茶饮料类生产工艺流程图
工艺流程图 饮料生产必备
关键工序
关键设备
关键工艺参数
处理水
水处理设备
处理后水的电导率<20us/cm
原料采购
采购获证企业合格产品,并索要营业执照,生产许可证,组织机构代码证,随批检验报告。半年一次的官方检验报告。白砂糖添加量≥2.0%
调配
不锈钢配料罐
按配方准确配料,添加剂使用符合GB2760要求。
杀菌
超高温瞬时杀菌
温度132-135℃,时间3-4秒
超高温瞬时杀菌
温度132-135℃,时间3-4秒
瓶盖的清洗消毒
洗瓶机、消毒柜
瓶由洗瓶机冲洗,瓶盖用臭氧消毒柜或紫外线杀消毒柜消毒20分钟。
超高温瞬时杀菌
温度132-135℃,时间3-4秒
瓶盖的清洗消毒
洗瓶机、消毒柜
瓶由洗瓶机冲洗,瓶盖用臭氧消毒柜或紫外线杀消毒柜消毒20分钟。
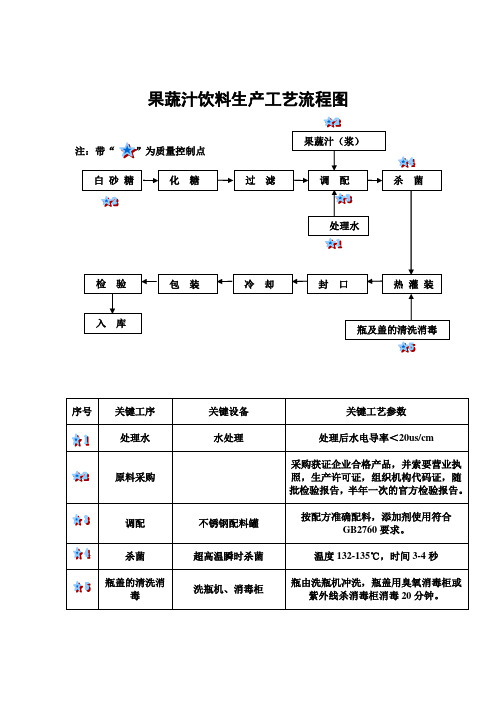
茶饮料生产工艺流程图
注:带“”为质量控制点
序号
关键工序
关键设备
关键工艺参数
处理水
水处理
处理后水的电导率<20us/cm
原料采购
采购获证企业合格产品,并索要营业执照,生产许可证,组织机构代码证,随批检验报告。半年一次的官方检验报告。
调配
不锈钢配料罐
按配方准确配料,添加剂使用符合GB2760要求。
-135℃,时间3-4秒
瓶盖的清洗消毒
洗瓶机、消毒柜
瓶由洗瓶机冲洗,瓶盖用臭氧消毒柜或紫外线杀消毒柜消毒20分钟。
纯净水的生产工艺流程图
注:带“”为质量控制点
质量控制表
序号
工序名称
关键设备
关键工艺参数
水源水
水井
符合GB5749-2006
茶饮料生产工艺流程
茶饮料生产工艺流程茶饮料生产工艺流程茶饮料在国际上被称为“新时代饮料”。
从长远的观点看,是可以与碳酸饮料相抗衡的产品,其特点是天然、保健且能解渴,符合现代人崇尚天然、追求健康保健的消费心理需求。
从一些主要地区看,世界茶饮料的增长速度很快。
美国的软饮料是以碳酸饮料为主的。
但20世纪90年代以来,茶饮料一直处于增长之势。
茶饮料消费在西欧尽管每个国家发展不一致,但总体也是处于上升趋势。
日本开发茶饮料较早,1983年开始大量生产乌龙茶,1985年开始生产红茶,以后品种不断丰富,其大部分产品是不加糖的纯茶饮料。
生产情况具体见下表:日本每人年均消费茶饮料约22升。
我国与之比较有很大的差距。
尽管我国工业化生产茶饮料已有三四年的历史,也具备了一定的产量,但仍处于起步阶段。
随着人们饮用瓶装水习惯的逐渐形成,茶饮料将拥有更大的发展空间。
国内外液态茶饮料的生产流程依不同的产品(如纯茶饮料、果味奶茶、茶汽水等)和不同的包装方式而不同。
但是用茶叶为原料的茶浸出液的制备工艺基本上是一致的。
萃取工艺流程:从茶叶中萃取茶汤的浓度因为原料、工艺设备、生产的产品不同而各有差异,水与茶叶的比例一般为1~15∶100。
如果浓度大易产生白色沉淀。
为降低成本及避免成品在销售时产生混浊,一般是以1%的茶叶进行萃取,萃取温度为70~95℃,萃取时间为5~30分钟,萃取后用250目尼龙布过滤除渣。
萃取形式有3种代表形式———夹层锅式、篮笼式、咖啡抽取器式。
夹层锅萃取时将热水放入带搅拌器的锅内加热至规定温度投入茶叶,搅拌到一定时间后翻转夹层锅倒出茶萃取液进行过滤。
该形式的特点是温度时间易控制,搅拌出料方便,萃取充分。
