E+L EPC纠偏系统说明书
E+L-纠偏调试手册
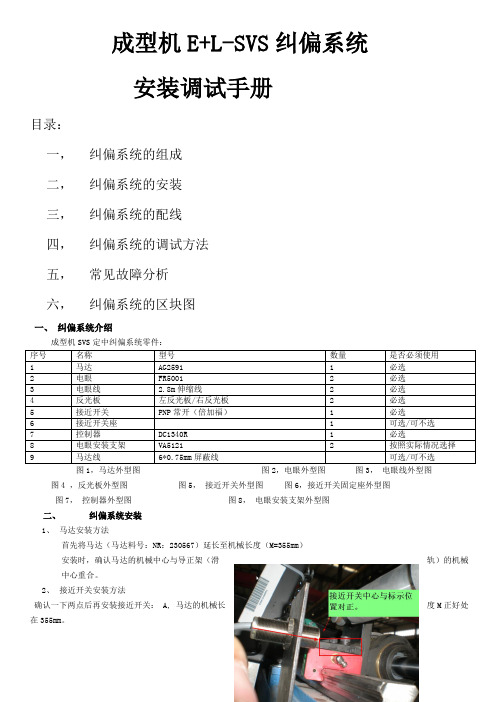
成型机E+L-SVS纠偏系统安装调试手册目录:一,纠偏系统的组成二,纠偏系统的安装三,纠偏系统的配线四,纠偏系统的调试方法五,常见故障分析六,纠偏系统的区块图一、纠偏系统介绍成型机SVS定中纠偏系统零件:图1,马达外型图图2,电眼外型图图3,电眼线外型图图4 ,反光板外型图图5,接近开关外型图图6,接近开关固定座外型图图7,控制器外型图图8,电眼安装支架外型图二、纠偏系统安装1、马达安装方法首先将马达(马达料号:NR:230567)延长至机械长度(M=355mm)安装时,确认马达的机械中心与导正架(滑轨)的机械中心重合。
2、接近开关安装方法确认一下两点后再安装接近开关: A, 马达的机械长度M正好处在355mm。
B,导正辊处的滑块位于滑轨的中心处。
,安装方法:在马达机械长度(M=355mm)状态下,安装铁片边缘在接近开关中间位置,安装高度2-3mm 即可目的:在马达行进过程中,只有一次信号切换,通过计算与接近开关的位置,达到快速回中的目的3、系统配线见附件注意PLC输给E+L纠偏的控制信号与E+L纠偏的电源要共用零点三,纠偏的调试步骤检查E+L电源线和信号线是否为24VDC,确认没问题后,上电。
1、根据马达对RK4004 设定参数(按照以下方法进行检查,若参数不对,则修改) 首先、安装不松手,按一,显下示。
0,继续按,至显示。
3,然后松开,此时显示0,再按至42,完成解锁功能。
其次----设定参数(1)按住不松手,显示。
4 , E+L(2)按住不松手,按至13(纠偏灵敏度),松开,按将其至3.0(3)按住不松手,按至16(自动速度),松开,按至20(4)17参数为回中速度(5)按住不松手,按至24(电机方向),松开,按至1(6)按住不松手,按至25(电机总行程),松开,按至100(7)按住不松手,按至26(电机正行程),松开,按至30(8)按住不松手,按至27(电机负行程),松开,按至-30(9)按住不松手,按至34(编码器解析度),松开,按至8(10)按住不松手,按至35(减速比),松开,按至8(11)按住不松手,按至36(螺杆牙距),松开,按至5(12)按住不松手,按至48(最大电机转速),松开,按至2750(13)按住不松手,按至50(速度_P),松开,按至2.0(14)按住不松手,按至51(速度_I),松开,按至0.1(15)56 电流 4A(2.9时报警Err3)(16)按住不松手,按至57(电机电流),松开,按至2.9(17)按住不松手,按至81(马达极限信号),松开,按至2(18)按住不松手,按至83(回中开关信号),松开,按至-3(19)按住不松手,按至84(自动信号),松开,按至14(20)按住不松手,按至85(对中信号),松开,按至11(更改为15)(21)按住不松手,按至86(手动信号),松开,按至15(更改为11)(22) 97#参数0801(23)按住不松手,按至99(选择双电眼工作),松开,按至1(24)按住不松手,按至3,松开,按至10(给电机做初始化)(25)按住不松手,按此时,执行马达初始化,初始化后,按照上述方法,检查30,31号是否为0。
纠偏控制E+L

Web guiding systems 材料導正系統
功能區
按鍵指示
協助目錄
警告顯示
輸入按鍵
增加值
減少值 確認
導正系統 功能鍵
導正型式 (選擇感應器(電眼))
電動式感應器(電眼) 位置
搖擺功能
多功能控制 驅動單元模式按鈕
自動模式
中心回歸
手動模式
技術資料 DO 20
控制電壓
電壓值
24 V DC
電壓範圍
在輸出及輸入上有明確的排列單元。 分頁功能 - 訊息 - 輸入控制功能 - 操作模式 - 顯示 有 6 種可選擇語言全文顯示。 人類工學功能設計。
藉由使用便利的全文顯示適用的控制選 單,使各種驅動單元明確及單一的回應, 在第一次的使用中,即可容易的控制並 建立參數,使 CAN 網路結構之事件清楚 的傳達於使用者。
Web guiding systems 材料導正系統
Digital Control System 數位控制系統
Command device DO 20
控制裝置 DO 20
使用者的環境是透過機器介面來達成人 與機器的溝通,我們優先採用此人性化 的操作介面。
控制裝置 DO 20 是依照使用者適用性為 其設計觀念,提供下列優點:
20-30 V DC (incl. ripple)輸入電流ຫໍສະໝຸດ 200 mA環境溫度
10 C to 50 C
儲存溫度
-25 C to 80 C
CAN 電壓
5 V (potential-free)
CAN 傳遞速度
250 kBaud
重量
Approx. 0.5 kg
保護等級
控制裝置電箱
IP 54
EPC中文手册EMGDES-00004495-SPCc0126-1

操作手册SPC compact 板带对边纠偏系统用于无机械臂连接的卷取机•测量系统CCDpro•“错边”功能•数字式控制器 SPC compact / SPCc0126_1•选件: 模拟输出模块修改情况:名字: 日期:00 新版格式 + 安全措施Roet 16.09.08© 2022 EMG Automation GmbH. 版权所有本文档拷贝权归属EMG Automation GmbH. 本文所涉及的技术信息禁止以任何形式拷贝、传播或未经授权对外交流或用于竞争目的。
技术修订目录目录1安全错误!未定义书签。
1.1简介错误!未定义书签。
1.2总则错误!未定义书签。
1.3安全规程的违背错误!未定义书签。
1.4基本安全预防措施错误!未定义书签。
1.4.1地方性法规,官方指令和规程错误!未定义书签。
1.4.2应用范围错误!未定义书签。
1.5构造及目的错误!未定义书签。
1.5.1参照符号表错误!未定义书签。
1.6安全规程总述错误!未定义书签。
1.6.1技术状况介绍错误!未定义书签。
1.6.2安全防护装置的移除错误!未定义书签。
1.7具体安全规程错误!未定义书签。
1.7.1机械危险错误!未定义书签。
1.7.2电气危险错误!未定义书签。
1.7.3液压危险错误!未定义书签。
1.8责任和资质要求错误!未定义书签。
1.8.1授权人员/雇员资质错误!未定义书签。
1.9设备故障和损坏的告知责任错误!未定义书签。
1.10必要的防护服错误!未定义书签。
1.11禁止改造和变更错误!未定义书签。
1.12维护责任错误!未定义书签。
2系统的简要描述错误!未定义书签。
2.1应用错误!未定义书签。
2.2控制器SPCc 错误!未定义书签。
3工作模式错误!未定义书签。
4调试错误!未定义书签。
4.1事故预防的信息错误!未定义书签。
4.2安装错误!未定义书签。
