程序代码及解释
程序代码及其含义

程序代码及其含义数控机床程编中,经常使用的程序代码有哪些?其含义是什么?在数控机床程序编制中,经常使用的程序指令代码有“G”、“M”。
经常使用的功能代码有“S”、“F”和“T”等。
现将这些常用的指令及功能代码含义介绍如下:(1)G指令G指令是准备功能指令,有字母G和后面紧跟的2位数字组成。
从G00到G99共有100个指令。
该指令的作用主要是指定数控机床的运动方式,并为数控系统插补运算作好准备,因此在程序段中G指令一般位于坐标指令的前面。
常用的G指令有G01(直线插补),G02、G03(圆弧插补),G00(快速点定位),G17、G18、G19(坐标平面选择),G40、G41、G42(刀具半径补偿),G92(预置寄存)及G90、G91(绝对尺寸及增量尺寸程编指令)。
有关G指令的详细规定与含义见表1---3所示。
在代码中有两种代码必须有一些了解,一个是准备工作码(H代码),一个是辅助功能代码(M代码)。
我们国家对G代码和M代码做了规定,即JG3028—83,它与国际标准化组织的ISO—1056—1975E等效。
在G代码与M代码中有不指定和永不指定两类尚未定义的代码。
不指定是暂时尚未指定,以后很可能指定定义,永不指定的代码就把指定的权利安给了机床制造厂家。
不论G代码还是M代码,均用2位数来表示:G00~G99,M00~M99。
共有200个代码。
最近看到有些机床厂家的G代码出现了3位数,这也是一种必然的结果,机床功能愈来愈多,当然代码必然也会增加。
但尚未见到国际标准化组织的新规定。
我们希望更多的分析一下机床厂随机提供的编程资料是非常必要的。
即使对G代码、M代码非常熟悉的人也要研究这些随机资料,看一看是否有一些新的规定,避免编程中存在语法错误。
这些软性的故障,常常在机床使用的初期出现。
表1---3 JB3208—83准备功能G代码注:1.#号:如选作特殊用途,必须在程序格式说明中说明。
2.如在直线切削控制中没有刀具补偿,则G43到G52可指定作其他用途。
代码名词解释

代码名词解释1. 什么是代码?代码是计算机程序的一种形式,它是一系列指令的集合,用于告诉计算机如何执行特定任务。
代码可以由程序员使用特定的编程语言编写,并通过编译器或解释器转换为计算机可以理解和执行的机器语言。
2. 代码的作用和重要性代码在现代社会中扮演着至关重要的角色。
以下是代码的几个主要作用:控制计算机行为代码告诉计算机执行特定任务,包括处理数据、运行应用程序、控制设备等。
通过编写不同的代码,我们可以实现各种不同的功能和行为。
解决问题通过编写代码,我们可以将复杂问题分解为更小、更易管理和理解的部分。
通过合理组织和设计代码,我们可以以一种系统化和可重复的方式解决问题。
自动化任务通过编写自动化脚本或程序,我们可以自动执行重复性、繁琐或耗时的任务。
这样可以提高效率并减少人工错误。
构建应用程序应用程序是指向用户提供某种功能或服务的软件。
通过编写代码,开发人员可以构建各种类型的应用程序,包括桌面应用程序、移动应用程序、Web应用程序等。
促进创新和科技发展代码是科技发展的驱动力之一。
通过编写代码,人们可以实现新的功能和创新的想法。
代码也为人们提供了学习和探索计算机科学的平台。
代码的重要性在现代社会中不可忽视。
几乎所有行业都依赖于计算机系统和软件应用程序来提供服务、管理数据和进行决策。
3. 常见的编程语言编程语言是用于编写代码的规则和结构。
以下是几种常见的编程语言:CC是一种通用高级编程语言,由Dennis Ritchie于1972年开发。
它具有高效性、可移植性和灵活性,并被广泛应用于系统软件、嵌入式系统等领域。
JavaJava是一种面向对象的编程语言,由Sun Microsystems(现为Oracle)于1995年推出。
它具有跨平台性、可靠性和安全性,并广泛应用于企业级应用程序开发、Android应用程序开发等领域。
PythonPython是一种简单易学且功能强大的高级编程语言,由Guido van Rossum于1989年开发。
常用数控编程代码以及解释
常用数控编程代码以及解释1、编程主代码功能G代码功能通过编程并运行这些程序而使数控机床能够实G00 定位(快速移动)G01 直线插补(进给速度)G02 顺时针圆弧插补各进给轴的运动,如直线圆弧插补、进给控制G03 逆时针圆弧插补G04 暂停,精确停止G09 精确停止现的功能我们称之为可编程功能。
一般可编程G17 选择X Y平面G18 选择Z X平面G19 选择Y Z平面各进给轴的运动,如直线圆弧插补、进给控制G27 返回并检查参考点G28 返回参考点G29 从参考点返回现的功能我们称之为可编程功能。
一般可编程G30 返回第二参考点G40 取消刀具半径补偿G41 左侧刀具半径补偿功能分为两类:一类用来实现刀具轨迹控制即G42 右侧刀具半径补偿G43 刀具长度补偿+G44 刀具长度补偿-现的功能我们称之为可编程功能。
一般可编程G49 取消刀具长度补偿G52 设置局部坐标系G53 选择机床坐标系通过编程并运行这些程序而使数控机床能够实G54 选用1号工件坐标系G55 选用2号工件坐标系G56 选用3号工件坐标系各进给轴的运动,如直线圆弧插补、进给控制G57 选用4号工件坐标系G58 选用5号工件坐标系G59 选用6号工件坐标系现的功能我们称之为可编程功能。
一般可编程G60 单一方向定位G61 精确停止方式G64 切削方式通过编程并运行这些程序而使数控机床能够实G65 宏程序调用G66 模态宏程序调用G67 模态宏程序调用取消各进给轴的运动,如直线圆弧插补、进给控制G73 深孔钻削固定循环G74 反螺纹攻丝固定循环G76 精镗固定循环现的功能我们称之为可编程功能。
一般可编程G80 取消固定循环G81 钻削固定循环G82 钻削固定循环各进给轴的运动,如直线圆弧插补、进给控制G83 深孔钻削固定循环G84 攻丝固定循环G85 镗削固定循环1 可编程功能G86 镗削固定循环G87 反镗固定循环G88 镗削固定循环功能分为两类:一类用来实现刀具轨迹控制即G89 镗削固定循环G90 绝对值指令方式G91 增量值指令方式现的功能我们称之为可编程功能。
python程序解读举例 通俗解释
python程序解读举例通俗解释Python程序解读举例- 通俗解释在计算机科学中,编程语言是一种用来与计算机进行交流的工具,就像英语或汉语一样。
而Python是其中一种非常流行的编程语言,它的简单和易读性使得它成为了初学者和专业开发者的首选。
在这篇文章中,我们将以解读Python程序为主题,通过一个详细的举例来回答你所有的疑问。
首先,让我们简要了解一下Python的基本语法。
Python代码由一系列命令组成,这些命令以换行符进行分隔或使用缩进来表示从属关系。
这个特殊的缩进使用四个空格(或一个制表符)来表示。
Python程序从上到下执行,每个命令都被解释器依次执行。
现在,让我们来看一个例子来说明Python程序的解读过程。
假设我们要写一个程序,用来计算两个数字的和。
我们可以这样来编写这个程序:num1 = 5num2 = 10sum = num1 + num2print("The sum is: ", sum)第一行代码`num1 = 5`定义了一个名为`num1`的变量,并将其值设置为5。
第二行代码`num2 = 10`定义了另一个名为`num2`的变量,并将其值设置为10。
第三行代码`sum = num1 + num2`将`num1`和`num2`的值相加并存储在名为`sum`的变量中。
最后一行代码`print("The sum is: ", sum)`用来将结果输出到屏幕上。
现在让我们逐行进行解读这些代码。
第一行代码`num1 = 5` 可以被解读为“将5存储在名为`num1`的变量中”。
在这里,我们创建了一个变量`num1`并将其值设置为5。
类似地,第二行代码`num2 = 10`可以被解读为“将10存储在名为`num2`的变量中”。
接下来,我们有一行代码`sum = num1 + num2`,它将存储在`num1`和`num2`变量中的值相加,并将结果存储在名为`sum`的变量中。
计算机程序的构造和解释 源代码
计算机程序的构造和解释源代码文章标题:深度解读:计算机程序的构造和解释一、引言在当今科技迅猛发展的时代,计算机程序已经成为了我们生活中不可或缺的一部分。
作为计算机程序的编写者,我们需要深入了解计算机程序的构造和解释,才能更好地理解和应用程序设计的原理和方法。
二、计算机程序的构造和解释1. 程序的基本构成计算机程序的构造涉及到编程语言、算法、数据结构等多方面的知识。
其中,源代码是程序的核心组成部分,它是程序员用编程语言编写的文本文件,包含了程序的逻辑和功能实现。
2. 源代码的重要性源代码是程序的源头,对于程序的理解和改进至关重要。
了解源代码的结构和语法规则,可以帮助程序员更好地理解程序的逻辑和功能设计,从而提高编程效率和质量。
3. 程序的解释和执行程序的解释和执行是指计算机根据源代码的指令和逻辑,将程序翻译成可执行的机器语言,并在计算机上运行。
了解程序的解释和执行过程,有助于程序员更好地调试和优化程序,提高程序的性能和稳定性。
三、源代码的分析与应用1. 源代码的分析通过对源代码的分析,我们可以深入了解程序的逻辑结构和功能实现,找出其中的问题和改进空间。
