最新机械专业毕业设计-工装夹具设计(附件含全套cad图纸及其solidworks三维图)
机械工艺夹具毕业设计243专用镗床夹具设计
题目:专用镗床夹具设计班级:姓名:专业:机械设计指导教师:答辩日期:专用镗床夹具设计摘要机床夹具是机械加工工艺系统的重要组成部分,是机械制造中的一项重要工艺装备。
机床夹具在机械加工中起着重要的作用,它直接影响机械加工的质量、生产率和生产成本以及工人的劳动强度等。
因此机床夹具设计是机械加工工艺准备中的一项重要工作。
在专用夹具的设计中,根据设计任务主要就连杆、泵体的装用镗床夹具进行了设计,完成了对夹具用的定位件、导向件对刀件、导引件等夹具中用到的零件的设计,并用Soidworks进行了三维建模。
夹具的设计,根据所设计出的工件外形及加工要求,设计出合适的夹具。
考虑到泵体的外形较大,故应在选用夹具的定位件时使用支承板,而连杆的工件尺寸较小,但加工精度要高。
本文设计的夹具,基本上可以满足工程需要,本文使用的设计方法,也可为同类夹具的设计提供参考。
关键词:镗床夹具;Solid Works;专用夹具;泵体;连杆Design of Special Boring FixtureAbstractTool fixture machining process is an important component of the system is an important mechanical manufacturing technology and equipment. Tool fixture in machining plays an important role, which directly affect machining quality, productivity and production costs and labor intensity and so on. Therefore, the design of jigs and fixtures machining process is an important work in preparation.Dedicated fixture design, based mainly on the connecting rod design task, the pump's installation jig boring machine has been designed with complete fixture with the positioning of parts, pieces of guidance documents on the knife, guidance documents and other parts used in fixtures design, and conducted a three-dimensional modeling with Soidworks. Fixture design, based on the design of the workpiece shape and processing requirements, design a suitable fixture. Taking into account the shape of a larger pump, it should be in the selection of the positioning fixture used parts bearing plates, and connecting rod workpiece size smaller, but higher precision.This fixture was designed to basically meet the engineering needs of the design used in this method can also be designed for similar reference fixture.Key Words:boring fixture;Solid Works;special fixtures;pμmp;link目录摘要 (i)Abstract........................................................... i i 主要符号表 .. (i)1 绪论 (1)1.1研究的目的及意义 (1)1.2国内外的发展及研究状况 (1)1.3本课题研究的内容 (2)1.3.1研究内容 (2)1.3.2研究意义 (3)2 镗床夹具设计的基本理论 (4)2.1夹具设计基本过程 (4)2.2镗床夹具的基本组成与设计特点 (4)2.2.1镗床夹具的设计要点 (5)2.2.2镗床类夹具主要技术条件 (7)2.2.3镗床规格和主要联系尺寸 (8)2.2.4镗床类典型刀具 (9)2.3镗孔加工主要特点 (9)2.4连杆、泵体工件的典型结构 (10)2.4.1 连杆的零件结构分析 (10)2.4.2 泵体零件结构分析 (11)2.5镗床夹具的典型结构分析 (11)2.6工件在夹具中的定位 (12)3精镗连杆小头孔夹具设计 (13)3.1设计任务 (13)3.1.1连杆工艺分析 (13)3.1.2连杆的技术要求 (13)3.2确定各表面的加工方案 (14)3.2.1加工方案的拟定 (14)3.2.2最优方案的确定 (14)3.3连杆各工序加工余量和毛坯尺寸的确定 (14)3.3.1毛坯的工艺要求 (14)3.3.2连杆的加工余量及毛坯尺寸的确定 (15)3.4连杆的夹具设计 (18)3.4.1定位基准的选择 (18)3.4.2误差分析 (19)3.4.3夹具使用操作简介 (19)3.5夹具结构设计 (19)3.6夹紧机构设计 (21)3.7夹具装配图 (22)4精镗连杆大头孔夹具 (23)4.1设计任务 (23)4.1.1连杆工艺分析 (23)4.1.2连杆的技术要求 (24)4.2确定各表面的加工方案 (24)4.2.1加工方案的拟定 (24)4.2.2最优方案的确定 (25)4.3连杆各工序加工余量和毛坯尺寸的确定 (25)4.3.1毛坯的工艺要求 (25)4.3.2连杆的加工余量及毛坯尺寸的确定 (25)4.4连杆的夹具设计 (28)4.4.1定位基准的选择 (28)4.4.2切削力和夹紧力的计算 (29)4.4.3.