硅胶产品QC工程图
硅胶QC工程图
80pcs以上/1-2h
目视检验样品比对
生产报表 流程标签
31
冲
床
外观 外观
自主检查
品质部
目视检验样品比对 目视检验样品比对
生产报表 首件/批量/出货抽检及 报废记录表
品质部主管
制程规范
32
冲床制程 首件检验
首件确认
品质部
品质部主管
FM-Q58-A 产品检验规范
IPQC巡检表
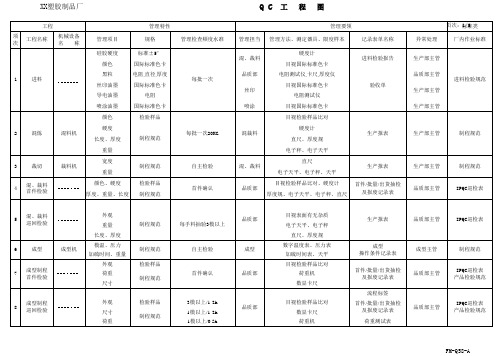
XX塑胶制品厂
工程 项 次 32 工程名称 冲床制程 首件检验 冲床制程 巡回检验 冲床制程 批量抽检 机械设备 名 称 管理项目 尺寸 管理特性 规格 制程规范 检验样品 制程规范 检验样品 制程规范 管理检查频度水准 首件确认
工程 项 次 9 工程名称 成型制程 全检检验 机械设备 名 称 管理项目 外观 管理特性 规格 检验样品 制程规范 检验样品 制程规范 制程规范 工作指导书 检验样品 首件确认 附着性、耐磨性 外观 立式烤箱 温度、时间 制程规范 检验样品 制程规范 每个型号1次以上 自主检验 品质部 喷涂 品质部 AQL=0,0.4,0.65 管理检查频度水准 100%目视检验
生产部主管 生产部主管 品质部主管
制程规范 制程规范 IPQC巡检表 产品检验规范 IPQC巡检表 产品检验规范 制程规范
14 15
IPQC巡检表 保养表 流程标签
品质部主管 生产部主管
16
喷涂制程 巡回检验 (烘烤后)
外观 耐磨
检验样品 制程规范 检验样品 制程规范
每个型号1次以上 每3盘抽验1盘 2pcs/批
目视检验样品比对 摩擦测试机 首件/批量/出货抽检 及报废记录表 品质部主管
批量抽检规范 产品检验规范
橡胶产品QC工程图

管理部门编制
审核批准
检测工具检测方式检验标准检测频次检验部门
担当
品名、数量
电子称目视称重订购单
性能
筛网流量计
试验
品名、数量
目视
尺寸
卷尺
测量
材质、耐压强度
手折翻转
表面印刷内容样板对比
帐卡物相符
电子称目视称重100%每月
仓库管理办法原物料管理办法
2
检验合格入库
品保课
工序号
1
仓管员
原料验收
包装物验收
P-Z41-A
A OF52011年10月10日
MIL-STD-105E
品保课
IQC
品质异常处理单裁决
异常处置方式来料检验流程不合格品控制程序
流程图工序名称检验项目
实施方法
文件编号版本页码生效日期
防虫、防鼠、防霉、防湿记记录表单
橡胶产品QC工程图
指导文件进料试验报表进料检验报表进料统计表
品质异常处理单入库单
每批
行政管理部
报废单。
塑胶件QC工程图
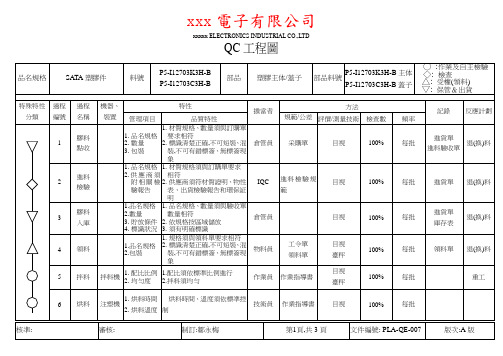
2.外觀:依標準控制在範圍內
3.尺寸:須在公差範圍內
4.功能:與端子及其它配件之匹配性,測試塑插力、塑拉力等
IPQC
檢驗標準書
產品圖面
目視/卡尺/
投影儀/
推拉力計
1模穴
每批
首件檢驗表
調機
修模
9
射出制程檢驗
注塑機
模具
外觀
尺寸
外觀:依標準控制
尺寸:須在公差范圍之內
○:作業及自主檢驗
◇:檢查
△:受權(領料)
▽:保管&出貨
特殊特性分類
過程
編號
過程
名稱
機器、
裝置
特性
擔當者
方法
記錄
反應計劃
管理項目
品質特性
規範/公差
評價/測量技術
檢查數
頻率
10
入庫前檢驗
1.外觀
2.尺寸
3.包裝
1.外觀不可缺膠,縮水,混料等
2.尺寸在公差要求內
3.包裝不可混料,少數,標簽標示正確,與內容物一致
功能:滿足規定要求
技術員作業員
IPQC
作業指導書
檢驗標準書
目視/卡尺/投影儀/推拉力計
100%
2模穴
每批
1次/2HR
自主檢驗表
巡迴檢驗表
調機
修模
重工
品名規格
SATA塑膠件
料號
P5-I12703K3H-B
P5-I12703C3H-B
部品
塑膠主体/蓋子
部品料號
P5-I12703K3H-B主体
P5-I12703C3H-B蓋子
1.規格須與領料單要求相符
硅胶产品QC工程图
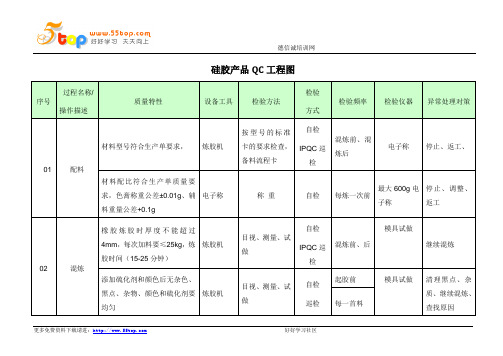
