快速学看PLC梯形图和语句表
PLC的编程语

3.OR和OR NOT 指令
1)格式 OR N OR NOT N
2)功能:OR为常开触点和上面的逻辑并联,OR NOT为常闭 触点和上面的逻辑并联。
4.OUT和OUT NOT指令 1)格式 OUT N OUT NOT N 2)功能:OUT为输出运算结果,OUT NOT为将运算结果取反 后输出。
例1:常开触点0000和常开触点0100并联,再和常闭触点0001
串联,其结果输出到0100线圈;0002的常闭触点和0003的常闭
触点并联,再和0100的常开触点串联,其结果求反后再输出到
0101线圈。
语句程序如下:
LD 0000 OR 0100 AND NOT 0001 OUT 0100 LD NOT 0002 OR NOT 0003 AND 0100 OUT NOT 0101
一、PLC的编程语言
PLC软件
系统程序 用户程序
固化在PLC上,不能更改。 用户根据需要进行编写。
1.梯形图编程语言 最常用
梯形图语言是在传统电器控制系统中常用的接触器,继电 器等图形表达符号的基础上演变过来的。
表1-1 物理继电器PLC的图形和符号对照
如图2-3所示的传统的电气控制线路图和PLC梯形图
梯形图程序结构的转换
带垂直路径的梯形图
转换后的梯形图
2.基本编程方法
1)2个及以上的线圈或指令可以并联输出。 2)触点组(逻辑块)与单个触点并联时,应将单个触点放 在下面。吧复杂的块放在上面,较淡淡的块放在下面,可以 节省1条OR LD指令。 3)并联触点组与几个触点相串联,应将并联触点(较复杂 的块)放在左边,可以节省一条AND LD指令。 4)有些梯形图难以用块操作指令AND LD和OR LD等编写 语句表程序,这时可重新安排梯形图结构。
梯形图指令语言

梯形图指令语言
欢迎大家 戴青蓉 座机:8662
STEP 7编程语言
语句表 梯形图
STL FBD
LAD
功能块图
SFC
顺序功能图
(专业版本,安装 S7- GRAPH)
1、STL(语句表)
STL(语句表)是一种类似于计算机汇编语言的一种文本编程语言,
由多条语句组成一个程序段。语句表可供习惯汇编语言的用户使用, 在运行时间和要求的存储空间方面最优。在设计通信、数学运算等高
级应用程序时建议使用语句表。
2、LAD(梯形图)
LAD(梯形图)是一种图形语言,形象直观,容易掌握,用得最多。 梯形图与继电器控制电路图的表达方式极为相似,适合于熟悉继电器 控制电路的用户使用。梯形图使用最为广泛之后将重点讲述。 梯形图由触点、线圈和用方框表示的指令框组成。触点代表逻辑输 入条件,例如外部的开关、按钮和内部条件等,线圈通常代表逻辑运 算的结果,用来控制外部的负载和内部的标志位等,指令框用来表示 定时器、计数器或者数字运算等指令。
快速学看PLC梯形图和语句表
快速学看PLC梯形图和语句表第一章认识PLC1.1 PLC的基本组成1.1.1 PLC的面板介绍1.1.2 PLC的基本结构与组成1.2 PLC的工作原理1.3 PLC的编程语言1.3.1 梯形图(LD)1.3.2 指令语句表 (IL)1.3.3 顺序功能图(SFC)1.3.4 功能模块图语言(FBD)1.3.5 结构化文本语言(ST)1.4编程软件安装与使用1.4.1 STEP7-Micro/WIN V4.0 SP3编程软件的基本功能1.4.2 STEP7-Micro/WIN V4.0编程软件的安装1.4.3 STEP7-Micro/WIN V4.0编程软件的主界面1.4.4 计算机与PLC通信连接1.4.5 程序编辑与调试运行第二章识读西门子S7-200系列PLC 编程元件及寻址方式2.1 识读西门子S7-200系列PLC的编程元件2.1.1 输入继电器(I)2.1.2 输出继电器(Q)2.1.3 辅助继电器(M)2.1.4 特殊继电器(SM)2.1.5 顺序控制继电器(S)2.1.6 变量存储器(V)2.1.7 局部变量存储器(L)2.1.8 定时器(T)2.1.9 计数器(C)2.1.10 模拟量输入映像寄存器(AI)与模拟量输出映像寄存器(AQ)2.1.11 高速计数器(HC)2.1.12 累加器(AC)2.2 识读S7-200PLC存储器的数据类型与寻址方式2.2.1 基本数据类型2.2.2 寻址方式第三章识读西门子S7-200系列PLC基本指令3.1 识读基本逻辑指令3.1.1 位触点及线圈指令3.1.2 置位与复位指令3.1.3 立即I/O指令3.1.4 边沿脉沖指令3.2 识读定时器与计数器3.2.1 定时器3.2.2 计数器第四章识读PLC常用基本控制程序4.1 识读梯形图4.1.1 如何识读梯形图4.1.2 识读梯形图的具体方法4.2 识读指令语句表4.2.1 如何识读指令语句表4.2.2 识读指令语句表的具体方法4.3 识读PLC常用基本控制程序4.3.1 启保停控制程序4.3.2 联锁控制程序4.3.3 延时通断控制程序4.3.4 顺序延时接通控制程序4.3.5 顺序循环接通控制程序4.3.6 长时间延时控制程序4.4.7 脉冲发生器控制程序4.4.8 多地控制程序第五章识读步进顺序控制与编程5.1识读顺序功能图5.1.1 顺序功能图的组成要素5.1.2 顺序功能图的基本结构5.1.3 绘制顺序功能图的注意事项5.2 识读步进顺控指令的编程5.2.1 步进顺控指令5.2.2 单序列结构的编程方法5.2.3 选择序列的编程方法5.2.4 并行序列的编程方法5.3 识读3台电动机的PLC步进控制程序第六章识读西门子S7-200系列PLC的功能指令6.1 识读传送指令6.1.1字节传送指令6.1.2 字传送指令6.1.3 双字传送指令6.1.4 实数传送指令6.2 识读比较指令6.2.1字节比较指令6.2.2整数比较指令6.2.3 