源代码的分析也可以帮助我们学习和借鉴他人的编程经验,提高自己的编程水平。
2. 源代码在程序设计中的应用在程序设计中,源代码起着至关重要的作用。
好的源代码结构和逻辑设计,可以使程序的开发和维护更加高效和灵活。
程序员需要注重源代码的规范和优化,以确保程序的质量和可维护性。
四、个人观点和理解作为程序设计者,我深知源代码对于程序设计和开发的重要性。
源代码不仅是程序的实现载体,更是程序逻辑和功能的抽象展现,它直接影响着程序的质量和性能。
我坚信只有深入了解和掌握源代码的构造和解释,才能真正成为一名优秀的程序员。
五、总结与展望通过本文的深度解读,我们更加深入地理解了计算机程序的构造和解释,以及源代码在程序设计中的重要性。
希望通过不断学习和实践,我们能够应用这些知识,不断提升自己的编程能力,为科技发展和社会进步贡献自己的力量。
循迹小车程序代码(带解释说明)

int Left_motor_go=6; //左电机前进(IN1)int Left_motor_back=7; //左电机后退(IN2)int Right_motor_go=9; // 右电机前进(IN3)int Right_motor_back=10; // 右电机后退(IN4)const int SensorRight = 3; //右循迹红外传感器(P3.2 OUT1)const int SensorLeft = 4; //左循迹红外传感器(P3.3 OUT2)int SL; //左循迹红外传感器状态int SR; //右循迹红外传感器状态void setup(){//初始化电机驱动IO为输出方式pinMode(Left_motor_go,OUTPUT); // PIN 8 (PWM)pinMode(Left_motor_back,OUTPUT); // PIN 9 (PWM)pinMode(Right_motor_go,OUTPUT);// PIN 10 (PWM)pinMode(Right_motor_back,OUTPUT);// PIN 11 (PWM)pinMode(SensorRight, INPUT); //定义右循迹红外传感器为输入pinMode(SensorLeft, INPUT); //定义左循迹红外传感器为输入}//=======================智能小车的基本动作========================= //void run(int time) // 前进void run(){digitalWrite(Right_motor_go,HIGH); // 右电机前进digitalWrite(Right_motor_back,LOW);analogWrite(Right_motor_go,20);//PWM比例0~255调速,左右轮差异略增减analogWrite(Right_motor_back,0);digitalWrite(Left_motor_go,LOW); // 左电机前进digitalWrite(Left_motor_back,HIGH);analogWrite(Left_motor_go,0);//PWM比例0~255调速,左右轮差异略增减analogWrite(Left_motor_back,127 );//delay(time * 100); //执行时间,可以调整}//void brake(int time) //刹车,停车void brake(){digitalWrite(Right_motor_go,LOW);digitalWrite(Right_motor_back,LOW);digitalWrite(Left_motor_go,LOW);digitalWrite(Left_motor_back,LOW);//delay(time * 100);//执行时间,可以调整}//void left(int time) //左转(左轮不动,右轮前进) void left(){digitalWrite(Right_motor_go,HIGH);// 右电机前进digitalWrite(Right_motor_back,LOW);analogWrite(Right_motor_go,1);analogWrite(Right_motor_back,0);//PWM比例0~255调速digitalWrite(Left_motor_go,LOW); //左轮后退digitalWrite(Left_motor_back,LOW);analogWrite(Left_motor_go,0);analogWrite(Left_motor_back,0);//PWM比例0~255调速//delay(time * 100);//执行时间,可以调整}void right(){digitalWrite(Right_motor_go,LOW); //右电机后退digitalWrite(Right_motor_back,LOW);analogWrite(Right_motor_back,0);//PWM比例0~255调速digitalWrite(Left_motor_go,LOW);//左电机前进digitalWrite(Left_motor_back,HIGH);analogWrite(Left_motor_go,0);analogWrite(Left_motor_back,127);//delay(time * 100);//执行时间,可以调整}void back(int time){digitalWrite(Right_motor_go,LOW); //右轮后退digitalWrite(Right_motor_back,HIGH);analogWrite(Right_motor_go,0);analogWrite(Right_motor_back,60);//PWM比例0~255调速digitalWrite(Left_motor_go,HIGH); //左轮后退digitalWrite(Left_motor_back,LOW);analogWrite(Left_motor_go,60);analogWrite(Left_motor_back,0);//PWM比例0~255调速delay(time * 100); //执行时间,可以调整}//==========================================================void loop(){//有信号为LOW 没有信号为HIGH 检测到黑线输出高检测到白色区域输出低SR = digitalRead(SensorRight);//有信号表明在白色区域,车子底板上L1亮;没信号表明压在黑线上,车子底板上L1灭SL = digitalRead(SensorLeft);//有信号表明在白色区域,车子底板上L2亮;没信号表明压在黑线上,车子底板上L2灭if (SL == LOW&&SR==LOW)run(); //调用前进函数else if (SL == HIGH & SR == LOW)// 左循迹红外传感器,检测到信号,车子向右偏离轨道,向左转left();else if (SR == HIGH & SL == LOW) // 右循迹红外传感器,检测到信号,车子向左偏离轨道,向右转right();else // 都是黑色, 停止brake();}。
CNC加工中心程序代码大全
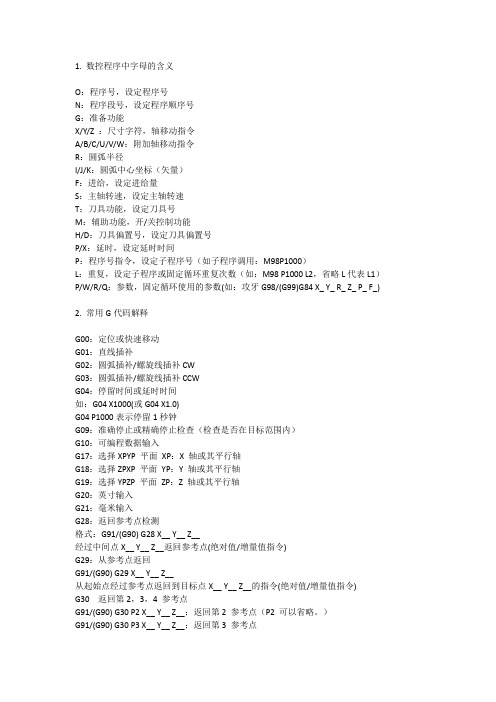
1. 数控程序中字母的含义O:程序号,设定程序号N:程序段号,设定程序顺序号G:准备功能X/Y/Z :尺寸字符,轴移动指令A/B/C/U/V/W:附加轴移动指令R:圆弧半径I/J/K:圆弧中心坐标(矢量)F:进给,设定进给量S:主轴转速,设定主轴转速T:刀具功能,设定刀具号M:辅助功能,开/关控制功能H/D:刀具偏置号,设定刀具偏置号P/X:延时,设定延时时间P:程序号指令,设定子程序号(如子程序调用:M98P1000)L:重复,设定子程序或固定循环重复次数(如:M98 P1000 L2,省略L代表L1)P/W/R/Q:参数,固定循环使用的参数(如:攻牙G98/(G99)G84 X_ Y_ R_ Z_ P_ F_)2. 常用G代码解释G00:定位或快速移动G01:直线插补G02:圆弧插补/螺旋线插补CWG03:圆弧插补/螺旋线插补CCWG04:停留时间或延时时间如:G04 X1000(或G04 X1.0)G04 P1000表示停留1秒钟G09:准确停止或精确停止检查(检查是否在目标范围内)G10:可编程数据输入G17:选择XPYP 平面XP:X 轴或其平行轴G18:选择ZPXP 平面YP:Y 轴或其平行轴G19:选择YPZP 平面ZP:Z 轴或其平行轴G20:英寸输入G21:毫米输入G28:返回参考点检测格式:G91/(G90) G28 X__ Y__ Z__经过中间点X__ Y__ Z__返回参考点(绝对值/增量值指令)G29:从参考点返回G91/(G90) G29 X__ Y__ Z__从起始点经过参考点返回到目标点X__ Y__ Z__的指令(绝对值/增量值指令)G30 返回第2,3,4 参考点G91/(G90) G30 P2 X__ Y__ Z__;返回第2 参考点(P2 可以省略。