零件加工工艺过程 (30)4.5夹具结构设计 (30)4.5.1定位设计 (30)4.6其它元件设计 (31)4.7夹具装配图 (31)5镗泵体两相垂直孔夹具 (32)5.1设计任务 (32)5.1.1泵体工艺分析 (32)5.1.2泵体的技术要求 (33)5.2确定各表面的加工方案 (33)5.2.1加工方案的拟定 (33)5.3泵体各工序加工余量和毛坯尺寸的确定 (33)5.3.1毛坯的工艺要求 (33)5.3.2镗泵体两孔的加工余量及毛坯尺寸的确定 (33)5.4泵体的夹具设计 (35)5.4.1定位基准的选择 (35)5.4.2误差分析 (35)5.4.3夹具使用操作简介 (36)5.5夹具结构设计 (36)5.6夹紧机构设计 (36)5.7其它元件设计 (39)5.8夹具装配图 (40)6总结 (41)参考文献 (42)致谢 (44)毕业设计(论文)知识产权声明 (45)毕业设计(论文)独创性声明 (46)主要符号表F主切削力cF进给力pF进给力fP切削功率cv切削速度f进给量γ刀具前脚0α刀具后角0k主偏角γ'k副偏角γλ刃倾角sα被吃刀量p1 绪论1.1研究的目的及意义机床夹具是机械加工工艺系统的重要组成部分,是机械制造中的一项重要工艺装备。
毕业设计(论文)-机械手夹持器机械结构设计(全套图纸)

目录摘要 (I)Abstract (II)第一章绪论 (1)1.1 论文选题背景及意义 (1)1.2 国内外研究现状及发展趋势 (1)1.3 论文的主要工作 (3)第二章夹持器的结构设计 (4)2.1 夹持器的研究现状 (4)2.2 夹持器设计方案 (6)第三章手腕的设计 (13)3.1 手腕的概述 (13)3.2 腕部的典型结构 (13)3.3 手腕确定 (14)第四章液压缸的设计 (15)4.1 液压缸的设计概述 (15)4.2 液压驱动力 (16)4.3 活塞行程 (16)4.4 液压缸的流量 (18)第五章液压控制系统设计 (19)5.1 油泵的选择 (19)5.2 液压元件的选择 (20)5.3 辅助元件选择 (21)5.4 系统液压图 (21)5.5 电磁铁动作顺序表 (22)5.6 液压控制原理图的步骤说明 (22)总结 (24)致谢 (25)参考文献 (25)摘要现今,国内很多工厂的生产线上数控机床装卸工件仍由人工完成,生产效率较低、劳动强度很大。
为了提高生产加工的工作效率,降低成本,并使生产线建设成为柔性制造系统,适应现代自动化大生产需要,本文通过利用机器人技术,将装卸机械手代替人工,从而来提高劳动生产率。
本机械手主要与数控加工设备组合形成生产线,实现加工过程(上料、下料、加工)的自动化与无人化。
本设计充分考虑机械手工作的环境和工艺流程的具体要求。
在满足工艺要求的基础上,尽可能的使结构简练,尽可能采用标准化、模块化的通用元配件,以降低成本,同时提高可靠性。
液压控制系统是由机械、电气、液压和微机控制等元件综合构成的工业自动化系统,是机械传动技术的一种重要形式,是机械与控制的重要结合点,经常出现在生产线和各种自动化设备中。
关键词:机械手;夹持器;液压系统全套图纸加153893706AbstractToday, many domestic factory production lines, CNC machine loading and unloading the work piece are still manipulated manually and intensive labor, production efficiency is low. In order to improve the efficiency of the production process, reduce costs, turn production line into a flexible manufacturing system and meet the needs of modern automated large-scale production, this paper will replace the manual handling with robot, and thus improve labor productivity through the use of robot technology.The manipulator is mainly to implement automation which related to CNC machining equipment, hand combined to form production lines. It is designed to take full account of the robot work environment and process specific requirements. To meet process requirements, simplify the structure and use the standardized, modular components common element as far as possible.Hydraulic control system is the integrated industrial automation system which composed of mechanical, electrical, hydraulic and computer control devices. It is an important part in mechanical transmission and is often used in a variety of automated production lines and equipments.Keywords: manipulator; gripper;the hydraulic system第一章绪论1.1论文选题背景及意义用于再现人手功能的技术装置称为机械手。
CA6140机床方刀架的机械加工工艺及工装夹具设计(含全套CAD图纸)

