统计过程控制(SPC)在铸造过程中的应用研究
质量管理与持续改进工具的应用

质量管理与持续改进工具的应用摘要:本文探讨了在铝合金高压铸造汽车零部件制造领域中,质量管理与持续改进工具的应用。
这些工具包括统计过程控制(SPC)、质量功能部署(QFD)、六西格玛、5S和PDCA循环。
通过应用这些工具,制造商能够提高产品质量、降低不良品率、提高客户满意度,并增强竞争力。
强调了数据驱动的决策,持续改进的重要性,以及如何应用这些工具来优化生产过程和提高效率。
这些方法有助于铝合金高压铸造汽车零部件制造业在竞争激烈的市场中取得成功。
关键字:铝合金高压铸造、汽车零部件、质量管理、持续改进工具、一、引言随着汽车工业的不断发展,铝合金高压铸造汽车零部件的制造和质量管理显得尤为重要。
这些零部件在汽车的性能、安全性和可靠性方面起着关键作用。
确保这些零部件的质量是汽车制造业中的一个重要任务。
质量管理与持续改进工具的应用在这一领域具有特殊的意义,它们有助于确保生产过程的稳定性和产品质量的持续提高。
二、统计过程控制(SPC)统计过程控制(Statistical Process Control,SPC)是一种重要的质量管理工具,广泛应用于铝合金高压铸造汽车零部件的制造过程中。
它的核心思想是通过收集、分析和监控关键过程参数的数据,以确保生产过程保持在可控制的状态,并在出现异常情况时迅速采取纠正措施,以维持产品质量的稳定性。
统计过程控制是铝合金高压铸造汽车零部件制造中的关键工具,它有助于确保产品质量的稳定性,并在必要时采取纠正措施。
通过SPC的应用,制造商能够降低不合格品率,提高产品的一致性,增加生产效率,并提高客户满意度。
这使得SPC成为铝合金高压铸造汽车零部件制造领域中不可或缺的质量管理工具之一。
三、质量功能部署(QFD)质量功能部署(Quality Function Deployment,QFD)是一种系统性的质量管理工具,旨在将客户需求转化为产品和生产过程的具体要求,并确保产品在设计和制造阶段满足这些要求。
铸造过程控制算法研究与应用

铸造过程控制算法研究与应用随着现代工业的发展,铸造技术作为制造业的重要部分,已经成为很多企业生产过程中不可或缺的环节。
在铸造过程中,控制铸造成型和材料组织的质量成为了制约铸造品质的核心问题,而铸造过程控制算法的研究和应用则成为了解决这一问题的重要手段和途径。
一、铸造过程控制算法的发展历程铸造工艺过程的自动控制与优化主要依靠控制算法,随着工业自动化技术的不断发展,控制算法的研究已经从传统的闭环控制模型,发展到了包含智能优化算法和模型预测控制等领域。
在20世纪60年代和70年代,PID控制器和逆向模型控制器等传统闭环控制算法开始应用于铸造行业,并取得了较好的控制效果。
然而,随着铸造生产过程的复杂化,传统的闭环控制模型难以满足现代生产的要求,因此不断涌现了新的铸造过程控制算法。
目前,应用最广泛和成功的铸造过程控制算法是基于模糊控制和神经网络控制的方法。
这些方法吸收了模糊数学和神经网络的先进理论和方法,能够更好地解决铸造过程中存在的非线性、多约束等难题。
二、铸造过程控制算法应用案例分析1. 基于模糊控制的铸造生产线控制系统某铸造企业对其生产线进行了自动化升级改造,应用了一套基于模糊控制的铸造生产线控制系统,主要控制铸造温度和湿度等关键参数。
基于模糊控制算法,在生产初期效果神速,稳定了生产节拍,提高了铸造生产线出品率,降低了废品率。
2. 基于神经网络控制的球磨机控制系统某金属矿山企业采用了由神经网络智能控制的球磨机控制系统,结合卷积神经网络算法,实现了矿石颗粒大小的检测和精确控制。
该系统减少了生产中人为操作的干扰,后续进一步优化,提高了矿石加工效率和品质。
三、铸造过程控制算法的应用前景随着工业技术的发展,现代铸造产业需要更加智能、高效、精准的铸造过程控制方案。
而铸造过程控制算法正是解决这些问题的重要途径。
通过探索和应用基于模糊控制和神经网络控制的铸造过程控制算法,铸造行业可以更好地提高铸造质量和产能,降低生产成本和废品率。
SPC统计在制程中的应用