德信诚培训网硅胶产品QC工程图序号过程名称/操作描述质量特性设备工具检验方法检验方式检验频率检验仪器异常处理对策01 配料材料型号符合生产单要求,炼胶机按型号的标准卡的要求检查,备料流程卡自检IPQC巡检混炼前、混炼后电子称停止、返工、材料配比符合生产单质量要求,色膏称重公差±0.01g、辅料重量公差+0.1g电子称称重自检每炼一次前最大600g电子称停止、调整、返工02 混炼橡胶炼胶时厚度不能超过4mm,每次加料要≤25kg,炼胶时间(15-25分钟)炼胶机目视、测量、试做自检IPQC巡检混炼前、后模具试做继续混炼添加硫化剂和颜色后无杂色、黑点、杂物、颜色和硫化剂要均匀炼胶机目视、测量、试做自检巡检起胶前模具试做清理黑点、杂质、继续混炼、查找原因每一首料序号过程名称/操作描述质量特性设备工具检验方法检验方式检验频率检验仪器异常处理对策03 起胶工作台干净、隔离胶纸不能有黑点、杂质、胶的厚度要均匀剪刀目视、量测、自检每起一张前测厚规清理工作台、使用新胶纸,调平衡混筒间隙。
抽检60%04 装模、调模模具平行、正中、锁模压力要达到100-200kg、模具要干净、生产出产品不能有任何油污。
油压机目视、锁模测试自检调模后目视重做、报告巡检生产前05 调机产品成形产品完整、无杂色、不超重、无披风、光滑、无油污油压机目视、测量自检巡检全检(每一模)目视重新调整机台06 首件检查确认产品外观完整、产品尺寸要达要求、颜色不能偏差、无油污杂油压机目视、测量试装全检首件全检二次元(样品)重新调整机械参数07 半成品生产产品外观、尺寸要符合首件确认板油压机核对生产单质量要求、目视自检2H/次样品、机壳隔离、调机、返工序号过程名称/操作描述质量特性设备工具检验方法检验方式检验频率检验仪器异常处理对策、测量、试装巡检08 毛边处理产品圆滑、无缺口、无撕破等不良现象剪刀、钳子目视自检、巡检1H/次目视返工10 二次硫化温度≤200摄氏度硫化时间≤2H产品无异味、不变色二次硫化机目视自检每批抽检50%模温表、隔离、返工、作废、报告11 产品总检产品外观完整、不能有黑点、油污、批风、、产品尺寸、重量要达要求、颜色不能偏差、无异味。
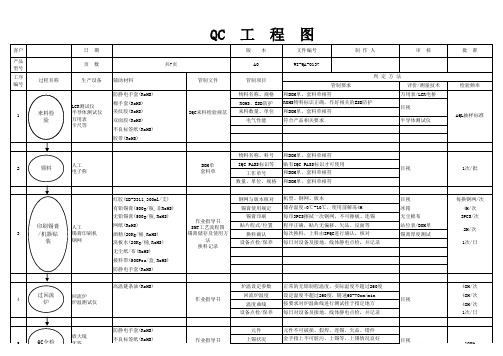
QC工程图范本

/
印刷效果
染色
耐温性
纸塑结合力
塑面
定量
宽幅
Ruboff
离型纸
厚度 Coverage
常规离型力
老化离型力
QW-TE-02
±7
厚度仪
QW-TE-02
工艺单
QW-TE-02
≤3g/m2
QW-TE-01
对比样
QW-TE-02 QW-TE-01
电子天平 电子天平
目视 红色染料
首件
①通知生产调
整 ②通知QA主
《首件检验报 管 ③下一卷继
QW-TE-01
红色染料
AR1000拉力 仪
AR1000拉力 仪
每班2~3卷
/
通知QA主管请
成品检验 /
印刷效果
QW-TE-01
对比样
目视
定量 /
厚度
纸塑结合力
QW-TE-02
±5g/m2
电子天平
QW-TE-02
±7
厚度仪
QW-TE-02 QW-TE-01 拉力测试仪
通知QA主管请
《成品检验报 示上级 QP-TE-
±5/全幅偏差≤ 10g/m2
±7/全幅偏差≤ 14μm
电子天平 厚度仪
QW-TE-02 6±2/4±2 水分测试仪
通知QA主管
每10卷抽1卷
《进料检验报 表》
/
QW-TE-02
0
金属尺
暂无
拉伸强度
QW-TE-02
厂商COA
抗张测试仪
无
撕裂度
QW-TE-02
厂商COA 撕裂度测试仪
主剂
涂硅面 外观
QW-TE-02
QC 工程图(模版)
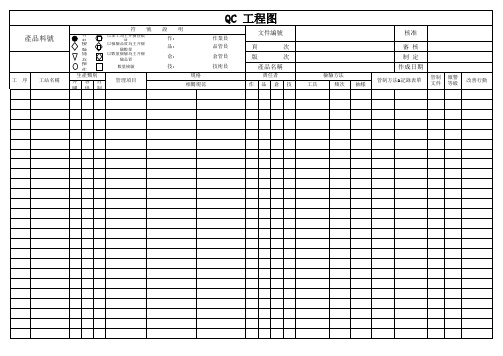
工 序 工站名稱
材 料檢 驗儲 存操 作 生產類別 外客自 購供制
符號
以加工為主并檢查數 量
以檢驗品質為主并檢 驗數量
以數量檢驗為主并檢 驗品質
數量檢驗
管理項目
QC 工程图
說明 作: 品:
作業員 品管員
文件編號
頁
次
倉:
倉管員
版
次
技:
技術員
規格
相關規范
產品名稱
責任者 作品倉技
核准ห้องสมุดไป่ตู้
審核
制定
作成日期
檢驗方法
工具
頻次
抽樣
管制方法&記錄表單
管制 報警 文件 等級
改善行動
工 序 工站名稱
生產類別 外客自
購供制
管理項目
規格 相關規范
責任者 作品倉技
檢驗方法
工具
頻次
抽樣
管制方法&記錄表單
管制 報警 文件 等級
改善行動
CTQ
備 注:報警等級 1-通知主管﹐ 2-通知IPQC﹐工程師﹐生