双字整数比较指令6.2.4 实数比较6.3 识读运算指令6.3.1 加、减、乘、除指令6.3.2 加1、减1指令6.4 识读数据转换指令6.4.1 字节与整数转换指令6.4.2 整数与双整数转换指令6.4.3 双整数与实数的转换指令6.4.5 整数与BCD码转换指令6.5 识读跳转指令6.6 识读子程序指令6.7 识读中断指令第七章识读电动机的PLC控制7.1 识读三相异步电动机的自动正反转控制电路7.2 识读单按钮控制电动机的启动与停止电路7.3 识读三相异步电动机的星三角降压启动控制电路7.4 识读3台电动机的星三角降压顺序启动控制电路7.5 识读单管能耗制动控制电路第八章识读机械设备的PLC控制8.1 识读CA6140普通车床的PLC控制8.1.1 识读控制要求8.1.2 主电路、PLC的I/0接线8.1.3 梯形图和指令语句表8.1.4 电路工作过程8.2 识读X62W万能铣床的PLC控制8.2.1 识读控制要求8.2.2 主电路;PLC的I/0接线8.2.3 梯形图和指令语句表8.2.4 电路工作过程8.3 识读多种液体混合装置8.3.1 识读控制要求8.3.2 PLC的I/0接线及I/0地址分配8.3.3 顺序功能图、梯形图,指令语句表8.3.4 电路工作过程友情提示:本资料代表个人观点,如有帮助请下载,谢谢您的浏览!。
plc设计全自动洗衣机梯形图和语句表

LDN
A T40
LD C40
CTU C40, 4
Network 11
弱洗正转2s
LD
AN T44
LPS
AN
=
LPP
TON T41, 20
Network 12
弱洗暂停5s
LD T41
=
TON T42, 50
Network 13
弱洗反转2s
LD T42
LPS
AN
=
LPP
TON T43, 20
Network 14
弱洗反转暂停5s
LD T43
=
TON T44, 50
Network 15
弱洗循环判断
LD
A T44
LD C50
CTU C50, 2
Network 16
排水
LD
O C40
O C50
O
AN
AN T45
=
Network 17
脱水
LD
A
AN T
脱水计时10s
LD
序号
主令
I
序号
对象
Q
1
启/停按钮SF2
1
进水电磁阀MB1
2
停止按钮SF3
2
洗衣机正转接触器QA1
3
高水位开关BG1
3
洗衣机反转接触器QA2
4
强/弱洗按钮SF1
4
排水电磁阀MB2
5
低水位开关BG2
5
脱水电磁离合器
6
手动排水开关SF4
6
报警蜂鸣器PB
TON T45, 100
Network 19
大循环判断
梯形图基本编程指令及其应用

定时器和计数器指令——定时器指令
定时器的组成
S7中定时时间由时基和定时值两部分组 成,定时时间等于时基与定时值得乘积。采 用减计时,定时时间到达设定时间后将会引 起定时器触点的动作。
定时器的运行时间设定值由TV端输入, 该值可以是常数(如:S5T#45S),也可 以通过扫描输入字(如:拨轮开关)来获得, 或者通过处理输出字、标志字或数据字来确
状态字
• 首位检测位(FC) • 逻辑运算结果(RLO) • 状态位(STA) • 或位(OR)
• 溢出位(OV) • 溢出状态保持位(OS) • 条件码1(CC1)和条件码0(CC0) • 二进制结果位(BR)
逻辑指令——位逻辑指令
➢ 常开触点
地址 ---| |---
存储在指定<地址>的位值为“1”时,(常开触点)处于闭合状态。 触点闭合时,梯形图轨道能流流过触点,逻辑运算结果(RLO) =“1”。 否则,如果指定<地址>的信号状态为“0”,触点将处于断开状态。 触点断开时,能流不流过触点,逻辑运算结果(RLO) =“0”。
定。时间设定值得格式是以常数形式输入定时时间,只需在字符串“S5T#” 后以小时(h)、分钟(m)、秒(s)、或毫秒(ms)为单位写入时间值即 可。
时间基准定义的是一个单位代表的时间间隔。当时间用常数(S5T#…) 表示时,时间基准由系统自动分配。如果时间由拨码按钮或通过数据接口指 定,用户必须指定时间基准。
定时器和计数器指令——定时器指令
➢ 接通延时定时器(SD)
当接通延时定时器的S输入端的RLO从0 变到1时,定时器定时起作用。当达到指定的 TV值并且S=1仍旧保持时,定时器启动,输 出Q的信号变为1。如果在定时时间到达前输 入端S从1变到0,定时器停止运行,这时输出 Q=0。当复位输入R的RLO=1时,就清除定时 器中的定时值,并将输出Q的状态复位。当前 时间值可以在BI输出端以二进制数读出,在 BCD输出端以BCD码形式读出,当前时间值 是TV的初值减掉定时器启动以来的经过时间。
PLC梯形图编程方法

• 能流的方向只能从左到右,从上到下,不能倒流。 如果梯形图中出现了能流倒流的情况,则梯形图 编写错误。 1
X1
X2
Y1
X5
X3
X4
X5
X4
X1
Y1
X2
X5 X2
X3
X4
a) 不可编程的梯形图
b) 正确的梯形图
“能流”不能双向流动
利用能流的概念,有助于我们更好的理解和
分析梯形图。
1
3、母线
1
起动、保持和停止电路
实现Y10的启动、保持 和停止的四种梯形图如图 所示。这些梯形图均能实 现起动、保持和停止的功 能。X0为启动信号,X1 为停止信号。图a、c是利 用Y10 常开触点实现自锁 保持,而图b、d是利用 SET、RST指令实现自锁 保持。
1
起动、保持和停止电路
1
电动机正反转控制演示
止运转。 若需要电动机连续运转,由停
止按钮 SB 1 及起动按钮 SB 2 控 制,接触器 KM 的辅助触点起自锁 作用。
1
二、可编程控制器的硬件连接
