝合金工件在加工后出现白斑或发黑等氧化变色现象。
适用于各种铝合金、铜合金、不锈钢等金属材料的切削,冲压,钻孔加工等。
【美科切削液全国招商火热进行中,诚邀您的加盟!】
一、数控机床用切削液参数:
二、数控机床用切削液相关推荐:
三、数控机床用切削液知识分享:
如何正确解决润滑油乳化问题
润滑油不断接触或者长期处在水分过多的环境下,很容易发生乳化问题。
油品乳化与否及乳化程度主要由油的组成成分及水的纯度、所含成分的性质决定,也与油-水体系的温度及振动情况有关。
润滑油乳化问题应该怎样解决呢?
一、要控制混入油中的水量及水质要求,在工业齿轮油使用过程中,要绝对避免轧制液混入油中,因为轧制液本身是乳化液,可以认为是油品乳化的促进剂。
大型齿轮装置集中润滑系统采用延长在用油的沉降时间、对循环用油过滤、离心分离等也是防止油品乳化的有效手段。
二、添加高质量的工业齿轮油,工业齿轮油对提高成品油抗乳化性能有很好的作用,但工业齿轮油中含有各种功能的添加剂(表面活性剂),不可避免会影响油对水的分离能力。
因而油品研制和生产人员在油中添加一定比例、具有特殊性状的破乳剂抑制这种影响,以保证油品具有良好的抗乳化性。
四、美科切削液格言分享:
许多从事人力资源工作的职场人士都表示.这两年招聘的新人多数更在意自我感受,对工作环境工作内容是否符合个人要求十分看重,而升迁与否以及薪金待遇则在他们心中位列其次。
磨床切削液

磨床切削液
磨床切削液,外观清澈透明,冷却性能好,抗硬水性能佳,使用寿命长。
适用于不锈钢、铜铝合金、合金钢等有色金属和黑色金属材料的平面磨、无心磨、外圆磨等金属磨削加工,能有效提高金属工件表面的光洁度。
一、磨床切削液参数:
二、磨床切削液相关推荐:
三、磨床切削液知识分享:
不锈钢切削液兑水的方法有哪些?
1、可以使用工业的自来水直接调配,先将自来水加入清洁的液箱或水桶中;
2、将准备好的切削液原液慢慢倒入水中,一边搅拌一边加入浓缩液至浓度,并循环使用;
3、一定要把切削液原液加入水中,而不能把水加入切削液原液中;
4、使用后请随时将桶盖锁紧。
不可添加任何东西于切削原液中。
切削液的选择和使用维护

4000üs以 下 105以下 105以下 每月一次 每月一次
每两周一次 导电度增加会有油水分离情况 每月一次 每月一次 细菌增长容易造成切削液腐败酸 化 大气中都含有微菌,一旦滋生容 易造成管路堵塞
气味
正常切削液气 味
有氧菌:无味 或污水味,厌 氧菌:臭鸡蛋 味,真菌:发 霉气味或稻草 味
4.客户加工方法(如车削、铣削、钻削、 攻螺纹等)
不同的加工方式对切削液的要求不一样。 即使是同一种加工方法,但是加工的精度 可能会是不一样,所以在反馈加工方式时 要反馈具体的加工方式。如车削就分为粗 车,半精车,精车。
下面为加工方式的一些简单分类
车削
冼削 镗削
车削分为 粗车,半精车,精车,精细车
4)加工结束后机床的防护处理 加工结束后应用切削液软管冲洗掉机床表 面的切屑和磨粒,打开机床防护门,散去 机床加工区的潮湿空气,以防止机床加工 区内金属表面生锈。 5)定期彻底清洗机床冷却系统,更换切削液。 6)节假日等长时停机处理:每天定期循环系 统,鼓入空气,防止厌氧菌生长。如有腐 败征兆,及时加入杀菌剂杀菌。
切削液的选择和 使用维护
一、切削液大体方向上的选择