)G91/(G90) G30 P3 X__ Y__ Z__;返回第3 参考点G91/(G90) G30 P4 X__ Y__ Z__;返回第4 参考点X__ Y__ Z__:经过中间点位置(绝对值/增量值指令)G40:刀具半径补偿取消G41:左侧刀具半径补偿(沿进给方向刀具在左边)G42:右侧刀具半径补偿(沿进给方向刀具在右边)G43:刀具长度补偿+方向G44:刀具长度补偿-方向G49:取消刀具长度补偿G50:取消比例缩放G51:比例缩放,格式:ON G51 X_ Y_ Z_ P_;OFF G50X_ Y_ Z_:设定缩放中心位置P:缩放比例,范围是1-999999,不能是小数,如果P800代表缩放比例是0.8G52:设定局部坐标系G53:选择机床坐标系G54-G59:选择工件坐标系1-6G60:单方向定位,消除传动间隙(代替G00),过目标位置后然后回头至目标位置G61:准停检查方式,切削进给接近目标位置时减速并检查位置公差范围G62:自动拐角倍率G63:攻牙方式G64:正常切削方式,切削进给接近目标位置时不减速,以及切削段与段之间不减速G65:宏程序调用G66:宏程序模态调用G67:宏程序模态调用取消G68:坐标旋转,格式:G17:G68 X_ Y_ R_G18:G68 X_ Z_ R_G19:G68 Y_ Z_ R_G69 坐标旋转取消G73:多级钻削循环G74:攻左旋螺纹循环G76:精镗循环(定向偏心退刀)G80:取消固定循环G81:单级钻削循环G82:单级钻削循环(实现孔底停留或延时)G83:多级钻削循环G84:攻右旋螺纹G85:镗削循环G86:镗削循环G87:反镗循环G88:镗削循环G89:镗削循环G90:绝对指令G91:相对指令G92:设定工件坐标系G98:固定循环后退时退回起点G99:固定循环后退时退回点(R点在固定循环中设定)3. 常用M代码解释M00:程序无条件停止M01 :程序条件停止M02 :程序结束M03 :主轴正转M04 :主轴反转M05 :主轴停止M08 :开外冷M09 :关所有冷却M26 :开内冷M30 :程序结束并返回到程序开头M84 :检查托盘1M95:检查托盘2M98 :调用子程序M99 :返回主程序M135:刚性攻牙M417:机床托盘1检查M418:机床托盘2检查M419:机床托盘检查结束M433:刀具断刀检测M462:托盘号传送4. 常用算术加法:#i=#j+#k减法:#i=#j-#k乘法:#i=#j*#k除法:#i=#j/#k正弦:#i=SIN[#j]反正弦:#i=ASIN[#j]余弦:#i=COS[#j]反余弦:#i=ACOS[#j]正切:#i=TAN[#j]反正切:#i=ATAN[#j]平方根:#i=SQRT[#j]绝对值:#i=ABS[#j]舍入:#i=ROUND[#j]上取整:#i=FIX[#j]下取整:#i=FUP[#j]自然对数:#i=LN[#j]指数函数:#i=EXP[#j]或:#i=#jOR#k异或:#i=#jXOR#k与:#i=#AND#k从BCD转为BIN:#i=BIN[#j]从BIN转为BCD:#i=BCD[#j]5. 逻辑运算符EQ:等于NE:不等于GT:大于GE:小于或等于LT:小于6. 程序转移和循环无条件转移:GOTO条件转移:IF [条件表达式]IF [条件表达式] GOTO n,如果条件满足,则跳转至程序段nIF [条件表达式] THEN,如:IF [#I=#J] THEN #K=07. 循环语句WHILE [条件表达式] Dom (m=1,2,,3)…ENDm如果条件满足则执行Dom至ENDm之间的程序(直到条件不满足),否则转而执行ENDm后面的程序。
CNC加工中心程序代码大全
1. 数控程序中字母的含义O:程序号,设定程序号N:程序段号,设定程序顺序号G:准备功能X/Y/Z :尺寸字符,轴移动指令A/B/C/U/V/W:附加轴移动指令R:圆弧半径I/J/K:圆弧中心坐标(矢量)F:进给,设定进给量S:主轴转速,设定主轴转速T:刀具功能,设定刀具号M:辅助功能,开/关控制功能H/D:刀具偏置号,设定刀具偏置号P/X:延时,设定延时时间P:程序号指令,设定子程序号(如子程序调用:M98P1000)L:重复,设定子程序或固定循环重复次数(如:M98 P1000 L2,省略L代表L1)P/W/R/Q:参数,固定循环使用的参数(如:攻牙G98/(G99)G84 X_ Y_ R_ Z_ P_ F_)2. 常用G代码解释G00:定位或快速移动G01:直线插补G02:圆弧插补/螺旋线插补CWG03:圆弧插补/螺旋线插补CCWG04:停留时间或延时时间如:G04 X1000(或G04 X1.0)G04 P1000表示停留1秒钟G09:准确停止或精确停止检查(检查是否在目标范围内)G10:可编程数据输入G17:选择XPYP 平面XP:X 轴或其平行轴G18:选择ZPXP 平面YP:Y 轴或其平行轴G19:选择YPZP 平面ZP:Z 轴或其平行轴G20:英寸输入G21:毫米输入G28:返回参考点检测格式:G91/(G90) G28 X__ Y__ Z__经过中间点X__ Y__ Z__返回参考点(绝对值/增量值指令)G29:从参考点返回G91/(G90) G29 X__ Y__ Z__从起始点经过参考点返回到目标点X__ Y__ Z__的指令(绝对值/增量值指令)G30 返回第2,3,4 参考点G91/(G90) G30 P2 X__ Y__ Z__;返回第2 参考点(P2 可以省略。
)G91/(G90) G30 P3 X__ Y__ Z__;返回第3 参考点G91/(G90) G30 P4 X__ Y__ Z__;返回第4 参考点X__ Y__ Z__:经过中间点位置(绝对值/增量值指令)G40:刀具半径补偿取消G41:左侧刀具半径补偿(沿进给方向刀具在左边)G42:右侧刀具半径补偿(沿进给方向刀具在右边)G43:刀具长度补偿+方向G44:刀具长度补偿-方向G49:取消刀具长度补偿G50:取消比例缩放G51:比例缩放,格式:ON G51 X_ Y_ Z_ P_;OFF G50X_ Y_ Z_:设定缩放中心位置P:缩放比例,范围是1-999999,不能是小数,如果P800代表缩放比例是0.8G52:设定局部坐标系G53:选择机床坐标系G54-G59:选择工件坐标系1-6G60:单方向定位,消除传动间隙(代替G00),过目标位置后然后回头至目标位置G61:准停检查方式,切削进给接近目标位置时减速并检查位置公差范围G62:自动拐角倍率G63:攻牙方式G64:正常切削方式,切削进给接近目标位置时不减速,以及切削段与段之间不减速G65:宏程序调用G66:宏程序模态调用G67:宏程序模态调用取消G68:坐标旋转,格式:G17:G68 X_ Y_ R_G18:G68 X_ Z_ R_G19:G68 Y_ Z_ R_G69 坐标旋转取消G73:多级钻削循环G74:攻左旋螺纹循环G76:精镗循环(定向偏心退刀)G80:取消固定循环G81:单级钻削循环G82:单级钻削循环(实现孔底停留或延时)G83:多级钻削循环G84:攻右旋螺纹G85:镗削循环G86:镗削循环G87:反镗循环G88:镗削循环G89:镗削循环G90:绝对指令G91:相对指令G92:设定工件坐标系G98:固定循环后退时退回起点G99:固定循环后退时退回点(R点在固定循环中设定)3. 常用M代码解释M00:程序无条件停止M01 :程序条件停止M02 :程序结束M03 :主轴正转M04 :主轴反转M05 :主轴停止M08 :开外冷M09 :关所有冷却M26 :开内冷M30 :程序结束并返回到程序开头M84 :检查托盘1M95:检查托盘2M98 :调用子程序M99 :返回主程序M135:刚性攻牙M417:机床托盘1检查M418:机床托盘2检查M419:机床托盘检查结束M433:刀具断刀检测M462:托盘号传送4. 常用算术加法:#i=#j+#k减法:#i=#j-#k乘法:#i=#j*#k除法:#i=#j/#k正弦:#i=SIN[#j]反正弦:#i=ASIN[#j]余弦:#i=COS[#j]反余弦:#i=ACOS[#j]正切:#i=TAN[#j]反正切:#i=ATAN[#j]平方根:#i=SQRT[#j]绝对值:#i=ABS[#j]舍入:#i=ROUND[#j]上取整:#i=FIX[#j]下取整:#i=FUP[#j]自然对数:#i=LN[#j]指数函数:#i=EXP[#j]或:#i=#jOR#k异或:#i=#jXOR#k与:#i=#AND#k从BCD转为BIN:#i=BIN[#j]从BIN转为BCD:#i=BCD[#j]5. 逻辑运算符EQ:等于NE:不等于GT:大于GE:小于或等于LT:小于6. 程序转移和循环无条件转移:GOTO条件转移:IF [条件表达式]IF [条件表达式] GOTO n,如果条件满足,则跳转至程序段nIF [条件表达式] THEN,如:IF [#I=#J] THEN #K=07. 循环语句WHILE [条件表达式] Dom (m=1,2,,3)…ENDm如果条件满足则执行Dom至ENDm之间的程序(直到条件不满足),否则转而执行ENDm后面的程序。
数控编程代码以及解释

G99 10 固定循环返回R点