实现电动机的点动及连续运行所需的器件有: 起点按钮 SB1 ,停止按钮 SB2 ,交流接触器 KM ,热继电器 JR 及刀开关QS 等。主电路的 连接如图所示。
2)定时器和计数器组合
当X1为ON时,T1开始定时, 0.6s后T1定时时间到,其常闭 触点断开,使它自己复位,复 位后T1的当前值变为0,同时它 的常闭触点接通,使它自己的 线圈重新通电,又开始定时。 T1将这样周而复始地工作,直 至X1变为OFF。从分析中可看 出,左图最上面一行电路是一 个脉冲信号发生器,脉冲周期 等于T1的设定值。
X1 X2 X3
PLC编程语言-梯形图
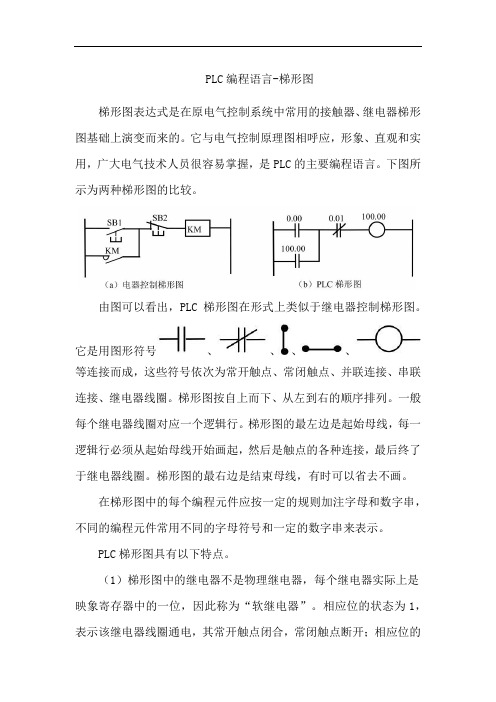
PLC编程语言-梯形图梯形图表达式是在原电气控制系统中常用的接触器、继电器梯形图基础上演变而来的。
它与电气控制原理图相呼应,形象、直观和实用,广大电气技术人员很容易掌握,是PLC的主要编程语言。
下图所示为两种梯形图的比较。
由图可以看出,PLC 梯形图在形式上类似于继电器控制梯形图。
它是用图形符号、、、、等连接而成,这些符号依次为常开触点、常闭触点、并联连接、串联连接、继电器线圈。
梯形图按自上而下、从左到右的顺序排列。
一般每个继电器线圈对应一个逻辑行。
梯形图的最左边是起始母线,每一逻辑行必须从起始母线开始画起,然后是触点的各种连接,最后终了于继电器线圈。
梯形图的最右边是结束母线,有时可以省去不画。
在梯形图中的每个编程元件应按一定的规则加注字母和数字串,不同的编程元件常用不同的字母符号和一定的数字串来表示。
PLC梯形图具有以下特点。
(1)梯形图中的继电器不是物理继电器,每个继电器实际上是映象寄存器中的一位,因此称为“软继电器”。
相应位的状态为1,表示该继电器线圈通电,其常开触点闭合,常闭触点断开;相应位的状态为 0,表示该继电器线圈失电,其常开触点断开,常闭触点闭合。
梯形图中继电器线圈是广义的,除了输出继电器、辅助继电器线圈外,还包括定时器、计数器、移位寄存器以及各种算术运算等。
(2)每个继电器对应映象寄存器中的一位,其状态可以反复读取,因此可以认为继电器有无限多个常开触点和常闭触点,在程序中可以被反复引用。
(3)梯形图是PLC形象化的编程手段,梯形图两端是没有任何电源可接的。
梯形图中并没有真实的物理电流流动,而仅只是“概念”电流,是用户程序解算中满足输出执行条件的形象表示方式。
“概念”电流只能从左向右流动。
(4)输入继电器供PLC接收外部输入信号,而不是由内部其他继电器的触点驱动,因此,梯形图中只出现输入继电器的触点,而不出现输入继电器的线圈。
输入继电器的触点表示相应的输入信号。
(5)输出继电器供PLC作输出控制用。
PLC编程语言入门,常用指令集汇总分享
PLC编程语言入门,常用指令集汇总分享一、西门子PLC编程语言PLC的编程语言包括以下五种:梯形图语言(LD)、指令表语言(IL)、功能模块图语言(FBD)、顺序功能流程图语言(SFC)及结构化文本语言(ST)。
不同型号的PLC编程软件对以上五种编程语言的支持种类是不同的,早期的PLC仅仅支持梯形图编程语言和指令表编程语言。
目前的PLC对梯形图(LD)、指令表(STL)、功能模块图(FBD)编程语言都以支持。
比如,SIMATIC STEP7 MicroWIN V3.2。
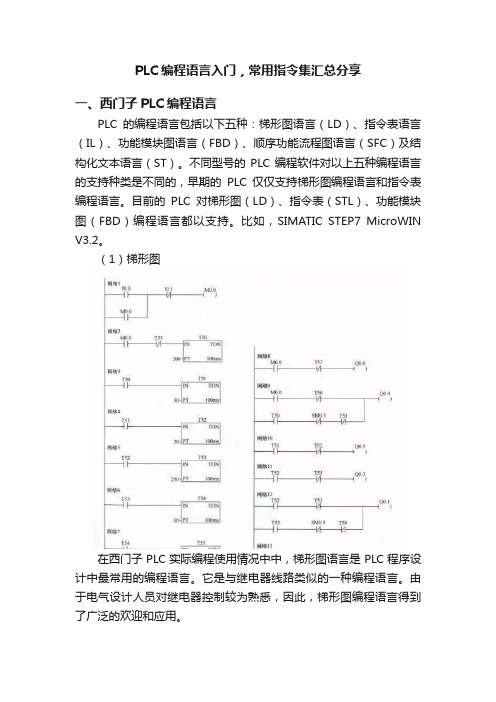
(1)梯形图在西门子PLC实际编程使用情况中中,梯形图语言是PLC程序设计中最常用的编程语言。
它是与继电器线路类似的一种编程语言。
由于电气设计人员对继电器控制较为熟悉,因此,梯形图编程语言得到了广泛的欢迎和应用。
梯形图编程语言的特点是:与电气操作原理图相对应,具有直观性和对应性;与原有继电器控制相一致,电气设计人员易于掌握。
梯形图编程语言与原有的继电器控制的不同点是,梯形图中的能流不是实际意义的电流,内部的继电器也不是实际存在的继电器,应用时,需要与原有继电器控制的概念区别对待。
(2)指令表松下PLC编程指令表编程语言是与汇编语言类似的一种助记符编程语言,和汇编语言一样由操作码和操作数组成。
在无计算机的情况下,适合采用PLC手持编程器对用户程序进行编制。
同时,指令表编程语言与梯形图编程语言图一一对应,在PLC编程软件下可以相互转换。
指令表表编程语言的特点是:采用助记符来表示操作功能,具有容易记忆,便于掌握;在手持编程器的键盘上采用助记符表示,便于操作,可在无计算机的场合进行编程设计;与梯形图有一一对应关系。
其特点与梯形图语言基本一致。
(3)功能模块图语言(FBD)功能模块图语言是与数字逻辑电路类似的一种PLC编程语言。
采用功能模块图的形式来表示模块所具有的功能,不同的功能模块有不同的功能。
功能模块图编程语言的特点:功能模块图程序设计语言的特点是:以功能模块为单位,分析理解控制方案简单容易;功能模块是用图形的形式表达功能,直观性强,对于具有数字逻辑电路基础的设计人员很容易掌握的编程;对规模大、控制逻辑关系复杂的控制系统,由于功能模块图能够清楚表达功能关系,使编程调试时间大大减少。
PLC 指令与梯形图速查手册