1.选择依据: 切削液的品种繁多,性能差异很大,使用 中应根据切削液的性能、加工材质、加工 工艺和刀具材料等因数进行恰当的选择, 如果选者不当,冷却不充分,刀具就会很 快变钝,工件表面质量也会变差,甚至会 产生严重后果。
总体上切削液的选择依据有以下几点:
1.乳化液的配置: 乳化液的维护保养比油基切削液复杂得多。 当配制乳化液时,要先将水加满水箱,然 后边搅拌边加入乳化油。要避免将水加入 油中或用少量的水稀释乳化油,否则会得 到油包水型乳化液,这类乳化液的粘度大, 不适合一般的切削使用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
通用型切削液
【基本参数】:
产品型号:
【产品名称】:通用型切削液
【原液外观】:淡黄色透明液体
【5%稀释液外观】:微乳不透
【加工材质】:ADC压铸铝
【折光系数】:1
【5%稀释液PH值】:8.9
【铜腐55℃】:1B
【铝片55℃】:1A
【单片防锈时间(h)】:24
【性能概述】:通用型切削液是一种经济型高品质半合成液,本产品设计用于各种不同金属的切削和磨削加工,即使在非常苛刻的加工条件下,也不需特别的维护。
本产品具有很好的润滑性并极具减摩特性,特别适用于重载加工。
优异的稳定性和卓越的加工表现使其成为现代高质量加工行业的产品。
【产品介绍】:
通用型切削液为高润滑,生物性能稳定的水溶性通用型切削液。
具有良好的冷却、润滑、和防锈的功能,安全无毒等。
使用通用型切削液可获得理想的压铸铝与铸铁等加工效果,提高加工面光洁度和加工效率,并能延长刀具的使用寿命。
【产品特性】:
1、使用周期长---稳定的配方提供较长的使用寿命,单机使用超过一年。
2、适用范围广---即可用于切削,也可用于磨削;适用于铝及其合金、钢材、不锈钢、铸铁等。
3、润滑性能卓越--- 较好的保持润滑和冷却的平衡,延长刀具的使用寿命,提供了优异的表面光洁度。
4、清洗性能--- 微小的乳液颗粒降低了加工过程中冷却液的带走量,超强的渗透性可使切削液容易进入切削部位,并及时带走碎屑。
切削液残留物很容易用水、工作液或水性清洗剂去除。
并且良好的清洗性能保持
机床的清洁性。
5、生物稳定性---可有效对抗细菌、真菌,最大限度减少废液排放。
本产品可长期有效的使用,不需要添加其它高成本添加剂。
【应用场景】:
1、通用型切削液广泛应用于铝合金(ADC1
2、6 系、7 系等)、不锈钢、模具钢、铸铁、碳钢、合金钢等多种材质的加工。
2、可用于车、铣、钻、铰、磨、镗、攻牙等多种加工工艺。
3、广泛应用于加工中心、数控机床等加工设备。
4、适用于水硬度500ppm 以下的水质条件。
【使用方法】:
建议加工浓度
轻载加工、磨削5%
中载加工5%--7%
重载加工7---10%
调配说明
1、尽量使用低矿物质的水与本产品混合,这将有助延长工作液寿命,减少浓缩液使用量,并能减少带走量。
2、用水调配切削液时,注意总是将浓缩液注入水中可使其发挥良好作用,注意切勿反向。
3、用预调好的冷却液作为日常添加,将会改善冷却液工作效果,减少浓缩液的用量。
日常补充浓度应根据水蒸发量及日常消耗量来确定。
【储运包装】:
包装:采用小桶铁桶20L装和大桶铁桶200L包装;
1.应在室内存放,如果露天存放,要将桶横放,以避免水的入侵及桶上标志的淹没。
2.本品禁忌混入异物污染,否则易导致油品变质、失效。
3.本品颜色会随着放置时间的增加而变深属于正常现象,不影响使用。
不要与其他油品混用。