SPC统计在制程中的应用引言SPC〔Statistical Process Control,统计过程控制〕是一种制程控制方法,通过对制程中收集到的数据进行统计分析和控制,以实现制程的稳定性和可控性。
SPC统计在制程中的应用已经得到了广泛的认可和应用,本文将介绍SPC统计在制程中的应用,包括其定义、原理、应用场景和效果等内容。
1. SPC统计的定义SPC统计是一种通过对制程过程中数据进行收集和分析,以实现对制程稳定性和可控性的控制方法。
其核心思想是通过收集和分析数据,获取制程的变化情况,并根据统计结果进行制程控制和改善,从而保证制程的稳定和一致性。
2. SPC统计的原理SPC统计的原理是基于统计学的方法和工具,通过对制程数据的收集和分析,了解制程的变化状态。
主要包括以下几个方面:•数据收集:收集制程过程中产生的数据,可以是实时监控数据,也可以是离线收集的数据。
•数据分析:对收集到的数据进行分析,可以使用统计方法,如均值、方差、极差等,来分析制程的变化情况。
•制程控制:根据分析结果,制定相应的控制策略,以实现对制程的控制和改善。
3. SPC统计的应用场景SPC统计在制程中的应用场景较为广泛,以下是几个常见的应用场景:3.1. 过程监控SPC统计可以用于实时监控制程过程中的关键参数,如温度、压力、流量等。
通过对实时监控数据的收集和分析,可以及时发现制程中的异常情况,并采取相应的控制措施。
3.2. 缺陷检测与分析SPC统计可以应用于制程中的缺陷检测和分析。
通过对制程中产生的数据进行分析,可以发现和分析制程中的缺陷产生的原因,从而采取相应的改良策略,提高制程的质量。
3.3. 过程改良SPC统计也可以应用于制程的改良中。
通过对制程数据的分析和比照,可以找出制程中存在的问题,并采取相应的改良策略,以提高制程的稳定性和可控性。
4. SPC统计的效果SPC统计在制程中的应用可以带来许多效果,包括以下几个方面:•提高制程的稳定性:通过对制程数据的统计分析和控制,可以提高制程的稳定性,减少制程中的变异性。
SPC在铸造企业应用的的现状与难点?

SPC在铸造企业应用的的现状与难点?目前对铸造行业有两种不同的评价。
一方面,互联网+时代、新能源等新的技术革命不断涌现,传统的制造行业已经逐渐没落,工作环境差,薪资待遇低;另一方面,国家政策又不断地鼓励实体经济,鼓励工匠精神,加上我国的铸件产量大、出口量大,广阔的市场前景又不断地催生这铸造人内心的斗志。
在铸造公司,与废品斗争永远是工作的主题。
原材料的质量水平、铸件的工艺特点、模具设计水平、设备能力以及过程质量控制都影响着最终铸件的质量。
有热情的铸造人,一边置身于噪声、粉尘之中。
一边又沉浸在降低了废品的喜悦之中。
但是,大部分时候废品的产生不单单是一两个方面的原因,每一种缺陷背后都可能涉及到多方面的控制失效;因此一个良好的质量管理体系就很重要。
目前,笔者所在的铸造公司大部分废品原因还是通过工艺人员的理论分析以及经验获得的。
统计过程控制SPC(statistical process control)的方法应用的情况很不理想。
据了解,国内的很多大型铸造公司也并没有系统的应用。
个人认为主要原因有,1、SPC需要铸造人员对数理统计方法有比较深的了解,对于应用过程中的取样方法、分析方法灵活掌握;然而目前国内的铸造行业学历水平并不高,认为SPC方法复杂,使用起来费时费力;2、公司的管理层重视度不够,他们习惯于传统的质量管理方法;并没有投入精力人力进一步研究统计过程控制;加上行业内普遍对铸造的过程能力指数等存在疑虑,没有走在前面的、成熟的,看得见收益的方法,就更加不受重视。
SPC 是一种为了理解、控制和改进过程能力,通过过程数据的收集、分析生成改进,从而进行质量问题预防的方法。
传统的产品开发与前期质量策划流程如下。
作业指导书日常生产中,我们进行车间的工艺纪律检查,确保生产车间按照操作规程执行。
进行比如化学成分的检验、铁水温度的测量,但是我们只是对照标标准范围进行判断合格与否,并没有对这一阶段出现的铁水温度的波动趋势以及与后期的金相、硬度、机械性能、铸件缺陷等进行统计分析,是不是铁水的温度偏差对那些不良后果有定性的影响,从而加强我们对这一过程的控制。
制造业质量管理中的SPC技术研究