PLC 指令与梯形图速查手册目录第 1 章位逻辑指令1.1 LD 指令:载入常开触点1.2 A 指令:串联常开触点1.3 O 指令:并联常开触点1.4 LDN 指令:载入常闭触点1.5 AN 指令:串联常闭触点1.6 ON 指令:并联常闭触点1.7 LDI 指令:立即载入常开触点1.8 AI 指令:串联立即常开触点1.9 OI 指令:并联立即常开触点1.10 LDNI 指令:载入立即常闭触点1.11 ANI 指令:串联立即常闭触点1.12 ONI 指令:并联立即常闭触点1.13 NOT 指令:改变使能位输入状态1.14 EU 指令:上升边缘检测1.15 ED 指令:下降边缘检测1.16 ALD 指令:触点块串联1.17 OLD 指令:触点块并联1.18 LPS、LRD、LPP 指令:逻辑堆栈操作1.19 =指令:线圈输出1.20 =|指令:立即线圈输出1.21 S 指令:线圈置位1.22 SI 指令:线圈立即置位1.23 R 指令:线圈复位1.24 RI 指令:线圈立即复位1.25 NOP 指令:空操作1.26 X 指令:异或操作第 2 章比较指令2.1 LDB=指令:载入字节等于2.2 AB=指令:与运算字节等于2.3 OB=指令:或运算字节等于2.4 LDB 指令:载入字节不等于2.5 AB 指令:与运算字节不等于2.6 OB 指令:或运算字节不等于2.7 LDB=指令:载入字节大于或等于2.8 AB=指令:与运算字节大于或等于2.9 OB=指令:或运算字节大于或等于2.10 LDB=指令:载入字节小于或等于2.11 AB=指令:与运算字节小于或等于2.12 OOB=指令:或运算字节小于或等于2.13 LDB 指令:载入字节大于2.14 AB 指令:与运算字节大于2.15 OB 指令:或运算字节大于2.16 LDB 指令:载入字节小于2.17 AB 指令:与运算字节小于第 3 章转换指令3.1 BTI 指令:字节转换至整数3.2 ITB 指令:整数转换至字节3.3 ITD 指令:整数转换至长整数3.4 ITS 指令:整数转换至字符串3.5 DTI 指令:长整数转换至整数3.6 DTR 指令:长整数转换至实数3.7 DTS 指令:长整数转换至字符串3.8 ROUND 指令:取整为长整数3.9 TRUNC 指令:截断为长整数3.10 RTS 指令:实数转换至字符串3.11 BCDI 指令:BCD 码转换为整数3.12 IBCD 指令:整数转换为 BCD 码3.13 ITA 指令:整数转换至 ASCII 码3.14 DTA 指令:长整数转换至 ASCII 码3.15 RTA 指令:实数转换至 ASCII 码3.16 ATH 指令:ASCII 码转换至十六进制数字3.17 HTA 指令:十六进制数字转换 ASCII 码3.18 STI 指令:字符串转换至整数3.19 STD 指令:字符串转换至长整数3.20 STR 指令:字符串转换至实数3.21 DECO 指令:解码3.22 ENCO 指令:编码3.23 SEG 指令:七段显示转换第 4 章计数器指令4.1 CTU 指令:向上计数4.2 CTD 指令:向下计数4.3 CTUD 指令:双向计数4.4 HDEF 指令:定义高速计数器4.5 HSC 指令:高速计数器第 5 章浮点型数学运算指令5.1 +R 指令:实数加5.2 -R 指令:实数减5.3 *R 指令:实数乘5.4 /R 指令:实数除5.5 SQRT 指令:求平方根5.6 SIN 指令:求正弦值5.7 COS 指令:求余弦值5.8 TAN 指令:求正切值5.9 LN 指令:求自然对数5.10 EXP 指令:求指数值2.19 LDW=指令:载入字等于2.20 AW=指令:与运算字等于2.21 OW=指令:或运算字等于2.22 LDW 指令:载入字不等于2.23 AW 指令:与运算字不等于2.24 OW 指令:或运算字不等于2.25 LDW=指令:载入字大于或等于2.26 AW=指令:与运算字大于或等于2.27 OW=指令:或运算字大于或等于2.28 LDW=指令:载入字小于或等于2.29 AW=指令:与运算字小于或等于2.30 OW=指令:或运算字小于或等于2.31 LDW 指令:载入字大于2.32 AW 指令:与运算字大于2.33 OW 指令:或运算字大于2.34 LDW 指令:载入字小于2.35 AW 指令:与运算字小于2.36 OW 指令:或运算字小于2.37 LDD=指令:载入双字等于2.38 AD=指令:与运算双字等于2.39 OD=指令:或运算双字等于2.40 LDD 指令:载入双字不等于2.41 AD 指令:与运算双字不等于2.42 OD 指令:或运算双字不等于2.43 LDD=指令:载入双字大于或等于2.44 AD=指令:与运算双字大于或等于2.45 OD=指令:或运算双字大于或等于2.46 LDD=指令:载入双字小于或等于2.47 AD=指令:与运算双字小于或等于2.48 OD=指令:或运算双字小于或等于2.49 LDD 指令:载入双字大于2.50 AD 指令:与运算双字大于2.51 OD 指令:或运算双字大于2.52 LDD 指令:载入双字小于2.53 AD 指令:与运算双字小于2.54 OD 指令:或运算双字小于2.55 LDR=指令:载入实数等于2.56 AR=指令:与运算实数等于2.57 OR=指令:或运算实数等于2.58 LDR 指令:载入实数不等于2.59 AR 指令:与运算实数不等于2.60 OR 指令:或运算实数不等于2.61 LDR=指令:载入实数大于或等于2.62 AR=指令:与运算实数大于或等于2.63 OR=指令:或运算实数大于或等于2.64 LDR=指令:载入实数小于或等于2.65 AR=指令:与运算实数小于或等于2.66 OR=指令:或运算实数小于或等于2.67 LDR 指令:载入实数大于2.69 OR 指令:或运算实数大于2.70 LDR 指令:载入实数小于2.71 AR 指令:与运算实数小于2.72 OR 指令:或运算实数小于第 12 章字符串指令12.1 SLEN 指令:获取字符串长度12.2 SCPY 指令:将字符串 1 复制至字符串12.3 SSCPY 指令:从字符串复制子字符串12.4 SCAT 指令:字符串连接12.5 SFND 指令:在字符串 1 中查找字符串12.6 CFND 指令:在字符串中查找字符12.7 LDS=指令:载入字符串等于12.8 AS=指令:与运算字符串等于12.9 OS=指令:或运算字符串等于12.10 