篮笼式萃取是将放有茶叶的篮笼在热水槽内靠设备吊起放下起到搅拌作用进行萃取,不足之处是萃取不完全,茶叶渣取出不便,茶叶易产生涩味。
咖啡抽取器式萃取就是喷淋式,是将茶叶放在网上,用规定温度的热水从顶部喷淋萃取,待茶叶充分浸渍后从底部获得茶汤,其优点是易排渣,但不能搅拌,萃取终点不易判别。
(工艺流程)茶线果汁生产工艺流程图
果汁产品HACCP计划编制:20040108审核:20040212一.编制目的二.基本概念三.生产工艺流程四.生产流程危害分析五.CIP流程图六.CIP流程危害分析七.确定关键控制点八.HACCP计划表九.文件记录的保持十.其他说明一.编制目的传统食品卫生的预防和控制的重点是放在监督检查和对成品的监测上,但监督检查不可能做到经常或彻底,而且,进行监督检查的时间并不一定是在高危食品制作或在进行关键操作时。
对成品的监测检验,其采集和测定的样品数在统计上有局限性。
不能确保万无一失,而且一些卫生学检验通常需要几天甚至更长时间才能出结果,此时被抽查的食品可能已被食用或运走,即使发现问题,后果也难予挽回。
因此,传统的食品安全控制方法不能完全解决消除食源性的问题。
HACCP将预防和控制重点前移,对食品原料和生产加工过程进行危害分析,找出能控制产品卫生质量的关键控制环节并采取有效措施加以控制,做到有的放矢,疏而不漏,不需要依靠花费较高的大量终产品的检验就能使终产品达到完全的安全卫生保证。
二.基本概念HACCP是一个确认、分析、控制生产过程中可能发生的生物、化学、物理危害的系统方法,是一种新的质量保证系统。
1、危害:指食品中可能导致人体健康不良影响的生物性、化学性和物理性因素或其存在的状态。
2、危害分析:指收集和确定有关的危害以及导致这些危害产生和存在的条件:评估危害的严重性和危险性以判定危害的性质、程序和对人体健康的潜在性影响,以确定哪些危害对于食品安全是重要的。
3、严重性:指某个危害的大小或存在某种危害时所致后果的严重程度。
引起食源性疾病的危害可分为三类:(1)、威胁生命致害因子(LI):如肉毒杆菌、霍乱弧菌、鼠伤寒少门氏菌、河豚毒素、麻痹性贝类毒素等。
(2)对引起严重后果或慢性病因子(SI):如沙门氏菌、志贺氏菌、空肠弯曲菌、副溶血性弧、甲肝病毒、致病性大肠杆菌等。
(3)造成中度或轻微疾病的因子(MI):如产气荚膜梭菌、蜡样芽胞杆菌、多数寄生虫、组胺类物质等。
饮料工艺流程图及控制
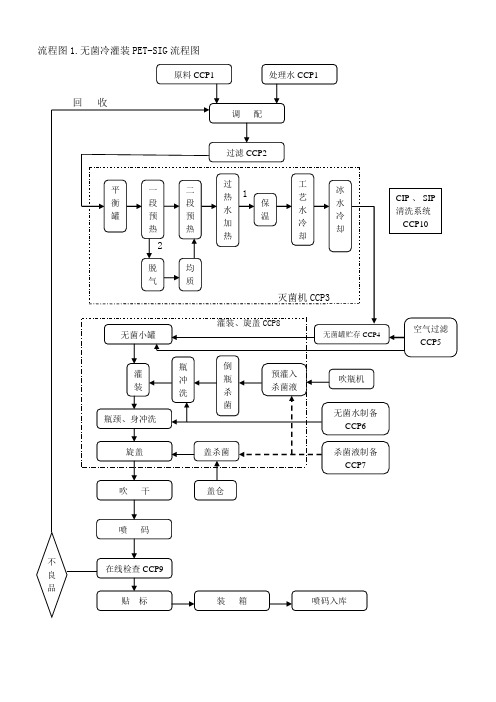
3、纯净水生产线流程图回收第三章过程步骤和控制措施描述1、PET-SIG过程步骤和控制措施描述主要加工产品:果汁饮料无菌冷灌装是指预先经过杀菌的果汁冷却后,在无菌的环境下,充填并密封于无菌的容器中。
a)自来水经水处理站制备纯净水,检测纯净水的各项指标,品控部每天检测一次电导率并每班一次抽测感官、PH、电导率,品控部每周检测一次菌落总数、大肠菌群、霉菌和酵母菌。
每年两次送政府部门进行全项检验,符合生活饮用水卫生标准。
b)浓缩汁、原浆的验收储存:品控部对原料的理化指标、感官指标、微生物指标进行检测,检查原料生产厂家提供的检验标准、检验报告,必须符合国家食品级卫生标准。
浓缩汁在-10~-18℃的冷库中贮存,原浆在0~10℃的高温库中贮存,并根据SSOP的要求对冷库进行消毒。