学科门类 : 单位代码 : 毕业设计说明书(论文)CA6140 方刀架工艺工装设计学生姓名所学专业班 级学 号指导教师XXXXXXXXX 系二 ○ **年 X X 月毕业设计(论文)任务书分 院 (系) 专 业学 生 姓 名 学 号设计(论文)题目 CA6140 方刀架工艺工装设计内容及要求:内容:1、零件图、毛坯图各一张2、工艺卡片一套、一道序工序卡3、二套夹具、拆画一套非标准件4、设计说明书一份要求:分析零件图明确加工表面精度及技术要求,编制工艺路线确定加工 余量、切削用量、计算工时。
能够独立完成本次设计任务,满足生产 要求。
进度安排:1、1 周(6)指导老师下达任务书;学生填写开题报告表,绘制零件图2、2 周(7-8)分析零件加工的工艺方案,编制工艺规程,填写工艺卡片和工序卡片3、4 周(9-14)设计两套专用夹具(一周完成草图、工艺计算及结构校核;三周完成夹具装配图及零件图)4、2 周(16-17)撰写设计说明书及外文简要,答辩准备5、1 周(18)终期考核;毕业答辩(自述、教师提问、学生回答、审核设计图及说明书)指导教师(签字):年 月 日 分院院长(签字):年 月 日学生开题报告表课题名称 CA6140 方刀架工艺工装设计课题来源 课题类型 导师姓名学生姓名 班级学号 专 业一、课题背景和意义毕业设计是我们在校最后一个学期所要完成的课题,是非常重要的学习 实践环节,综合的运用了过去所学知识,《CA6140 方刀架的工艺工装设 计》是来源于一机床的工程设计类真实课题。
对我们的最终的学习有着 重要的意义。
二、课题主要内容本课题是对 CA6140 方刀架进行工艺工装设计,设计出生产过程中所需 的工艺规程,夹具、量具以及选择适当的机床和切削用量等。
三、课题研究方案对零件进行分析,设计多条工艺路线进行优选,最终订出合理的工艺路 线。
考虑到此件为成批生产,夹具的设计需要高的生产效率,可将夹具 如钻床夹具设计为多工位加工的夹具,铣床夹具设计成可多件同时加工 的夹具,以便提高效率。
2049-CA1340杠杆夹具设计(含全套毕业说明书和机械CAD图纸)(DOC)
CAI340杠杆夹具设计目录序言 (2)一、零件的分析 (3)(一)零件的作用 (3)〈二)零件的分析 (3)二、工艺规程设计 (4)(-)确定毛坯的制造形武 (4)<-)基面的选择 (4)(三〉制定工艺路线 (5)(四〉机械加工余量、工序尺寸及毛坯尺寸的确定 (8)〈五〉确定切削用量及基本时 (11)三、夹具设计 (25)〈一〉问题的提出 (25)〈二〉夹具设计 (25)四、参考文献 (26)序言机械制造工艺学课程设计是我们学完了大学的全部基础课、技术基础课以及大部分专业课之后进行的。
这是我们在进行毕业设计之前对所学各课程的一次深入的综合性的总复习,也是一次理论联系实际的训练,因此,它在我们大学生活中占有重要的地位。
就我个人而言,我希望能通过这次课程设计对自己未来将从事的工作进行一次适应性训练,从中锻炼自己分析问题、解決问题的能力,为今后参加祖国的建设打下一个良好的基础。
由于能所限,设计尚有许多不足之处,恳请各位老师给予指教。
-、零件的分析(一)零件的作用题目所给的零件是CA1340自动车床上的杠杆(见附图〉它位于自动车床的自动机构中.与灵活器配合使用,起制动的作用。
(二)零件的工艺分析杠杆共有三组加工表面,它们之间有一定的位置要求,现分述如下:1、以e6H7min孔为中心的加工表面这一组加工表面包括:两个①6H7iim的孔,:ffl糙度为Rai. 6;尺寸为20mm 且与两个孔①6H7】m相垂直的四个平面,粗糙度为Ra6. 3o其中,主要加工表面为两个①6H7mm的孔。
2、以①20H7mm孔対中心的加工表面这一组加工表面包括:一个①的孔及其倒角,粗糙度为Rai. 6;两个与^20H7rrm 孔垂直的平面,粗糙度为Ra3. 2;一个中心轴线-^O20H7rnm孔中心轴线平行且相距8mm的圆弧油槽:还有一个与<i>20H7mm孔垂直的油孔① 4mm,并铉沉头孔。
其中,O20H7mm孔及两端面为主耍加工面。
等臂杠杆铣床夹具设计(含全套CAD图纸)毕业设计(论文)

课程设计与综合训练说明书铣床杠杆的机械加工工艺规程及工艺装备设计毕业设计(论文)原创性声明和使用授权说明原创性声明本人郑重承诺:所呈交的毕业设计(论文),是我个人在指导教师的指导下进行的研究工作及取得的成果。
尽我所知,除文中特别加以标注和致谢的地方外,不包含其他人或组织已经发表或公布过的研究成果,也不包含我为获得及其它教育机构的学位或学历而使用过的材料。
对本研究提供过帮助和做出过贡献的个人或集体,均已在文中作了明确的说明并表示了谢意。
作者签名:日期:指导教师签名:日期:使用授权说明本人完全了解大学关于收集、保存、使用毕业设计(论文)的规定,即:按照学校要求提交毕业设计(论文)的印刷本和电子版本;学校有权保存毕业设计(论文)的印刷本和电子版,并提供目录检索与阅览服务;学校可以采用影印、缩印、数字化或其它复制手段保存论文;在不以赢利为目的前提下,学校可以公布论文的部分或全部内容。
作者签名:日期:学位论文原创性声明本人郑重声明:所呈交的论文是本人在导师的指导下独立进行研究所取得的研究成果。
除了文中特别加以标注引用的内容外,本论文不包含任何其他个人或集体已经发表或撰写的成果作品。
对本文的研究做出重要贡献的个人和集体,均已在文中以明确方式标明。
本人完全意识到本声明的法律后果由本人承担。
作者签名:日期:年月日学位论文版权使用授权书本学位论文作者完全了解学校有关保留、使用学位论文的规定,同意学校保留并向国家有关部门或机构送交论文的复印件和电子版,允许论文被查阅和借阅。
本人授权大学可以将本学位论文的全部或部分内容编入有关数据库进行检索,可以采用影印、缩印或扫描等复制手段保存和汇编本学位论文。
涉密论文按学校规定处理。
作者签名:日期:年月日导师签名:日期:年月日注意事项1.设计(论文)的内容包括:1)封面(按教务处制定的标准封面格式制作)2)原创性声明3)中文摘要(300字左右)、关键词4)外文摘要、关键词5)目次页(附件不统一编入)6)论文主体部分:引言(或绪论)、正文、结论7)参考文献8)致谢9)附录(对论文支持必要时)2.论文字数要求:理工类设计(论文)正文字数不少于1万字(不包括图纸、程序清单等),文科类论文正文字数不少于1.2万字。
机械制造技术课程设计箱体零件加工工艺及铣侧面夹具设计(全套图纸)