LDS 指令:载入字符串不等于12.11 AS 指令:与运算字符串不等于12.12 OS 指令:或运算字符串不等于12.13 ITS 指令:整数转换至字符串12.14 DTS 指令:双整数转换至字符串12.15 RTS 指令:实数转换至字符串12.16 STI 指令:字符串转换至整数12.17 STD 指令:字符串转换至长整数12.18 STR 指令:字符串转换至实数第 13 章表格指令13.1 FILL 指令:内存填充13.2 ATT 指令:增加至表格13.3 FND?TBL 指令:表格查找13.4 LIFO 指令:后入先出13.5 FIFO 指令:先入先出第 14 章定时器指令14.1 TON 指令:接通延时定时器14.2 TONR 指令:掉电保护性接通延时定时器14.3 TOF 指令:断开延时定时器14.4 BITIM 指令:开始间隔时间14.5 CITIM 指令:计算间隔时间第 15 章特殊指令15.1 网络读/网络写15.2 发送/接收15.3 脉冲输出15.4 PID 指令。
学PLC必看:看懂电动机控制系统中PLC梯形图和语句表

学PLC必看:看懂电动机控制系统中PLC梯形图和语句表不同的电动机控制方式不同、系统中选用部件不同、部件间的组合方式以及数量的选用不同,最终PLC控制方式也有所不同,我们需要一些案例来看懂电动机控制系统中PLC的梯形图和语句表。
三相交流感应电动机连续控制电路中的PLC梯形图和语句表三相交流感应电动机连续控制线路基本上采用了交流继电器、接触器的控制方式,该种控制方式具有可靠性低、线路维护困难等缺点,将直接影响企业的生产效率。
由此,很多生产型企业中采用PLC控制方式对其进行控制。
图1所示为三相交流感应电动机连续控制电路的原理图。
该控制电路采用三菱FX2N系列PLC,电路中PLC控制I/O分配表见表1。
图1 三相交流感应电动机连续控制电路的原理图表1 三相交流感应电动机连续控制电路中PLC控制I/O分配表由图1可知,通过PLC的I/O接口与外部电气部件进行连接,提高了系统的可靠性,并能够有效地降低故障率,维护方便。
当使用编程软件向PLC中写入的控制程序,便可以实现外接电器部件及负载电动机等设备的自动控制了。
想要改动控制方式时,只需要修改PLC中的控制程序即可,大大提高调试和改装效率。
图2所示为三相交流感应电动机三菱FX2N系列PLC连续控制梯形图及语句表。
图2 三相交流感应电动机三菱FX2N系列PLC连续控制梯形图及语句表根据梯形图识读该PLC的控制过程,首先可对照PLC控制电路和I/O分配表,在梯形图中进行适当文字注解,然后再根据操作动作具体分析起动和停止的控制原理。
1.三相交流感应电动机连续控制线路的起动过程图3所示为PLC连续控制下三相交流感应电动机的起动过程。
图3 PLC连续控制下三相交流感应电动机的起动过程1 当按下起动按钮SB1时,其将PLC内的X1置“1”,即常开触点X1闭合。
1→2 输出继电器Y0线圈得电,控制PLC外接交流接触器KM线圈得电。
→2-1 自锁常开触点Y0闭合,实现自锁功能;→2-2 控制运行指示灯Y1的常开触点Y0闭合,Y1得电,运行指示灯RL点亮。
plc梯形图和语句表
plc梯形图和语句表篇一:快速学看P LC梯形图和语句表快速学看PL C梯形图和语句表第一章认识P LC1.1PL C的基本组成1.1.1P LC的面板介绍1.1.2PL C的基本结构与组成1.2P LC的工作原理1.3P LC的编程语言1.3.1梯形图(L D)1.3.2指令语句表(I L)1.3.3顺序功能图(S FC)1.3.4功能模块图语言(F BD)1.3.5结构化文本语言(S T)1.4编程软件安装与使用1.4.1S TE P7-M ic ro/W INV4.0SP3编程软件的基本功能1.4.2ST EP7-Mi cr o/WI NV4.0编程软件的安装1.4.3ST EP7-Mi cr o/WI NV4.0编程软件的主界面1.4.4计算机与P LC通信连接1.4.5程序编辑与调试运行第二章识读西门子S7-200系列P LC编程元件及寻址方式2.1识读西门子S7-200系列P LC的编程元件2.1.1输入继电器(I)2.1.2输出继电器(Q)2.1.3辅助继电器(M)2.1.4特殊继电器(S M)2.1.5顺序控制继电器(S)2.1.6变量存储器(V)2.1.7局部变量存储器(L)2.1.8定时器(T)2.1.9计数器(C)2.1.10模拟量输入映像寄存器(AI)与模拟量输出映像寄存器(A Q)2.1.11高速计数器(H C)2.1.12累加器(AC)2.2识读S7-200PL C存储器的数据类型与寻址方式2.2.1基本数据类型2.2.2寻址方式第三章识读西门子S7-200系列PL C基本指令3.1识读基本逻辑指令3.1.1位触点及线圈指令3.1.2置位与复位指令3.1.3立即I/O指令3.1.4边沿脉沖指令3.2识读定时器与计数器3.2.1定时器3.2.2计数器第四章识读P LC常用基本控制程序4.1识读梯形图4.1.1如何识读梯形图4.1.2识读梯形图的具体方法4.2识读指令语句表4.2.1如何识读指令语句表4.2.2识读指令语句表的具体方法4.3识读P LC常用基本控制程序4.3.1启保停控制程序4.3.2联锁控制程序4.3.3延时通断控制程序4.3.4顺序延时接通控制程序4.3.5顺序循环接通控制程序4.3.6长时间延时控制程序4.4.7脉冲发生器控制程序4.4.8多地控制程序第五章识读步进顺序控制与编程5.1识读顺序功能图5.1.1顺序功能图的组成要素5.1.2顺序功能图的基本结构5.1.3绘制顺序功能图的注意事项5.2识读步进顺控指令的编程5.2.1步进顺控指令5.2.2单序列结构的编程方法5.2.3选择序列的编程方法5.2.4并行序列的编程方法5.3识读3台电动机的PL