4.2.1连接条件错误!未定义书签。
4.2.2CCD摄像头 CCDpro 5000 测量系统的安装错误!未定义书签。
EPC-C 型光电纠偏仪使用说明 - EPC-C-2008 - 海安县
类型 技术参数
限位 限位 输出 输入 输出 输出 输入 输出
说明
限位开关B(常闭) 限位开关B(常闭) 接A光电传感器电源正 接A光电传感器信号 接A光电传感器电源负 接B光电传感器电源正 接B光电传感器信号 接B光电传感器电源负
六、三种基本工作方式
1. 放卷系统 用于放卷端对卷绕物边缘位置或标志线位置的控制, 使物料在固定位置放出。 执行机构工作方式:放卷轴轴向移动。 光电传感器位置:固定不变。
4
2. 收卷系统 收卷车跟踪物料,收卷轴轴向移动,最终使收料卷整齐。 光电传感器位置:安装在收卷车上随车移动,在光电传感器与收卷轴之间必须固定一
旋转轴。
3.中间导向系统 执行机构工作方式:工作平台沿物料输入平面作平面扭转;此处的驱动应可摆动。 光电传感器位置:安装在输出面边缘。 控制效果:此机构平稳,对材料无损伤,效果好。
2. 当限位开关动作时,同步电机停止转动。可在“手动”状态调整物料位置到平衡点, 左限位开关动作时,只能用“右”键调整物料位置。右限位开关动作时,只能用“左” 键调整物料位置。二限位开关有方向之分。
3.自动卷绕、分切时,若有意外情况要停止运行,只需进入手动状态,不一定要关电源。 4. 当物料参差不齐较严重时,宜降低物料运行速度。 5. 很大程度上纠偏精度也取决于光电传感器的精度,不同档次、规格的光电传感器的精度
该系统由三部分组成: 1. 传感器
采用光电传感器检测线标志或边标志的位置。 对标志线检测一般选用反射型光电传感器,对边缘检测可选用透射型光电传感器,也可 选用反射型光电传感器。 2. EPC-C 型光电纠偏仪(仪表) 对采样信号进行逻辑运算,输出控制信号,控制驱动电机的转动。 3. 机械执行机构 由交流同步电机、丝杠、丝杠套筒、支架等组成,完成对物料的牵引,修正物料运行时 的偏差。 二、 技术指标 1. 跟踪标志线宽度或边缘同色区宽度>2mm 2.光电传感器与物料的距离 12mm±2mm (或具传感器而定) 3.响应时间 1ms 4.灵敏度 ±0.15mm 5.纠偏速度:4~10 mm/s 6.推力 160kg~300kg ( 由电机决定) 7.位置保护 (限位开关) 8. 外形尺寸 见仪表安装方式 9. 工作电压 AC 220V±10% 50Hz/60Hz 10. 环境温度 40 oC以下 11. 空气湿度 ≤85% (25 oC) 三、工作原理 本系统中,由光电传感器检测边缘位置或标志线位置,以拾取位置偏差信号,再将位置偏 差信号进行逻辑运算,产生控制信号,用交流同步电机驱动机械执行机构,修正物料运行时的
印刷E+L纠偏说明书LPC&EPC综合说明书_P21-27_

断续线感测
连续线( )及断续线( )感测
边缘( )及色差( )感测
五、按装方式
FE 5002 为 E+L 最新款高感度电眼,故按装时须特别注意其感测角度以及需要非常稳固之机械连杆。
1.按装角度示意图如下:
位置设定
材料 材料
校正规
感测轮
材料
调整螺丝
角度相同
校正规定位点
22
Erhardt + Leimer (Hangzhou) Co.,Ltd
二、外部结构
请参阅下图所示:
导正标准
线条感测 (深线白底)
线条感测 (浅线深底)
光学镜头 扩散灯
高光度 LED 灯
边缘感测 色差感测
操作面板
电眼连接线插座
三、指示光点说明
FE 5002 电眼(传感器)会在下方投射出三道橙色光点及一道红色光点,如下图所示:
1.橙色光点: 用来指示 FE5002 电眼感测区域。如果被测点或线超出此范围,则电眼 无法对被测点或线进行感测。
2.红色光点: 用来指示被测点或线位置。如果被测点或线在工作区域内左/右移动, 则红色光点会跟随被测点或线左/右移动。
橙色光点 红色光点
21
Erhardt + Leimer (Hangzhou) Co.,Ltd
LPC & EPC 综合说明书
四、运用范例
FE 5002 电眼可做线条感测追踪(深线白底/浅线深底)、边缘/色差追踪(由于被测边缘在感测轮上,故被测边缘 与感测轮即形成色差面),一般运用范例如下图所示:
Erhardt + Leimer (Hangzhou) Co.,Ltd
LPC & EPC 综合说明书
el纠偏调试手册

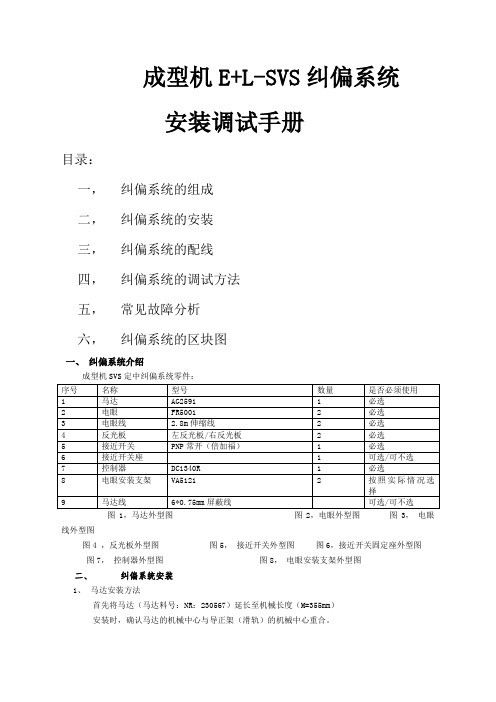
成型机E+L-SVS纠偏系统安装调试手册目录:一,纠偏系统的组成二,纠偏系统的安装三,纠偏系统的配线四,纠偏系统的调试方法五,常见故障分析六,纠偏系统的区块图一、纠偏系统介绍成型机SVS定中纠偏系统零件:序号名称型号数量是否必须使用1 马达AG2591 1 必选2 电眼FR5001 2 必选3 电眼线 2.8m伸缩线 2 必选4 反光板左反光板/右反光板 2 必选5 接近开关PNP常开(倍加福) 1 必选6 接近开关座 1 可选/可不选7 控制器DC1340R 1 必选8 电眼安装支架VA5121 2 按照实际情况选择9 马达线6*0.75mm屏蔽线可选/可不选图1,马达外型图图2,电眼外型图图3,电眼线外型图图4 ,反光板外型图图5,接近开关外型图图6,接近开关固定座外型图图7,控制器外型图图8,电眼安装支架外型图二、纠偏系统安装1、马达安装方法首先将马达(马达料号:NR:230567)延长至机械长度(M=355mm)安装时,确认马达的机械中心与导正架(滑轨)的机械中心重合。
2、接近开关安装方法确认一下两点后再安装接近开关: A, 马达的机械长度M正好处在355mm。
B,导正辊处的滑块位于滑轨的中心处。
,安装方法:在马达机械长度(M=355mm)状态下,安装铁片边缘在接近开关中间位置,安装高度2-3mm 即可目的:在马达行进过程中,只有一次信号切换,通过计算与接近开关的位置,达到快速回中的目的3、系统配线见附件注意PLC输给E+L纠偏的控制信号与E+L纠偏的电源要共用零点三,纠偏的调试步骤检查E+L电源线和信号线是否为24VDC,确认没问题后,上电。
1、根据马达对RK4004 设定参数(按照以下方法进行检查,若参数不对,则修改)首先、安装不松手,按一下,显示。
0,继续按,至显示。
3,然后松开,此时显示0,再按至42,完成解锁功能。
其次----设定参数(1)按住不松手,显示。
