CFMAR06-007 设计生产验证计划和报告DesignProduction Verification Plan And Report_2011-8-18
PI 007-6 无菌工艺验证的建议(中英文对照)
7.2 Non-viable monitoring ‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥25 无活性粒子的监测
7.3 Microbial Monitoring ‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥26
2
9.1 Container/Closure Integrity Testing ‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥29 容器/密封完整性试验
9.2 Container/Closure Sterilisation ‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥30
容器/密封件的灭菌
9.3 Equipment Cleaning and Sterilisation ‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥31 设备的清洗和灭菌
VALIDATION OF ASEPTIC PROCESSES
无菌工艺验证的建议
. PIC/S January 2011 Reproduction prohibited for commercial purposes.
Reproduction for internal use is authorised, provided that the source is acknowledged.
10. REVISION HISTORY ‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥37 修订历史 ____________
3
1. DOCUMENT HISTORY
Adoption by the PIC/S Committee Entry into force of version PR 1/99 Entry into force of version PI 007-1 Entry into force of version PI 007-4 Entry into force of version PI 007-5
ANPQP-供应商试验报告(设计验证)28-1
( 应做试验计划)) NA——不适用
项目 设计验 证 产品确 认
供应商 名称
填写指南 选中(打勾)报告所对应的框:
设计验证——用于开发 试验的报告
产品确认——用于制程确认试验的报告 公司公用名称
供应商 产品制造场所: 如果在“工装模具正规化”阶段的
工厂 试制件生同,供应商应予说明 供应商 每个供应商的唯一数字代码,由东风柳汽采购部门
期 正式报 供应商应提交“ANPQP供应商试验报告”和有详
告提交 细信息的支持性试验报告(初始报告或后续报告)
日期 的日期 试验期 试验的起止日期
间(起/
止) 设计通 特指制造的用作试验的零件所采用的最新设计通知
知单 单编号 制造日 特指用作试验的零件的制造日期
期 工装夹 制造用作试验的零件的工装夹具的类型和谱系( 样
A.N.P.
Q.P. 文档填 写指南
供应商 试验报 告
要填写 的详细 信息
注意: 在填写 表格 时,没 有必要 单独列 出每个 零件编 号。例 如,采 用不同 颜色选 项的相 同实物 零件可 以分为
一组,
或者将 有关零 件编号 的单独 清单作 为表格 如果有 疑问, 可以向 东风柳 汽请求 填写表 格的人 员咨询
代码 指定 零件编 由设计人员指定
号 零件名 设计图纸上显示的零件名称或说明
称 项目
开发的零件适用的车辆项目
相关零 相同试验适用的颜色、等级、车型不同的零件编号/
件
名称
计划批 供应商相关部门的高级代表批准试验计划的签字和
准
日期
签字/日
期 报告批 供应商相关部门的高级代表审批试验报告的签字和
准
日期
签字/日
品质管理术语

品质管理术语:SQC 供应商品质控制IQC 来料品质控制LQC 生产线品质控制IPQC 制程品质控制FQC 最终品质控制SQA 供应商品质保证DCC 文控中心PQA 制程品质保证FQA 最终品质保证DAS 缺陷分析系统FA 坏品质分析CPI 连续工序改善CS 客户服务ERP 企业资源规划CRM 客户资源管理MRP 物料需求计划BPR 业务流程重组DOE 实验设计SCM 供应链管理APQP 产品质量先期计划FMEA 失效模式及后果分析MSA 测量系统分析PPAP 生产件批准EV 设备变异FPY 合格率LCL 管理下限LSL 规格下限QE 品质工程QFD 品质技能展开RPN 风险系数SOP 作业标准书TQC 全面品质控制TQM 全面品质管理UCL 管制上限USL 规格上限VOC 客户需求VOE 工程需求QA 品质保证QC 品质管理MBO 目标管理PC 生管MC 物料JIT 准时生产技术LP 精益生产品质管理术语:SQC 供应商品质控制IQC 来料品质控制LQC 生产线品质控制IPQC 制程品质控制FQC 最终品质控制SQA 供应商品质保证DCC 文控中心PQA 制程品质保证FQA 最终品质保证DAS 缺陷分析系统FA 坏品质分析CPI 连续工序改善CS 客户服务ERP 企业资源规划CRM 客户资源管理MRP 物料需求计划BPR 业务流程重组DOE 实验设计SCM 供应链管理APQP 产品质量先期计划FMEA 失效模式及后果分析MSA 测量系统分析PPAP 生产件批准EV 设备变异FPY 合格率LCL 管理下限LSL 规格下限QE 品质工程QFD 品质技能展开RPN 风险系数SOP 作业标准书TQC 全面品质控制TQM 全面品质管理UCL 管制上限USL 规格上限VOC 客户需求VOE 工程需求QA 品质保证QC 品质管理MBO 目标管理PC 生管MC 物料JIT 准时生产技术LP 精益生产窗体顶端窗体底端窗体顶端b5E2RGbCAP窗体底端DOA(dead on arrival> 一到就死的那些产品,MRB:Material Review Board 原意是“材料审查委员会”<一) QC:品质控制<Quality Control>(1>、QE:品质工程 (Quality Engineering>(2>、QA:品质保证<Quality Assurance)(3>、IQC:进料检验(In Coming Quality Control>>(4>、FQC:最终品质检验 (Final Quality contro>(5>、OQC:出货检验(Outgoing Quality Control>(6>、IPQC:制程检验(In process Quality Control>(7>、QCC:品管圈 (Quality Control Circle>(8>、TQM:全面品质经营<Total Quality Manage)或者TQC<Total Quality Control)p1EanqFDPw(9>、SPC:统计制程管制<Statistics Process Control)(10>、COQ:品质成本<Cost Of Quality)(11>、AQL:允收品质水准<Accept Quality Control)二、spc:统计制程控制fmea:失效模式与效果分析msa:测量系统分析doe:实验设计赞同2|评论DXDiTa9E3d2018-11-16 17:59 robet_li| 一级品质人员名称类QC quality control 品质管理人员OQC output quality control 最终出货品质管制人员IQC incoming quality control 进料品质管制人员QA quality assurance 质量保证人员OQA output quality assurance 出货质量保证人员品质保证类FAI first article inspection 新品首件检查FAA first article assurance 首件确认OOBA out of box audit 开箱检查FMEA failure model effectiveness analysis 失效模式分析8D 8 disciplines 8项回复内容FQC运作类AQL Acceptable Quality Level 运作类允收品质水准S/S Sample size 抽样检验样本大小ACC Accept 允收REE Reject 拒收CR Critical 极严重的MAJ Major 主要的MIN Minor 轻微的P/N Part Number 料号L/N Lot Number 批号AOD Accept On Deviation 允许偏差FPIR First Piece Inspection Report 首件检查报告PPM Percent Per Million 百万分之一制程统计品管专类SPC Statistical Process Control 统计制程管制SQC Statistical Quality Control 统计品质管制N Number 样品数其它品质术语类QCC Quality Control Circle 品质圈QIT Quality Improvement Team 品质改善小组PDCA Plan Do Check Action 计划执行检查总结MRB Material Reject Bill 退货单QT Quality Target 品质目标7QCTools 7 Quality Controll Tools 品管七大手法通用之件类ECN Engineering Change Notes 工程变更通知(供应商> ECO Engineering Change Order 工程改动要求(客户> PCN Process Change Notice 工序改动通知PMP Product Management Plan 生产管制计划SIP Specification In Process 制程检验规格SOP Standard Operation Procedure 制造作业规范IS Inspection Specification 成品检验规范BOM Bill Of Material 物料清单PS Package Specification 包装规范SPEC Specification 规格EVT Engineering Validation Test 工程验证测试RTCrpUDGiTDVT Design Validation Test 设计验证测试5PCzVD7HxAPVT Production Validation Test 生产验证测试jLBHrnAILgP/R Pilot Run 试跑xHAQX74J0XMP Mass Production 大量生产 LDAYtRyKfEQVL Quality Vendor List 合格厂商清单Zzz6ZB2LtkWIP Work in process 半成品(工作进行中>dvzfvkwMI1部类PMC Production & Material Control 生产和物料控制PPC Production Plan Control 生产计划控制MC Material Control 物料控制ME manufacture Engineering 制造工程部PE Project Engineering 产品工程部A/C Accountant Dept 会计部P/A Personal & Administration 人事行政部DC Document Center 资料中心QE Quality Engineering 品质工程(部>QA Quality Assurance 品质保证(处>QC Quality Control 品质管制(课>PD Product Department 生产部IE Industrial Engineering 工业工程R&D Research & Design 设计开发部A Assembly 组装P Packing 包装rqyn14ZNXI生产类PCS Pieces 个(根,块等>CTN Carton 卡通箱PAL Pallet/skid 栈板PO Purchasing Order 采购订单MO Manufacture Order 生产单D/C Date Code 生产日期码ID/C Identification Code (供应商>识别码L/N Lot Number 批号P/N Part Number 料号其它OEM Original Equipment Manufacture 原设备制造PCE Personal Computer Enclosure 个人电脑外设PC Personal Computer 个人电脑CPU Central Processing Unit 中央处理器SECC SECC` 电解片SGCC SGCC 热浸镀锌材料NHK North of Hongkong 中国香港PRC People's Republic of China 中国大陆U.S.A the United States of America 美国A.S.A.P As Soon As Possible 尽可能快的E-MAIL Electrical-Mail 电子邮件N/A Not Applicable 不适用QTY Quantity 数量VS 以及REV Revision 版本JIT Just In Time 零库存I/O Input/Output 输入/输出OK Ok 好NG Not Good 不行,不合格C=0 Critical=0 极严重不允许ESD Electry-static Discharge 静电排放5S 希腊语整理,整顿,清扫,清洁,教养ATIN Attention 知会CC Carbon Copy 副本复印相关人员APP Approve 核准,认可,承认CHK Check 确认AM Ante Meridian 上午PM Post Meridian 下午CD Compact Disk 光碟CD-ROM Compact Disk Read-Only Memory 只读光碟FDD Floppy Disk Drive 软碟机HDD Hard Disk Drive 碟碟机REF Reference 仅供参考CONN Connector 连接器CAV Cavity 模穴CAD Computer Aid Design 计算机辅助设计ASS'Y Assembly 装配,组装MAT'S Material 材料IC Integrated Circuit 集成电路T/P