C步进控制程序第六章识读西门子S7-200系列P LC的功能指令6.1识读传送指令6.1.1字节传送指令6.1.2字传送指令6.1.3双字传送指令6.1.4实数传送指令6.2识读比较指令6.2.1字节比较指令6.2.2整数比较指令6.2.3双字整数比较指令6.2.4实数比较6.3识读运算指令6.3.1加、减、乘、除指令6.3.2加1、减1指令6.4识读数据转换指令6.4.1字节与整数转换指令6.4.2整数与双整数转换指令6.4.3双整数与实数的转换指令6.4.5整数与B CD码转换指令6.5识读跳转指令6.6识读子程序指令6.7识读中断指令第七章识读电动机的PL C控制7.1识读三相异步电动机的自动正反转控制电路7.2识读单按钮控制电动机的启动与停止电路7.3识读三相异步电动机的星三角降压启动控制电路7.4识读3台电动机的星三角降压顺序启动控制电路7.5识读单管能耗制动控制电路第八章识读机械设备的P LC控制8.1识读C A6140普通车床的PL C控制8.1.1识读控制要求8.1.2主电路、P LC的I/0接线8.1.3梯形图和指令语句表8.1.4电路工作过程8.2识读X62W万能铣床的P LC控制8.2.1识读控制要求8.2.2主电路;PL C的I/0接线8.2.3梯形图和指令语句表8.2.4电路工作过程8.3识读多种液体混合装置8.3.1识读控制要求8.3.2P LC的I/0接线及I/0地址分配8.3.3顺序功能图、梯形图,指令语句表8.3.4电路工作过程篇二:P LC语句表L在梯形图怎么表示快速学看p lc梯形图和语句表第一章认识pl c1.1p lc的基本组成1.1.1pl c的面板介绍1.1.2p lc的基本结构与组成1.2pl c的工作原理1.3pl c的编程语言1.3.1梯形图(ld)1.3.2指令语句表(il)1.3.3顺序功能图(sf c)1.3.4功能模块图语言(fb d)1.3.5结构化文本语言(st)1.4编程软件安装与使用1.4.1st ep7-mi cr o/wi nv4.0s p3编程软件的基本功能1.4.2s te p7-m ic ro/w inv4.0编程软件的安装1.4.3s te p7-m ic ro/w inv4.0编程软件的主界面1.4.4计算机与pl c通信连接1.4.5程序编辑与调试运行第二章识读西门子s7-200系列pl c编程元件及寻址方式2.1识读西门子s7-200系列pl c的编程元件2.1.1输入继电器(i)2.1.2输出继电器(q)2.1.3辅助继电器(m)2.1.4特殊继电器(sm)2.1.5顺序控制继电器(s)2.1.6变量存储器(v)2.1.7局部变量存储器(l)2.1.8定时器(t)2.1.9计数器(c)2.1.10模拟量输入映像寄存器(a i)与模拟量输出映像寄存器(aq)2.1.11高速计数器(hc)2.1.12累加器(ac)2.2识读s7-200pl c存储器的数据类型与寻址方式2.2.1基本数据类型2.2.2寻址方式第三章识读西门子s7-200系列pl c基本指令3.1识读基本逻辑指令3.1.1位触点及线圈指令3.1.2置位与复位指令3.1.3立即i/o指令3.1.4边沿脉沖指令3.2识读定时器与计数器3.2.1定时器3.2.2计数器第四章识读pl c常用基本控制程序4.1识读梯形图4.1.1如何识读梯形图4.1.2识读梯形图的具体方法4.2识读指令语句表4.2.1如何识读指令语句表4.2.2识读指令语句表的具体方法4.3识读pl c常用基本控制程序4.3.1启保停控制程序4.3.2联锁控制程序4.3.3延时通断控制程序4.3.4顺序延时接通控制程序4.3.5顺序循环接通控制程序4.3.6长时间延时控制程序4.4.7脉冲发生器控制程序4.4.8多地控制程序第五章识读步进顺序控制与编程5.1识读顺序功能图5.1.1顺序功能图的组成要素5.1.2顺序功能图的基本结构5.1.3绘制顺序功能图的注意事项5.2识读步进顺控指令的编程5.2.1步进顺控指令5.2.2单序列结构的编程方法5.2.3选择序列的编程方法5.2.4并行序列的编程方法5.3识读3台电动机的pl c步进控制程序第六章识读西门子s7-200系列p lc的功能指令6.1识读传送指令6.1.1字节传送指令6.1.2字传送指令6.1.3双字传送指令6.1.4实数传送指令6.2识读比较指令6.2.1字节比较指令6.2.2整数比较指令6.2.3双字整数比较指令6.2.4实数比较6.3识读运算指令6.3.1加、减、乘、除指令6.3.2加1、减1指令6.4识读数据转换指令6.4.1字节与整数转换指令6.4.2整数与双整数转换指令6.4.3双整数与实数的转换指令6.4.5整数与bc d码转换指令6.5识读跳转指令6.6识读子程序指令6.7识读中断指令第七章识读电动机的p lc控制7.1识读三相异步电动机的自动正反转控制电路7.2识读单按钮控制电动机的启动与停止电路7.3识读三相异步电动机的星三角降压启动控制电路7.4识读3台电动机的星三角降压顺序启动控制电路7.5识读单管能耗制动控制电路第八章识读机械设备的pl c控制8.1识读ca6140普通车床的p lc控制8.1.1识读控制要求8.1.2主电路、pl c的i/0接线8.1.3梯形图和指令语句表8.1.4电路工作过程8.2识读x62w万能铣床的pl c控制8.2.1识读控制要求8.2.2主电路;p lc的i/0接线8.2.3梯形图和指令语句表8.2.4电路工作过程8.3识读多种液体混合装置8.3.1识读控制要求8.3.2pl c的i/0接线及i/0地址分配8.3.3顺序功能图、梯形图,指令语句表8.3.4电路工作过程篇二:pl c设计全自动洗衣机梯形图和语句表篇三:p lc梯形图程序设计基础梯形图仿真继电器控制电路电动机启、停控制电路电动机启、停控制梯形图s7-200所接输入/输出设备图与s7-200梯形图关系的图示p lc控制的基本电路1单输出自锁控制电路启动信号i0.0和停止信号i0.1持续为on的时间般都短。