从表1.1中我们可以看到,G代码被分为了不同的组,这是由于大多数的G代码是模态的,所谓模态G代码,是指这些G代码不只在当前的程序段中起作用,而且在以后的程序段中一直起作用,直到程序中出现另一个同组的G代码为止,同组的模态G代码控制同一个目标但起不同的作用,它们之间是不相容的。00组的G代码是非模态的,这些G代码只在它们所在的程序段中起作用。标有*号的G代码是上电时的初始状态。对于G01和G00、G90和G91上电时的初始状态由参数决定。
M01 程式选择性停止/选择性套用
M02 程序结束
M03 主轴正转
M04 主轴反转
M05 主轴停止
M06 自动刀具交换
M07 吹气启动
M08 切削液启动
M09 切削液关闭
M10 吹气关闭 →M09也能关吹气
M11《斗笠式》主轴夹刀
M12 主轴松刀
M13 主轴正转+切削液启动
1.2 准备功能
本机床使用的所有准备功能见表1.1:
表1.1
G代码 分组 功能
*G00 01 定位(快速移动)
*G01 01 直线插补(进给速度)
G02 01 顺时针圆弧插补
G05.1 高速高精度制御 2
G06~G08没有
G07.1/107 圆筒补间
G09 正确停止检查
G10 程式参数输入/补正输入
G11 程式参数输入取消
G12 整圆切削CW
G13 整圆切削CCW
G12.1/112 极坐标补间 有效
G13.1/113 极坐标补间 取消
G14没有
intellij idea 小程序 实例代码-概述说明以及解释

intellij idea 小程序实例代码-概述说明以及解释1.引言1.1 概述IntelliJ IDEA是一个强大的集成开发环境(IDE),它是由JetBrains公司开发的。
小程序则是一种轻量级的应用程序,通常运行在移动设备或者桌面环境。
本文将介绍如何在IntelliJ IDEA中开发小程序,并展示一些实例代码。
通过这些示例,读者可以了解如何使用IntelliJ IDEA提高小程序开发的效率和质量。
在接下来的章节中,我们将介绍IntelliJ IDEA的基本功能,小程序开发的概述以及在IDE中展示小程序实例代码的方法。
希望本文可以帮助读者更好地理解和应用IntelliJ IDEA进行小程序开发。
1.2 文章结构:本文将分为三个主要部分,即引言、正文和结论。
在引言部分,我们将介绍本文的背景和意义,概述文章的结构和目的,为读者提供整体的阅读导引。
接着在正文部分,将首先介绍Intellij Idea的基本情况,包括其功能特点和优势。
然后,我们将深入探讨小程序开发的概述,解释小程序的定义和特点以及其在移动应用开发中的应用场景。
最后,我们将展示Intellij Idea中的小程序实例代码,帮助读者更加直观地了解小程序的开发过程和相关技术。
最后,在结论部分,我们将总结Intellij Idea小程序开发的优势,分析小程序在实际开发中的应用价值,并展望小程序在未来的发展趋势,为读者提供对小程序技术的更深入的认识和理解。
1.3 目的本文的目的是通过展示Intellij Idea中小程序的实例代码,帮助读者了解如何在该开发工具下进行小程序开发。
通过具体的代码实例,读者可以学习到如何在Intellij Idea中创建、调试和部署小程序,并了解到该开发工具的优势和特点。
同时,本文也将探讨小程序在实际开发中的应用价值,以及展望小程序在未来的发展趋势。
通过本文内容的阐述,读者可以更深入地了解Intellij Idea小程序开发的相关知识,为其未来的开发工作提供参考和帮助。
G代码及解释
常用G代码G代码命令代码组及其含义“模态代码”和“一般”代码“形式代码”的功能在它被执行后会继续维持,而“一般代码”仅仅在收到该命令时起作用。
定义移动的代码通常是“模态代码”,像直线、圆弧和循环代码。
反之,像原点返回代码就叫“一般代码”。
每一个代码都归属其各自的代码组。
在“模态代码”里,当前的代码会被加载的同组代码替换。
G代码组别解释G00 快速定位(快速移动)G01 直线切削G02 顺时针切圆弧G03 逆时针切圆弧G04 暂停G17 XY 面赋值G18 XZ 面赋值G19 YZ 面赋值G28 机床返回原点G30 机床返回第2和第3原点*G40 取消刀具直径偏移G41 刀具直径左偏移G42 刀具直径右偏移*G43 刀具长度+ 方向偏移*G44 刀具长度- 方向偏移G49 取消刀具长度偏移*G53 机床坐标系选择G54 工件坐标系1选择G55 工件坐标系2选择G56 工件坐标系3选择G57 工件坐标系4选择G58 工件坐标系5选择G59 工件坐标系6选择G73 高速深孔钻削循环G74 左螺旋切削循环G76 精镗孔循环*G80 取消固定循环G81 中心钻循环G82 反镗孔循环G83 深孔钻削循环G84 右螺旋切削循环G85 镗孔循环G86 镗孔循环G87 反向镗孔循环G88 镗孔循环G89 镗孔循环*G90 使用绝对值命令G91 使用增量值命令G92 设置工件坐标系*G98 固定循环返回起始点*G99 返回固定循环R点代码解释G00 定位1. 格式G00 X_ Y_ Z_这个命令把刀具从当前位置移动到命令指定的位置(在绝对坐标方式下),或者移动到某个距离处(在增量坐标方式下)。
2. 非直线切削形式的定位我们的定义是:采用独立的快速移动速率来决定每一个轴的位置。
刀具路径不是直线,根据到达的顺序,机器轴依次停止在命令指定的位置。
3. 直线定位刀具路径类似直线切削(G01) 那样,以最短的时间(不超过每一个轴快速移动速率)定位于要求的位置。
verilog-32位浮点加法器程序及代码解释

verilog-32位浮点加法器程序及代码解释module flowadd(ix, iy, clk, a_en, ost,oz);input ix, iy, clk, a_en;output oz, ost;wire[31:0] ix,iy;reg[31:0] oz;wire clk,ost,a_en;reg[25:0] xm, ym, zm;reg[7:0] xe, ye, ze;reg[2:0] state;parameter start=3'b000,zerock=3'b001,exequal=3'b010,addm=3'b011,infifl=3'b100,over =3'b110; assign ost = (state == over) ? 1 : 0; /*后端处理,输出浮点数*/always@(posedge ost)beginif(a_en)oz <= {zm[25],ze[7:0],zm[22:0]};endalways@(posedge clk) //状态机begincase(state)start: //前端处理,分离尾数和指数,同时还原尾数beginxe <= ix[30:23];xm <= {ix[31],1'b0,1'b1,ix[22:0]};ye <= iy[30:23];ym <= {iy[31],1'b0,1'b1,iy[22:0]};state <= zerock;endzerock:beginif(ix == 0)begin{ze, zm} <= {ye, ym};state <= over;endelseif(iy == 0)begin{ze, zm} <= {xe, xm};state <= over;endelsestate <= exequal;endexequal: //指数处理,使得指数相等beginif(xe == ye)state <= addm;elseif(xe > ye)beginye <= ye + 1;ym[24:0] <= {1'b0, ym[24:1]};if(ym == 0)beginzm <= xm;ze <= xe;state <= over;endelsestate <= exequal;endelsebeginxe <= xe + 1;xm[24:0] <= {1'b0,xm[24:1]};if(xm == 0)beginzm <= ym;ze <= ye;state <= over;endelsestate <= exequal;endendaddm: //带符号位和保留进位的尾数相加beginif ((xm[25]^ym[25])==0)beginzm[25] <= xm[25];zm[24:0] <= xm[24:0]+ym[24:0];endelseif(xm[24:0]>ym[24:0])beginzm[25] <= xm[25];zm[24:0] <=xm[24:0]-ym[24:0];endelsebeginzm[25] <= ym[25];zm[24:0] <=ym[24:0]-xm[24:0];endze <= xe;state <= infifl;endinfifl: //尾数规格化处理beginif(zm[24]==1)beginzm[24:0] <= {1'b0,zm[24:1]};ze <= ze + 1;state <= over;endelseif(zm[23]==0)beginzm[24:0] <= {zm[23:0],1'b0};ze <= ze - 1;state <= infifl;endelsestate <= over;endover:beginstate<= start;enddefault:beginstate<= start; end endcase end endmodule。
电脑蓝屏代码解释大全