True Position 真位度TYP Type 类型WDR Weekly Delivery Requirement 周出货需求C/T Cycle Time 制程周期L/T Lead Time 前置时间(生产前准备时间>S/T Standard Time 标准时间P/M Product Market 产品市场3C Computer, Communication, Consumer electronics’消费性电子EmxvxOtOco5WIH When, Where, Who, What, Why, How to5M Man, Machine, Material, Method, Measurement 人,机,料,法,测量SixE2yXPq5SQA Strategy Quality Assurance 策略品质保证DQA Design Quality Assurance 设计品质保证MQA Manufacture Quality Assurance 制造品质保证SSQA Sales and service Quality Assurance 销售及服务品质保证LRR Lot Reject Rate 批退率BS Brain storming 脑力激荡EMI Electronic Magnetion Inspect 高磁测试FMI Frequency Modulatim Inspect 高频测试SPS Switching power supply 电源箱DT Desk Top 卧式(机箱>MT Mini-Tower 立式(机箱>DVD Digital Voice Disk 数位视讯影碟 & 多功能数位碟片6ewMyirQFLVCD Voice Compact Disk 影音光碟kavU42VRUsLCD Liquid Crystal Display 液晶显示器ABIOS Achanced Basic in put/output system 先进的基本输入/输出系统y6v3ALoS89CMOS Complemeruary Metoll Oxide Semiconductor 互补金属氧化物半导体M2ub6vSTnPPDA Personal Digital Assistant 个人数字助理IC Integrated Circuit 集成电路ISA Industry Standard Architecture 工业标准体制结构MCA Micro Channel Architecture 微通道结构EISA Extended Industry Standard Architecture 扩充的工业标准结构0YujCfmUCwSIMM Single in-line memory module 单项导通汇流组件DIMM Dual in-line Memory Module 双项导通汇流组件LED Light-Emitting Diode 发光二级管FMEA Failure Mode Effectiveness 失效模式分析W/H Wire Harness 金属线绪束集组件F/C Flat Caller 排线PCB Printed Circuit Board 印刷电路板CAR Correction Action Report 改善报告NG Not Good 不良WPR Weekly Delivery Requirement 周出货要求PPM Parts Per Million 百万分之一TPM Total Production Maintenance 全面生产保养MRP Material Requirement Planning 物料需计划OSOperation System 作业系统TBA To Be Design 待定,定缺EMI Electrical-Music Industry 电子音乐工业RFI Read Frequency Input 读频输入ECRS eliminate Combine Rearrange Simple 取消合并重排简化eUts8ZQVRdDIRFT Do if right the first time 第一次就把事情做好sQsAEJkW5TSWOT Strength weakness Opportunity Threat 优势弱势机会危机 GMsIasNXkA赞同1|评论TIrRGchYzg2018-11-28 20:29 chaoge| 二级采纳率:25%中英文对照英文缩写中文名称英文全名6 σ六个希格玛Six Sigma8D 8D改善程序8 DisciplinesABC 作业制成本制度Activity-Based Costing ANOVA 变异数分析Analysis of VarianceAQL 允收品质成本 Acceptable Quality LevelBB 黑带Black BeltsBSC 平衡计分卡Balanced ScoreboardBTF 计划生产Build To ForecastBTO 订单生产Build To OrderCa 制程准确度Process Capability of Accuracy CAD 电脑辅助设计系统Computer Aided Design System CAI 电脑辅助检验 Computer Aided InspectionCAT 电脑辅助测试 Computer Aided TestingCI 信赖区间Confidence IntervalCL 中心线Center LineCp 制程精密度Process Capability of Precision Cpk 制程能力Process CapabilityCPM 要径法Critical Path MethodCPM 每一百万个使用者会有几次抱怨Complaint per MillionCRM 客户关系管理 Customer Relationship Management CRP 产能需求规划 Capacity Requirements PlanningCS 顾客满意度Customer SatisfactionCTO 客制化生产Configuration To OrderCTQ 关键品质特性 Critical to QualityDFM 为制造设计Design for ManufactureDFMEA 设计失效模式分析Design FMEADFSS 六个希格玛设计Design for six sigmaDMAIC 定义衡量分析改善管制 Define Measure Analyze Improve Control 7EqZcWLZNXDOE 实验设计Design of ExperimentDPM 每百万单位的缺点数Defects per millionDPMO 每百万个机会的缺点数Defects per million opportunities lzq7IGf02EDPU 单位缺点数Defects per unitDR 设计审查Design ReviewDSS 决策支援系统D ecision Support SystemDVT 设计验证Design Verification TestingEC 设计变更/工程变更Engineering ChangeEDI 电子资料交换E lectronic Date InterchangeEMC 电磁相容Electric Magnetic CapabilityEOQ 基本经济订购量Economic Order QuantityEPC 工程制程控制E ngineering Process ControlERP 企业资源规划E nterprise Resource PlanningES 工程规格Engineering SpecificationEV 仪器系统变异E quipment VariationFMEA 故障模式效应分析Failure Mode and Effect Analysis FMECA 故障模式.效应与关键性分析F ailure Mode, Effect, and Criticality Analysis zvpgeqJ1hkFMS 弹性制造系统F lexible Manufacture SystemFQC 成品品质管制F inish or Final Quality ControlFTA 缺陷树分析Fault Tree AnalysisFTY 初检通过率First Time YieldGB 绿带Green BeltsGR&R 仪器再现性及再生性Gauge Repeatability & Reproducibility NrpoJac3v1IPQC 制程品质管制I n-Process Quality ControlIQC 进料品质管制I ncoming Quality ControlISAR 首批样品认可I nitial Sample Approval RequestISO 国际标准组织I nternational Organization for Standardization 1nowfTG4KIJIT 即时管理Just In TimeKM 知识管理Knowledge ManagementKPIV 关键输入变数K ey Process Input VariablesKPOV 关键输出变数K ey Process Output VariablesKURT 峰度KurtosisLCL 管制下限Lower Control LimitLPCL 前置管制下限L ower Per-control LimitLSL 规格下限Lower Specification LimitLTPD 不良率Lot Tolerance Percent Defective MES 制造执行系统M anufacturing Execution SystemMIL STD 美军标准Military StandardMO 制令Manufacture OrderMPS 主生产排程Master Production ScheduleMRO 请修(购>单Maintenance Repair OperationMRP 物料需求规划M aterial require planningMRP 物料需求规划M aterial Requirement PlanningMRPII 制造资源计划M anufacturing Resource Planning MSA 量测系统分析M easurement Systems AnalysisNFCF 更改预估量的通知Notice for Changing Forecast np 不良数管制图N umber of DefectivesODM 委托设计与制造Original Design & Manufacture OEM 委托代工Original Equipment ManufactureOPT 最佳生产技术O ptimized Production Technology OQC 出货品质管制O utgoing Quality ControlPCL 前置管制中心限Per-control Central LimitPDCA PDCA管理循环Plan-Do-Check-ActionPFMEA 制程失效模式分析Process FMEAPO 订单Purchase OrderPp 制程绩效指数P rocess Performance IndexPPAP 生产零件承认程序Production Part Approval Process Ppk 制程绩效指数PPM 每百万不良率P areto AnalysisQA 品质保证Quality AssuranceQC 品质管制Quality ControlQC Plan QC工程表Quality Control PlanQCC 品管圈Quality Control CircleQE 品质工程Quality EngineeringQFD 品质机能展开Q uality Function DeploymentQLF 品质损失函数Q uality Loss FunctionQMA 品质成熟度分析Quality Maturity AnalysisRMA 退货验收Returned Material ApprovalROP 再订购点Re-Order PointRTY 直通率Rolled Throughout YieldSCM 供应链管理Supply Chain ManagementSFC 现场监控Shop Floor ControlSL 规格界线Specification LimitsSO 订单Sales OrderSOP 标准作业程序S tandard Operation ProcedureSOR 特殊订单需求S pecial Order RequestSPC 统计制程管制S tatistical Process ControlSQC 统计品质管制S tatistical Quality ControlSTDEV 标准差Standard DeviationTOC 限制理论Theory of ConstraintsTPM 全面生产管理T otal Production ManagementTQC 全面品质管制T otal Quality ControlTQM 全面品质管理T otal Quality ManagementUCL 管制上限Upper Control LimitUPCL 前置管制上限U pper Per-control LimitUSL 规格上限Upper Specification LimitVAR 变异数VarianceWIP 在制品Work In ProcessXbar-R 平均数- 全距管制图Average-Range Control ChartXbar-s 平均数- 标准差管制图Average-Standard Deviation Control Chart fjnFLDa5ZoZD 零缺点Zero Defectσ, s 标准差Standard deviationσ2, S2 变异数Variance申明:个人收集整理资料,仅供交流学习,勿作商业用途所有资料为本人收集整理,仅限个人学习使用,勿做商业用途。
VDA6.3检查要求与证据清单
资材 顾客特定要求/技术文件登记表 /技 术 供方特定要求/技术文件登记表 资材 资材 资材 资材 KPI 及时交付率要求必须是100% PPAP 检验记录 操作指导书 实际操作 品保 检具有效 出货报告填写符合要求 资材 温湿度记录,
P5.6
P5.7 P6 P6.1 P6.1. 1
P6.1. 2
未出来前需要对流下去的产品进行追 溯,如果首件不合格,需要追回,应该 需要文件规定)
/品 首件记录 保
设备能力≧1.67, P6.2. 所使用的生产设施是否可以满足顾客 过程能力≧1.67,防错; 3 对产品的特定要求?* 产能 P6.2. 是否在生产中控制住了重要特性?* 4
P6.2. 是否对报废,返工和调整件进行了隔 5 离及标识?