第 1 章 绪论 ···························································································· 2 1.1 机械加工工艺概述 ······························································································ 2 1.2 机械加工工艺流程 ······························································································· 2 1.3 夹具概述 ··············································································································· 2 1.4 机床夹具的功能 ··································································································· 3 1.5 机床夹具的发展趋势 ··························································································· 3 1.5.1 机床夹具的现状 ······································································3 1.5.2 现代机床夹具的发展方向··························································4
基于气动夹紧的专用夹具设计(含全套CAD图纸)
基于气动夹紧的专用夹具设计(含全套CAD图纸)毕业设计论文任务书一、题目及专题:1、题目基于气动夹紧的专用夹具设计2、专题拨叉零件的工艺工装设计二、课题来源及选题依据可体来源为无锡某机械有限公司。
该课题主要是为了培养学生开发、设计和创新机械产品的能力,要求学生能够结合常规机床与零件加工工艺,针对实际使用过程中存在的金属加工中所需要的三维造型、机床的工件及夹紧问题,综合所学的机械三维造型、机械理论设计与方法、机械加工工艺及装备、液压及气动传动知识,对高科技、快速夹紧装置进行改进设计,从而实现金属加工机床驱动与夹紧的半自动控制。
再设计气动系统装置时,应满足产品工作要求的前提下,应尽可能多的采用标准件,提高其互换性要求,以减少产品的设计生产成本。
三、本设计(论文或其他)应达到的要求:①该部件工作能正常运转;②熟悉有关标准、规格、手册和资料的运用;③拟定零件的机械加工工艺方案,并进行多方案对比分析,进行优化设计;④对现代机床所需要的快速夹紧系统具有初步分析能力和改进设计的能力;⑤理论和联系实际的工作方法和独立工作能力深化和提高;⑥设计绘制零件工作图若干份;⑦绘制设计说明书1份;四、接受任务学生:机械92 班姓名孙永杰五、开始及完成日期:自2012年11月12日至2013年5月25日六、设计(论文)指导(或顾问):指导教师签名签名签名教研室主任〕签名〔学科组组长研究所所长系主任签名2012年11月12日摘要本次设计是对换挡拨叉零件的加工工艺规程及部分工序的专用夹具的设计。
换挡拨叉零件的主要加工表面是平面及孔。
由加工工艺原则可知,保证平面的加工精度要比保证孔的加工精度容易。
所以本设计遵循先面后孔的原则。
并将孔与平面的加工明确划分成粗加工和精加工阶段以保证加工精度。
基准选择以换挡拨叉大外圆端面作为粗基准,以换挡拨叉大外圆端面与两个工艺孔作为精基准。
主要加工工序安排是先以换挡拨叉大外圆端面互为基准加工出端面,再以端面定位加工出工艺孔。
机械制造技术课程设计-连接座的加工工艺及钻40孔的夹具设计【全套图纸】

辽宁工程技术大学课程设计题目:连接座的机械加工工艺规程及钻孔工艺装备设计全套图纸,加153893706班姓学级:名:号:渉机07-1指导教师:完成日期:2010-3-16一、设计题目连接座的机械加工工艺规程及钻孔工艺装备设计二、原始资料( 1)被加工零件的零件图(草图)( 2)生产类型:中批或大批大量生产 三、上交材料1张( 1)被加工工件的零件图( 2 )毛坯图1张 1张 1张 ( 3)机械加工工艺过程综合卡片( 4)与所设计夹具对应那道工序的工序卡片( 5)夹具装配图1张 1张 ( 6)夹具体零件图1张 1份( 7)课程设计说明书(约 5000~8000 字) 四、进度安排(参考) ( 1)熟悉零件,画零件图 2天5天9天3天2天 ( 2)选择工艺方案,确定工艺路线,填写工艺过程综合卡片 ( 3)工艺装备设计(画夹具装配图及夹具体图) ( 4)编写 说明书 ( 5)准备及答辩五、指导教师评语成绩:指导教师冷岳峰日 期摘要机械加工工艺课程设计是机械类学生在学完了机械制造技术,进行了生产实习之后的一项重要的实践性教学环节。
本课程设计主要培养学生综合运用所学的知识来分析处理生产工艺问题的能力,使学生进一步巩固有关理论知识,掌握机械加工工艺规程设计的方法,提高独立工作的能力,为将来从事专业技术工作打好基础。
另外,这次课程设计也为以后的毕业设计进行了一次综合训练和准备。
通过本次课程设计,应使学生在下述各方面得到锻炼:(1)熟练的运用机械制造基础、机械制造技术和其他有关先修课程中的基本理论。
(2)通过夹具设计的训练,进一步提高结构设计(包括设计计算、工程制图等方面)的能力。
(3)能比较熟练的查阅和使用各种技术资料,如有关国家标准、手册、图册、规范等。
(4)在设计过程中培养学生严谨的工作作风和独立工作的能力。