4 , E+L(2)按住不松手,按至13(纠偏灵敏度),松开,按将其至 3.0 (3)按住不松手,按至16(自动速度),松开,按至20(4)17参数为回中速度(5)按住不松手,按至24(电机方向),松开,按至 1(6)按住不松手,按至25(电机总行程),松开,按至100(7)按住不松手,按至26(电机正行程),松开,按至30(8)按住不松手,按至27(电机负行程),松开,按至-30(9)按住不松手,按至34(编码器解析度),松开,按至8(10)按住不松手,按至35(减速比),松开,按至8(11)按住不松手,按至36(螺杆牙距),松开,按至 5(12)按住不松手,按至48(最大电机转速),松开,按至2750(13)按住不松手,按至50(速度_P),松开,按至 2.0(14)按住不松手,按至51(速度_I),松开,按至0.1(15)56 电流 4A(2.9时报警Err3)(16)按住不松手,按至57(电机电流),松开,按至 2.9(17)按住不松手,按至81(马达极限信号),松开,按至 2(18)按住不松手,按至83(回中开关信号),松开,按至-3(19)按住不松手,按至84(自动信号),松开,按至14(20)按住不松手,按至85(对中信号),松开,按至11(更改为15)(21)按住不松手,按至86(手动信号),松开,按至15(更改为11)(22) 97#参数0801(23)按住不松手,按至99(选择双电眼工作),松开,按至 1(24)按住不松手,按至3,松开,按至10(给电机做初始化)(25)按住不松手,按此时,执行马达初始化,初始化后,按照上述方法,检查30,31号是否为0。
E+L纠偏调试手册

成型机E+L-SVS纠偏系统安装调试手册目录:一,纠偏系统的组成二,纠偏系统的安装三,纠偏系统的配线四,纠偏系统的调试方法五,常见故障分析六,纠偏系统的区块图一、纠偏系统介绍成型机SVS定中纠偏系统零件:图1,马达外型图图2,电眼外型图图3,电眼线外型图图4 ,反光板外型图图5,接近开关外型图图6,接近开关固定座外型图图7,控制器外型图图8,电眼安装支架外型图二、纠偏系统安装1、马达安装方法首先将马达(马达料号:NR:230567)延长至机械长度(M=355mm)安装时,确认马达的机械中心与导正架(滑轨)的机械中心重合。
2、接近开关安装方法确认一下两点后再安装接近开关: A, 马达的机械长度M正好处在355mm。
B,导正辊处的滑块位于滑轨的中心处。
,安装方法:在马达机械长度(M=355mm)状态下,安装铁片边缘在接近开关中间位置,安装高度2-3mm 即可目的:在马达行进过程中,只有一次信号切换,通过计算与接近开关的位置,达到快速回中的目的3、系统配线见附件注意PLC输给E+L纠偏的控制信号与E+L纠偏的电源要共用零点三,纠偏的调试步骤检查E+L电源线和信号线是否为24VDC,确认没问题后,上电。
1、根据马达对RK4004 设定参数(按照以下方法进行检查,若参数不对,则修改)首先、安装不松手,按一下,显示。
0,继续按,至显示。
3,然后松开,此时显示0,再按至42,完成解锁功能。
其次----设定参数(1)按住不松手,显示。
4 , E+L(2)按住不松手,按至13(纠偏灵敏度),松开,按将其至3.0(3)按住不松手,按至16(自动速度),松开,按至20(4) 17参数为回中速度(5)按住不松手,按至24(电机方向),松开,按至1(6)按住不松手,按至25(电机总行程),松开,按至100(7)按住不松手,按至26(电机正行程),松开,按至30(8)按住不松手,按至27(电机负行程),松开,按至-30(9)按住不松手,按至34(编码器解析度),松开,按至8(10)按住不松手,按至35(减速比),松开,按至8(11)按住不松手,按至36(螺杆牙距),松开,按至5(12)按住不松手,按至48(最大电机转速),松开,按至2750(13)按住不松手,按至50(速度_P),松开,按至2.0(14)按住不松手,按至51(速度_I),松开,按至0.1(15)56 电流 4A(2.9时报警Err3)(16)按住不松手,按至57(电机电流),松开,按至2.9(17)按住不松手,按至81(马达极限信号),松开,按至2(18)按住不松手,按至83(回中开关信号),松开,按至-3(19)按住不松手,按至84(自动信号),松开,按至14(20)按住不松手,按至85(对中信号),松开,按至11(更改为15)(21)按住不松手,按至86(手动信号),松开,按至15(更改为11)(22)97#参数0801(23)按住不松手,按至99(选择双电眼工作),松开,按至1(24)按住不松手,按至3,松开,按至10(给电机做初始化)(25)按住不松手,按此时,执行马达初始化,初始化后,按照上述方法,检查30,31号是否为0。
气油压式epc自动纠偏原理
气油压式EPC自动纠偏原理气油压式EPC(Electronic Power Control)自动纠偏系统是一种高精度的控制系统,主要用于各种工业领域的纠偏应用,如印刷、包装、钢铁制造等。
以下是关于其工作原理的详细介绍:1. 传感器感应:纠偏系统的第一步是使用传感器来检测材料的偏移。
这些传感器通常包括光电传感器、超声波传感器或线性编码器等,依系统需要而定。
这些传感器能够准确地检测出材料的位置偏移。
2. 信号处理:传感器检测到的信号会通过模拟或数字方式传输到信号处理单元。
信号处理单元负责将模拟信号转化为数字信号,以便于进一步处理。
同时,该单元还可以根据纠偏系统的预设参数,对信号进行处理和修正。
3. 控制器计算:信号处理单元处理后的信号将传输到控制器。
控制器是一个高精度的计算设备,它根据接收到的信号进行计算,并根据预先设定的算法来决定如何调整纠偏系统。
控制器通过计算,会输出一个控制信号,用于驱动液压缸进行纠偏。
4. 液压缸驱动:液压缸是纠偏系统的执行机构。
控制器输出的控制信号将驱动液压缸的运动,使纠偏系统进行纠偏操作。
液压缸的驱动通常由电气比例阀或伺服阀控制,以实现精确的运动控制。
5. 位置反馈:纠偏系统中的液压缸驱动机构通常会配备位置反馈装置,以实时监测液压缸的位置。
这样,控制器就可以根据液压缸的实际位置来调整其运动,以确保纠偏操作的精确性。
6. 系统保护:为了确保纠偏系统的稳定性和安全性,系统通常配备有多种保护措施。
例如,当液压缸达到预设的最大位置或最小位置时,系统会进行自动刹车或自动反向运动,以防止系统过载或对设备造成损害。
7. 自动化控制:现代的气油压式EPC自动纠偏系统通常配备有自动化控制系统,能够实现无人值守的自动化运行。
这些系统通常具有预设参数、定时任务、远程监控等功能,大大提高了纠偏过程的效率和精度。
8. 远程监控:现代化的纠偏系统还通常配备有远程监控功能,允许用户通过互联网或局域网对纠偏过程进行实时监控和管理。
E+L莱默尔纠偏产品培训
OL82相机
DO82接口 意义
电源输入 Supply: X7.1 +24V X7.2 0V X7.3 PE
E+L Canbus with 250 KBit
控制板 RK4004
I/O逻辑板 ZC 4081
加密狗(Dongle )保护软件不 被复制
PLC
DI G00 0