P5
潜在供方评价, 依据评审结果选择供方, P5.1 评价供应链风险, 各阶段过程审核计划 顾客特定要求的传递 (8D/IMDS/EDI/物流/停产15 P5.2 是否在供应链上考虑到了顾客要求? 年后的备件要求等), 顾客要求/变更的传递/管理, 移地生产需要重新提交PPAP 是否与供方就交付绩效约定了目标协 合同/协议,量化指标(PPM,质 P5.3 议,并加以了实现? 量改进计划,绩效评价等) 对于外包产品和服务,是否获得了所 产品验证(样件/小批),服务验 P5.4 需的批准/放行?* 证 P5.5 是否确保了外包产品和服务的质量?* FIFO, 来料检验
供应商质量保证手册等 FMEA, 特殊特性清单, 识别特殊特性的量化准则 技术 (S/O/D/RPN)-关注安全性/法规 性; 关键特性标识; DVP+R(设计验证计划和报 告);MSA报告,CP等 MSA报告 CP 检验记录 产能统计 PPK/CPK 人力资源清单, 培训(包括APQP团队/工人/检验 员等P2-P7阶段的所有人员) 评定记录 验收报告 CMK(设备过程能力指数) 各阶段评估/评审报告, 里程碑评审, 各阶段管理者承诺 三阶段CP(原则上样件CP就是DVP -样件/小批/量产)(反应计划 必须是遏制措施,如返工、停止 等。如果反应计划都是"通知主 管"是不被接受的) 试生产作业指导书 技术 过程能力研究CPK、CMK 作业准备 首件检验; 合格供方名录 供方审核报告 资材 验证报告 /里程碑/DV/PV/PPAP等(PPAP文 件包) 生产经理是否签字同意转为批量 生产 生产? 批量生产所需要的一切条件是否 生产 已经具备?( 防错清单/节拍/供 应商清单等) 供方业绩评价准则 评价表 资材 审核报告
工艺验证方案模板
Verification department (department):验证科室(部门):Verify completion date:验证完成日期:Validity:有效期:Index 目录1.Purpose目的 (5)2.Scope范围 (5)3.Responsibility职责 (5)3.1 AAA responsibilities AAA的职责 (5)3.2 XXX responsibilities XXX的职责 (6)4.Regulation and Guidance 法规和指南 (8)5.Abbreviations缩略语 (9)6.Protocol Description方案说明 (11)7.Product And Process Description产品和工艺描述 (14)7.1 Product specification (14)7.2 Drug approval No. (14)7.3 Standard Followed: (14)7.4 Raw Materials and Adjuvants原辅料情况 (14)7.5 Process description: (16)7.6 Process Recipe工艺处方: (21)7.7 List of Production Plants生产车间一览 (26)7.8 List of Production Equipment 生产设备一览 (29)7.9 Process Flow Diagram 工艺流程图 (33)7.10 CPP Identification CPP确认 (34)7.11 Validation Plan验证计划 (49)8.Validation prerequisite验证先决条件 (51)8.1 Personal Identification人员确认 (51)8.2 Process Documentation Verification 生产文件确认 (51)8.3 Training Verification 培训确认 (52)8.4 System and Equipment Instruments Calibration Verification 系统和设备仪表校验确认.. 528.5 System and Equipment Instruments Calibration Verification 生产相关验证状态确认 (53)8.6 Test Instruments Calibration Verification 测试仪器和仪表校验确认 (53)8.7 Testing Method Validation Verification检验方法验证的确认 (54)8.8 Raw Material and Excipient Verification原辅料确认 (54)9.Sampling Plan and Evaluation Criteria取样计划及评估标准 (56)10.Sample Coding Method样品编码原则 (70)11.Process Validation Test Execution 工艺验证执行 (72)11.1 Liquid Preparation 液体配制 (72)11.2 Cell Resurrection and Passage细胞复苏及传代 (74)11.3 Harvest liquid test 收获液检测 (81)11.4 Clarification Filtration Efficacy Test 澄清过滤效果检测 (83)11.5 UF Concentration 1 Efficacy Test超滤浓缩1效果检测 (83)11.6 Ammonium sulfate precipitation efficacy test 硫酸铵沉淀效果检测 (84)11.7 Potassium bromide extraction efficacy test 溴化钾提取效果检测 (85)11.8 First density gradient centrifugation efficacy test 一次密度梯度离心效果检测 (86)11.9 Second density gradient centrifugation efficacy test 二次密度梯度离心效果检测 (87)11.10 UF Concentration 2 Efficacy Test 超滤浓缩2效果检测 (88)11.11 Chromatography purification product test 层析纯化产物检测 (90)12.Bulk Determination原液检验 (92)13.Process Validation Summarization工艺验证总结 (93)14.PV Report工艺验证报告 (94)14.1 Process Validation Report 工艺验证报告 (94)14.2 Process Validation Analysis and Evaluation 工艺验证分析与评价 (94)15.Requirements on Execution Records 执行记录要求 (95)16.Deviation Handling 偏差处理 (95)17.Change Handling 变更处理 (95)18.Test Form测试表 (96)表格1 缩略语 (9)表格2原辅料质量标准表 (11)表格3物料消耗表1 (21)表格4物料消耗表2 (21)表格5所用液体配料表 (22)表格6生产车间一览表 (26)表格7主要生产设备一览表 (29)表格8工艺风险分析表 (33)表格9工艺时间表 (49)表格10取样计划表 (56)表格11样品编码原则 (70)表格12配液取样检测信息表 (72)表格13复苏和传代取样表 (74)表格14复苏和传代样品编码 (80)表格15收获液标准 (81)表格16澄清过滤标准 (83)表格17超滤浓缩1标准 (83)表格18硫酸铵沉淀标准 (85)表格19溴化钾提取标准 (86)表格20一次密度梯度离心标准 (87)表格21二次密度梯度离心标准 (88)表格22超滤浓缩2标准 (89)表格23纯化产物标准 (90)表格24原液标准 (92)表格25测试表列表 (96)1. Purpose目的This purpose of this process validation is to provide documented evidence to show that the combination of the personnel, materials, equipment, methods, environmental conditions and the other related utilities XXX Co., LTD (XXX) can ensure the consistent production of products conforming to the enterprise internal standards and the national standards, and the processes are reliable and conforming to the GMP requirements. The process validation and the test results are to be documented based on this validation protocol.本工艺验证用于提供文件化的证据,证明XXX疫苗一室生产XXX原液的人员、材料、设备、方法、环境条件以及其它有关公用设施的组合可以始终如一的生产出符合企业内控标准及国家法定标准的产品,工艺稳定可靠,符合GMP要求,工艺验证的过程和检查的结果将按照该验证方案进行记录。
PMC专用术语

常用生管专用术语1.A/M—action memo.备忘记录2.AVL—avail vendor list合格供应商目录3.ASSY—assemble 组装,装配4.BOM—bill of material物料清单5.BFM—buy from 采购方式6.BU—business unit 业务单位7.BIOS—basic input/output system 基本输入/输出系统8.CFM—consign from 付款方式B—change control board 控制板10.DOA—de ad on arrival到货即损,经销商收到厂家的货品后打开就是坏的,就可以退货,但是这是有个期限的,超过期限就是RMA了11.RMA—return material authorization退料审查12.DVT—design verification test BVT是Build Verification Test,基本验证测试,对完成的代码进行编译和连接,产生一个构造,以检查程序的主要功能是否会像预期一样进行工作。
13.BVT—Build Verification Test,基本验证测试,对完成的代码进行编译和连接,产生一个构造,以检查程序的主要功能是否会像预期一样进行工作。
14.PVT—Process Verification Test意为小批量过程验证测试,硬件测试的一种,主要验证新机型的各功能实现状况并进行稳定性及可靠性测试15.E VT—Engineering Value Test工程样品验证测试16.DC—document center 资料中心17.DIMM—sdram 内存18.ETA—estimate time of arrival预计到货时间19.ETD—estimate time of deliver预计发货时间20.ERP—enterprise resource plan企业资源计划21.EBO M—engineering bill of material试产物料清单22.MBOM—Manufacture bill of material 批量生产物料清单23.PCN —Process Change Notice 工序改动通知24.ECN —Engineering Change Notice 工程变更通知(供货商)25.ECO —Engineering Change Order 工程改动要求(客户)26.PCN —Process Change Notice 工序改动通知27.PMP—Product Management Plan 生产管制计划28.FIFO — First-in First-out, 先入先出29.F/T—function test 功能测试30.JIT—just in time 及时反应31.KC—key component关键元件32.L/T—lead time提前期33.TLT—Transport lead time 调拨提前期34.MLT—manufacture lead time生产提前期35.PLT—purchase lead time36.MRP—material require plan物料需求计划37.MPS—master production schedule主生产计划38.MDS—master demand schedule主需求计划39.MN—manufacturing notice生产通知单40.MP—master production 主计划41.MO—manufacturing order 生产单号42.MFG—manufacturing造模块43.MPI—manufacturing process instruction生产流程说明书44.MTD —month till today 月产量45.MRB—Material Review Board材料审查会议46.OPT—output till today 日产量47.OU—-operation unit 运营单位48.O/H—-overhead间接费用49.O/T— work over time误期50.ODM—original design manufacturing贴牌生产51.OEM—original equipment manufacturing代工生产52.PCBA—PWA印刷线路板组装53.PMR—problem m aterial review report 物料检验报告54.P/S—production and sales meeting产销会55.QVL—qualified vendor list 合格厂商56.IQC—incoming quality contro来料品质控制57.IPQC—InPut Process Quality Cortrol过程品质控制58.FQC—Finish or Final Quality Control成品质量检验59.OQC—Outgoing Quality Control出货品质管制60.OQA—outgoing quality assurance成品最终出货检查61.PQE—production quality engineer产品质量工程师62.SMT—表面黏著技术63.SA—sales authorization销售授权64.SI—sales instruction销售演示65.SOP—standard operation procedure标准作业程序66.T/S—trouble shooting故障分析67.WIP—work in process工作进度68.W/O—work order工单69.W/H—warehouse仓库70.STD—s tandard标准71.I/S ratio—inventory amt / sales amt周转率72.DPPM—defect percentage per million百万分比的缺陷率73.OFD—order fulfill department 订单执行部门74.OP—order processor 订购点75.PD—purchase dep.采购部76.PC—production control生产计划控制77.MC—material control物料控制78.R&D—research and development 研发部79.LMD—logistic management dep.资材部80.ED—engineering department 工程部81.MD—Market department。