1.0x0000000A:IRQL_NOT_LESS_OR_EQUAL错误分析:主要是由问题的驱动程序、有缺陷或不兼容的硬件与软件造成的. 从技术角度讲. 表明在内核模式中存在以太高的进程内部请求级别(IRQL)访问其没有权限访问的内存地址.2.0x00000012:TRAP_CAUSE_UNKNOWN错误分析:如果遇到这个错误信息,那么很不幸,应为KeBudCheck分析的结果是错误原因未知.3.0x0000001A:MEMORY_MANAGEMENT错误分析:这个内存管理错误往往是由硬件引起的,比如: 新安装的硬件、内存本身有问题等.4.0x0000001E:KMODE_EXCEPTION_NOT_HANDLED错误分析:Windows内核检查到一个非法或者未知的进程指令,这个停机码一般是由问题的内存或是与前面0x0000000A相似的原因造成的.0x00000024:NTFS_FILE_SYSTEM错误分析:0x00000023通常发生在读写FAT16或者FAT32文件系统的系统分区时,而0x00000024则是由于NTFS.sys文件出现错误(这个驱动文件的作用是容许系统读写使用NTFS文件系统的磁盘). 这两个蓝屏错误很有可能是磁盘本身存在物理损坏,或是中断要求封包(IRP)损坏而导致的. 其他原因还包括:硬盘磁盘碎片过多; 文件读写操作过于频繁,并且数据量非常达或者是由于一些磁盘镜像软件或杀毒软件引起的.6.0x00000027:RDR_FILE_SYSTEM错误分析:这个错误产生的原因很难判断,不过Windows内存管理出了问题很可能会导致这个停机码的出现.7.0x0000002EATA_BUS_ERROR错误分析:系统内存存储器奇偶校验产生错误,通常是因为有缺陷的内存(包括物理内存、二级缓存或者显卡显存)时设备驱动程序访问不存在的内存地址等原因引起的. 另外,硬盘被病毒或者其他问题所损伤,以出现这个停机码.8.0x00000035:NO_MORE_IRP_STACK_LOCATIONS错误分析:从字面上理解,应该时驱动程序或某些软件出现堆栈问题. 其实这个故障的真正原因应该时驱动程序本省存在问题,或是内存有质量问题.9.0x0000003F:NO_MORE_SYSTEM_PTES错误分析:一个与系统内存管理相关的错误,比如:由于执行了大量的输入/输出操作,造成内存管理出现问题: 有缺陷的驱动程序不正确地使用内存资源; 某个应用程序(比如:备份软件)被分配了大量的内核内存等.10.0x00000044:MULTIPLE_IRP_COMPLIETE_REQUESTS错误分析:通常是由硬件驱动程序引起的.11.0x00000050: PAGE_FAULT_IN_NONPAGED+AREA错误分析:有问题的内存(包括物理内存、二级缓存、显存)、不兼容的软件(主要是远程控制和杀毒软件)、损坏的NTFS卷以及有问题的硬件(比如: PCI插卡本身已损坏)等都会引发这个错误.12.0x00000051:REGISTRY_ERROR错误分析:这个停机码说明注册表或系统配置管理器出现错误,由于硬盘本身有物理损坏或文件系统存在问题,从而造成在读取注册文件时出现输入/输出错误.◇解决方案:使用"chkdsk /r"检查并修复磁盘错误.13.0x00000058:FTDISK_INTERNAL_ERROR错误分析:说明在容错集的主驱动发生错误.14.0x0000005E:CRITICAL_SERVICE_FAILED错误分析:某个非常重要的系统服务启动识别造成的.15.0x0000006F:SESSION3_INITIALIZATION-FAILED错误分析:这个错误通常出现在Windows启动时,一般是由有问题的驱动程序或损坏的系统文件引起的.编辑本段6位代码含意0 0x0000 作业完成。
程序语言编译与解释原理
程序语言编译与解释原理编译和解释是程序语言的两种主要运行方式。
编译器将源代码转换为机器代码,而解释器则逐行解释源代码并执行。
理解编译和解释的原理对于程序员来说是非常重要的。
本文将介绍程序语言编译和解释的原理及其区别。
一、编译器的原理编译器是将高级程序语言代码转换为机器语言的工具。
编译过程主要包括以下步骤:1. 词法分析:将程序代码分解为单词或记号,如关键字、标识符、运算符等。
2. 语法分析:根据语法规则建立语法树,检查代码是否符合语法规范。
3. 语义分析:对语法树进行语义分析,如类型检查等。
4. 中间代码生成:根据语法树生成中间代码,中间代码是一种抽象的机器语言,更接近于机器指令。
5. 代码优化:对中间代码进行优化,提高代码运行效率。
6. 目标代码生成:将中间代码转换为特定机器的目标代码。
7. 目标代码优化:对目标代码进行优化,进一步提高代码运行效率。
编译器的优点是生成的目标代码质量较高,执行效率高。
但缺点是编译过程需要消耗大量时间,生成的目标代码通常只能在特定平台上运行。
二、解释器的原理解释器是逐行解释源代码并执行的工具。
解释过程主要包括以下步骤:1. 词法分析:与编译器相同,将程序代码分解为单词或记号。
2. 语法分析:与编译器相同,建立语法树,检查代码是否符合语法规范。
3. 解释执行:逐行解释源代码,并执行相应的操作。
解释器无需生成目标代码,因此省去了编译过程中的中间代码生成和目标代码生成等步骤,节省了时间。
但缺点是解释器每次执行都需要重新解释源代码,效率较低。
三、编译与解释的区别编译和解释的主要区别在于编译器将源代码转换为目标代码,并生成可执行文件,而解释器则逐行解释源代码并执行。
其他区别包括:1. 执行效率:编译器生成的目标代码可直接在计算机上执行,因此执行效率较高;而解释器需要逐行解释源代码,效率较低。
2. 跨平台性:由于编译器生成的目标代码是特定平台的机器代码,可直接在该平台上运行;而解释器可在不同平台上解释执行源代码,具有较好的跨平台性。
g代码编程 3d打印 实例及解释

g代码编程 3d打印实例及解释一、G代码编程G代码编程是一种指示机床工作的编程语言,常用于数控加工中。
它是一种非常重要的编程方式,可以通过编写G代码程序来控制机床进行自动加工,实现复杂的工件加工。
在3D打印领域中,G代码也扮演着重要的角色,因为它可以指导3D打印机进行打印操作。
1. G代码的基本介绍G代码是一种数控加工中常用的一种指令语言,它用来描述机床运动轨迹和加工工艺参数。
G代码是数控加工的基础,它能够帮助机床完成各种复杂的工件加工操作。
在3D打印中,G代码同样也承担着描述打印路径、速度、温度等参数的任务,是3D打印过程中必不可少的一部分。
2. G代码的应用举例以3D打印中G代码的应用为例,当我们设计好一个3D模型并准备好进行打印时,首先需要将模型转换成STL文件格式,接着使用切片软件将STL文件切割成为多层的2D图像,然后通过切片软件生成对应的G代码。
G代码里包含了打印头的运动路径、温度调节、速度控制等指令,它决定着3D打印机的行为。
3. G代码的深度解析G代码中的每一条指令都会影响到最终打印效果,例如速度快慢、温度高低、打印路径等,都是通过G代码来控制的。
这就要求我们对G 代码有着深入的理解和熟练的掌握,只有这样才能更好地调节打印参数,获得高质量的打印效果。
二、3D打印的实例及解释1. 3D打印的应用实例随着3D打印技术的不断发展,它的应用领域也越来越广泛。
在医疗领域,3D打印可以制造人体器官模型,辅助医生进行手术演练;在航空航天领域,3D打印技术可以制造轻质、高强度的航空零部件;在工业制造领域,3D打印可以快速制造出各种复杂结构的零件。
2. 3D打印技术的原理解释3D打印技术是一种以增层制造为基础的制造技术。
通过将材料从底部开始逐层堆叠,逐渐堆叠形成预先设计好的模型。
而在这个过程中,G 代码则承担着控制打印机进行打印的工作,包括打印路径、速度、温度等参数的指定。
3. 3D打印技术的未来展望未来,随着材料、工艺的不断改进以及相关技术的不断拓展,3D打印技术将在更多的领域得到应用。
CNC加工中心程序代码大全
1. 数控程序中字母的含义O:程序号,设定程序号N:程序段号,设定程序顺序号G:准备功能X/Y/Z :尺寸字符,轴移动指令A/B/C/U/V/W:附加轴移动指令R:圆弧半径I/J/K:圆弧中心坐标(矢量)F:进给,设定进给量S:主轴转速,设定主轴转速T:刀具功能,设定刀具号M:辅助功能,开/关控制功能H/D:刀具偏置号,设定刀具偏置号P/X:延时,设定延时时间P:程序号指令,设定子程序号(如子程序调用:M98P1000)L:重复,设定子程序或固定循环重复次数(如:M98 P1000 L2,省略L代表L1)P/W/R/Q:参数,固定循环使用的参数(如:攻牙G98/(G99)G84 X_ Y_ R_ Z_ P_ F_) 2. 常用G代码解释G00:定位或快速移动G01:直线插补G02:圆弧插补/螺旋线插补CWG03:圆弧插补/螺旋线插补CCWG04:停留时间或延时时间如:G04 X1000(或G04 X1.0)G04 P1000表示停留1秒钟G09:准确停止或精确停止检查(检查是否在目标范围内)G10:可编程数据输入G17:选择XPYP 平面XP:X 轴或其平行轴G18:选择ZPXP 平面YP:Y 轴或其平行轴G19:选择YPZP 平面ZP:Z 轴或其平行轴G20:英寸输入G21:毫米输入G28:返回参考点检测格式:G91/(G90) G28 X__ Y__ Z__经过中间点X__ Y__ Z__返回参考点(绝对值/增量值指令)G29:从参考点返回G91/(G90) G29 X__ Y__ Z__从起始点经过参考点返回到目标点X__ Y__ Z__的指令(绝对值/增量值指令) G30 返回第2,3,4 参考点G91/(G90) G30 P2 X__ Y__ Z__;返回第2 参考点(P2 可以省略。