以太网交换机 Ethernet Switch
04.03.2020
SCH-DO_8201-010-EN-03
OL82相机
Seite 31
04.03.2020
SCH-DCS_Basics-010-EN-02
OL82相机
Seite 32
04.03.2020
SCH-DCS_Basics-010-EN-02
E+L电眼 OL82相机安装附件 VA 5538三维调整架
材料与电眼必须成90°夹角 反光板必须与电眼保持平行 电眼必须与反光板成10-15度夹角
Page 18
3/4/2020
SCH-FR_50..-010-EN-01
FR 5001 红外线电眼
电镜头到反光板的距离应该在240到320mm之间 材料可以在140-240mm内的任何范围 材料的最佳位置时距离镜头180mm的位置 纱、带或格子材料最小密度至少0.2毫米!
Erhardt+Leimer Gmbh
E+L培训目录
一 、E+L 公司简介
二、 E+L纠偏产品的功能及原理
三、E+L纠偏系统的组成及各部分作用 1)、纠偏命名 2)、电眼分类及应用 3)、控制器分类及应用 4)、驱动器(马达)型号分类 5)、操作面板 RT4019及DO4101
纠偏机P05一E说明书

纠偏机P05一E说明书
气液纠偏机型号:P05一E
Z型(自动型)产品名称:
气油压式自动对边装置(又称纠偏机)气油压式自动对边装置(简称EPC装置),是依据气压、液压伺服原理,以空气压力传感对流方式检查材料边缘,在检出器出口所造成的气压比差,由感应腔调反映讯号,决定左右油腔的油量,产生油缸的速度,起到自动纠偏作用(边缘控制)。
产品说明:
EPC装置具有结构合理,性能稳定,操作简便,灵敏可靠,维护方便等特点,从而增加产量,减少原材料浪费。
因而在造纸、包装、印刷、制革、纺织等行业的生产中得到广泛应用。
电机功率(MotorPower):0.85kw
电压(Voltage):380v
油压(OilPressure):1Mpa
流量(Flow):4.8l/min
油缸最大行程(OilCylinderMaximumTrip):150mm
最大推力(MaximumThrust):196kgf(φ50mm钢径)
无载荷速度(WithoutLoadingSpeed):7.5mm/s
自动对边精度(AutomaticEdgePrecision):±0.1~0.4
检出器检测间隙(DetectedDeviceTestingHiatus):5mm
整机重量(MachineWeight):70kg。
ELEPC纠偏系统说明书
E+L-EPC纠偏系统说明书本说明适用于德国E+L纠偏常规产品目录E+L-EPC纠偏系统说明书 (1)一、E+L-EPC纠偏系统总体说明 (3)二、E+L-EPC纠偏系统所需零件说明 (4)三、E+L-EPC纠偏系统机械安装说明 (5)3.1、控制器的安装 (5)3.2、电眼的安装 (5)3.2.1、通过EPC纠偏应用场合确认电眼安装位置 (5)3.2.2电眼的安装要求 (6)3.3、电机的安装 (6)3.3.1、确定电机型号 (6)3.3.2、确定电机机械中心 (7)3.3.3、调整电机机械中心 (7)3.3.4、安装电机 (7)3.4接近开关的安装 (7)3.4.1、接近开关感应片 (7)3.4.2、接近开关安装位置 (7)四、E+L-EPC纠偏系统配线说明 (10)4.1确认电压 (10)4.2、电机线布线要求 (10)4.3、E+L布线要求 (10)五、E+L-EPC纠偏面板说明 (10)六、E+L-EPC纠偏系统参数设定 (11)6.1、CAN网络群组地址设定 (11)6.1.1、RK4004地址设定 (11)6.1.2、FR5001电眼地址设定 (12)6.2、RK4004参数设定 (13)七、E+L-EPC纠偏系统试车 (15)八、E+L-EPC纠偏系统维护及故障说明 (15)8.1、EPC纠偏系统日常维护 (15)8.2、通过RK4004错误码信息来解决故障 (15)8.3、通过FR5001电眼错误码信息来解决故障 (16)九、附件 (17)附件一、电机尺寸图附件二、电机参数值附件三、EPC标准接线图纸附件四、RK4004控制板参数设定手册一、E+L-EPC纠偏系统总体说明我们将用一个电眼检测材料边缘来纠偏的纠偏系统称为EPC(Edge psoition control),以下简称EPC。
我们将用两个电眼检测材料中心来纠偏的纠偏系统成为CPC(Center position control),以下简称CPC。
E+L纠偏调试手册
成型机E+L-SVS纠偏系统安装调试手册目录:一,纠偏系统的组成二,纠偏系统的安装三,纠偏系统的配线四,纠偏系统的调试方法五,常见故障分析六,纠偏系统的区块图一、纠偏系统介绍成型机SVS定中纠偏系统零件:图1,马达外型图图2,电眼外型图图3,电眼线外型图图4 ,反光板外型图图5,接近开关外型图图6,接近开关固定座外型图图7,控制器外型图图8,电眼安装支架外型图二、纠偏系统安装1、马达安装方法首先将马达(马达料号:NR:230567)延长至机械长度(M=355mm)安装时,确认马达的机械中心与导正架(滑轨)的机械中心重合。
2、接近开关安装方法确认一下两点后再安装接近开关: A, 马达的机械长度M正好处在355mm。
B,导正辊处的滑块位于滑轨的中心处。
,安装方法:在马达机械长度(M=355mm)状态下,安装铁片边缘在接近开关中间位置,安装高度2-3mm即可目的:在马达行进过程中,只有一次信号切换,通过计算与接近开关的位置,达到快速回中的目的3、系统配线见附件注意PLC输给E+L纠偏的控制信号与E+L纠偏的电源要共用零点三,纠偏的调试步骤检查E+L电源线和信号线是否为24VDC,确认没问题后,上电。
1、根据马达对RK4004设定参数(按照以下方法进行检查,若参数不对,则修改)首先、安装不松手,按一下,显示。
0,继续按,至显示。
3,然后松开,此时显示0,再按至42,完成解锁功能。
其次----设定参数(1)按住不松手,显示。