汽车行业英文缩写
OTS=off tooling samples 即全工装状态下非节拍生产条件下制造出来的样件.用于验证产品的设计能力.(用于验证设计出来的产品是否符合客户要求,同时也是对生产工装的验证) 同时OTS也可以叫模具样品,LH 要求汇总书(一个项目的所有资料)TPB 产品技术描述(图纸、技术供货条件等等)DKM 数据控制模型(汽车形状1:1的基准样车)P P认可=计划认可(决定投入批量生产)B B认可=采购认可(对生产手段的投资认可)D D认可=零件生产和供应认可(为零批量)BMG 产品工程性能认可EM 进行首批样件检验的首批样件,首批样件检验也称首批样件认可。
EMPB EMPB=首批样件检验报告(供货商对其样件检验的文件)2TP 两日生产(供货厂的批量预生产,用来验证批量能力)PVS 生产试制批量0S 零批量(在批量生产条件下的总演习)SF 批量认可(对批量生产的产品认可)EPF (批量供货)计划认可KAF 集团路试验收(质量方面的批量认可)SOP 生产启动(批量生产启动)ME 市场导入(提供给销售商)CAD 计算机辅助设计COP 沿用件(与先前车型通用的零件)CKD 全部拆散SKD 部分拆散HT 自制件KT 外购件(外部供货厂生产的零件)KD 售后服务OTS 用批量生产的模具生产的零件TE 技术开发部PE (合资厂中的)产品工程部TL 技术供货条件TS 产品零件表ZP 检查点ZSB 总成AEKO (产品)改动的控制组织常用英文缩写对照表汽车行业英文缩写(2009-05-06 14:34:33)OSM- Outside of MaterialOTC Over The Counter 非处方药,可在柜台上卖的药PA Program Approvalpallet n. 托盘Passenger Vehicle 乘用车PAT- Program Attributes Team 产品属性小组PDL Product Design LetterPH Proportions&HardpointsPIPC- Percentage of Indexes with Process Capability 能力指数百分比PIST- Percentage of Inspection points Satisfying Tolerance 检测点满意工差百分比PMT- Program Moudle Team 产品模块小组PO Purchase OrderPPAP- Production Part Approval Process 生产件批准程序PPSR Production Preparation Status ReportPQA Process Quality AssurancePR Program ReadinessPre-Launch 试生产price-driven costing 价格引导成本Production Preparation-Final Nissan - PT2/Renault - PPProduction Preparation-Initial Nissan - PT1/Renault - PPP3Production Trial Run 试生产Prototype 样件QFD Quality Funtion Deploy质量功能展开QFTT Quality Functional Task TeamQR- Quality Reject 质量拒收QS Quality StandardRAN Release Authorisation Numberreverse 倒车档RFQ Request For Quotation询价RKD Reverse Knock DownRLQ Receiving Lot QuantityROC Rate of ClimbROI return on investment 报酬率ROP Re-Order PointRTO Required To OperateSAIS Supplier Assessment & Improvement SystemSC Strategic Confirmation/significant Charac’teristicsSDS- System/ Design Specifications 系统/设计说明second gear 二档SFMEA System FMEAShipping Date 出货日、Invoice Date 发票日或On Board Date 装船日Side Windshield 侧窗玻璃SJ Strategic IntentSNP Standard Number of Parts1PP- First Phase of Production Prove-Out 第一次试生产3C Customer(顾客导向)、Competition(竞争导向)、Competence(专长导向)4S Sale, Sparepart零配件, Service, Survey信息反馈5S 整理,整顿,清理,清洁,素养8D- 8 DisciplineABS Anti-lock Braking SystemAIAG 美国汽车联合会ANPQP Alliance New Product Quality ProcedureApportionment 分配APQP Advanced Product Quality PlanBacklite Windshield 后窗玻璃Benchmark Data 样件资料bloodshot adj.充血的, 有血丝的BMW Bavarian Motor WorksSOW- state of work 工作申明SPC Statistical Process ControlSQA Supplier Quality AssuranceSREA- Supplier Request for Engineering Approval 供应商工程设计更改申请ST Surface TranferSTRS Supplier Test Report SystemSubcontractor 分承包商Sunroof Windshield 天窗玻璃SUV Sports Utility VehicleTAG Test Aptitude GraphiqueTCO Total Cost of Ownership 总持有成本TCRA Total Cost Reduction ActivityTGR Things Gone RightTGW Things Gone WorstTM Techinical ManualTPM Total Preventive MaintenanceTTO-Tool Try Out 工装验证UOM Unit Of MeasureVES Vehicle uation SystemVO- Vehicle Operation 主机厂VPP- Vehicle Program Plan 整车项目计划VQA Vehicle Quality AssuranceVTTO- Vendor Tool Try-Out 供应商工装验证WERS- World Wide Engineering Release System WVTA Whole Vehicle Type Approval凹坑 concave车床 lathe抽查试验spot check test出厂试验delivery test次品defective product调幅amplitude modulation (AM)调频 Frequency Modulation断差 offset对讲机 interphone法平面normal plane翻车rollover返工 re-doing防滑地板 no-skid floor仿真emulation副作用side effect改装厂 refitting factory隔热板heat shield后围侧板 rear wall side cover划痕 scratchC.P.M Certified Purchasing manger 认证采购经理人制度CB- Confirmation Build 确认样车制造CC- Change CutOff 设计变更冻结CCSC- critical/significant characteristicCCR Concern & Countermeasure RequestCCT Cross Company TeamCharacteristics Matrix 特性矩阵图COD Cash on Delivery 货到付现预付货款(T/T in advance) CP1- Confirmation Prototype 1st 第一次确认样车CP2- Confirmation Prototype 2nd 第二次确认样车Cpk 过程能力指数Cpk=Zmin/3CPO Complementary Parts OrderCraftsmanship 精致工艺Cross-functional teams 跨功能小组CUV Car-Based Ultility VehicleD1:信息收集;8DD2:建立8D小组;D3:制定临时的围堵行动措施,避免不良品流出;D4:定义和证实根本原因,避免再发;D5:根据基本原因制定永久措施;D6:执行和确认永久措施;D7:预防再发,实施永久措施;D8:认可团队和个人的贡献。
最全最实用汽车行业英文缩写
汽车行业词汇缩写A-DA/D/VAnalysis/Development/Validation分析/发展/验证AAApproveArchitecture审批体系ACDActualCompletionDate实际完成日期ALBSAssemblyLineBalanceSystem装配线平衡系统ANDON暗灯APAdvancedPurchasing提前采购APIAdvancedProductInformation先进的产品信息APQPAdvancedProductQualityPlanning先期产品质量策划ATTActualTactTime实际单件工时ABSAntilockBrakingSystemAIAG美国汽车联合会CSContractSigning合同签订CTDCumulativeTraumaDisadjust累积性外伤失调CTSComponentTechnicalSpecification零件技术规格CVISCompletedVehicleInspectionStandards整车检验标准C.P.MCertifiedPurchasingmanger认证采购经理人制度CBConfirmationBuild确认样车制造CCChangeCutOff设计变更冻结CC\SCcritical/significantcharacteristic CCRConcern&CountermeasureRequest CCTCrossCompanyTeamCharacteristicsMatrix特性矩阵图CODCashonDelivery货到付现预付货款(T/Tinadvance)CP1ConfirmationPrototype1st第一次确认样车CP2ConfirmationPrototype2nd第二次确认样车CpkCpk=Zmin/3过程能力指数CPOComplementaryPartsOrderCraftsmanship精致工艺Crossfunctionalteams跨功能小组CUVCarBasedUltilityVehicleDAPDesignAnalysisProcess设计分析过程DESDesignCenter设计中心DFADesignforAssembly装配设计ExWork(工厂交货)、FOB(船上交货)、FAS(船边交货)或CIF(运保费在内交货)FAFinalApproval最终认可FEFunctionalEvaluation功能评估FEDRFunctionalEvaluationDispositionReport功能评估部署报告FFFFreeFormFabrication自由形态制造FINFinancial金融的FPSFixedPointStop定点停FTPFileTransferProtocol文件传送协议FTQFirstTimeQuality一次送检合格率FEUFieldEvaluationUnits用户市场实际体验与评估firstgear一档FlowChart流程图FMEAFailureModeandEffectsAnalysis