AbstractMechanical processing technology curriculum design,mechanical class students in their finished machinery manufacturing technology for the production after the internship is an important part of the practical teaching. This course is primarily designed to train the pupils to apply the learned knowledge to analyze issues dealing with production capacity of technology to enable students to further consolidate the theoretical knowledge, master the machining process planning methods to improve the ability to work independently, perform professional technical work for the future lay a solid foundation.In addition, the curriculum design for the design of future graduates a comprehensive training and preparation. Through this program shall be designed to enable students to receive training in the following areas:(1) The skilled use of machinery manufacturing base, machinery manufacturing technology and other relevant Placement Program in the basic theory.(2) through fixture design training to further enhance the structural design (including design calculations, engineering drawings, etc.) capabilities.(3) be able to compare access and use a variety of skilled technical information, such as the relevant national standards, manuals, books, norms and so on.(4) In the design process, students rigorous work style and ability to work independently.目录一、零件的分析................................................................................ (1)1、零件的作用 (1)2、零件的形状 (1)二、零件的工艺分析 (1)1.左端的加工表面: (1)2.右端面的加工表面: (1)三、毛坯设计 (2)1、毛坯的选择 (2)2、确定机械加工余量、毛坯尺寸和公差 (2)3、确定毛坯尺寸......................................... . (3)4、确定毛坯尺寸公差................................... ...... ... (3)四、选择加工方法,拟定工艺路线 (4)1、粗基面的选择 (4)2、精基面的选择 (4)3.制定机械加工工艺路线: (5)五、加工设备及刀具、量具的选择 (5)1、选择机床,根据不同的工序选择机床:.... ..... ....... .... (6)2、选择刀具: (6)六、切削用量的选择 (6)七、基本时间的确定................................................................................. .7八、夹具设计 (7)1、设计思想 (8)2、定位分析 (9)(1)定位基准的选择 (9)(2)定位误差的分析...... ............................. ..... . (9)3、夹具操作说明 (9)九、心得............................................................................... .......... .. (10)十、参考文献设计资料及主要参考书 (11)一、零件的分析1、零件的作用题目给的零件是连接座零件。
机械毕业设计(论文)制动空压机缸体加工工艺、夹具及气动系统设计【全套图纸sw三维】

摘要此次毕业设计任务是对制动空压机缸筒的机械加工工艺的设计,以及对工艺的其中3套夹具的设计,其对零件同轴度要求以及大端面平面度要求较高,设计师需仔细考虑,确定零件的定位方法及夹紧方式,还要考虑夹具与气动系统和车床主轴的链接问题。
另一个重要的任务是确定气动系统的设计方案,选定气动元件,设计气动装置,并对珩磨机理进行初步的分析。
关键词:工艺基准夹具气动系统珩磨全套图纸,加153893706ABSTRACTThe design task is to graduate compressor cylinder brake machining process design, and the process in which 3 sets of fixture design, its degree requirements, and large parts coaxial flatness require a higher end, designerbe carefully considered to determine the parts of the fixing means and clamping means, but also the fixture with pneumatic system and the lathe spindle link problem.Another important task is to determine the pneumatic system design, selection of pneumatic components, pneumatic device design.And a preliminary analysis of honing mechanism.Key words: Technology benchmarks cutting the amount Pneumatic systemHoning目录摘要......................................................................................................... 错误!未定义书签。