制造业质量管理中的SPC技术研究随着全球贸易和竞争的加剧,制造业质量管理越来越重要。
为了确保产品的质量和符合客户的需求,制造业必须采用有效的质量管理工具和技术。
其中,SPC技术是制造业质量管理中最为常见的一种技术。
本文将从SPC技术的定义、优势、应用范围和实施步骤等方面进行论述,为制造业企业提供参考。
一、SPC技术的定义SPC技术,全称统计过程控制技术(Statistical Process Control),是一种基于统计学原理和方法的质量管理技术。
SPC技术可通过实时监控生产过程,控制品质上下限,及时发现和纠正生产过程中的异常情况,以确保产品质量符合要求。
二、SPC技术的优势SPC技术的优势主要体现在以下几个方面:1.提高生产效率SPC技术可以实时监测生产过程,及时发现生产异常,通过精细的调整和优化,不断提高产品生产效率。
2.降低生产成本SPC技术可以减少生产缺陷和废品率,降低检验成本和补救成本,从而降低生产成本。
3.提高产品质量SPC技术可以实时监测生产过程,及时发现生产偏差和异常情况,有效控制产品质量,提高产品的一致性和稳定性。
4.增强企业竞争力SPC技术可以提高产品质量,减少生产成本,提高生产效率,从而帮助企业增强市场竞争力,赢得市场份额。
三、SPC技术的应用范围SPC技术可以应用于各种制造业行业和产品,包括但不限于以下几个方面:1.汽车制造业SPC技术可以用于汽车制造的各个环节,包括发动机、底盘、车身、内饰等方面。
通过实时控制和管理,提高汽车质量和生产效率。
2.机械制造业SPC技术可以用于机械制造的各个环节,包括钣金加工、焊接、机加工等方面。
通过实时监测和统计分析,提高机械制品质量和生产效率。
3.电子制造业SPC技术可以用于电子产品制造过程中,包括PCB板组装、电子元器件安装、产品测试等方面。
通过实时监测和控制,提高电子产品的质量和生产效率。
四、SPC技术的实施步骤SPC技术的实施步骤主要包括以下几个方面:1.确定SPC技术应用项目根据企业的实际情况和需求,确定采用SPC技术的应用领域和项目范围。
铸件质量控制计划