4 , E+L(2)按住不松手,按至13(纠偏灵敏度),松开,按将其至3.0(3)按住不松手,按至16(自动速度),松开,按至20(4)17参数为回中速度(5)按住不松手,按至24(电机方向),松开,按至1(6)按住不松手,按至25(电机总行程),松开,按至100(7)按住不松手,按至26(电机正行程),松开,按至30(8)按住不松手,按至27(电机负行程),松开,按至-30(9)按住不松手,按至34(编码器解析度),松开,按至8(10)按住不松手,按至35(减速比),松开,按至8(11)按住不松手,按至36(螺杆牙距),松开,按至5(12)按住不松手,按至48(最大电机转速),松开,按至2750(13)按住不松手,按至50(速度_P),松开,按至2.0(14)按住不松手,按至51(速度_I),松开,按至0.1(15)56 电流 4A(2.9时报警Err3)(16)按住不松手,按至57(电机电流),松开,按至2.9(17)按住不松手,按至81(马达极限信号),松开,按至2(18)按住不松手,按至83(回中开关信号),松开,按至-3(19)按住不松手,按至84(自动信号),松开,按至14(20)按住不松手,按至85(对中信号),松开,按至11(更改为15)(21)按住不松手,按至86(手动信号),松开,按至15(更改为11)(22) 97#参数0801(23)按住不松手,按至99(选择双电眼工作),松开,按至1(24)按住不松手,按至3,松开,按至10(给电机做初始化)(25)按住不松手,按此时,执行马达初始化,初始化后,按照上述方法,检查30,31号是否为0。
EPC系统调试说明
带材齐边卷取电液伺服纠偏系统使用说明一,技术参数.1.液压系统工作电源:AC380V,50Hz,5A/AC220V2.仪电控制电源:DC24V 4.5A3.按扭指示灯电源:DC24V,20mA4.光电信号输出:DC 1~10V5.放大器输出:DC 0~±10V6.放大器输入阻抗:50KΩ或250Ω7.伺服阀输出:<DC 2.7A8.系统工作压力:7Mpa9.系统额定流量:30L/min10.工作介质:HL46号抗磨液压油11.油液清洁度:NAS1638-8-1012.油液温度:20~50℃13.带材线速度:150m/min14.系统频宽:3~5Hz15.控制精度±1mm二.系统安装.1.根据系统原理结构图、安装图、接线图结合现场实际情况对系统部件就位、定位、布管、放线、连线并检查正确与否.具体如下:2.液压站靠近机架定位,连接液压站A、B工作油口到油缸的油管,软管力求短,距离长可用硬管与软管搭配相接,当然不可能全用硬管.配置硬管要严格按照程序:即配管——弯管——焊接——酸洗——清洗——打压——定位——短接——打循环,循环若干小时后,用软管对接油缸,等待试机。
3.操作台安装位置要便于操作,放动力电线到电源总开关处,泵站电机,泵站辅助装置,信号电缆到光电传感器,位置传感器.信号电缆要屏蔽,尽量远离变频器,动力柜等磁场干扰.液压系统电源独立供给,不要和传动柜变频器共一总开关.4.安装光电纠偏传感器:采用有臂连接C型光电传感器,安装材料用100宽的槽钢,横梁长度参考卷取机主体长度,焊接在卷取机上,横梁与卷取机之间用四根水平或斜拉方向的100槽钢焊接,要求刚性好,不要晃动.安装高度,左右位置及与卷取机水平间距,取决于带材的收卷方向,带宽变化量及卷径大小.即带材上收卷时,则光电架安装在上,下收卷时,安装位置向下。
安装时注意如下:(一)传感器开口朝操作台方向;(二)接收极朝上,发射极在下;(从窗口观察接收极黑色,发射极白色)(三)要求卷径最小到最大时,带材上下运行轨迹必须在光电传感器发射极和接收极之间;(四)传感器前后安装位置在收卷头与入口导向辊之间.且不能与导板干扰;(五)传感器左右位置必须确保带材规格宽度变化在检测线性范围内.5.安装机架对中位置传感器:首先将油缸推动卷取机在中位,然后固定位置传感器于卷取机底座某一空位,再焊接传感器感应铁片于卷取机上与其随动,铁片长方形宽面一个边缘对准传感器中间,长面一边应遮盖传感器,保证油缸左右移动时,铁片感应面会正负变化.感应片与传感器间隙在6~8mm。
印刷E+L纠偏说明书LPC&EPC综合说明书_P1-11_
莱默尔(杭州)机电设备有限公司Erhardt+Leimer (Hangzhou) Co., Ltd.目 录1 功能介绍1.1 LPC 系统 (4)1.2 EPC 系统 (5)2 运用范例2.1 LPC/EPC 系统 (6)2.2 REELING STATION (7)2.3 PIVOTING FRAME (8)3 各系统配套件介绍3.1 LPC 电眼感测装置3.11 探线/边型: F E 5002 电眼(群组位罝0.3)…………………..9 3.2 EPC 电眼感测装置3.21 探边型: F R 5001 电眼(群组位置0.1/0.2)………………..10 3.22 探边型: F X 4030 电眼(群组位置0.1/0.2)………………..10 3.3 控制装置3.31 D C 1340控制器(用于100W 以下M o t o r ),群组位置0.5…...11 3.4 驱动装置3.41 A G 2491驱动器(240N ,25m m /s ,±12/25/50m m ).........................12 3.42 A G 2591驱动器(1000N /2500N ,24/10m m /s ,±25/50/75/100m m )......12 3.43 A G 2691驱动器(3000/5300N ,19/10m m /s ,±50/75/100/175m m )......13 3.44 A G 4081驱动器(250N ,21m m /s ,±6/25/50m m )..........................13 3.45 A G 4591驱动器(1000N ,24m m /s ,±25/50/75/100) (14)3.46 A G 4691驱动器(3000N ,25m m /s ,±25/50/75/100).....................14 3.47 A G 5791驱动器(10000N ,25m m /s ,±50/100/150/200/300m m )........15 3.48 A G 5891驱动器(20000N ,10m m /s ,±50/100/150/200/300m m )........15 3.49 A G 6791驱动器(10000N ,25m m /s ,±50/100/150/200/300m m )........16 3.50 A G 6891驱动器(20000N ,10m m /s ,±100/150/200/300m m )............16 3.5 中心回归装置 (17)以上红色记号处为此份说明书之重点部份以上红色记号处为此份说明书之重点部份4 各系统配套件功能键/指示灯说明4.1感测装置4.11 F E 5002电眼………………………………………………………19 4.12 F R 5001 / F X 4030电眼………………………………………… 20 4.2控制装置5 LPC 系统操作说明................................................... 21 6 EPC 系统操作说明................................................... 28 7 各装置群组位置及参数值运用说明.................... 29 8 各装置参数表 (34)9按装及试车说明 (53)10各装置尺寸图 (58)11 选配系统说明 / 公司信息…………………………………………..684.整套系统均采用数字式控制,因此可与计算机或PLC系统联机,可单点多机控制,亦可单机多点控制。