机械毕业设计(论文)-泵体的机械加工工艺及车夹具设计(全套图纸) .doc
机械毕业设计(论文)-泵体的机械加工工艺及车夹具设计(全套图纸) .doc西安理工大学高等技术学院毕业设计题目泵体的机械加工工艺及车夹具设计所属系部机械工程系所属专业机械设计与制造所属班级学号学生姓名指导教师日期摘要本文是对泵体零件加工应用及加工的工艺性分析,主要包括对零件图的分析、毛坯的选择、零件的装夹、工艺路线的制订、刀具的选择、切削用量的确定、加工工艺文件的填写。
选择正确的加工方法,设计合理的加工工艺过程。
此外还对零件的两道工序的加工设计了专用夹具.机床夹具的种类很多,其中,使用范围最广的通用夹具,规格尺寸多已标准化,并且有专业的工厂进行生产。
而广泛用于批量生产,专为某工件加工工序服务的专用夹具,则需要各制造厂根据工件加工工艺自行设计制造。
本论文夹具设计的主要内容是设计钻中心孔夹具。
关键词:泵体,加工工艺,加工方法,工艺文件,夹具AbstractThis paper is on the bracket parts processing application and processing technology and analysis, including the parts of the plan, the choice of blank, the clamping, the craft route making, tool selection, the determination of cutting conditions, processing documents. Choose the correct processing methods, design the reasonable process. In addition to the stuffing box cover part two process designing special fixture.Machine tool fixture of many kinds, among them, the most widely used common fixture, size specifications have been standardized, and a professional production plant. While widely used in batch production, specially for a workpiece processing services for the fixture, it needs each factory according to workpiece machining technology to design and manufacture. In this paper, fixture design are the main contents of design of fixture for grinding center.Key words: scaffold, processing technology, processing method, process documentation, fixture目录摘要 (3)ABSTRACT (4)前言 (3)第1章序言 (4)1.1机械加工工艺概述 (4)1.2机械加工工艺流程 (4)1.3夹具概述 (5)1.4机床夹具的功能 (6)1.5机床夹具的发展趋势 (6)1.5.1机床夹具的现状 (6)1.5.2现代机床夹具的发展方向 (7)2 零件的分析 (9)2.1零件的工艺分析 (9)2.2零件的工艺要求 (9)3 工艺规程设计 (10)3.1加工工艺过程 (10)3.2确定各表面加工方案 (10)3.2.1影响加工方法的因素 (11)3.2.2加工方案的选择 (11)3.3确定定位基准 (11)3.3.1粗基准的选择 (11)3.3.2精基准选择的原则 (12)3.4工艺路线的拟订 (13)3.4.1工序的合理组合 (13)3.4.2工序的集中与分散 (13)3.4.3加工阶段的划分 (14)3.4.4加工工艺路线方案的比较 (15)3.5零件的偏差,加工余量,工序尺寸及毛坯尺寸的确定 (17)3.5.1毛坯的结构工艺要求 (17)3.5.2零件的偏差计算 (18)3.6确定切削用量及基本工时(机动时间) (18)3.7时间定额计算及生产安排 (29)4 车床夹具设计 (32)4.1车床夹具设计要求说明 (32)4.2车床夹具的设计要点 (33)4.3定位机构 (36)4.4夹紧机构 (36)4.5零件的车床夹具的加工误差分析 (37)4.6确定夹具体结构尺寸和总体结构 (39)4.7零件的车床专用夹具简单使用说明 (40)结论 (41)参考文献 (43)致谢 (44)前言机械设计制造及其夹具设计是我们融会贯通大学所学的知识,将理论与实践相结合,对专业知识的综合运用训练,为我们即将走向自己的工作岗位打下良好的基础。
机械毕业设计(论文)-BW320-01-01泵头机械加工工艺及工装设计【全套图纸】

机械毕业设计(论文)-BW320-01-01泵头机械加工工艺及工装设计【全套图纸】BW320-01-01泵头机械加工工艺及工装设计学生姓名:学生学号:机电工程系院(系):机械设计制造及其自动化年级专业:指导教师:二〇一三年三月广东技术师范学院天河学院摘要在机床上加工工件时,定位和夹紧的全过程称为“安装”。
在机床上用来完成工件安装任务的重要工艺装备,就是各类夹具中应用最为广泛的“机床夹具”。
机床夹具的种类很多,其中,使用范围最广的通用夹具,规格尺寸多已标准化,并且有专业的工厂进行生产。
而广泛用于批量生产,专为某工件加工工序服务的专用夹具,则需要各制造厂根据工件加工工艺自行设计制造。
本设计的主要内容是设计镗床夹具和铣床夹具及全工艺过程设计,需要对泵头的底座平面进行,0.054,0.054,0.087铣削加工和A-A视图右端3-φ100、3-90、3-φ100、3-φ95孔及止000口进行镗削加工。