FRGFordReliabilityGuideline福特可靠性指导FrontWindshield前挡风玻璃FSSFullservicesupplier全服务供应商FTAFaultTreeAnalysisGAGeneralAssembly总装GAShopGeneralAssemblyShop总装车间PaintShop涂装车间BodyShop车身车间PressShop冲压车间IOSInspectionOperationSummary检验操作概要IPCInternationalProductCenter国际产品中心IPTVIncidentsPerThousandVehicles每千辆车的故障率IQSInitialQualitySurvey初始质量调查IRIncidentReport事故报告ISPIntegratedSchedulingProject综合计划ITPIntegratedTrainingProcess综合培训方法ITSDInteriorTechnicalSpecificationDrawing内部技术规范图IUVAInternationalUniformVehicleAudit国际统一车辆审核IPOIndividualPartsOrder ISIRInitialSampleInspectionReportJESJobElementSheet工作要素单JISJobIssueSheet工作要素单JITJustinTime准时制JPHJobperhour每小时工作量KCCKeyControlCharacteristics关键控制特性KCDSKeyCharacteristicsDesignationSystem关键特性标识系统KPCKeyproductCharacteristic关键产品特性KDknockeddown/SemiKnockDown(SKD)/CompletelyKnockDown(CKD) KOKickoffLTLookat看Laminatedglass夹层玻璃LP-NAONorthAmericanOperations北美业务NAOCNAOContainerizationNAO货柜运输NCNumericallyControlled数字控制NOANoticeofAuthorization授权书NSBNAOStrategyBoard北美业务部N/ANotApplicableNCDRNonConformingDeliveryReport NCMARNonConformingMaterialActionReport NDANonDisclosureAgreement保密协定NDSNissanDesignSpecificationNMLNissanMotorLtdNVHSystemNoise,Vibration&Harshness系统噪音,振动及粗糙性OEDOrganizationandEmployeeDevelopment组织和员工发展OSHOccupationalSafety&Health职业安全健康T OSHAOccupationalSafety&HealthAct职业安全与健康法案OSHMSOccupationalSafety&HealthManagementSystem职业安全健康管理体系OSHSOccupationalSafety&HealthStandards职业安全标准OSMOutsideofMaterialPAProductionAchievement生产结果PAAProductActionAuthorization产品临时授权PACPerformanceAssessmentCommittee绩效评估委员会PACEProgramAssessmentandControlEnvironment项目评估和控制条件PPMProblemsPerMillion百万辆车缺陷数PPSPracticalProblemSolving实际问题解决PRPerformanceReview绩效评估PR/RProblemReportingandResolution问题报告和解决PRTSProblemResolutionandTrackingSystem问题解决跟踪系统PSCPortfolioStrategyCouncil部长职务策略委员会PSTPlantSupportTeam工厂支持小组PTOPrimaryTryout第一次试验PTRProductionTrialRun生产试运行PURPurchasing采购PATProgramAttributesTeam产品属性小组PDLProductDesignLetterPHProportions&Hardpoints PIPCPercentageofIndexeswithProcessCapability能力指数百分比PISTPercentageofInspectionpointsSatisfyingTolerance检测点满意工差百分比PMTProgramMoudleTeam产品模块小组POPurchaseOrderPPAPProductionPartApprovalProcess生产件批准程序PPSRProductionPreparationStatusReportPQAProcessQualityAssurancePRProgramReadinessPreLaunch试生产pricedrivencosting价格引导成本ProductionPreparationFinalNissanPT2/RenaultPPRT&TMRigorousTrackingandThroughoutManagement严格跟踪和全程管理RANReleaseAuthorisationNumberreverse倒车档RFQRequestForQuotation询价RKDReverseKnockDownRLQReceivingLotQuantityROCRateofClimbROIreturnoninvestment报酬率ROPReOrderPointRTORequiredToOperateSDCStrategicDecisionCenter战略决策中心SFStylingFreeze造型冻结SILSingleIssueList单一问题清单SIPStandardizedInspectionProcess标准化检验过程SLSystemLayouts系统规划SLTShortLeadingTeam缩短制造周期SMBPSynchronousMathBasedProcess理论同步过程SMTSystemsManagementTeam系统管理小组SNR坏路实验SOPStartofProduction生产启动SOPSafeOperatingPractice安全操作规程SORStatementofRequirements技术要求SOSStandardizationOperationSheet标准化工作操作单SUISOWstateofwork工作申明SPCStatisticalProcessControlSQASupplierQualityAssurance SREASupplierRequestforEngineeringApproval供应商工程设计更改申请STSurfaceTranferSTRSSupplierTestReportSystemSubcontractor分承包商SunroofWindshield天窗玻璃SUVSportsUtilityVehicleTAGTimingAnalysisGroup定时分析组TBDToBeDetermined下决定TCSTractionControlSystem牵引控制系统TDCTechnologyDevelopmentCentre技术中心TDMFTextDataManagementFacility文本数据管理设备TGTooling工具TIMSTestIncidentManagementSystem试验事件管理系统TIRTestIncidentReport试验事件报告TMIETotalManufacturingIntegrationEngineer总的制造综合工程TOETotalOwnershipExperience总的物主体验TPMTotalProductionMaintenance全员生产维护TSMTradeStudyMethodology贸易研究方法TTTactTime单件工时TVDETotalVehicleDimensionalEngineer整车外型尺寸工程师VINVehicleIdentificationNumber车辆识别代码VISVehicleInformationSystem汽车信息系统VLEVehicleLineExecutive总装线主管VLMVehicleLaunchManager汽车创办经理VOCVoiceofCustomer顾客的意见VODVoiceofDesign设计意见VSValidationStation确认站VSASVehicleSynthesisAnalysisandSimulation汽车综合、分析和仿真VSEVehicleSystemEngineer汽车系统工程师VTSVehicleTechnicalSpecification汽车技术说明书VOVehicleOperation主机厂VPPVehicleProgramPlan整车项目计划VQAVehicleQualityAssurance VTTOVendorToolTryOut供应商工装验证WOTWideOpenThrottle压制广泛开放WPOWorkPlaceOrganization工作场地布置WWPWorldwidePurchasing全球采购WERSWorldWideEngineeringReleaseSystem WVTAWholeVehicleTypeApproval其他相关词汇招聘IQC解聘OQC岗位说明书SOP(标准作业程序)绩效考核部门管理评审会议who、how(KPICP析、花名册明细名单BOM人员照片就是DWG人事招聘控制就是PCC人事招聘顾问QE绩效专员就是QA人资开发就是R&D人员招聘策划DQA招聘计划SQA关键特性就是KPI1PPFirstPhaseofProductionProveOut第一次试生产3CCustomer(顾客导向)、Competition(竞争导向)、Competence(专长导向)4SSale,Sparepart零配件,Service,Survey信息质量保证验认可Nullserie零批量Bias偏差DBDurabilityBuild样车阶段leadtimen.订货至交货的时间sinkmark缩痕LRRlaunchreadinessreviewYC(PotentialCriticalCharacteristic)潜在关键特性YS(PotentialSignificantCharacteristic)潜在重要特性RestrictionofHazardousSubstances简称RoHSBVBureauVeritas法国国际检验局Frontbumper前保险杠Rearbumper后保险杠Radiatorgrille格栅Headlamp前大灯Taillampliftgate尾灯行李箱盖上Taillampquarter尾灯后侧围上Frontdoortrimpanel前门内饰板Reardoortrimpanel后门内饰板Interiorreleasehandlebezel内开手把手框ConsoleClusterCarpet前地毯Trunkcarpet后地毯Frontseat前座椅2ndrowseat第二排座椅burr(金属)flash(塑件)毛边gap间隙defectiveproducts不良品finishedproducts成品disposedproducts处理品bandaid创可贴scratch刮伤dents压痕凹坑concave车床lathe抽查试验spotchecktest出厂试验deliverytest次品defectiveproduct调幅amplitudemodulation(AM)调频FrequencyModulation断差offset对讲机interphone法平面normalplane翻车rollover选料上乘、做工精细besuperiorinmaterialandexcelllentinworkmans hip仪表板dashboard油门throttle褶皱crimple整车运输transportationoftruckload总装finalassembly阻流板step,reflectro,baffle最大扭矩转速speedatmaximumtorque左对齐leftjustify报废scrapping皮纹grain缩水Shrinkage缩水SinkMark顶白StressMark首检Firstarticleinspection 自检Selfinspection全检100%inspection巡检processaudit开箱检验outofboxaudit出货检验outgoinginspection 进货检验incominginspection 例行检验确认检验在线检验线下检验。
欧盟工艺验证报告(中英文翻译)
2.0
REFERENCES参考文献
The batch was manufactured and analysed as per following documents.批生产和检验相关文件
1 Master Formula Record 主要处方记录
Paracetamol tablets 500 mg
Page 2 of 35 Doc No.:PVSR: B08005 / 0.5M / 00 Ref.Protocol No.:PVP: B08005 / 0.5M / 00
The listed review and approval signatures indicate the approval of the validation results.