EL纠偏调试手册

E L纠偏调试手册集团标准化办公室:[VV986T-J682P28-JP266L8-68PNN]成型机E+L-SVS纠偏系统安装调试手册目录:一,纠偏系统的组成二,纠偏系统的安装三,纠偏系统的配线四,纠偏系统的调试方法五,常见故障分析六,纠偏系统的区块图一、纠偏系统介绍成型机SVS定中纠偏系统零件:图1,马达外型图图2,电眼外型图图3,电眼线外型图图4 ,反光板外型图图5,接近开关外型图图6,接近开关固定座外型图图7,控制器外型图图8,电眼安装支架外型图二、纠偏系统安装1、马达安装方法首先将马达(马达料号:NR:230567)延长至机械长度(M=355mm)安装时,确认马达的机械中心与导正架(滑轨)的机械中心重合。
2、接近开关安装方法确认一下两点后再安装接近开关: A,马达的机械长度M正好处在355mm。
B,导正辊处的滑块位于滑轨的中心处。
,安装方法:在马达机械长度(M=355mm)状态下,安装铁片边缘在接近开关中间位置,安装高度2-3mm 即可目的:在马达行进过程中,只有一次信号切换,通过计算与接近开关的位置,达到快速回中的目的3、系统配线见附件注意PLC输给E+L纠偏的控制信号与E+L纠偏的电源要共用零点三,纠偏的调试步骤检查E+L电源线和信号线是否为24VDC,确认没问题后,上电。
1、根据马达对RK4004 设定参数(按照以下方法进行检查,若参数不对,则修改)首先、安装不松手,按一下,显示。
0,继续按,至显示。
3,然后松开,此时显示0,再按至42,完成解锁功能。
其次----设定参数(1)按住不松手,显示。
4 , E+L(2)按住不松手,按至13(纠偏灵敏度),松开,按将其至(3)按住不松手,按至16(自动速度),松开,按至20(4)17参数为回中速度(5)按住不松手,按至24(电机方向),松开,按至1(6)按住不松手,按至25(电机总行程),松开,按至100(7)按住不松手,按至26(电机正行程),松开,按至30(8)按住不松手,按至27(电机负行程),松开,按至-30(9)按住不松手,按至34(编码器解析度),松开,按至8(10)按住不松手,按至35(减速比),松开,按至8(11)按住不松手,按至36(螺杆牙距),松开,按至5(12)按住不松手,按至48(最大电机转速),松开,按至2750(13)按住不松手,按至50(速度_P),松开,按至(14)按住不松手,按至51(速度_I),松开,按至(15)56 电流 4A时报警Err3)(16)按住不松手,按至57(电机电流),松开,按至(17)按住不松手,按至81(马达极限信号),松开,按至2(18)按住不松手,按至83(回中开关信号),松开,按至-3(19)按住不松手,按至84(自动信号),松开,按至14(20)按住不松手,按至85(对中信号),松开,按至11(更改为15)(21)按住不松手,按至86(手动信号),松开,按至15(更改为11)(22)97#参数0801(23)按住不松手,按至99(选择双电眼工作),松开,按至1(24)按住不松手,按至3,松开,按至10(给电机做初始化)(25)按住不松手,按此时,执行马达初始化,初始化后,按照上述方法,检查30,31号是否为0。
EL纠偏调试手册
成型机E+L-SVS纠偏系统安装调试手册目录:一,纠偏系统的组成二,纠偏系统的安装三,纠偏系统的配线四,纠偏系统的调试方法五,常见故障分析六,纠偏系统的区块图一、纠偏系统介绍成型机SVS定中纠偏系统零件:图1,马达外型图图2,电眼外型图图3,电眼线外型图图4,反光板外型图图5,接近开关外型图图6,接近开关固定座外型图图7,控制器外型图图8,电眼安装支架外型图二、纠偏系统安装1、马达安装方法首先将马达(马达料号:NR:230567)延长至机械长度(M=355mm)安装时,确认马达的机械中心与导正架(滑轨)的机械中心重合。
2、接近开关安装方法确认一下两点后再安装接近开关:A,马达的机械长度M正好处在355mm。
B,导正辊处的滑块位于滑轨的中心处。
,安装方法:在马达机械长度(M=355mm)状态下,安装铁片边缘在接近开关中间位置,安装高度2-3mm即可目的:在马达行进过程中,只有一次信号切换,通过计算与接近开关的位置,达到快速回中的目的3、系统配线见附件注意PLC输给E+L纠偏的控制信号与E+L纠偏的电源要共用零点三,纠偏的调试步骤检查E+L电源线和信号线是否为24VDC,确认没问题后,上电。
1、根据马达对RK4004设定参数(按照以下方法进行检查,若参数不对,则修改)首先、安装不松手,按一下,显示。
0,继续按,至显示。
3,然后松开,此时显示0,再按至42,完成解锁功能。
其次----设定参数(1)按住不松手,显示。
4,E+L(2)按住不松手,按至13(纠偏灵敏度),松开,按将其至(3)按住不松手,按至16(自动速度),松开,按至20(4)17参数为回中速度(5)按住不松手,按至24(电机方向),松开,按至1(6)按住不松手,按至25(电机总行程),松开,按至100 (7)按住不松手,按至26(电机正行程),松开,按至30 (8)按住不松手,按至27(电机负行程),松开,按至-30 (9)按住不松手,按至34(编码器解析度),松开,按至8 (10)按住不松手,按至35(减速比),松开,按至8(11)按住不松手,按至36(螺杆牙距),松开,按至5(12)按住不松手,按至48(最大电机转速),松开,按至2750 (13)按住不松手,按至50(速度_P),松开,按至(14)按住不松手,按至51(速度_I),松开,按至(15)56电流4A时报警Err3)(16)按住不松手,按至57(电机电流),松开,按至(17)按住不松手,按至81(马达极限信号),松开,按至2 (18)按住不松手,按至83(回中开关信号),松开,按至-3 (19)按住不松手,按至84(自动信号),松开,按至14(20)按住不松手,按至85(对中信号),松开,按至11(更改为15)(21)按住不松手,按至86(手动信号),松开,按至15(更改为11)(22) 97#参数0801(23)按住不松手,按至99(选择双电眼工作),松开,按至1 (24)按住不松手,按至3,松开,按至10(给电机做初始化)(25)按住不松手,按此时,执行马达初始化,初始化后,按照上述方法,检查30,31号是否为0。
E+L EPC纠偏系统说明书 2013