全套图纸,加153893706泵头零件有各种不同用途和不同精度的孔需要加工。
在机械加工中,孔的加工量所占比例较大,其中钻头、扩孔钻、铰刀、镗刀等定尺寸刀具加工占相当多数。
这时,除了要保证孔的尺寸精度外,还要达到孔的位置精度要求。
在单件小批量生产中,用划线后找正孔轴线位置方法加工。
在批量生产中一般都采用钻床夹具、镗床夹具及铣床夹具,钻床夹具又称钻模,镗床夹具又称镗模,通过钻套、镗套引导刀具进行加工可准确地确定刀具与工件之间的相对位置。
泵头零件是一种典型零件,其加工工艺规程和工装设计具有典型性。
该箱体零件结构复杂,零件毛坯采用铸造成形。
在加工过程中,采用先面后孔的加工路线,以保证工件的定位基准统一、准确。
为了消除切削力、夹紧力、切削热和因粗加工所造成的内应力对加工精度的影响,整个工艺过程分为粗、精两个阶段。
通过被加工零件的分析完成了机械加工工艺的设计及各加工工序机动时间的计算。
根据泵头零件的结构及其功能,运用定位夹紧的知识完成了夹具设计。
机械毕业设计(论文)-等臂杠杆钻孔夹具设计【说明书+SOLIDWORKS】

班级姓名编制日期XX学院数控专业班级姓名编制日期全套设计,请加12401814一、(一)零件的作用题目给出的零件是杠杆。
它的主要的作用是用来支承、固定的。
要求零件的配合是符合要求。
(二)零件的工艺分析杠杆的Φ25+0.052mm孔的轴线合两个端面有着垂直度的要求。
现分述如下:本夹具用于在立式钻床上,加工Φ8(H7)孔。
工件以Φ25+0.052mm 孔及端面和水平面底、Φ30的凸台分别在台阶定位销7、支承钉11上实现完全定位。
钻Φ8(H7)mm孔时工件为悬臂,为防止工件加工时变形,采用了螺旋辅助支承2,当辅助支承2与工件接触后,用螺母1锁紧。
要加工的主要工序包括:粗精铣宽度为Φ40mm的上下平台、钻Φ10(H7)孔、钻2×Ф8+0.015的小孔、粗精铣Φ30凸台的上下表面。
加工要求有:Φ40mm的平台的表面粗糙度各为Ra6.3um (上平台)、Ra3.2(下平台)、Φ10(H7)孔为Ra3.6um、Φ25(H9)和Φ8(H7)孔表面粗糙度都为Ra1.6um。
2×Φ8(H7)孔有平行度分别为0.1um(A)、0.15um(A)。
Φ10(H7)孔的平行度为0.1um(A)。
杠杆有过渡圆角为R5,则其他的过渡圆角则为R3。
其中主要的加工表面是孔Ф8(H7),要用Ф8(H7)钢球检查。
二、工艺规程的设计(一)、确定毛坯的制造形式。
零件的材料HT200。
考虑到零件在工作中处于润滑状态,采用润滑效果较好的铸铁。
由于年产量为5000件,达到大批生产的水平,而且零件的轮廓尺寸不大,铸造表面质量的要求高,故可采用铸造质量稳定的,适合大批生产的金属模铸造。
又由于零件的对称特性,故采取两件铸造在一起的方法,便于铸造和加工工艺过程,而且还可以提高生产率。
查参考文献(机械加工工艺简明手册)得: 各加工表面表面总余量 加工表面基本尺寸加工余量等级加工余量数值(mm) 说明 Ф40mm 的上下平台宽度30mm 的平台4030 GH 4 3加工上下底面 加工上表面Ø30mm 的凸台上下面 30 H 3 凸台上下面Φ10(H7)孔10H 3 加工内孔 Φ8(H7)孔 8 H 3 加工内孔又由参考文献得出:主要毛坯尺寸及公差总余量毛坯尺寸公差CT 主要尺寸零件尺寸2×Φ8(H7)之间的中心距离168 —168 4Φ10(H7)孔尺10 2.0 10 3寸25 3.0 25 4Φ25(H9)孔尺寸Φ8(H7)孔尺8 2.0 8 3寸(二)、基面的选择(1)粗基准的选择。
机械设计制造及其自动化专业精品毕业设计叉形件工艺及车床夹具设计(有cad源图+文献翻译+ppt)
本科毕业设计论文题目叉形件工艺及车床夹具设计毕业任务书一、题目叉形件的加工工艺及车床夹具的设计二、指导思想和目的要求通过对本课题的研究和训练,培养学生综合应用所学基础理论、基本知识和专业知识解决生产实际问题的能力;培养学生正确运用工程运算和使用技术文献、规格资料的能力;培养学生掌握工艺过程设计和工艺装备设计等的设计方法;培养学生简明精确地表达设计思想的能力以及制图和写论文等的能力。
使学生熟练应用相关软件进行工程设计与分析,建立工艺文件;培养学生探求未知、开拓创新的科学精神和从事工程实践的基本能力。
通过毕业设计,使学生初步掌握工程技术的设计能力、解决问题的能力。
三、主要技术指标1、对指定的零件图进行构造分析和工艺分析,并绘制零件图;2、制定工艺路线3、编制全部工艺规程4、设计车床夹具一套;5、编写说明书(论文);四、进度和要求1、分析并绘制叉形件零件图 1周2、工艺路线及编制工艺规程 4周3、设计工艺装备(车床夹具) 3周4、编写说明书(论文) 2周5、评阅,答辩 1周五、主要参考书及参考资料[1] 李益民.机械制造工艺设计简明手册.北京:机械工业出版社,1994[2] 宋宝玉. 简明机械设计手册. 哈尔滨:哈尔滨工业大学出版社 2008年8月[3] 阎光明,侯忠滨,张云鹏.现代制造工艺基础.西安:西北工业大学出版社.2007[4] 赵家齐.机械制造工艺学课程设计指导书.北京:机械工业出版社.2005[5] 韩进宏.互换性与测量技术基础.北京:北京大学出版社.2006[6] 邓文英,郭晓鹏.金属工艺学.北京:高等教育出版社.2008[7] 郭纪林,余桂英.机械制图.北京:清华大学出版社.2004[8] 罗洪涛,万征.中文AutoCAD2007机械设计教程.西安:西北工业大学出版社.2007摘要本次毕业设计的题目是叉形件工艺及车床夹具设计。
主要的设计思路是:分析零件的特点、拟订合理的工艺规程,选择适当的机床、设计合理的夹具。
十字头的机械加工工艺规程及夹具设计(含全套CAD图纸)
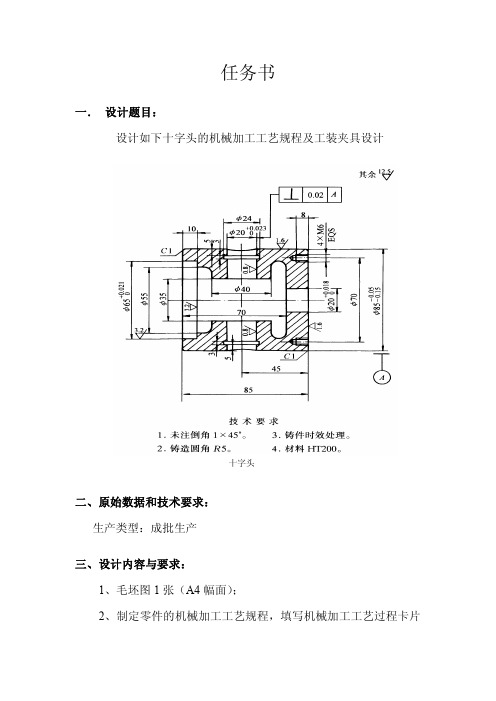
任务书一. 设计题目:设计如下十字头的机械加工工艺规程及工装夹具设计二、原始数据和技术要求:生产类型:成批生产 三、设计内容与要求:1、毛坯图 1 张(A4 幅面);2、制定零件的机械加工工艺规程,填写机械加工工艺过程卡片十字头及所有工序的机械加工工序卡片 1 套;3、设计说明书 1 份。