BAFNA PHARMACEUTICALS LIMTED PROCESS VALIDATION SUMMARY REPORT
Paracetamol tablets 500 mg
Page 3 of 35 Doc No.:PVSR: B08005 / 0.5M / 00 Ref.Protocol No.:PVP: B08005 / 0.5M / 00
Page 6 of 35 Doc No.:PVSR: B08005 / 0.5M / 00 Ref.Protocol No.:PVP: B08005 / 0.5M / 00
批号Batch No. 907001 (Lot - I) (15 Minutes15分钟)
Sample Location样 品位置
INDEX
FORMAT Process validation Summary report cover sheet.工艺验证总结报告封面页 Validation Report Approval验证报告批准 Index引言 Introduction简介 References参考 Batch References批参考 Validation of Dry mixing and Granulation干混和制粒确证 Validation of Drying Process干燥过程确证 Validation of Blending Process混合过程确证 Validation of Lubrication Process润滑过程确证 Validation of Compression Process压缩过程确证 Worst case study of Tablet Hardness硬度最差情况研究 Impact study of power failure in compression process压片过程电力故障影响研究 Comparison of in process results with quality control results质量控制的过程比较结 果End of compression results as per Finished Product Specification压片结束结果 Reject classification不合格分类 Validation final conclusion确证最后结论
微生物实验室厂房及空调净化系统验证方案及报告

微生物实验室厂房及空调净化系统验证方案及报告编制/日期:__________________审核/日期:__________________批准/日期:__________________1.概述 (3)2.目的 (3)3.适用范围 (3)4.职责 (3)5.参考 (3)6.确认实施前提条件 (3)7.安装确认(IQ) (4)7.1.安装文件确认 (4)7.2.厂房布局确认 (4)7.3.厂房安装确认 (4)7.4.压差表安装确认 (5)7.5.温湿度计安装确认 (5)7.6.空调净化处理设备安装确认 (5)7.7.风管安装确认 (5)7.8.高效过滤器安装确认 (5)7.9.高效过滤器的检漏确认 (6)7.10.仪器仪表校准确认 (6)7.11.安装确认结论 (6)8.运行确认(OQ) (6)8.1.所用检验仪器确认 (6)8.2.空调机组运行确认 (7)8.3.微生物实验室风量和换气次数确认 (7)8.4.微生物实验室温、湿度确认 (7)8.5.微生物实验室压差确认 (7)8.6.运行确认结论 (7)9.性能确认 (7)9.1.悬浮粒子数确认 (8)9.2.沉降菌确认 (8)9.3.主要操作间进入人员的确认 .................................... 错误!未定义书签。
9.4.臭氧浓度及衰减时间确认 (8)9.5.臭氧消毒效果确认 (9)9.6.性能确认结论 (9)10.偏差处理 (9)11.再确认周期 (9)12.附件 (9)1.概述本公司微生物实验室面积约56m2,净化级别设计为10000级(3间一更为100000级)。
微生物限度室、无菌室共用一套空调净化系统,阳性对照室单独一套空调净化系统,设计全排。
空调净化系统用于洁净区新鲜空气的补充,以及空气的净化,温湿度调节和维持不同洁净区间压差,该系统由空气处理机组、空气输送设备及空气分布装置构成。
其中空气处理机组(空调箱)主要对空气进行净化和热、湿处理;空气输送设备包括送风风机、风管系统、调节风阀等,把处理好的空气按一定要求输送至各功能间,并从房间内回收一定数量的空气;空气分布装置即各功能间内送、回风口,其主要作用为合理组织内气流,以保证工作区内要求的温湿度、压差及洁净度。
设计生产验证计划和报告
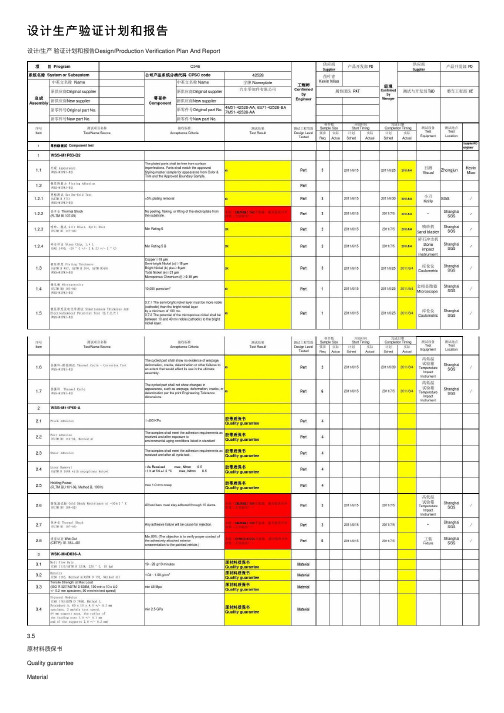
设计/生产 验证计划和报告Design/Production Verification Plan And Report3.5原材料质保书Quality guaranteeMaterial3.6原材料质保书Quality guarantee Material3.7原材料质保书Quality guaranteeMaterial3.8原材料质保书Quality guarantee Material3.9原材料质保书Quality guarantee Material 3.10原材料质保书Quality guarantee Material 3.11原材料质保书Quality guarantee Material 3.12原材料质保书Quality guarantee Material 3.13原材料质保书Quality guarantee Material 3.14原材料质保书Quality guarantee Material3.15原材料质保书Quality guaranteeMaterial2PD/PATengineer2.1⋯3PD/PAT engineer3.1⋯Remark: PD is responsible for component/system/vehicle level test request and sign-off, PAT is responsible for system/vehicle attribute test request and sign-off.MELT VOLUME RATE(ISO 1133/ASTM D 1238, 220 °C, 10 kg)21 - 30 cm 3/10 minutesMolding ShrinkageAfter 48 h at 23 +/- 2 °C0.5 - 0.8%Post Shrinkage(Separate specimens required for each test)After 48 h at 80 °C 0.1 - 0.2%FOGGING(FLTM BO 116-03)Fog Number, min 95COEFFICIENT OF LINEAR THERMAL EXPANSION (ASTM D 696)7.5 - 8.5-5/°CHeat Deflection Temperature(ISO 75/ASTM D 648, 120 x 10 x 4.0 +/-0.2 mm specimen, at standard deflection of 0.32 +/- 0.01 mm. At 1.82 MPa)min 78 °CHeat Aging Performance(ISO 188/ASTM D 573, 150 +/- 50 air changes/h, 1000 h at 80+/- 2 °C. Unaged)Tensile Strength at Max Load Change ±15%Impact Strength, Izod Change Max -20%Vicat Softening Temperature(ISO 306, 10 x 10 x 4.0 +/- 0.2 mmspecimens. Bath - silicone oil, temp. raise 50 +/- 5 °C/h. Dial gage reset to '0' after addition of 5 kg weight. At 49.0 N load)min 97 °C870 - 1200 Mpamin 90 °CAt 23 +/- 2 °C , min 11 kJ/m 2At -40 +/- 2 °C , min 4 kJ/m 2At -10 +/- 2 °C , min 6 kJ/m 2整车测试 Vehicle testShear Modulus at 23 °C(ASTM D 4065, forced constant amplitude,fixed frequency of 1 Hz +/- 15%, strain level below 1%. Specimen approx. 60 x 10 x 4.0 +/- 0.2 mm cut from the center of specimen A. Specimen length between clamps 35-40 mm. Soak time at eachtemperature interval - 3 minutes minimum).Impact Strength, Izod(ISO 180, Method A/ASTM D 256, Method A, 80 x 10 x 4.0 +/-0.2 mm specimen, 10specimens for each test)系统级测试 System testHEAT DEFLECTION TEMPERATURE(ISO 75/ASTM D 648, 120 x 10 x 4.0 +/- 0.2 mm specimen, at standard deflection of 0.32 +/-0.01 mm. At 0.45 MPa)Req Actua Sched Actual Sched Actual。
零部件型式试验计划或报告

完成日期 计划
实际
测试设备
测试地点
备注
材料和零部件试验
2 2.1 2.2 2.3
系统试验
3 3.1 3.2 3.3
整车/机试验
originator:
1 of 1
CFMAR06-007 CAPQDM-V01-01A
零部件型式试验计划和报告
系统 子系统
供应商名称
产品代号 零部件件号
工程更改纤毫编号
工程师确认
供应商
CA-PDE
经理 确认
供应商主管领导
汽研院主管领导
序号 1 1.1 1.2 1.3测试项目称接收标准测试结果
测试工 程等级
要求
样件数 实测
开始时间 计划 实际
零部件型式试验计划和报告系统产品代号工程师确认供应商capde供应商主管领导汽研院主管领导子系统零部件件号工程更改纤毫编号序号测试项目名称接收标准测试结果样件数开始时间完成日期测试设备测试地点备注要求实测计划实际计划实际材料和零部件试验111213系统试验212223313233capqdmv0101a经理确认供应商名称测试工程等级整车机试验cfmar06007originator
新产品设计验证报告
新产品设计考证报告
新产品设计考证报告
项目名称无机房电梯型号/规格COTS2000W-1000/
工程部报告日期
考证单位
张庆武报告日期
考证概括:
1、曳引机、安全钳、限速器、缓冲器、导靴、钢丝绳、绳头组合、门锁、导轨、微机控
制主板选型正确;
2、机房部署与构造、缓冲器、导轨安装地点正确;
3、轿厢构造、强度切合要求,尺寸切合要求;
4、安装的安全钳、限速器、限位开关、极限开关、门锁安装地点、构造切合要求;
5、电梯基本功能选择切合要求;
6、电器线路安装、固定方法切合要求,电线、电缆选型切合要求;
7、轿厢尺寸和井道、机房尺寸按标准要求选择。
存在问题及改良建议:
考证报告结论:
电梯整体构造、零零件设计、选择能达到标准要求。
编制:年月日同意:年月日
1 / 1。
企业名词解释 简写 缩写
企事业名词解释PMC: Production & Material Control 生/物管PUR: Purchase / Procurement采购QC: Quality Control品管QCC: Quality Control Circle品管圈QIT: Quality Improvemwent Team 品管改善小组TQM: Total Quality Management全员品质管理TPM: TOTAL PRODUCTIVE MANAGEMENT全员生产管理QCE: QUALITY CONTROL ENGINEER 品管工程IQC: INCOMING QUALITY CONTROL进料品管IPQC: IN-PROCESS QUALITY CONTROL制程品管FQC: FINISHED QUALITY CONTROL成品品管QA: QUALITY ASSURANCE品保PE: PROCESS ENGINEER制程工程师RD: RESEARCH & DEVELOP 研发L4L : Lot-for-Lot逐批订购法BOM: BILL OF MATERIAL材料清单PR: PURCHASE REQUISITION 请购单EPR: ENGINEER PILOT RUN工程试作PPR: PRODUCTION PILOT RUN生产试作MP: MASS PRODUCTION量产SOP: STANDARD OPERATION PROCEDURE标准作业程序PPM: PARTS PER MILLION 百万分之一FMEA: FAILURE MODE & EFFECT ANALYSIS 失效模式与效应分析MBO: MANAGERMENT BY OBJECT 目标管理BACKFLUSH:倒冲扣帐SFC: SHOP FLOOR CONTROL 车间管理SPC: STATISTCAL PROCESS CONTROL统计制程管制SQC: STATISTCAL QUALITY CONTROL统计品质管制SIR: SAMPLE INSPECTION REPORT样品承认书CAR: Capital Asset Acquisition Request资产需求申请PO: PURCHASE ORDER定购单CC: CARBON COPY 副本PS: POST SCRIPT附录SO: SALES ORDER 订单WO: WORK ORDER制令MO : Manufacture Order 制令P/N: PART NUMBER料号L/T: LEAD TIME 前置时间U/P: UNIT PRICE单价C/NO: CARTON NUMBER箱号F/G: FINISHED GOODS成品G.W.: GROSS