)G91/(G90) G30 P3 X__ Y__ Z__;返回第3 参考点G91/(G90) G30 P4 X__ Y__ Z__;返回第4 参考点X__ Y__ Z__:经过中间点位置(绝对值/增量值指令)G40:刀具半径补偿取消G41:左侧刀具半径补偿(沿进给方向刀具在左边)G42:右侧刀具半径补偿(沿进给方向刀具在右边)G43:刀具长度补偿+方向G44:刀具长度补偿-方向G49:取消刀具长度补偿G50:取消比例缩放G51:比例缩放,格式:ON G51 X_ Y_ Z_ P_;OFF G50X_ Y_ Z_:设定缩放中心位置P:缩放比例,范围是1-999999,不能是小数,如果P800代表缩放比例是0.8G52:设定局部坐标系G53:选择机床坐标系G54-G59:选择工件坐标系1-6G60:单方向定位,消除传动间隙(代替G00),过目标位置后然后回头至目标位置G61:准停检查方式,切削进给接近目标位置时减速并检查位置公差范围G62:自动拐角倍率G63:攻牙方式G64:正常切削方式,切削进给接近目标位置时不减速,以及切削段与段之间不减速G65:宏程序调用G66:宏程序模态调用G67:宏程序模态调用取消G68:坐标旋转,格式:G17:G68 X_ Y_ R_G18:G68 X_ Z_ R_G19:G68 Y_ Z_ R_G69 坐标旋转取消G73:多级钻削循环G74:攻左旋螺纹循环G76:精镗循环(定向偏心退刀)G80:取消固定循环G81:单级钻削循环G82:单级钻削循环(实现孔底停留或延时)G83:多级钻削循环G84:攻右旋螺纹G85:镗削循环G86:镗削循环G87:反镗循环G88:镗削循环G89:镗削循环G90:绝对指令G91:相对指令G92:设定工件坐标系G98:固定循环后退时退回起点G99:固定循环后退时退回点(R点在固定循环中设定)3. 常用M代码解释M00:程序无条件停止M01 :程序条件停止M02 :程序结束M03 :主轴正转M04 :主轴反转M05 :主轴停止M08 :开外冷M09 :关所有冷却M26 :开内冷M30 :程序结束并返回到程序开头M84 :检查托盘1M95:检查托盘2M98 :调用子程序M99 :返回主程序M135:刚性攻牙M417:机床托盘1检查M418:机床托盘2检查M419:机床托盘检查结束M433:刀具断刀检测M462:托盘号传送4. 常用算术加法:#i=#j+#k减法:#i=#j-#k乘法:#i=#j*#k除法:#i=#j/#k正弦:#i=SIN[#j]反正弦:#i=ASIN[#j]余弦:#i=COS[#j]反余弦:#i=ACOS[#j]正切:#i=TAN[#j]反正切:#i=ATAN[#j]平方根:#i=SQRT[#j]绝对值:#i=ABS[#j]舍入:#i=ROUND[#j]上取整:#i=FIX[#j]下取整:#i=FUP[#j]自然对数:#i=LN[#j]指数函数:#i=EXP[#j]或:#i=#jOR#k异或:#i=#jXOR#k与:#i=#AND#k从BCD转为BIN:#i=BIN[#j]从BIN转为BCD:#i=BCD[#j]5. 逻辑运算符EQ:等于NE:不等于GT:大于GE:小于或等于LT:小于6. 程序转移和循环无条件转移:GOTO条件转移:IF [条件表达式]IF [条件表达式] GOTO n,如果条件满足,则跳转至程序段nIF [条件表达式] THEN,如:IF [#I=#J] THEN #K=07. 循环语句WHILE [条件表达式] Dom (m=1,2,,3)…ENDm如果条件满足则执行Dom至ENDm之间的程序(直到条件不满足),否则转而执行ENDm后面的程序。
程序代码及解释
程序代码及解释1、option explicit 设置显示变量声明2、Dim swapp as object 定义各变量3、Dim part as object4、Dim sksegment as object5、Dim vsklines as variant6、Dim myfeature as object7、Dim boolstatus as boolean8、Dim longstatus as long,longwarnings as long9、Dim mydisplaydim as object10、Private sub command2_click() 单击command2按钮时退出程序11、End12、End sub13、Private sub command1_click() 单击command1按钮时执行程序14、Set swapp = createobject(“sldworks.application”) 创建sldworks对象15、Swapp .visible = ture 设置显示SolidWorks程序界面16、Set part = swapp. Newdocument (c;\documents and settings\All users \application data\solidworks 2009\templates \零件I)17、Set part = swapp activedoc 激活文件18、Boolstatus = part extension selectbyID2(上视基准面,plane,0,0,0 fales ,0,nothing,0) 选择上视基准面19、Part sketchmanager insertsketch ture 开始草图绘制20、Set sksegment = part.sketchmanager.creatcirclebyradius (0#,0#,0#,0.033) 绘制半径为33的圆21、Setmyfeature=part.featuremanager.featureextrusion(true,false,false,0,0,0.015,0 .01,false,falsefalse,false,0.01745329251994,0.01745329251994,false,false,false,false, true,true,true) 对圆进行单向拉伸,形成头部圆柱体22、Boolstatus = part.extension.selectbyID2(“上视基准面”,“PLANE”,0,0,0.FALSE,0,NOTHING,0)选择上视基准面23、Part.sketchmanager.insertsketch true24、Set sksegment = part.sketchmanager.createcirclebyradius(0#,0#,0#,0.03) 绘制半径为30的圆25、Setmyfeature=part.featuremanager.featureextrusion(true,false,true,0,0,0.001,0. 015,false,false,false,false0.01745329251994,0.01745329251994,false,false,false,false ,true,true,true) 对圆进行单向拉伸,形成头部圆柱体26、Boolstatus=part.extension.selectbyid2(“”,”face”,-5.673938468647e-04.-9.99999 9999764e-04,0.01782047016349,false,0,nothing,0) 选择拉伸2形成的短柱体底面27、Part .sketchmanager.insertsketch true28、Set sksegment = part.sketchmanager.createcirclebyradius(0#,0#,0#,0.024) 绘制半径为24的圆29、Set myfeature = part.featuremanager.featureextrusion(true,false,false,0,0,0.03,0.001,false,false,false,f alse,true,true,true) 对圆进行单向拉伸,形成长柱体30、Boolstatus = part.extension.selectbyid2(“前视基准面”,“plane”,0,0,0,false,0,nothing,0) 选择前视基准面31、Part.sketchmanager,insersketchtrue32、Set sksegment = part.sketchmanager.createcenterline(0#,0#,0#,0#,0.02,0#) 绘制中心线33、Setsksegment=part.sketchmanager.createline(0.0235,-0.003,0#,0.024,-0.003,0#)34、Setsksegment=part.sketchmanager.createline(0.024,-0.03,0#,0.0245,-0.0035,0#)35、......36、绘制六条直线,形成旋转切除草图37、Part.clearselection2 true38、Boolstatus = swapp.setuserpreferencetbggle(swinputdimvaloncreate,flase) 为不影响程序自动运行,设置关闭输入尺寸值对话框39、Boolstatus=part.extension.selectbyid2(“line7”,”sketchsegment,0.023********* 02,”-0.01732235457933,0,false,0,nothing,0) 选择直线40、Boolstatus = part.adddimension2(0.02084812914891,0,0) 确定尺寸文本位置41、Longstatus = part.parameter(“D1@草图4”),setsystemvalue3(0.003,1,”默认”)标注尺寸值为3mm42、Longstatus=part.extension.selectbyis2(“point1@原点”,”extsketchpoint”,0,0,0,false,0,nothing,0)43、Bpplstatus = part.extension.selectbyid2(“line2”,”sketchsegment”,0,-0.003044190031938,5.000000 000001e-05,true,0,nothing,0) 选择点和直线以进行标注44、Setmydisplaydim= part.adddimsion2(0.0228593983463,-0.001573055107682,0)45、Longataus = =part.parameter(“d2@草图4”).setsystemvalue3(0.0005,1,”默认”)标注尺寸值为0.5mm46、Boolstatus = swapp.setuserpreferencetoggle(swinputdimvaloncreate,true) 设置恢复输入尺寸对话框47、Boolstatus=part.extension.selectbyid2(“line1”,”sketchsegment”,0,0,0,false,4,not hing,0) 选择中心线48、Boolstatus=part.extension.selectbyid2(“草图4”,“sketch”0,0,0,true,0,nothing,0) 选择草图449、Setmyfeature=part.featuremanager.featurerevoluscut(6.28318530718,false,0,0,0,true,tr ue) 旋转切除50、Boolstatus=part.extension.selectbyid2(“”,face,-0.00838705350435,0.015000000 000004,0.001073882413209,false,0,nothing,0) 选择头部长柱体的上表面51、Part.sketchmanager.insersketch true52、Set sksegment=part.sksetchmanager.creatcriclebyradius(0#,0#,0#,0.015) 绘制半径为15的圆53、Part .clearselection2true54、Boolstatus=part.extension.selectbyid2(“arcl”,”sketchsegment”,0,0,0,false,0,nothi ng,0)55、Setmyfeature=part.featuremanager.featurecut(true,false,1,0,0.01,0.01,false,false,false,false,0.01745329251994,0.01745329251994,false,false,false,false,false,true,tr ue) 拉伸切除成直径30的通孔56、Boolstatus=part.extension.selectbyid2(“前视基准面”,“pline”,0,0,0,false,0,nothing,0)57、Part.sketchmanager.insertsketchtrue58、Part .clearselection2true59、Vsklines =part.sketchmanager.creatcornerrectangle(0.027,0.016,0.036,0.005,0) 绘制矩形60、Setmyfezturemanager.featurecut(false,false,false,1,1,0.01,0.01,false,false,false,f alse,0.01745329251994,0.01745329251994,false,false,false,false,false,true,true,true) 双向拉伸切除61、Boolstatus=part.extension.selectbyid2(“”,”edge”,-0.01085144506379,0.0148427 4857859,-0.01012672113711,false,0,nothing,0) 选择直径30孔的上边线62、Setmyfeature=part.featuremanager,insertfeaturechamfer(4,1,0.003,1.04719755 1197,0,0,0,0) 倒角63、Part .shownamedview2”下视”,6 旋转并缩放模型到下视方向64、boolstatus=Part.Extension.SelectByID2(~~,~EDGE~,-0.00965714285714,-0.0310 0000000001,0.02159,True,0,Nothing,0) 选择长柱体的边线65、SetmyFeature=Part.FeatureManger.InserFeatureChamfer(4,1,0.003,0.52359877 55983,0,0,0,0)66、boolstatus=Pare.Extension.SelectByID2(~~,~EDGE~,-0.00127,-0.0310000000000 1,0.01542142857143,Ture,0,Nothing,0)67、SetmyFeature=Paet.FeatureManger.InsertFeatureChamfer(4,1,0.001,0.7853981 633975,0,0,0,0)68、Part.ClearSelection2 Ture69、Part.ShowNamedView2~”等轴测”,7 等轴测显示模型70、Part.ViewZoomtofit2 自动缩放整屏显示全图71、longststus = Part.SaveAs3(“E:\可换钻套.SLDPRT”,0,2) 保存零件到E盘72、End Sub。
g86编程实例及解释
g86编程实例及解释编程实例:计算器程序编程语言:Python代码示例:```# 创建一个简单的计算器程序# 定义函数来执行加法运算def add(num1, num2):return num1 + num2# 定义函数来执行减法运算def subtract(num1, num2):return num1 - num2# 定义函数来执行乘法运算def multiply(num1, num2):return num1 * num2# 定义函数来执行除法运算def divide(num1, num2):try:return num1 / num2except ZeroDivisionError:return "除数不能为0"# 主程序while True:print("选择操作:")print("1. 加法")print("2. 减法")print("3. 乘法")print("4. 除法")print("5. 退出程序")choice = input("请输入选择的操作(1/2/3/4/5): ") if choice == '5':print("程序已退出。
")breaknum1 = float(input("请输入第一个数字:"))num2 = float(input("请输入第二个数字:"))if choice == '1':print("结果:", add(num1, num2))elif choice == '2':print("结果:", subtract(num1, num2))elif choice == '3':print("结果:", multiply(num1, num2))elif choice == '4':print("结果:", divide(num1, num2))else:print("无效的选择,请重新输入。
CNC加工中心程序代码大全
1. 数控程序中字母的含义O:程序号,设定程序号N:程序段号,设定程序顺序号G:准备功能X/Y/Z :尺寸字符,轴移动指令A/B/C/U/V/W:附加轴移动指令R:圆弧半径I/J/K:圆弧中心坐标(矢量)F:进给,设定进给量S:主轴转速,设定主轴转速T:刀具功能,设定刀具号M:辅助功能,开/关控制功能H/D:刀具偏置号,设定刀具偏置号P/X:延时,设定延时时间P:程序号指令,设定子程序号(如子程序调用:M98P1000)L:重复,设定子程序或固定循环重复次数(如:M98 P1000 L2,省略L代表L1)P/W/R/Q:参数,固定循环使用的参数(如:攻牙G98/(G99)G84 X_ Y_ R_ Z_ P_ F_)2. 常用G代码解释G00:定位或快速移动G01:直线插补G02:圆弧插补/螺旋线插补CWG03:圆弧插补/螺旋线插补CCWG04:停留时间或延时时间如:G04 X1000(或G04 X1。