四、进度安排:序号 内容 时间(天)1 领取设计任务书,熟悉资料,搜集设计资料 12 分析零件图及加工要求 0.53 选择毛坯的种类及制造方法,确定毛坯尺寸,绘1制毛坯图4 选择加工方法,拟订工艺路线 25 进行工序设计和工艺计算 46 编写课程 设计说明书 1.5目录第一部分 工艺设计说明书 (4)1.零件图工艺性分析 (4)1.1 零件结构功用分析: (4)1.2 零件图纸分析: (4)1.3 主要技术条件: (4)2.毛坯选择 (4)2.1 毛坯类型 (4)2.2 毛坯余量确定 (5)2.3 毛坯-零件合图草图 (5)3.机械工艺路线确定 (5)3.1 定位基准的选择: (5)3.2 加工顺序的安排: (6)3.3 加工阶段的划分说明 (6)3.4 加工工序简图 (6)4.主要工序尺寸及其公差确定 (7)5.设备及其工艺装备确定 (7)6.切削用量及工时定额确定 (8)第二部分 夹具设计说明书 (14)2.1 4×M6的螺纹孔夹具: (14)2.2 镗床夹具设计(Φ20 上偏差为+0.023 下偏差为 0的销孔): (16)2.3 扩 φ20(Φ20上偏差为+0.018下偏差为 0)孔夹具 (21)2.4 精车外圆夹具的设计(Φ85上偏差为0.05下偏差为0.15:) (24)2.5.夹紧装置设计(35×35 的方孔) (26)2.5.1 定位基准的选择 (26)2.5.2 定位元件的设计 (26)2.5.3 定位误差分析 (27)2.5.4 铣削力与夹紧力计算 (27)2.5.5 夹具体槽形与对刀装置设计 (27)2.5.6 夹紧装置及夹具体设计 (30)3.2.7 夹具设计及操作的简要说明 (30)第五部分 设计体会 (31)参考文献: (32)第一部分 工艺设计说明书1.零件图工艺性分析1.1 零件结构功用分析:十字头零件是机械中常见的一种零件,它的应用范围很广。
机械工装夹具设计资料全

图3.1 异形杠杆简图图图图 3.2 车床夹具图3.3 盖板简图图 3.4 钻床夹具1 钻模板2 钻套3 压板4 圆柱销5 夹具体 6 挡销 7 菱形销图 3.6 固定支承钉-图3.8 可调支承图 3.9 可调支承的应用(a)(b) (c)图 3.10 自位支承图3.16 小锥度心轴图3.19 圆锥销组合定位(a ) (b) (c)图 3.20 定位套图 3.21半园定位(a) (b) (c) (d)图3.22 固定V形块结构形式图3.26 基准位移误差10图 3.31 v形块上定位铣斜面图 3.32 夹紧机构的组成1-压板;2-连杆;3-活塞推杆;4-气缸;5-活塞;6-配气阀图 3.35 夹紧力作用点靠近加工表面图 3.40 斜楔夹紧机构1-夹具体 ; 2-斜楔 ; 3-工件图 3.37 快速螺旋夹紧机构(d )1 工件2 压板3 T形槽用螺母图 3.40 典型螺旋压板夹紧机构图 3.41 偏心夹紧机构图 3.42圆偏心及其弧形楔展开图Array图3.48 单件联动夹紧机构1-工件;2-浮动压板;3-活塞杆;5-摇臂;4、6-摆动压块;7-螺母图3.49 多件联动夹紧机构图 3.44 螺旋式定心夹紧机构图 3.45 杠杆式三爪自定心卡盘图3.46机动楔式夹爪自动定心机构图 3.47 弹性心轴及弹簧夹头1-夹具体; 2-弹簧筒夹;3-锥套;4-螺母; 5-心轴图 3.54 膜片卡盘定心夹紧机构1 夹具体2 薄壁套筒3 液性塑料4 柱塞5 螺钉6 限位螺钉图3.56液性塑料定心夹紧机构图 3.49波纹套心轴图 3.58 固定钻模1 夹具体2 平面支承3 削边销4 圆柱销5 快速夹紧螺母6 特殊快换钻套图 3.59 回转式钻模1 钻模板 2夹具体 3手柄 4、8 螺母 5 把手 6 对定销7 圆柱销 9开口垫圈 10衬套 11 钻套 12 螺钉(a) (b)图3.60 翻转式钻模1 夹具体2 定位件3削扁开口垫圈 4 螺杆5 手轮6对定销7沉头螺钉图 3.61 盖板式钻模1 盖板2 圆柱销3 削边销4 支承钉5 把手图 3.62滑柱式钻模1-导向滑柱;2-齿条滑柱3夹具体4钻模板;5齿轮轴;6手柄;7套环(a)(b) (c)图 3.63 标准钻套1-钻套; 2-衬套 3 钻模板; 4-螺钉图 3.64.特殊钻套 (e)(a) (b) (c) 图 3.65 三种钻模板图3.66 悬挂式钻模板1-多轴传动头;2-弹簧;3-导柱;4-钻模板;5 -螺钉;6-导套1-定向键 ;2-对刀块;3 -夹具体; 4、8-压板 ;5-螺母; 6-定位块; 7-螺栓; 9-支钉; 10-浮动杠杆图3.68 杠杆零件的料仓式铣床夹具1-锯齿支钉;2,3,4-挡销; 5-压板; 6-螺母; 7- 压板支承螺钉; 8-对刀块图3.71 靠模铣床夹具图3.72 定向键图3.73 对刀装置图3.74 标准对刀块图 3.76 铣床夹具体与耳座1-支架;2 -镗套; 3、4-定位板;5、8-压板; 6-夹紧螺钉; 7-可调支承钉; 9-镗模底座; 10- 镗刀杆;11 浮动接头1、3 -V形块; 2-浮动压块; 4-弹簧;5-活塞; 6-活塞杆; 7-转动叉形块; 8、9 -浮动压板(a)(b) (c)图 3.80 常用的回转式镗套图 3.81 内滚式滚动镗套图3.82 回转镗套的引刀槽及尖头键(a)(b) (c)图3.83 单支承导向镗孔示意图(a)(b)图 3.84 双支承导向镗孔示意图图 3.85 确定让刀量示意图图 3.86 镗杆前端导引部分结构 (e )图 3.87 浮动接头1-镗杆;2-接头体;3-外套;4-拨动销图 3.88 飞球保持架工序图及心轴夹具1-拉杆;2-弹簧;3-套筒;4-斜块;5-压板;6-支承板;7-圆柱销;8-菱形销图 3.90阀体四孔偏心回转分度车床夹具1、11-螺栓; 2-压板; 3-摆动V形块; 4-过渡盘; 5-夹具体; 6-平衡块; 7-盖板; 8、10-固定、活动支承板; 9-活动菱形销图 3.92 十字槽轮零件精车圆弧工序简图图3.93 花盘式车床夹具1、3、4-定位套;2-定位销图 3.94 车床夹具与机床主轴的连接图3.95 加工偏心件的通用可调夹具1-组合气缸;2-双向压板;3-基体;4-快卸垫板;5-可换V形块;6-传动杆;7-压板;8-螺钉图 3.100 自动线上的机床固定夹具及随行夹具1-活动定位销;2-钩形压板;3-随行夹具;4-输送支承;5-定位支承板;6-润滑液压泵;7-杠杆;8-液压缸3.5.2 专用夹具的设计示例拨杆零件如图3.102,其加工过程为:同时铣一面及另一面大小端面,钻铰φ12H9、φ8H9孔并倒角,钻φ7孔和螺纹底孔φ5,铣2mm槽,攻螺纹M6。