WEIGHT 毛重N.W.: NET WEIGHT 净重W/H: WAREHOUSE 仓库O/H: ON HAND 再库量WIP: WORK IN PROCESS在制品OBS: OBSOLETE 呆料ECN: ENGINEER CHANGE NOTICE工程变更通知ECO: ENGINEER CHANGE ORDER工程变更令MRPⅠ: MATERIAL REQUIREMENT PLANNING材料需求计划MRPⅡ: MANUFACTURING RESOURCE PLANNING制造资源计划ERP: ENTERPRISE REQUIREMENT PLANNING企业需求计划CRP: CAPACITY REQUIREMENT PLANNING产能需求计划DRP: DISTRIBUTION REQUIREMENT PLANNING配销需求计划MPS: MASTER PRODUCTION SCHEDULE 主生产排程DOA: DEAD ON ARRIVAL 死机RMA: Returned Material Approval 退货验收MRB: MTERIAL REVIEW BOARD 材料审查会议ATLO: ACCEPT THIS LOT ONLY 特采AQL: ACCEPT QUALITY LEVEL 品质允收标准JIT: JUST IN TIME 即时生产SMT: SURFACE MOUNTING TECHNIQUE表面粘着技术PCB: PRINT CIRCUIT BOARD 印刷电路板PCBA: PRINT CIRCUIT BOARD ASSEMBLY印刷电路板组装OEM: ORIGINAL EQUIPMENT MANUFACTURE原厂委托代工ODM: ORIGINAL DESIGN MANUFACTURE原厂设计制造SKD: SEMI-KNOCK-DOWN 半成品零件CKD: COMPONENT KNOCK-DOWN组件ISO: INTERNATIONAL STANDARD Organization国际标准组织COST-DOWN:降价QUOTATION:报价CFM: CONFIRM 确认QVL: QUALIFIED VENDOR LIST合格供货商名录AVL : 认可的供货商清单(Approved Vendor List)QPL: QUALIFIED PRODUCT LIST合格产品名录CHECK: 支票FOB: FREE ON BOARD船上交货价C&F: COST & FREIGHT供货商负责运输成本CIF: COST , INSSURANCE , FREIGHT供货商负责运输成本&保险B/L: BILL OF LANDING 提单CUSTOM BROKER:报关行ETA: ESIMATE TIME OF ARRIVAL 预定抵埠时间ETD: ESIMATE TIME OF DEPARTURE 预定开航时间EX-FACTORY:出厂L/C: LETTER OF CREDIT信用状D/A 30 DAYS : DOCUMENT AGAINST ACCEPTANCE 承兑交单30天D/D: DEMAND DRAFT即期汇票O/A 60 DAYS: OPEN ACCOUNT 60 DAYS 记帐付款60天T/T: TELEGRAPHIC TRANSFER现金电汇COD: CASH OF DELIIVERY货到收现金C.A.D.: CASH AGAINST DOCUMENT 凭单据付现金NC: NO CHARGE / FREE OF CHARGE 免费BTF:计划生产 (Build To Forecast)BTO:订单生产 (Build To Order)CPM:每一百万个使用者会有几次抱怨(Complaint per Million)ED I:电子资料交换 (Electronic Data Interchange)EOQ:基本经济订购量 (Economic Order Quantity)ROP:再订购点 (Re-Order Point)FCST:预估(Forecast)ATP:可承诺量 (Available To Promise)EDI:电子资料交换 (Electronic Data Interchange)EMC:电磁兼容(Electric Magnetic Capability)FAE:应用工程师(Field Application Engineer)PERT:计画评核术 (Program Evaluation and Review Technique) SCM:供应链管理 (Supply Chain Management)TOC:限制理论 (Theory of Constraints)IA :网络产品 Internet applianceABC:作业制成本制度 (Activity-Based Costing)ABB:实施作业制预算制度 (Activity-Based Budgeting)ABM:作业制成本管理 (Activity-Base Management)APS:先进规画与排程系统 (Advanced Planning and Scheduling) ASP:应用程序服务供货商(Application Service Provider)ATP:可承诺量 (Available To Promise)AVL:认可的供货商清单(Approved Vendor List)BOM:物料清单 (Bill Of Material)BPR:企业流程再造 (Business Process Reengineering)BSC:平衡记分卡 (Balanced ScoreCard)BTF:计划生产 (Build To Forecast)BTO:订单生产 (Build To Order)CPM:要径法 (Critical Path Method)CPM:每一百万个使用者会有几次抱怨(Complaint per Million) CRM : 客户关系管理 (Customer Relationship Management)CRP : 产能需求规划 (Capacity Requirements Planning)CTO : 客制化生产 (Configuration To Order)DBR : 限制驱导式排程法 (Drum-Buffer-Rope)DMT : 成熟度验证(Design Maturing Testing)DVT : 设计验证(Design Verification Testing)DRP : 运销资源计划 (Distribution Resource Planning)DSS : 决策支持系统 (Decision Support System)EC : 设计变更/工程变更 (Engineer Change)EC : 电子商务 (Electronic Commerce)ECRN : 原件规格更改通知(Engineer Change Request Notice)EDI : 电子数据交换 (Electronic Data Interchange)EIS : 主管决策系统 (Executive Information System)EMC : 电磁相容(Electric Magnetic Capability)EOQ : 基本经济订购量 (Economic Order Quantity)ERP : 企业资源规划 (Enterprise Resource Planning)FAE : 应用工程师(Field Application Engineer)FCST : 预估(Forecast)FMS : 弹性制造系统 (Flexible Manufacture System)FQC : 成品质量管理 (Finish or Final Quality Control)IPQC : 制程质量管理 (In-Process Quality Control)IQC : 进料质量管理 (Incoming Quality Control)ISO : 国际标准化组织 (International Organization for Standardization) ISAR : 首批样品认可(Initial Sample Approval Request)JIT : 实时管理 (Just In Time)KM :知识管理 (Knowledge Management)L4L : 逐批订购法 (Lot-for-Lot)LTC : 最小总成本法 (Least Total Cost)LUC : 最小单位成本 (Least Unit Cost)MES : 制造执行系统 (Manufacturing Execution System) MO : 制令(Manufacture Order)MPS : 主生产排程 (Master Production Schedule)MRO : 请修(购)单(Maintenance Repair Operation)MRP : 物料需求规划 (Material Requirement Planning)MRPII : 制造资源计划 (Manufacturing Resource Planning) NFCF : 更改预估量的通知Notice for Changing ForecastOEM : 委托代工 (Original Equipment Manufacture)ODM : 委托设计与制造 (Original Design & Manufacture)OLAP : 在线分析处理 (On-Line Analytical Processing)OLTP : 在线事务处理 (On-Line Transaction Processing)OPT : 最佳生产技术 (Optimized Production Technology)OQC : 出货质量管理 (Out-going Quality Control)PDCA : PDCA管理循环 (Plan-Do-Check-Action)PDM : 产品数据管理系统 (Product Data Management)PERT : 计划评核术 (Program Evaluation and Review Technique)PO : 订单(Purchase Order)POH : 预估在手量 (Product on Hand)PR : 采购申请Purchase RequestQA : 质量保证(Quality Assurance)QC : 质量管理(Quality Control)QCC : 品管圈 (Quality Control Circle)QE : 质量工程(Quality Engineering)RCCP : 粗略产能规划 (Rough Cut Capacity Planning)RMA : 退货验收Returned Material ApprovalROP : 再订购点 (Re-Order Point)SCM : 供应链管理 (Supply Chain Management)SFC : 现场控制 (Shop Floor Control)SIS : 策略信息系统 (Strategic Information System)SO : 订单(Sales Order)SOR : 特殊订单需求(Special Order Request)SPC : 统计制程管制 (Statistic Process Control)TOC : 限制理论 (Theory of Constraints)TPM : 全面生产管理Total Production ManagementTQC : 全面质量管理 (Total Quality Control)TQM : 全面质量管理 (Total Quality Management)WIP : 在制品 (Work In Process)5S管理5S是由日本企业研究出来的一种环境塑造方案,其目的在藉由整理(SEIRI)、整顿(SEITON)、清扫(SEISO)、清洁(SEIKETSU)及身美(SHITSUKE)五种行为来创造清洁、明朗、活泼化之环境,以提高效率、质量及顾客满意度。
Ford供应商工程变更流程培训SREA综合
•PD提出ALERT支持FFR, 参与并最终判定FFR结果
•FFR合格后切换零件
PPT文档演模板
Ford供应商工程变更流程培训SREA 综合
Definition定义
•1、QOP---Quote One Page • 报价记录单,用于向外部供应商取得工程变更中所有零件的成本信 息(成本变化和净价)。它也是财务完成财务工作表的信息来源。它由 产品开发部的工程师发布, 并由采购协同供应商一同完成。
Ford供应商工程变更流程培训SREA 综合
注意事项
• 5、工程变更对比表仅是示意性的描述,具体变更内 容必须按照产品数据执行。
• 6、QOP被批准并不意味着工程变更已被批准和允许 执行,必须得到采购和STA通知后方可执行,否则有 造成CFMA停线等其他损失的风险。
• 7、关于旧件的处理方式请参照QOP中的指示。变更 后的零件需要进行FFR试装合格后才能进行正式的切 换。
•一.制造过程以及制造点/位置的变更
•场所位置 •影响到过程或工艺流程的场地施工 •零件/产品工艺 •设备变更 •工艺流程 •分供方变更影响到场所位置、工艺、工艺流程、材料或成本 •在现有设计规范内的材料变更(需要在SREA表单后附上材料替换申请表 零件清单) •材料来源变更
•SREA的批准作为执行PPAP的通知要求
首选
PPT文档演模板
Ford供应商工程变更流程培训SREA 综合
QOP -----PD 填写内容
•QOPExample.xls
•Only Volvo
PPT文档演模板
•Stock Disposition •库存件处理 •A:ALTERNATE USE •X:NOT AFFECTED •R:REWORK •S:SCRAP •U:USE (EXHAUST)
践行生命周期模式的工艺验证指南

践行生命周期模式的工艺验证指南下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!本店铺为大家提供各种类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you! In addition, this shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!践行生命周期模式的工艺验证指南1. 引言在医药行业,生命周期模式(Lifecycle Approach)对于产品的工艺验证至关重要。
设计生产验证计划和报告