E+L-EPC纠偏系统说明书本说明适用于德国E+L纠偏常规产品目录E+L-EPC纠偏系统说明书 (1)一、E+L-EPC纠偏系统总体说明 (3)二、E+L-EPC纠偏系统所需零件说明 (4)三、E+L-EPC纠偏系统机械安装说明 (5)3.1、控制器的安装 (5)3.2、电眼的安装 (5)3.2.1、通过EPC纠偏应用场合确认电眼安装位置 (5)3.2.2电眼的安装要求 (6)3.3、电机的安装 (6)3.3.1、确定电机型号 (6)3.3.2、确定电机机械中心 (7)3.3.3、调整电机机械中心 (7)3.3.4、安装电机 (7)3.4接近开关的安装 (7)3.4.1、接近开关感应片 (7)3.4.2、接近开关安装位置 (7)四、E+L-EPC纠偏系统配线说明 (10)4.1确认电压 (10)4.2、电机线布线要求 (10)4.3、E+L布线要求 (10)五、E+L-EPC纠偏面板说明 (10)六、E+L-EPC纠偏系统参数设定 (11)6.1、CAN网络群组地址设定 (11)6.1.1、RK4004地址设定 (11)6.1.2、FR5001电眼地址设定 (12)6.2、RK4004参数设定 (13)七、E+L-EPC纠偏系统试车 (15)八、E+L-EPC纠偏系统维护及故障说明 (15)8.1、EPC纠偏系统日常维护 (15)8.2、通过RK4004错误码信息来解决故障 (15)8.3、通过FR5001电眼错误码信息来解决故障 (16)九、附件 (17)附件一、电机尺寸图附件二、电机参数值附件三、EPC标准接线图纸附件四、RK4004控制板参数设定手册一、E+L-EPC纠偏系统总体说明我们将用一个电眼检测材料边缘来纠偏的纠偏系统称为EPC(Edge psoition control),以下简称EPC。
我们将用两个电眼检测材料中心来纠偏的纠偏系统成为CPC(Center position control),以下简称CPC。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
E+L-EPC纠偏系统说明书本说明适用于德国E+L纠偏常规产品目录E+L-EPC纠偏系统说明书 (1)一、E+L-EPC纠偏系统总体说明 (3)二、E+L-EPC纠偏系统所需零件说明 (4)三、E+L-EPC纠偏系统机械安装说明 (5)3.1、控制器的安装 (5)3.2、电眼的安装 (5)3.2.1、通过EPC纠偏应用场合确认电眼安装位置 (5)3.2.2电眼的安装要求 (6)3.3、电机的安装 (6)3.3.1、确定电机型号 (6)3.3.2、确定电机机械中心 (7)3.3.3、调整电机机械中心 (7)3.3.4、安装电机 (7)3.4接近开关的安装 (7)3.4.1、接近开关感应片 (7)3.4.2、接近开关安装位置 (7)四、E+L-EPC纠偏系统配线说明 (10)4.1确认电压 (10)4.2、电机线布线要求 (10)4.3、E+L布线要求 (10)五、E+L-EPC纠偏面板说明 (10)六、E+L-EPC纠偏系统参数设定 (11)6.1、CAN网络群组地址设定 (11)6.1.1、RK4004地址设定 (11)6.1.2、FR5001电眼地址设定 (12)6.2、RK4004参数设定 (13)七、E+L-EPC纠偏系统试车 (15)八、E+L-EPC纠偏系统维护及故障说明 (15)8.1、EPC纠偏系统日常维护 (15)8.2、通过RK4004错误码信息来解决故障 (15)8.3、通过FR5001电眼错误码信息来解决故障 (16)九、附件 (17)附件一、电机尺寸图附件二、电机参数值附件三、EPC标准接线图纸附件四、RK4004控制板参数设定手册一、E+L-EPC纠偏系统总体说明我们将用一个电眼检测材料边缘来纠偏的纠偏系统称为EPC(Edge psoition control),以下简称EPC。
我们将用两个电眼检测材料中心来纠偏的纠偏系统成为CPC(Center position control),以下简称CPC。
在购买我司纠偏系统后请按以下说明进行安装调试:参照第四页的《E+L-EPC/纠偏系统所需零件说明》确认现场E+L纠偏产品是否齐全;参照第五到第九页的《E+L-EPC纠偏系统机械安装说明》安装E+L纠偏产品;参照附件三《EPC纠偏电气原理图》配线;检查供电电压是否为24VDC,确认24VDC无误后上电;确认电机型号后,参照本说明书的第六章《E+L-EPC纠偏系统参数设定》及附件四《RK4004控制板参数设定手册》设定电机参数;参数设定完成后可进行试车。
E+L-EPC纠偏系统常用产品技术参数:二 、E+L-EPC 纠偏系统所需零件说明每套EPC 纠偏系统包含我司以下零件:图一 电机 图二 电机线 图三 FR5001电眼图四 FR5001电眼反光板 图五 FR5001电眼线 图六 VA5201电眼架图七接近开关图八接近开关安装座图九 RK4004控制板图十 RT4019操作面板图十一 RT4071 操作面板三、E+L-EPC纠偏系统机械安装说明E+L-EPC设备的安装共分为控制器的安装、电眼的安装、电机的安装、接近开关的安装四个部分。
3.1控制器的安装安装的要求是便于操作即可,此位置由最终用户指定。
常用控制器:DC1340(RT4019+RK4004), DC2340(RT4071+RK4004)3.2电眼的安装3.2.1通过EPC纠偏应用场合确认电眼安装位置EPC通常用于两种情况:一种是放料,要求料卷导开后材料的一个边缘位置保持不变;另一种是收料,要求料卷卷起后材料的边缘在同一位置。
这两种情况下的电眼安装位置是不同的,放料时电眼安装在一个固定的机架上(相对地面固定不动),并且靠近导正辊;收料时电眼安装在随电机移动的机架上,并且靠近锁定辊。
请参照下图。
1----导正距离 2----电机 3----导正辊 4---移动机架5----电眼 6----锁定辊 7----料卷 8----接近开关图十二收放卷时电眼的两种安装不同示意图3.2.2电眼安装要求电眼安装的基本要求是要注意电眼不能与其他零部件有机械干涉,防止被撞坏。
电眼安装的具体要求和安装实例如下所示。
图十三电眼安装说明图图十四电眼现场安装实例确保材料运行平面处于电眼和反光板的中间(如图十三&十四),然后将电眼上的中心标示线移动到导正目标点。
3.3电机的安装3.3.1确定电机型号每个电机都有电机铭牌,如下图所示:图十五电机铭牌其中: Typ AG 2591为电机型号,Nr.210898为料号,s=+/-75mm为电机行程。
3.3.2确定电机机械中心根据电机型号和料号参照电机尺寸图确定M值,即电机的机械中心长度(参考附件一电机尺寸图)。
3.3.3调整电机机械中心将电机调整到M值(如果不一致,打开防尘橡胶套后,转动电机螺杆,使其M值与表中的一致(参考附件一电机尺寸图))。
3.3.4安装电机调整导正架与机械设备中心一致后再进行电机的安装。
注:电机固定时,电机螺杆部位与电机后段电机部位尽量保持在同一直线上,以免影响电机寿命。