0)G04 P1000表示停留1秒钟G09:准确停止或精确停止检查(检查是否在目标范围内)G10:可编程数据输入G17:选择XPYP 平面XP:X 轴或其平行轴G18:选择ZPXP 平面YP:Y 轴或其平行轴G19:选择YPZP 平面ZP:Z 轴或其平行轴G20:英寸输入G21:毫米输入G28:返回参考点检测格式:G91/(G90)G28 X__ Y__ Z__经过中间点X__ Y__ Z__返回参考点(绝对值/增量值指令)G29:从参考点返回G91/(G90)G29 X__ Y__ Z__从起始点经过参考点返回到目标点X__ Y__ Z__的指令(绝对值/增量值指令) G30 返回第2,3,4 参考点G91/(G90) G30 P2 X__ Y__ Z__;返回第2 参考点(P2 可以省略。
)G91/(G90) G30 P3 X__ Y__ Z__;返回第3 参考点G91/(G90) G30 P4 X__ Y__ Z__;返回第4 参考点X__ Y__ Z__:经过中间点位置(绝对值/增量值指令)G40:刀具半径补偿取消G41:左侧刀具半径补偿(沿进给方向刀具在左边)G42:右侧刀具半径补偿(沿进给方向刀具在右边)G43:刀具长度补偿+方向G44:刀具长度补偿—方向G49:取消刀具长度补偿G50:取消比例缩放G51:比例缩放,格式:ON G51 X_ Y_ Z_ P_;OFF G50X_ Y_ Z_:设定缩放中心位置P:缩放比例,范围是1-999999,不能是小数,如果P800代表缩放比例是0。
rag代码编写-概述说明以及解释
rag代码编写-概述说明以及解释1.引言1.1 概述概述部分的内容:在计算机编程领域,RAG代码是一个重要的概念。
RAG指的是Red, Amber, Green三种不同的颜色,分别对应着代码中的不同状态。
红色代表代码存在错误或缺陷,需要进行修复;黄色代表代码存在警告或待优化的部分;绿色则表示代码正常运行,没有任何问题。
RAG代码的引入是为了帮助程序员更好地分析和检查代码的质量和健壮性。
它可以用于静态代码分析工具和编程集成开发环境(IDE)中,帮助开发人员更快速地发现和修复问题,同时提高代码的可读性和可维护性。
与传统的代码审查方法相比,RAG代码更加直观和便于理解。
通过使用不同的颜色来表示不同的代码状态,开发人员可以更快速地定位和解决问题。
同时,RAG代码也提供了一种代码质量的度量方式,可以帮助团队更好地评估和改进代码质量,以提高软件项目的整体质量。
在本文中,我们将详细介绍RAG代码的定义和特点,以及其在软件开发中的应用价值和发展前景。
通过深入了解RAG代码,我们可以更好地理解和应用它,从而提高代码的质量和效率。
希望本文能够为读者提供有价值的信息和思路,激发对RAG代码的兴趣和探索。
文章结构部分的内容如下:1.2 文章结构本文主要分为引言、正文和结论三个部分来探讨rag代码编写的相关内容。
引言部分主要对整篇文章进行概述,介绍rag代码编写的背景和意义。
首先,我们会简要介绍rag代码的定义和特点,以及其在实际应用中的价值和发展前景。
接着,我们将详细探讨rag代码的定义和特点,包括它的基本结构、语法规则和使用方法等方面。
正文部分将围绕rag代码的定义和特点展开。
首先,我们会详细介绍rag代码的定义,包括它是什么以及它的主要特点和用途等方面。
然后,我们将深入探讨rag代码的特点,包括它的灵活性、可读性和可维护性等方面。
同时,我们还会通过示例代码和实际案例来说明rag代码的使用方法和效果。
结论部分将对整篇文章进行总结和归纳。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
程序代码及解释
集团企业公司编码:(LL3698-KKI1269-TM2483-LUI12689-ITT289-
程序代码及解释
1、optionexplicit设置显示变量声明
2、Dimswappasobject定义各变量
3、Dimpartasobject
4、Dimsksegmentasobject
5、Dimvsklinesasvariant
6、Dimmyfeatureasobject
7、Dimboolstatusasboolean
8、Dimlongstatusaslong,longwarningsaslong
9、Dimmydisplaydimasobject
10、Privatesubcommand2_click()单击command2按钮时退出程序
11、End
12、Endsub
13、Privatesubcommand1_click()单击command1按钮时执行程序
14、Setswapp=createobject(“sldworks.application”)创建sldworks 对象
15、Swapp.visible=ture设置显示SolidWorks程序界面
16、Setpart=swapp.Newdocument(c;\documentsandsettings\Allusers\a pplicationdata\solidworks2009\templates\零件I)
17、Setpart=swappactivedoc激活文件
18、Boolstatus=partextensionselectbyID2(上视基准面,plane,0,0,0fales,0,nothing,0)选择上视基准面
19、Partsketchmanagerinsertsketchture开始草图绘制
20、Setsksegment=(0#,0#,0#,0.033)绘制半径为33的圆
21、对圆进行单向拉伸,形成头部圆柱体
22、Boolstatus=选择上视基准面
23、true
24、Setsksegment=绘制半径为30的圆
25、对圆进行单向拉伸,形成头部圆柱体
26、“”,”face”选择拉伸2形成的短柱体底面
27、Part.sketchmanager.insertsketchtrue
28、Setsksegment=绘制半径为24的圆
29、Setmyfeature=对圆进行单向拉伸,形成长柱体
30、Boolstatus=“前视基准面”,“plane”,0,0,0,false,0,nothing,0)选择前视基准面
31、Part.sketchmanager,insersketchtrue
32、Setsksegment=绘制中心线
33、
34、
35、......
36、绘制六条直线,形成旋转切除草图
37、Part.clearselection2true
38、Boolstatus=swapp.setuserpreferencetbggle(swinputdimvaloncrea te,flase)为不影响程序自动运行,设置关闭输入尺寸值对话框
39、“line7”,””选择直线
40、Boolstatus=确定尺寸文本位置
41、Longstatus=标注尺寸值为3mm
42、“point1@原点”,”extsketchpoint”,0,0,0,false,0,nothing,0)
43、Bpplstatus=“line2”,”sketchsegment”选择点和直线以进行标注
44、Setmydisplaydim=
45、Longataus=标注尺寸值为0.5mm
46、Boolstatus=swapp.setuserpreferencetoggle(swinputdimvaloncrea te,true)设置恢复输入尺寸对话框
47、“line1”,”sketchsegment”,0,0,0,false,4,nothing,0)选择中心线
48、“草图4”,“sketch”0,0,0,true,0,nothing,0)选择草图4
49、Set旋转切除
50、“”选择头部长柱体的上表面
51、true
52、Set绘制半径为15的圆
53、Part.clearselection2true
54、“arcl”,”sketchsegment”,0,0,0,false,0,nothing,0)
55、拉伸切除成直径30的通孔
56、“前视基准面”,“pline”,0,0,0,false,0,nothing,0)
57、
58、Part.clearselection2true
59、Vsklines绘制矩形
60、双向拉伸切除
61、“”,”edge”选择直径30孔的上边线
62、倒角
63、Part.shownamedview2”下视”,6旋转并缩放模型到下视方向
64、选择长柱体的边线
65、
66、
67、
68、Part.ClearSelection2Ture
69、Part.ShowNamedView2~”等轴测”,7等轴测显示模型
70、Part.ViewZoomtofit2自动缩放整屏显示全图
71、longststus=Part.SaveAs3(“E:\可换钻套.SLDPRT”,0,2)保存零件到E盘
72、EndSub。