梯形图指令语言
3、FBD(功能块图)
FBD(功能块图)使用类似于布尔代数的图形逻辑符号来表示控制逻 辑,比较适合于有数字电路基础的编程人员使用。功能块图用类似于 与门、或门的方框来表示逻辑运算关系,方框的左侧为逻辑运算的输 入变量,右侧为输出变量,输入、输出端的小圆圈表示“非”运算, 方框被“导线”连接在一起,信号自左向右流动。
级应用程序时建议使用语句表。
2、LAD(梯形图)
LAD(梯形图)是一种图形语言,形象直观,容易掌握,用得最多。 梯形图与继电器控制电路图的表达方式极为相似,适合于熟悉继电器 控制电路的用户使用。梯形图使用最为广泛之后将重点讲述。 梯形图由触点、线圈和用方框表示的指令框组成。触点代表逻辑输 入条件,例如外部的开关、按钮和内部条件等,线圈通常代表逻辑运 算的结果,用来控制外部的负载和内部的标志位等,指令框用来表示 定时器、计数器或者数字运算等指令。
4、 SFC(顺序控制)
SFC类似于解决问题的流程图, 适用于顺序控制的编程。利用S7GRAPH编程语言,可以清楚快速地 组织和编写S7 PLC系统的顺序控制 程序。它根据功能将控制任务分解为 若干步,其顺序用图形方式显示出来 并且可形成图形和文本方式的文件。
梯形图编程的四个基本概念:
1、软继电器
例1:在某控制系统中,风扇的运行条件包括:1、主控开关开启,2、温度上限开关 启动(即可以认为温度超过限定值),3、两个物位检测信号其中之一有效(即有一 定数量的待加工材料)。风扇停止条件:1、人工手动关闭,2、温度下限开关启动。
分析:在上述条件中,在开启时,必须同时满足的条件就可以认为是 与的关系,如在温度控制中,主控开关和温度上限开关必须是串联, 而两个物位检测开关则是满足其中之一就可以,所以两个开关之间 应该是关联关系。停止条件在整个网络中必须是串联的才够起作用。 程序设计:主控开启开关为 I0.5,手动关闭开关为 I0.0,温度下限开关 为I0.1 ,两物位检测信号为I0.2、 I0.3 ,温度上限开关为I0.4 ,风 扇启动输出为Q0.0 ,梯形图如下图所示:
plc梯形图编程基础知识详解 附plc梯形图中各符号的含义
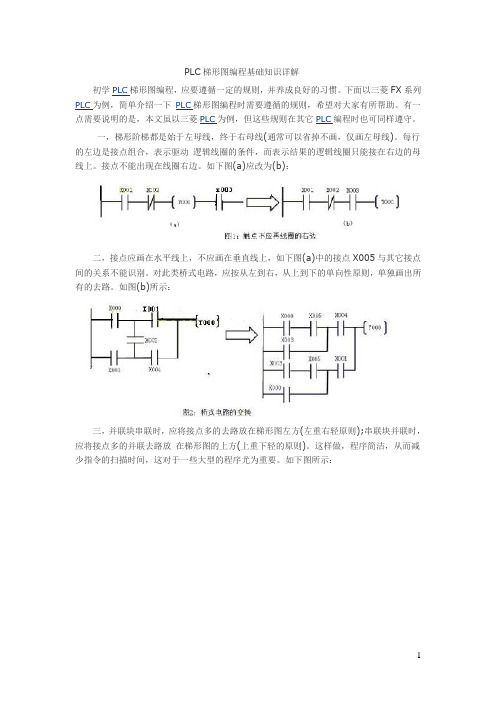
PLC梯形图编程基础知识详解初学PLC梯形图编程,应要遵循一定的规则,并养成良好的习惯。
下面以三菱FX系列PLC为例,简单介绍一下PLC梯形图编程时需要遵循的规则,希望对大家有所帮助。
有一点需要说明的是,本文虽以三菱PLC为例,但这些规则在其它PLC编程时也可同样遵守。
一,梯形阶梯都是始于左母线,终于右母线(通常可以省掉不画,仅画左母线)。
每行的左边是接点组合,表示驱动逻辑线圈的条件,而表示结果的逻辑线圈只能接在右边的母线上。
接点不能出现在线圈右边。
如下图(a)应改为(b):二,接点应画在水平线上,不应画在垂直线上,如下图(a)中的接点X005与其它接点间的关系不能识别。
对此类桥式电路,应按从左到右,从上到下的单向性原则,单独画出所有的去路。
如图(b)所示:三,并联块串联时,应将接点多的去路放在梯形图左方(左重右轻原则);串联块并联时,应将接点多的并联去路放在梯形图的上方(上重下轻的原则)。
这样做,程序简洁,从而减少指令的扫描时间,这对于一些大型的程序尤为重要。
如下图所示:四,不宜使用双线圈输出。
若在同一梯形图中,同一组件的线圈使用两次或两次以上,则称为双线圈输出或线圈的重复利用。
双线圈输出一般梯形图初学者容易犯的毛病之一。
在双线圈输出时,只有最后一次的线圈才有效,而前面的线圈是无效的。
这是由PLC的扫描特性所决定的。
PLC的CPU采用循环扫描的工作方式。
一般包括五个阶段(如图所示):内部诊断与处理,与外设进行通讯,输入采样,用户程序执行和输出刷新。
当方式开关处于STOP时,只执行前两个阶段:内部诊断与处理,与外设进行通讯。
1,输入采样阶段PLC顺序读取每个输入端的状态,并将其存入到我们称之为输入映像寄存器的内在单元中。
当进入程序执行阶段, 如输入端状态发生改变.输入映象区相应的单元信息并不会跟着改变,只有在下一个扫描周期的输入采样阶段,输入映象区相应的单元信息才会改变。
因此,PLC 会忽视掉小于扫描周期的输入端的开关量的脉冲变化。
3.5.2 识读PLC梯形图和指令语句表的示例_图解PLC控制系统梯形图和语句表_[共6页]
![3.5.2 识读PLC梯形图和指令语句表的示例_图解PLC控制系统梯形图和语句表_[共6页]](https://img.taocdn.com/s3/m/c4b3ffc66c175f0e7dd13710.png)
电子电工经典畅销图书专辑 图解PLC控制系统梯形图和语句表84 ②分段原则,一般以一个或几个梯级作为一段。
根据输入继电器X i(i为输入继电器的编号),与OUT指令最靠近的且以LD X i或LDIX i指令开始的指令行(对应梯形图上与左母线相连的一条逻辑支路)作为分段的起点。
以OUT指令结束的指令行(对应梯形图与右母线相连的逻辑支路)作为分段的终点。
但是OUT指令驱动定时器、计数器时,其后应紧跟设定值,作为分段终点。
(2)结合梯形图识读指令语句表或者按识读梯形图的方法识读指令语句表按先左后右,先上后下,按逻辑行的顺序识读。