產經理﹐3-通知總經理或總監
文
件
修
訂
履
歷
版本 1.0
修訂內容 新版發行
修訂者
日期
产品QC工程图

文件编号: HD-QC-R-024流程图编号流程控制要求检查方法责任人主要仪器设备工具物料监督人相关文件/记录1来料检验外观尺寸及表面质量/性能指标抽检IQC 卡尺/产品图纸产品素材IQC组长进料检验规范/来料检验报告2生产清洗抽检QC 灯台/10倍镜产品素材QC组长作业指导书(SOP)/制品/成品检验作业规范/个人检验报表3PVD 全检QC灯台/放大镜/色度仪半成品QC 组长作业指导书(SOP)制品/成检验作业规范/个人检验报表4镀膜耐磨测试仪器测试实验员CAR纸带机纸带半成品QC组长物理实验作业规范/纸带耐磨记录5镀膜附着力测试仪器测试实验员介刀片/3m610号胶纸半成品QC组长物理实验作业规范/百格记录6镀膜硬镀测试仪器测试实验员铅笔刮痕仪铅笔半成品QC组长物理实验作业规范/铅笔刮痕记录7镀膜耐腐蚀测试仪器测试实验员盐雾机食用盐半成品QC组长物理实验作业规范/盐雾测试报告8镀膜色度仪器测试操作人色度仪半成品QC组长作业指导书(SOP)/巡检记录表9镀膜耐水/高温测试仪器测试实验员水煮机半成品QC组长作业指导书(SOP)/水煮记录表10喷油全检QC 产品图纸/问题标准片/清洁布成品QC组长制品/成检验作业规范/个人检验报表11产品外观全检QC 成品QC组长装配检验作业指导书/外观检验表格12产品外观抽检OQC 成品QC 组长制品/成检验作业规范/出货检验报告13标签、序列号、装箱附件、包装质量自检操作人出货标签成品、附件及标签、纸箱 QC 组长制品/成检验作业规范/个人检验报表14产品外观抽检OQC 成品、附件及标签、纸箱品管组长制品/成检验作业规范/个人检验报表14成品入库产品外观、数量自检操作人成品品管组长图例说明:检查工序储存工序基本工序产品质量QC流程图生产工序注:喷油物理测试参照PVD物理测试批准: 审核: 编制:吴彩飞深圳市昊珊科技有限公司深圳市得邦真空科技有限公司不合格不合格不合格合格退货合格合格合格合格合格合格合格合格不合格不合格返工不合格返工不合格不合格不合格返工返工。
QC工程图
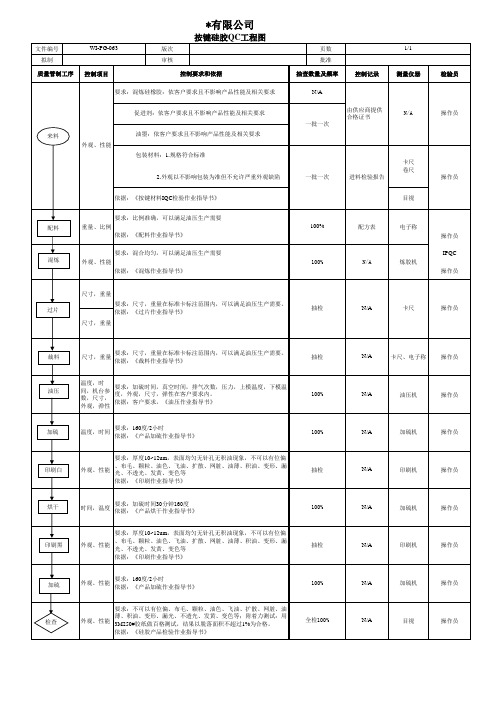
卡尺、电子称
操作员
油压
温度,时 要求:加硫时间,真空时间,排气次数,压力,上模温度,下模温 间,机台参 度,外观,尺寸,弹性在客户要求内。 数,尺寸, 依据:客户要求,《油压作业指导书》 外观,弹性
100%
N/A
油压机
操作员
加硫
温度,时间
要求:160度/2小时 依据:《产品加硫作业指导书》
100%
N/A
100%
N/A
加硫机
操作员
印刷黑
要求:厚度10~12um,表面均匀无针孔无积油现象,不可以有位偏 、布毛、颗粒、油色、飞油、扩散、网脏、油薄、积油、变形、漏 外观、性能 光、不透光、发黄、变色等 依据:《印刷作业指导书》
抽检
N/A
印刷机
操作员
外观、性能 加硫
要求:160度/2小时 依据:《产品加硫作业指导书》
由供应商提供 合格证书
N/A
操作员
卡尺 卷尺 2.外观以不影响包装为准但不允许严重外观缺陷 一批一次 进料检验报告 操作员
依据:《按键材料IQC检验作业指导书》
目视
要求:比例准确,可以满足油压生产需要 重量、比例 配料 依据:《配料作业指导书》 100% 配方表 电子称 操作员 IPQC 100% 依据:《混炼作业指导书》 N/A 炼胶机 操作员
*有限公司
按键硅胶QC工程图 工程图 按键硅胶
文件编号 拟制 质量管制工序 控制项目 WI-PG-063 版次 审核 控制要求和依据 页数 批准 抽查数量及频率 N/A 控制记录 测量仪器 检验员 1/1
要求:混炼硅橡胶:依客户要求且不影响产品性能及相关要求
促进剂:依客户要求且不影响产品性能及相关要求 一批一次 油墨:依客户要求且不影响产品性能及相关要求 来料 外观、性能 包装材料:1.规格符合标准
塑胶制品QC品质控制工程图

1巡检
2巡检
3首件
1巡检记录报告
2巡检记录报告
3首件检验记录表
生产主管
返工,报废
生产主管
12装配
装配作业标准书
作业员
1脱胶/溢胶
2压伤/擦伤
3间隙பைடு நூலகம்偏位
4手感/卡键
5首件
1无脱胶/无溢胶
2无压伤/无擦伤