设计⽣产验证计划和报告设计/⽣产验证计划和报告Design/Production Verification Plan And Report3.5原材料质保书Quality guaranteeMaterial3.6原材料质保书Quality guarantee Material3.7原材料质保书Quality guaranteeMaterial3.8原材料质保书Quality guarantee Material3.9原材料质保书Quality guarantee Material 3.10原材料质保书Quality guarantee Material 3.11原材料质保书Quality guarantee Material 3.12原材料质保书Quality guarantee Material 3.13原材料质保书Quality guarantee Material 3.14原材料质保书Quality guarantee Material3.15原材料质保书Quality guaranteeMaterial2PD/PATengineer2.1?3PD/PAT engineer3.1?Remark: PD is responsible for component/system/vehicle level test request and sign-off, PAT is responsible for system/vehicle attribute test request and sign-off. MELT VOLUME RATE(ISO 1133/ASTM D 1238, 220 °C, 10 kg)21 - 30 cm 3/10 minutesMolding ShrinkageAfter 48 h at 23 +/- 2 °C0.5 - 0.8%Post Shrinkage(Separate specimens required for each test)After 48 h at 80 °C 0.1 - 0.2%FOGGING(FLTM BO 116-03)Fog Number, min 95COEFFICIENT OF LINEAR THERMAL EXPANSION (ASTM D 696)7.5 - 8.5-5/°CHeat Deflection Temperature(ISO 75/ASTM D 648, 120 x 10 x 4.0 +/-0.2 mm specimen, at standard deflection of 0.32 +/- 0.01 mm. At 1.82 MPa)min 78 °CHeat Aging Performance(ISO 188/ASTM D 573, 150 +/- 50 air changes/h, 1000 h at 80+/- 2 °C. Unaged)Tensile Strength at Max Load Change ±15%Impact Strength, Izod Change Max -20% Vicat Softening Temperature(ISO 306, 10 x 10 x 4.0 +/- 0.2 mmspecimens. Bath - silicone oil, temp. raise 50 +/- 5 °C/h. Dial gage reset to '0' after addition of 5 kg weight. At 49.0 N load)min 97 °C870 - 1200 Mpamin 90 °CAt 23 +/- 2 °C , min 11 kJ/m 2At -40 +/- 2 °C , min 4 kJ/m 2At -10 +/- 2 °C , min 6 kJ/m 2整车测试 Vehicle testShear Modulus at 23 °C(ASTM D 4065, forced constant amplitude,fixed frequency of 1 Hz +/- 15%, strain level below 1%. Specimen approx. 60 x 10 x 4.0 +/- 0.2 mm cut from the center of specimen A. Specimen length between clamps 35-40 mm. Soak time at eachtemperature interval - 3 minutes minimum).Impact Strength, Izod(ISO 180, Method A/ASTM D 256, Method A, 80 x 10 x 4.0 +/-0.2 mm specimen, 10specimens for each test)系统级测试 System testHEAT DEFLECTION TEMPERATURE(ISO 75/ASTM D 648, 120 x 10 x 4.0 +/- 0.2 mm specimen, at standard deflection of 0.32 +/-0.01 mm. At 0.45 MPa)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CFMAR06-007
供应商 Supplier 42528 字牌 Nameplate 汽车零部件有限公司 工程师
Confirmed by Engineer
产品开发部 PD
供应商 Supplier
产品开发部 PD
系统名称 System or Subsystem 中英文名称 Name 原供应商Original supplier 总成 新供应商New supplier Assembly 原零件号Original part No. 新零件号New part No.
ok
Part
3
高低温 试验箱
2011/6/15 2011/6/30 2011/8/4 Temperature Impact Instrument
Shanghai SGS
/
1.7
热循环 Thermal Cycle (WSS-M1P83-D2)
The cycled part shall not show changes in appearance, such as warpage, deformation, cracks, or ok delamination per the print Engineering Tolerance dimensions.
未做(SHANGHAI SGS不能做,能否提供另外 的第三方实验室?)
Part
6
2011/6/15
2011/7/5
/
WSK-M4D836-A
Melt Flow Rate (ISO 1133/ASTM D 1238, 220 °C, 10 kg) Density (ISO 1183, Method A/ASTM D 792, Method A1) Tensile Strength at Max Load (ISO R 527/ASTM D 638M, 150 min x 10 x 4.0 +/- 0.2 mm specimen, 50 mm/min test speed) Flexural Modulus (ISO 178/ASTM D 790M, Method I, Procedure A, 80 x 10 x 4.0 +/- 0.2 mm specimen, 2 mm/min test speed, 64 mm support span, the radius of the loading nose 5.0 +/- 0.1 mm and of the supports 2.0 +/- 0.2 mm) 19~28 g/10 minutes 1.04~1.08 g/cm3
Part
3
2011/6/15
2011/7/5
2011/8/4
/
1.2.3
Min Rating 6
OK
Part
3
2011/6/15
2011/7/5
2011/8/4
/
1.2.4
碎石冲击 Stone Chip, 1.4 L (SAE J400, -20 °C +/- 2 & 23 +/- 2 °C)
Min Rating 5 B
Part
1
2011/6/15
2011/6/25
2011/8/4
库伦仪
Coulometric
Shanghai SGS
/
:
1 of 3
序号 Item
测试项目名称 Test/Name Source
接收标准 Acceptance Criteria
测试结果 Test Result
测试工程等级 Design Level Tested
1
WSS-M1P83-D2
外观 Appearance (WSS-M1P83-D2) 镀层附着力 Plating Adhesion (WSS-M1P83-D2) 网格测试 Scribe-Grid Test (ASTM B 571) (WSS-M1P83-D2) 热冲击 Thermal Shock (FLTM BI 107-05) 喷砂,抛丸 Grit Blast, Split Shot (FLTM BI 157-06) <5% plating removal ok The plated parts shall be free from surface imperfections. Parts shall match the approved Styling master sample for appearance from Color & Trim and the Approved Boundary Sample.
OK
Part
3
2011/6/15
2011/6/25
2011/8/4
Shanghai SGS
/
1.4
微孔数 Microporosity (FLTM BQ 103-06) (WSS-M1P83-D2)
ok
Part
1
2011/6/15
2011/6/25
2011/8/4
金相显微镜 Microscope
Shanghai SGS
Part
4
2.2
Peel Adhesion (FLTM BU 112-02, Method A)
The samples shall meet the adhesion requirements as received and after exposure to environmental aging conditions listed in standard The samples shall meet the adhesion requirements as received and after all cycle test.
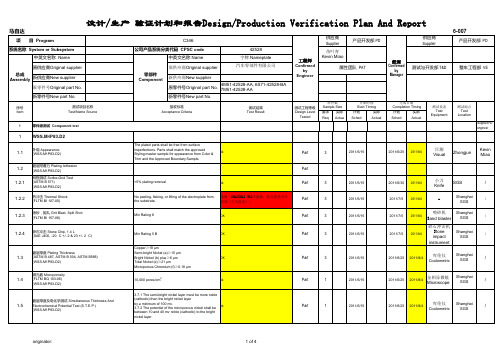
设计/生产 验证计划和报告Design/Production Verification Plan And Report
长安福特马自达Changan Ford Mazda
项 目 Program C346 公司产品系统分类代码 CPSC code 中英文名称 Name 原供应商Original supplier 零部件 Component 新供应商New supplier 原零件号Original part No. 新零件号New part No.
The cycled part shall show no evidence of warpage, deformation, cracks, delamination or other failures to an extent that would affect its use in the ultimate assembly.
Part
3
2011/6/15
2011/7/5
工装
Fixture
Shanghai SGS Shanghai SGS
/
2.8 3 3.1 3.2 3.3
浸湿试验 Wet-Out (CETP): 01.18-L-401
Min,80% (The objective is to verify proper contact of the adhesively attached exterior ornamentation to the painted vehicle.)
样件数 Sample Size 要求 实际 Req Actua
开始时间 Start Timing 计划 实际 Sched Actual
完成日期 Completion Timing 计划 实际 Sched Actual
测试设备 Test Equipment
测试地点 Test Location
1.6
热循环-腐蚀测试 Thermal Cycle - Corrosion Test (WSS-M1P83-D2)
Part
6
高低温 试验箱
2011/6/15 2011/7/5 2011/8/4 Temperature Impact Instrument
Shanghai SGS
/
2 2.1
WSS-M11P65-A
Pluck Adhesion ≥450 KPa
胶带质保书 Quality guarantee 胶带质保书 Quality guarantee 胶带质保书 Quality guarantee 胶带质保书 Quality guarantee 胶带质保书 Quality guarantee
1.1
ok
Part
3
2011/6/15
2011/6/25
2011/8/4
目测 Visual
Zhongjun
Kevin Miao
1.2 1.2.1
Part Part 3
2011/6/15 2011/6/30 2011/8/4
小刀 Knife 喷砂机 Sand blaster 碎石冲击机 Stone impact instrument 库伦仪
Part
4
2.3
Shear Adhesion
Part
4
2.4
Liner Removal (ASTM D 1000 with exceptions below)
• As Received max, N/mm 0.5 • 1 h at 54 +/- 2 °C max, N/mm 0.5
Part
4
2.5
Holding Power, (FLTM BU 101-06, Method B, 100 h)
接收标准 Acceptance Criteria 测试结果 Test Result 测试工程等级 Design Level Tested 样件数 Sample Size 要求 实际 Req Actua 开始时间 Start Timing 计划 实际 Sched Actual 完成日期 Completion Timing 计划 实际 Sched Actual 测试设备 Test Equipment 测试地点 Test Location Supplier/PD engineer