3.4接近开关的安装调整导正架与机械设备中心一致后再进行接近开关的安装。
将导正架的中心调整到机械设备的中心位置,之后确定接近开关和感应片的位置。
3.4.1接近开关感应片接近开关感应片及安装座应该有足够强度,建议厚度4mm。
感应片长度应为驱动器(电机)行程+20mm以上。
安装感测金属片的固定螺钉处应设计成长槽,以便电机初始化时调整其位置。
3.4.2接近开关安装位置1、接近开关与感应片的距离为2-3mm。
2、接近开关的位置相对于感测金属片处于亮与不亮的状态。
(一般感测金属片的边缘处于接近开关的中心位置)。
此时分两种情况:(1)电机在伸长时,接近开关常灭;电机缩短时,接近开关常亮。
此时RK4004的83号参数值应设定为-3.图十六电机缩短时接近开关全遮情形(2)电机在伸长时,接近开关常亮;电机缩短时,接近开关常灭。
此时RK4004的83号参数值应设定为3.图十七电机伸长时接近开关全遮情形图十八 E+L-EPC机械总体安装图四、E+L-EPC纠偏系统配线说明(接线参照附件三EPC标准接线图纸)4.1 确认电压按照电气原理图配线后,上电之前一定要确认电压为24VDC。
4.2电机线配线要求RK4004 的X2-1、2、3、4、5、6与电机回授端 EK4002上的1、2、3、4、5、6 一一对应,并且电机线屏蔽层在做绝缘处理后接在EK4002的7号引脚。
4.3 E+L布线要求E+L系统线路要远离动力线。
电眼线固定要牢靠,以防止设备运行中被扯断或磨损。
五、E+L-EPC纠偏面板说明图十九 RT4019操作面板图标按键名称LED向上键向下键设定键电眼选择电眼选择键材料运行方向指示灯电机动作按键向上键①纠偏在手动状态时,按此键可移动电机,当纠偏到达极限时,其按键脚灯会亮红色。
②纠偏在自动状态下,电机到极限的情形:a、当电眼下没有料或有料全遮的时候(此时为正常状态)。
可将电机打在回中状态,将要导正的料边放在电眼中心,然后将纠偏打在自动状态即可。
b、故障状态:查看RK4004控制板有没有报错,内部参数是否已变化,如没有联系E+L协助解决。
③自动状态时偏移量调整按键。
向下键手动选择键回中选择键自动选择键六、E+L-EPC纠偏参数设定说明6.1 Can网络群组地址设定CAN-BUS网络地址为:GRP.DEV,例如:0.5、2.1等群组号Group(简称GRP)范围 0~7,一个CAN-Bus网络最多可有8组设备号Device(简称DEV)范围1~F(十六进制),一个CAN-Bus网络最多可有15组6.1.1 RK4004地址设定通常RK4004 Can地址为0.5,其设定方法如下:图二十 RK4004控制板图标““向下键”“向上键”Step 1.上电后,按一下“确认键”键松开,显示RK4004的地址;Step 2.同时按住“向上键”与“向下键”持续大约6秒钟,直到数码管上数字开始闪烁;Step 3.按“向下键”可设定群组(Group)号,按“向上键”可设定设备(Device)号;Step 4.地址设定完成后,过大约10秒钟,RK4004会自动重启,地址设定6.1.2 FR5001电眼Can地址设定沿材料运行方向,右电眼设为0.1 左电眼设为 0.2,如下图所示。
图二十一电眼地址设定图解电眼地址设定方法如下:图二十二 FR5001地址设定按键Step 1.同时按住FR5001电眼上的“GRP键”和“DEV键”大约20秒左右,直到“位置指示灯”只有两个亮并且不闪烁。
Step 2.同时松开两个按键,点动“GRP键”,修改电眼的群组号,将电眼群组号修改成预设设值。
注:“GRP键”一侧的位置指示灯显示当前电眼的群组号,0---7。
Step 3.点动“DEV键”,修改电眼的设备号,将电眼群组修改预设的群组号,电眼地址一般为1或2。
注:“DEV键”一侧的位置指示灯显示当前电眼的设备号,1---8。
Step 4 .等待10秒,电眼指示灯自动重新启动并且保存参数。
地址设定完成。
6.2 RK4004参数设定电机初始化时需要修改的重要参数24 Motion derection 0 有0和1两种情况,以下图为例。
以左电眼的EPC纠偏系统为例。
电机安装方向不同,24号参数值不同。
RK4004控制板参数设定请查阅附件四《RK4004控制板参数设定手册》七、E+L-EPC纠偏系统试车试车时先检查电机动作是否正常。
1.先按切换到手动状态,然后按或者左右移动电机,正常时应该是按住或者电机移动,松开按钮,电机停止移动;2.再按切换到回中模式,看电机是否能带动机架回中;再按切换到自动模式,若用手全部遮挡电眼探头,电机应该向手遮挡的反方向移动。
3.若在试车时发现电机方向反向,则修改RK4004的24号参数。
八、E+L-EPC纠偏系统维护及故障排除8.1、EPC纠偏系统的日常维护EPC&CPC在生产使用时,要注意日常的清理:电眼反光板及时清理粉尘污物;检查电眼线、电机线等是否有松动;检查接近开关感应板和开关固定是否牢固。
8.2 通过RK4004错误码信息来检查故障控制板RK 4004 故障代码,当纠偏出现故障后,系统控制板RK 4004上能输出故障的错误信息。
例如纠偏器存在故障,可以查看纠偏控制板0.5的LED数码管上显示的“ERR电眼FR5001出现故障代码,可以通过RT4019 找到电眼地址,查看P 9 号参数错误代码。
九、附件附件一电机尺寸图附件二:电机参数值附件三 EPC标准接线图纸附件四 RK4004控制板参数设定手册O peration M anual目录RK4004控制板参数设定手册 (26)一、通过RK 4004的LED数码管设定参数 (28)1.1 RK 4004按键意义 (28)1.2开启RK4004 LED数码管延伸功能 (28)1.3 RK 4004 参数修改 (29)1.4 RK 4004参数保存 (29)1.5 RK 4004 参数设定退出 (29)二、通过RT4019操作面板设定参数 (31)2.1 RT 4019操作面板按键意义 (31)2.2 开启RT4019面板的延伸功能 (32)2.3 RK 4004 参数-RT4019修改方法 (32)2.4 RK 4004参数保存 (32)2.5 RK 4004 参数设定退出 (33)三、DO 2000操作面板参数设定 (34)3.1 DO 2000操作面板按键意义 (34)3.2 DO 2000系统设置界面登陆方法 (35)3.3 DO2000 操作面板的参数保存 (36)3.4 设备参数还原 (37)四通过Java Canmon软件来设置RK4004参数 (38)4.1 Java canmon 界面目录意义 (38)4.2 Java Canmon数据读取 (40)4.3 Java Canmon的KR 4004参数修改 (40)4.4 Java Canmon参数保存 (42)4.5备份NTZ文档到电脑。