3无间隙/无偏位
4有手感/无卡键
5管制项目1-4项
1巡检
2巡检
3巡检
4每批抽检
5首件
印刷主管
返工,报废
印刷主管
7镭雕
镭雕作业标准书
镭雕机
作业员
1字符位置/粗细
2字稿
3效果
4首件
1依样品
2依样品
3清晰,无重影,无烧伤,无未雕透。
4管制项目1-3项
1巡检
2巡检
3巡检
4首件
1巡检记录报告
2巡检记录报告
3巡检记录报告
4首件检验记录表
品检员
返工,报废
品检主管
8电镀
真空镀膜作业标准书
自动真空镀膜设备
6首件检验记录表
电镀主管
返工,报废
电镀主管
9喷UV
喷UV作业标准书
喷UV设备
作业员
1亮度
2漏喷/外观
3附着力/寿命测试
4首件
1依样品
2喷UV作业标准书
3测试标准
4管制项目1-3项
1巡检
2巡检
3抽检
4首件
1巡检记录报告
2巡检记录报告
3测试检验报告
4首件检验记录表
生产主管
返工,报废
QC工程图(模板)

系统名称: 制程控制标准程序主题:铝壳电芯通用工程图-制片文件编号:版面共3页版本 A0说明:检验工序 工序物 料流 程 图控 制 点首件 控制 抽检频率 检验方法/工 具记录形式 责任部门异常处理方式 过程特性 产品特性 控制标准 抽样数量 生产 品质转料检验产品标识与生产计划相符 全检 目视 产品转交单√ √ 反馈QE 、PE正极片 辊压 ★千分尺 使用前归零使用前 目视√ √反馈计量 车间湿度晴天:25-40RH% 雨天:25-50RH%1次/h湿度计《温湿度记录表》√反馈技术部 对辊速度辊压机:30HZ√1次/h查看显示值 《首件产品确认表》《制片IPQC 巡检记录 表》√生产调机压片厚度参照工艺标准 √ 5pcs/20min千分尺 《首件产品确认表》 《极片辊压厚度记录 表》√ √ 反馈上级/PE 处理负极片 辊压 ★千分尺 使用前归零 使用前 目视√ √反馈计量 车间湿度 晴天:25-40RH% 雨天:25-50RH%1次/h湿度计《温湿度记录表》√反馈技术部 对辊速度30Hz/s√1次/h 查看显示值 《首件产品确认表》《制片IPQC 巡检记录 表》√ 生产调机压片厚度参照工艺标准√ 5pcs/20min 千分尺 《首件产品确认表》《极片辊压厚度记录 表》√ √反馈上级/PE 处理正极 裁大片极片毛刺 裁切铝箔,铝箔毛刺长度≤ 该产品所用隔膜厚度的1/2√目视、手感 《首件产品确认表》反馈技术部 极片长度参照工艺标准 √ 5pcs/h 钢尺 《首件产品确认表》 《制片IPQC 巡检记录表》√ √ 反馈上级/PE 处理 极片间隙尺寸参照工艺标准 √ 5pcs/h 钢尺 √ √ 反馈上级/PE 处理 外观 极片外观检验标准 √ 5pcs/h目视√ √反馈上级/PE 处理极片毛刺裁切铜箔,铜箔毛刺长度≤ 该产品所用隔膜厚度的1/2√目视、手感 《首件产品确认表》反馈工程部4 3 2 1 ★ 重点工序 物料导入负极 裁大片极片长度 参照工艺标准 √ 5pcs/h 钢尺 《首件产品确认表》 《制片IPQC 巡检记录 表》 √ √ 反馈上级/PE 处理 极片间隙尺寸参照工艺标准 √ 3pcs/h 钢尺 √ √反馈上级/PE 处理外观极片外观检验标准 √5pcs/h目视 √反馈上级/PE 处理铝带/高温胶纸正极分切小片分切刀规格 参照工艺标准《首件产品确认表》《制片IPQC 巡检记录表》 《极片横切工序厚度抽检表》 √ √ 反馈技术/PE 处理极片毛刺 毛刺长度≤8um √目视、手感极片宽度 参照工艺标准 √-钢尺√ √ 反馈技术/PE 处理 极片厚度 参照工艺标准5pcs/h 千分尺 √ √ 反馈技术/PE 处理外观极片外观检验标准 √5pcs/h目视√ √反馈上级/PE 处理负极分切小片 分切刀规格 参照工艺标准《首件产品确认表》《制片IPQC 巡检记录表》《极片横切工序厚度抽检表》√ √反馈技术/PE 处理极片毛刺 毛刺长度≤8um √目视、手感极片宽度 参照工艺标准 √- 钢尺√ √ 反馈技术/PE 处理 极片厚度 参照工艺标准5pcs/h 千分尺 √ √ 反馈技术/PE 处理外观极片外观检验标准 √5pcs/h目视 √ √反馈上级/PE 处理 正极片分档电子称极片重量 参照工艺标准,超出工艺标准档次范围的比例>3%,则该批次极片全检√每批次抽检 10% 电子称《极片称重记录表》√极片称重全检/反馈PE、QE 