c)包装材料的验收储存: SIG生产线瓶子、盖子由工厂自行生产,使用前由操作人员检查其外观是否清洁、包装是否完好。
d)吹瓶:1、 PET切片用泵直接打进干燥塔,使干燥塔的容积保持在2/3以上。
切片在干燥塔中干燥小时160-175℃/3-5小时。
2、干燥后水分含量在50ppm以下的切片,进入螺旋挤压机,用275-290℃的温度加热溶化切片,同时利用螺旋的旋转将物料向前推进,由挤压机出口压入中央分配器。
3、中央分配器的温度保持在275-285℃,压力为140~210bar,溶化的料从中央分配器的分配阀经热流道,进入注塑模具的塑腔,进行瓶坯的注塑。
4、瓶坯模具应保持清洁,注塑温度为275~295℃,时间5.8~7.0秒,模芯和模腔内部均有冰水循环,以使瓶坯顺利脱模,冰水的温度控制在9-15℃。
5、停机后再次生产时应先将挤压机内残存的旧料排出,当从挤压机出口排出的料呈乳白色,无褐斑时停止排料,然后使挤压机与中央分配器连接,从注塑模具内排出部分料直至瓶坯色泽正常,可以开始正常生产。
6、瓶坯注塑、脱模后,由机械手传送到调整站,用气刀对瓶坯颈部加热,使瓶坯颈部较厚部分的料软化,以免吹瓶时瓶子破损或瓶身过薄。
饮料工艺流程图及控制
3、纯净水生产线流程图回收第三章过程步骤和控制措施描述1、PET-SIG过程步骤和控制措施描述主要加工产品:果汁饮料无菌冷灌装是指预先经过杀菌的果汁冷却后,在无菌的环境下,充填并密封于无菌的容器中。
a)自来水经水处理站制备纯净水,检测纯净水的各项指标,品控部每天检测一次电导率并每班一次抽测感官、PH、电导率,品控部每周检测一次菌落总数、大肠菌群、霉菌和酵母菌。
每年两次送政府部门进行全项检验,符合生活饮用水卫生标准。
b)浓缩汁、原浆的验收储存:品控部对原料的理化指标、感官指标、微生物指标进行检测,检查原料生产厂家提供的检验标准、检验报告,必须符合国家食品级卫生标准。
浓缩汁在-10~-18℃的冷库中贮存,原浆在0~10℃的高温库中贮存,并根据SSOP的要求对冷库进行消毒。
c)包装材料的验收储存: SIG生产线瓶子、盖子由工厂自行生产,使用前由操作人员检查其外观是否清洁、包装是否完好。
d)吹瓶:1、 PET切片用泵直接打进干燥塔,使干燥塔的容积保持在2/3以上。
切片在干燥塔中干燥小时160-175℃/3-5小时。
2、干燥后水分含量在50ppm以下的切片,进入螺旋挤压机,用275-290℃的温度加热溶化切片,同时利用螺旋的旋转将物料向前推进,由挤压机出口压入中央分配器。
3、中央分配器的温度保持在275-285℃,压力为140~210bar,溶化的料从中央分配器的分配阀经热流道,进入注塑模具的塑腔,进行瓶坯的注塑。
4、瓶坯模具应保持清洁,注塑温度为275~295℃,时间5.8~7.0秒,模芯和模腔内部均有冰水循环,以使瓶坯顺利脱模,冰水的温度控制在9-15℃。
5、停机后再次生产时应先将挤压机内残存的旧料排出,当从挤压机出口排出的料呈乳白色,无褐斑时停止排料,然后使挤压机与中央分配器连接,从注塑模具内排出部分料直至瓶坯色泽正常,可以开始正常生产。
6、瓶坯注塑、脱模后,由机械手传送到调整站,用气刀对瓶坯颈部加热,使瓶坯颈部较厚部分的料软化,以免吹瓶时瓶子破损或瓶身过薄。