3.5识读PLC梯形图和指令语句表示例在分析PLC控制系统的功能时,可以将它想象成一个继电器控制系统中的控制箱,其外部接线图描述了这个控制箱的外部接线,梯形图或语句表是这个控制箱的内部“线路图”,梯形图中的输入继电器和输出继电器是这个控制箱与外部世界联系的“接口继电器”,这样就可以用分析继电器电路图的方法来分析PLC控制系统。
在分析时可以将梯形图或语句表中输入继电器的触点想象成对应的外部输入器件的触点或电路,将输出继电器的线圈想象成对应的外部负载的线圈。
外部负载的线圈除了受梯形图的控制外,还可能受外部触点的控制。
3.5.1 PLC控制系统梯形图或语句表的特点① PLC控制系统的输入信号和输出负载。
继电器电路图中的交流接触器和电磁阀等执行机构用PLC的输出继电器来控制,它们的线圈接在PLC的输出端。
按钮、控制开关、限位开关、接近开关等用来给PLC提供控制命令和反馈信号,它们的触点接在PLC的输入端。
②继电器电路图中的中间继电器和时间继电器的功能用PLC内部的辅助继电器和定时器来完成,它们与PLC的输入继电器和输出继电器无关。
③设置中间单元。
在梯形图中,若多个线圈都受某一触点串并联电路的控制,为了简化电路,在梯形图中可设置用该电路控制的辅助继电器,辅助继电器类似于继电器电路中的中间继电器。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
快速学看PLC梯形图和语句表
第一章认识PLC
1.1 PLC的基本组成
1.1.1 PLC的面板介绍
1.1.2 PLC的基本结构与组成
1.2 PLC的工作原理
1.3 PLC的编程语言
1.3.1 梯形图(LD)
1.3.2 指令语句表 (IL)
1.3.3 顺序功能图(SFC)
1.3.4 功能模块图语言(FBD)
1.3.5 结构化文本语言(ST)
1.4编程软件安装与使用
1.4.1 STEP7-Micro/WIN V4.0 SP3编程软件的基本功能
1.4.2 STEP7-Micro/WIN V4.0编程软件的安装
1.4.3 STEP7-Micro/WIN V4.0编程软件的主界面
1.4.4 计算机与PLC通信连接
1.4.5 程序编辑与调试运行
第二章识读西门子S7-200系列PLC 编程元件及寻址方式
2.1 识读西门子S7-200系列PLC的编程元件
2.1.1 输入继电器(I)
2.1.2 输出继电器(Q)
2.1.3 辅助继电器(M)
2.1.4 特殊继电器(SM)
2.1.5 顺序控制继电器(S)
2.1.6 变量存储器(V)
2.1.7 局部变量存储器(L)
2.1.8 定时器(T)
2.1.9 计数器(C)
2.1.10 模拟量输入映像寄存器(AI)与模拟量输出映像寄存器(AQ)2.1.11 高速计数器(HC)
2.1.12 累加器(AC)
2.2 识读S7-200PLC存储器的数据类型与寻址方式2.2.1 基本数据类型
2.2.2 寻址方式
第三章识读西门子S7-200系列PLC基本指令
3.1 识读基本逻辑指令
3.1.1 位触点及线圈指令
3.1.2 置位与复位指令
3.1.3 立即I/O指令
3.1.4 边沿脉沖指令
3.2 识读定时器与计数器
3.2.1 定时器
3.2.2 计数器
第四章识读PLC常用基本控制程序
4.1 识读梯形图
4.1.1 如何识读梯形图
4.1.2 识读梯形图的具体方法
4.2 识读指令语句表
4.2.1 如何识读指令语句表
4.2.2 识读指令语句表的具体方法
4.3 识读PLC常用基本控制程序
4.3.1 启保停控制程序
4.3.2 联锁控制程序
4.3.3 延时通断控制程序
4.3.4 顺序延时接通控制程序
4.3.5 顺序循环接通控制程序
4.3.6 长时间延时控制程序
4.4.7 脉冲发生器控制程序
4.4.8 多地控制程序
第五章识读步进顺序控制与编程
5.1识读顺序功能图
5.1.1 顺序功能图的组成要素
5.1.2 顺序功能图的基本结构
5.1.3 绘制顺序功能图的注意事项
5.2 识读步进顺控指令的编程
5.2.1 步进顺控指令
5.2.2 单序列结构的编程方法
5.2.3 选择序列的编程方法
5.2.4 并行序列的编程方法
5.3 识读3台电动机的PLC步进控制程序
第六章识读西门子S7-200系列PLC的功能指令6.1 识读传送指令
6.1.1字节传送指令
6.1.2 字传送指令
6.1.3 双字传送指令
6.1.4 实数传送指令
6.2 识读比较指令
6.2.1字节比较指令
6.2.2整数比较指令
6.2.3 双字整数比较指令
6.2.4 实数比较
6.3 识读运算指令
6.3.1 加、减、乘、除指令
6.3.2 加1、减1指令
6.4 识读数据转换指令
6.4.1 字节与整数转换指令
6.4.2 整数与双整数转换指令
6.4.3 双整数与实数的转换指令
6.4.5 整数与BCD码转换指令
6.5 识读跳转指令
6.6 识读子程序指令
6.7 识读中断指令
第七章识读电动机的PLC控制
7.1 识读三相异步电动机的自动正反转控制电路
7.2 识读单按钮控制电动机的启动与停止电路
7.3 识读三相异步电动机的星三角降压启动控制电路7.4 识读3台电动机的星三角降压顺序启动控制电路7.5 识读单管能耗制动控制电路
第八章识读机械设备的PLC控制
8.1 识读CA6140普通车床的PLC控制
8.1.1 识读控制要求
8.1.2 主电路、PLC的I/0接线
8.1.3 梯形图和指令语句表
8.1.4 电路工作过程
8.2 识读X62W万能铣床的PLC控制
8.2.1 识读控制要求
8.2.2 主电路;PLC的I/0接线
8.2.3 梯形图和指令语句表
8.2.4 电路工作过程
8.3 识读多种液体混合装置
8.3.1 识读控制要求
8.3.2 PLC的I/0接线及I/0地址分配
8.3.3 顺序功能图、梯形图,指令语句表
8.3.4 电路工作过程。