负极片 分档 电子称 极片重量 参照工艺标准,超出工艺标 准档次范围的比例>3%,则 该批次极片全检√每批次抽检 10% 电子称《极片称重记录表》√极片称重全检/反馈PE、QE正极耳 焊接 极耳尺寸 参照SOP 标准 √ 《首件产品确认表》 √ √ 反馈PE 处理 胶纸尺寸 参照SOP 标准 √《首件产品确认表》√ √ 反馈PE 处理 焊接位置 参照工艺标准 √ 3pcs/h/台钢尺《首件产品确认表》 《制片IPQC 巡检记录 表》 √返工/反馈PE 处理 焊接牢固度 无虚焊√ 3pcs/h/台 手拉、 目视 √ √生产调机/返工 极耳外露尺寸参照工艺标准 √ 3pcs/0.5h/ 台钢尺 反馈上级/PE 处理焊接有效长度根据模具长度调整 √ 3pcs/h/台 目视√生产返工镍带/高温胶纸负极耳 焊接极耳尺寸参照SOP 标准 √ 《首件产品确认表》 √ √ 反馈PE 处理 胶纸尺寸 参照SOP 标准 √《首件产品确认表》√ √ 反馈PE 处理 焊接位置参照工艺标准√ 3pcs/h/台钢尺√返工/反馈PE 处理10 8 69 75 111 2514负极耳焊接焊接牢固度 手工检测是否虚焊 √ 3pcs/h/台 目视《制片IPQC 巡检记录 表》√ √ 生产调机/返工 极耳外露尺寸 参照工艺标准 √ 3pcs/h/台反馈PE 处理 焊接有效点数≤35mm 的7个有效点 >35mm 的7-9个有效点√ 3pcs/h/台 手拉、 目视 √生产返工正极片 烘烤烘烤温度 80±5℃ 1次/0.5h 温度计《烘烤记录表》√ 反馈技术部 烘烤时间8h1次/0.5h 起止时间记 录 √重新加烘 真空度 -0.08mpa ±0.005mpa1次/0.5h真空表 √反馈技术部换气频率 1次/1h查看真空表标识参照此工序SOP全检 查看标识√ 生产返工冷却温度≤45℃ 1次/层反馈PE 处理负极片 烘烤烘烤温度 40±5℃ 1次/0.5h 温度计《烘烤记录表》√ 反馈技术部 烘烤时间不烘烤,真空箱结存 1次/0.5h 起止时间记 录 √重新加烘 真空度 -0.08mpa ±0.005mpa1次/0.5h真空表 √反馈技术部换气频率 1次/1h 查看真空表标识参照此工序SOP全检 查看标识√ 生产返工冷却温度≤45℃1次/层批准:审核:制定:制定日期:1。
QC工程图-CMC
有铅锡线(φ =1mm,RoHS) 防静电刷板刷(RoHS) 洗板水(20Kg/桶,RoHS)) 防静电手套(RoHS) 防静电手套(RoHS) 不良标签纸(RoHS)
1次/日
11
QC全检
放大镜 牙签 静电手环
目视 静电测试议 目视 电脑
100% 1次/日
防静电手套(RoHS) 12 电脑 频谱 作业指导书
电源线 信号线 电脑 频谱仪
100%
防静电手套(RoHS) 19
外观 作业指导书 检查标签是否全部贴装,检查压脚是否正确安装,检 查防水堵头是否安装到位,检查光纤防水头安装位置 是否符合SOP要求 产品生产SOP 100%
包装前检 测
人工
封箱器 封箱胶 20
外观 附件 作业指导书 规格 检查机身条码是否与列印条码一致 附件是否正确放置. 外箱条码上的MAC与产品上的MAC是否一致 目视 100%
QC
客户 产品 型号 工序 编号 过程名称 日 页 期 数 辅助材料 防静电手套(RoHS) 共7页 管制文件 生产设备
工
版 A0 管制项目 本
程
图
文件编号 WI-QA-0137 判 定 方 法 管制要求 评价/测量技术 万用表/LCR电桥 目视 半导体测试仪 AQL抽样标准 检验频率 制 作 人 审 核 批 准
物料规格,料号 首件检查 作业指导书 员工作业检查 物料标识 静电防护
插件
静电环 物料盒
散热硅胶(100ml/支,RoHS)
人工 目视
100%
助焊剂(20Kg/桶,RoHS) 9
锡炉设定温度 波峰焊作业指导书 锡炉操作安全规范 炉温曲线 夹具使用 助焊剂/锡条 设备点检/保养 铬铁温度 物料规格 作业指导书 执锡情况 元件检查 静电防护 元件 作业指导书 DIP检验规范 上锡状况 QC检查报表 静电防护 外观
产品QC工程图
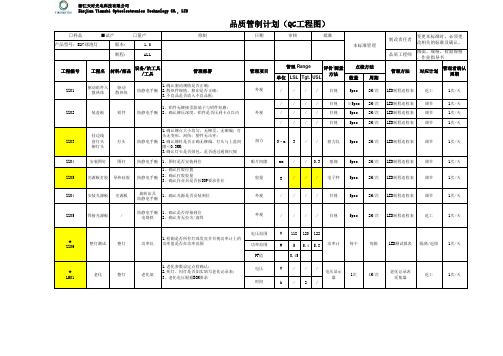
返工
1次/天
工程编号
ZZ07
BZ01 ★
BZ02
工程名
材料/部品
设备/治工具 /工具
管理部署
管理项目
泡与散热件间 隙及断差
管理 Range
评价/测量
方法 单位 LSL Tgt. USL
mm / / 0.3 目视/塞规
点检方法
数量 周期
5pcs
2H/次
管理方法
对应计划
管理者确认 周期
LED制程巡检表
管理方法
对应计划
管理者确认 周期
LED制程巡检表
LED制程巡检表 LED制程巡检表 LED制程巡检表
返工
调节 调节 调节
1次/天
1次/天 1次/天 1次/天
LED制程巡检表
调节
1次/天
LED制程巡检表
调节
LED制程巡检表
调节
1次/天 1次/天
ZZ04
安装光源板 光源板
旋转治具 防静电手腕
1、确认光源是否安装到位
安装图钉
图钉
光源板打胶 导热硅胶
防静电手腕 1、图钉是否安装到位
1、确认打胶位置
防静电手腕
2、确认打胶胶量 3、确认作业员是否按SOP要求作业
日期
管理项目 外观 外观 扭力
眼片间隙 胶量
审核
批准
本标准管理
管理 Range
评价/测量
点检方法
方法 单位 LSL Tgt. USL
数量
周期
/
/ //
目视
5pcs
1.条形码内容与扫描的符合性; 2.封箱胶带符合客户要求; 3.外箱规格及装配数量是否正确、需称重
QC工程图-橡胶
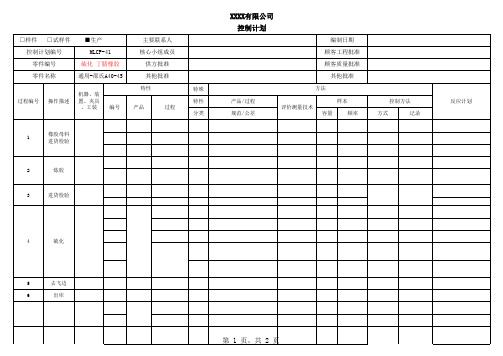
主要联系人 核心小组成员 供方批准 其他批准
特性 特殊 特性 编号 产品 过程 分类 规范/公差 产品/过程 评价测量技术 方法
编制日期 顾客工程批准 顾客质量批准 其他批准
控制计划编号 零件编号 零件名称
过程编号
操作描述
样本 容量 频率 方式
控制方法 记录
反应计划
第 2 页,共 2 页
XXXX有限公司 控制计划
□样件 □试样件 ■生产 MLCP-41 硫化 丁腈橡胶 通用-邵氏A40-45
机器、装 置、夹具 、工装
主要联系人 核心小组成员 供方批准 其他批准
特性 特殊 特性 编号 产品 过程 分类 规范/公差 产品/过程 评价测量技术 方法
编制日期 顾客工程批准 顾客质量批准 其他批准
控制计划编号 零件编号 零件名称
过程编号
操作描述
样本 容量 频率 方式
控制方法 记录
反应计划
1
橡胶母料 进货检验
2
炼胶
3
进货检验
4硫化5 6Fra bibliotek去飞边 出库
第 1 页,共 2 页
XXXX有限公司 控制计划
□样件 □试样件 ■生产 MLCP-41 硫化 丁腈橡胶 通用-邵氏A40-45
机器、装 置、夹具 、工装
QC工程图

IPQC
去除工件的利边、利角,清洗吹干净; IPQC检验规范
首件报表 巡检报表
IPQC
本色镀镍,膜厚要求5-8um,表面不能有 刮花,不能有脱层、起泡等不良,要求 供应商提供膜厚测试报告。
IQC作业指导 书
IQC检验报表
IQC
物料异常处理单 物料异常处理单 来料异常处理单
出货检验
依检验规范对工件外观、螺纹全检。
XXXXXXX制品有限公司
QC工程图
产品编号
客户代号
表面处理
材料
版本
序号
工序 名称
1 备料
2 铣床
工序说明
管制重点
作业标准 质量记录 负责人
异常处理
外购
外观没有明显缺陷,材料平面度0.2mm以 IQC作业指导 物料确认登
78*70*6.65 内。
书
记表
精飞厚度
精飞底面厚度至6.3+0.3/0,底面光洁度 Ra1.6以下,工件不能变形。(注刀纹方 IPQC检验规范 向:按单件产品宽度走刀)
出货检验规范
出货检验报 表
包装
Байду номын сангаасOQC
所有的包装标识要清楚,要方便点数, 做好防护措施。
物料包装规范
出货检验报 表
物料异常处理单 物料异常处理单
7 QA 核准
抽检
QA按MIL-STD-105EⅡ级,AQL值:CR=O MAJ=1.0 MIN=1.5对照检验规范中的重 点尺寸表及产品外观进行抽检。
出货检验规范
出货检验报 表
QA
物料异常处理单
审核
制表
首件报表 巡检报表
IQC IPQC
来料异常处理单 物料异常处理单
QC工程图(SMT)

SMT生产现场
放大镜
产品外观
产品质量满足客户要求
有客户要求时,按客户特殊 全数 要求检查,无客户要求时按 IPC检查标准检查
每次
品证班长
SPC控制表
发行异常联络书,停线调整设备,生产计划变更.
如果出现影响产品性能的异常情况,品证部门长有权利命令停产。
编制问题解决表。
12
○
修理
不良品确认修理
SMT生产现场
生产管理部 仓库担当 入库单 与供应商确认后,向品证部汇报。
异常处理/改善处理
应符合订单要求
2
▽
受入检查
对接收完毕的材料 的检查
来料检验区域
直尺 游标卡尺
规格 外观 包装状态
应符合来料检验规范
按照对应的来料检验规范
按照IQC 来料检 验规范
每次
品质保证部
来料检验记录
向供应商发行<异常联络书> 不合格品的判定处理。 联络生产部门生产计划变更
修改记录 修改内容 承认 确认 担当
2009年2月4日
0
原版作成
(
2
/
2
)
编 工序流 号 程
▲
工 工序名称
生产准备
序 工作内容
车间温湿度的确认
设备名称/使用机器・器具・模具/使用 设备 材料名称 设 备 名
温湿度管理
理 管理标准
内 管理标准值
管理温度 25℃ +3℃ /-3℃ 管理湿度 50% +20%/-20%
容 管理次数 数量 次数
全数 一班一次
管理方法 负责人 手顺书/记录表
温湿度点检表 重新调整空调,如仍然异常对车间维修、改造。
HSG,WAFER胶壳类部品QC工程图
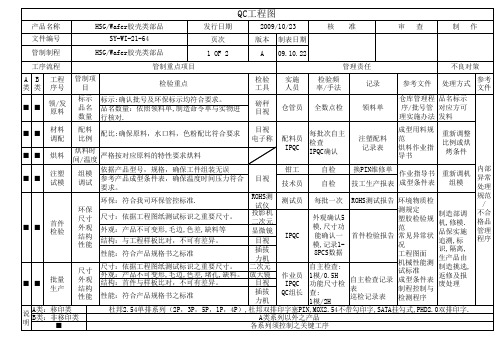
每批次自主 配料员 检查 IPQC IPQC确认 钳工 自检 自检
注塑配料 记录表 换PIN维修单
目视
技术员
■ ■
首件 检验
■ ■
批量 生产
尺寸 外观 结构 性能
说 A类:移印类 B类:非移印类 明 ■
ROHS测 测试员 每批一次 试仪 投影机 尺寸:依据工程图纸测试标识之重要尺寸。 外观确认5 二次元 模,尺寸功 外观:产品不可变形,毛边,色差,缺料等 显微镜 IPQC 能确认一 结构:与工程样板比对,不可有差异。 目视 模,记录1插拔 8PCS数据 性能:符合产品规格书之标准 力机 尺寸:依据工程图纸测试标识之重要尺寸。 二次元 自主检查: 外观:产品不可变形,毛边,色差,堵孔,缺料。 放大镜 作业员 1模/0.5H 结构:首件与样板比对,不可有差异。 目视 IPQC 功能尺寸检 插拔 QC组长 查: 性能:符合产品规格书之标准 力机 1模/2H 杜邦2.54单排系列(2P,3P,5P,1P,4P),杜邦双排印字塞PIN,MOX2.54不带勾印字,SATA挂勾式,PHD2.0双排印字. A类系列以外之产品 各系列须控制之关键工序
■ ■
仓库管理程 品名标示 序/批号管 对应方可 理实施办法 发料 成型用料规 范 烘料作业指 导书 重新调整 比例或烘 烤条件
■ ■ ■ ■ ■ ■
烘料时 严格按对应原料的特性要求烘料 间/温度 依据产品型号,规格,确保工件组装无误 组模 参考产品成型条件表,确保温度时间压力符合 调试 要求。 环保:符合我司环保管控标准. 环保 尺寸 外观 结构 性能
内部 作业指导书 重新调机 异常 组模 技工生产报表 成型条件表 处理 规范 ROHS测试报告 环境物质检 / 测规定 制造部调 不合 塑胶检验规 机,修模. 格品 范 品保实施 管理 首件检验报告 常见异常状 程序 追溯,标 况 识,隔离, 工程图面 生产品由 机械性能测 制造挑选, 试标准 返修及报 自主检查记录 成型条件表 废处理 表 制程控制与 巡检记录表 检测程序
保丽龙产品QC工程图

生产工序
批准:
编制:
自检
操作人
半成品
生产组长
作业指导书
烘干
去掉残余水分
目测
操作人
成品
生产组长
作业指导书
包装
外观、水分、结构、标识
目测
操作人
成品
QC
产品检验标准、作业指导书
成品入库 检查工序
产品外观、数量 储存工序 审核:
自检
操作人 基本工序
成品
QC
产品检验标准
合格 图例说明: 合格 不合格 功能维 不合格 不合格 功能维修
量杯
半成品
QC
3
送料 吸料 熟化
按规格进相应料仓 按需求设定吸料量 饱满、平整
半成品 半成品 半成品
生产主管 QC QC
作业指导书 产品检验标准 产品检验标准
4
5
目测、称量 操作人 电子称、卷尺
6
冷却
脱模顺畅
自检
操作人
半成品
生产组长
作业指导书
7 不合格 8 不合格 9 不合格 合格 10
捡料
取水、去污、归类
保丽龙产品QC工程图
文件编号: 流程图 不合格
合格 不合格 2
编号 退货
1
流程 来料检验
控制要求 材料符合规格要求
检查方法 确认
责任人 主要 检验规范/来料检验记录 /进料作业指导书 作业指导书
产品物料 品管主管
预发泡
密度
自检 操作人 1次/10分钟 目测 目测 操作人 操作人
QC工程图(完整版)

操作员 IPQC
主管
。2.连续3PCS不良应 停机稽核,并及时汇 报主管处理
1.按检查指令和BOM要求
1.防静电手环
10
中检
对贴装元件的PCB进 2.贴装质量符合《贴装 行贴装品质状况检查 良否判定标准》良品要
放大镜
2.镊子 3.手指套
色笔
求
4.放大镜5X
1.对贴装品质状况检查 2.对手贴元件确认无偏 位,反向,翘高等现象 3.手贴元件的PCBA需标 示,提醒目检重点检 查,且需IPQC确认签字
按QA检验规范、IQC/QA 抽样计划标准和作业指 导书
1.显微镜15X 2.放大镜5X
防静电手环、 手指套
不良标签
1.外观品质状态及标识 2.生产包装数量
目视
范、
IQC/QA抽 样计划标
每班
准和作业
《成品检验报告》
QA
主管
发现一个不良通知生 产主管和品质主管
指导书
17
出货
数量/票据/静电/包 装/标示卡/检验报告
品质状态
测试
AOI检查 作业指导 全检查 书
《AOI机点检表》 《AOI测试报表》
作业员
1.发现异常要及时报 告主管 2.连续3PCS不 良应停机稽核,并及 时汇报工程主管处理
14
维修
1.静电防护2.物料的 正确性3.外观质量
1.佩戴静电手环,烙铁 接点2.补料的物料要求 和BOM一致
静电手环
烙铁
1.焊锡线 2.不良标签
目视
《贴装目 视检查规 全检 范》
《手贴元件记录表》
作业员 主管
11.2H内不良发生3PCS 以上报告技术员调试 。2.连续3PCS不良应 停机稽核,并及时汇 报主管处理
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
德信诚培训网硅胶产品QC工程图
序号
过程名称/
操作描述质量特性设备工具检验方法
检验
方式
检验频率检验仪器异常处理对策
01 配料材料型号符合生产单要求,炼胶机
按型号的标准
卡的要求检查,
备料流程卡
自检
IPQC巡
检
混炼前、混
炼后
电子称停止、返工、
材料配比符合生产单质量要
求,色膏称重公差±0.01g、辅
料重量公差+0.1g
电子称称重自检每炼一次前
最大600g电
子称
停止、调整、
返工
02 混炼橡胶炼胶时厚度不能超过
4mm,每次加料要≤25kg,炼
胶时间(15-25分钟)
炼胶机
目视、测量、试
做
自检
IPQC巡
检
混炼前、后
模具试做
继续混炼
添加硫化剂和颜色后无杂色、
黑点、杂物、颜色和硫化剂要
均匀
炼胶机
目视、测量、试
做
自检
巡检
起胶前模具试做清理黑点、杂
质、继续混炼、
查找原因
每一首料
序号
过程名称/
操作描述质量特性设备工具检验方法
检验
方式
检验频率检验仪器异常处理对策
03 起胶工作台干净、隔离胶纸不能有
黑点、杂质、胶的厚度要均匀
剪刀目视、量测、
自检每起一张前测厚规清理工作台、
使用新胶纸,
调平衡混筒间
隙。
抽检60%
04 装模、调模模具平行、正中、锁模压力要
达到100-200kg、模具要干净、
生产出产品不能有任何油污。
油压机目视、锁模测试
自检调模后目视
重做、报告
巡检生产前
05 调机产品
成形
产品完整、无杂色、不超重、
无披风、光滑、无油污
油压机目视、测量
自检
巡检
全检(每一
模)
目视重新调整机台
06 首件检查
确认
产品外观完整、产品尺寸要达
要求、颜色不能偏差、无油污
杂
油压机
目视、测量
试装
全检首件全检
二次元(样
品)
重新调整机械
参数
07 半成品生
产
产品外观、尺寸要符合首件确
认板
油压机
核对生产单质
量要求、目视
自检2H/次样品、机壳
隔离、调机、
返工。