铸件质量控制计划一、引言铸件是制造业中常见的零部件,其质量直接影响到产品的性能和可靠性。
为了保证铸件的质量,需要制定一套科学的质量控制计划。
本文将详细介绍铸件质量控制计划的制定过程,包括质量目标、质量控制流程、质量控制方法以及质量控制指标等方面。
二、质量目标1. 定义质量目标:根据产品的使用要求和客户的需求,确定铸件的质量目标。
例如,铸件的尺寸精度、力学性能、表面质量等方面的要求。
2. 制定质量指标:根据质量目标,制定相应的质量指标,以便对铸件的质量进行评估和控制。
三、质量控制流程1. 原材料采购:确保采购的原材料符合相关标准和要求,包括铸造合金、砂型材料等。
2. 铸造工艺控制:制定合理的铸造工艺参数,包括熔炼温度、浇注速度、浇注温度等,并通过实时监测和记录来控制铸造过程。
3. 砂型制备:选择适合的砂型材料和制备工艺,确保砂型的质量和准确性。
4. 铸件成型:严格按照工艺要求进行铸件的成型,包括浇注、冷却、脱模等过程。
5. 热处理控制:根据铸件材料的要求,制定合适的热处理工艺,并通过温度控制和冷却速率控制来保证铸件的力学性能。
6. 机械加工:对铸件进行必要的机械加工,包括铣削、钻孔、磨削等,以确保尺寸精度和表面质量。
7. 检测和检验:采用合适的检测方法对铸件进行检验,包括外观检查、尺寸测量、力学性能测试等。
8. 不合格品处理:对于不合格的铸件,制定相应的处理措施,如修复、返工或报废。
四、质量控制方法1. 统计过程控制(SPC):通过统计方法对铸件的关键质量特性进行监控,及时发现和纠正质量问题。
2. 全面质量管理(TQM):通过全员参与、持续改进的方式,提高铸件的整体质量水平。
3. 6σ管理:通过精确的数据分析和过程改进,将不合格品率控制在极低水平。
4. 设备维护管理:定期对铸造设备进行维护和保养,确保设备的正常运行和稳定性。
五、质量控制指标1. 尺寸精度:以尺寸偏差为指标,如直径偏差、平面度等。
2. 表面质量:以表面粗糙度、气孔和夹杂物等为指标。
铸造生产的统计过程控制
铸造生产的统计过程控制摘要:本文讨论统计过程控制和数据收集带来的好处,它们能够提高各种铸件的质量和降低成本。
许多人错误地认为SPC实施困难,既费时、费力和费钱又回报得益不多。
实际情况并非如此,SPC和数据收集的实施很容易,而且回报远远超过投资。
本文将提供经验判断对质量的影响,并与采用统计方法作比较。
本文将回顾SPC的历史和基本原理,数据收集的必要性,以及如何确定最适合每个工序运作的方法。
本文还探索可用的简单有效的实施方法,以及提高数据收集过程自动化和效率的基本途径。
关键词:SPC,过程控制,质量,数据收集,铸造生产1 前言面对今天竞争激烈的市场,质量既是确定的又是有差异的。
说它是确定的,因为任何人不能为客户提供质量好的产品将很快从业界消失。
但是,质量同样能够让你从竞争对手区分开。
结构良好和实施质量管理系统可降低返修量和废品,达到节约成本和得到更低报价。
对铸造企业来说,这就需要重新考虑现行的质量和实现质量的最佳方法。
2 旧的质量控制方法与新的质量控制方法2.1旧的质量控制方法对许多铸造企业来说,质量可简单地用以下方式表示(以熔化为例):1)按工序制造过程产品(配料、熔化铁水);2)检查产品缺陷(化验);3)需要时返工(一次成分不合格,调整);4)检验返工产品(重复化验);5)进入下一工序(浇注);6)回到第一步,重复操作第1到第5步。
这种方式可认为是质量控制的“检验法”。
对于利用这种最基本的质量控制系统的企业来说,它们以昂贵的费用:“检验”产品质量,但无助于改正引起产品缺陷的根本原因。
我们经常做的事情,就是采用收集基本缺陷数据的方式,这是一种主要将缺陷的产生推回到操作人员的做法。
这种错误概念来自认为操作人员通常是产生质量问题的起因。
它不能找到产生缺陷的真正原因,而只在缺陷已经产生之后才检验出质量不好的产品,即事后把关。
这种方式同样非常依赖于本身就缺少一致性和准确性的经验判断。
经验判断经常会让漏检的缺陷进入下一道工序,如果在组芯中或下芯时发现砂芯缺陷,则返工成本更可观,此时组合砂芯可能要额外的拆卸更换有缺陷的砂芯。
SPC统计过程控制技术

SPC统计过程控制技术SPC是指统计过程控制(Statistical Process Control)技术,它是一种采用统计方法来监控和控制生产过程的质量管理工具。
SPC技术通过对过程数据进行统计分析,能够帮助企业发现生产过程中的特殊因素,及时采取措施以避免或减少产品质量问题的发生。
本文将介绍SPC技术的原理、方法和应用。
SPC技术的原理是建立在统计学基础上的。
它利用统计学中的均值、标准差、概率分布等概念和方法,对生产过程中的各种因素进行统计分析,从而了解过程的变异情况。
通过对过程数据的采集和分析,SPC技术可以判断过程稳定性,确定过程能否满足质量要求,并通过控制图等图表形式展示分析结果,帮助生产人员进行决策和改进。
SPC技术主要包括过程能力分析、控制图分析和统计抽样等方法。
过程能力分析是通过统计计算和分析得到的数值指标,评估生产过程是否具备满足产品质量要求的能力。
常用的指标包括过程能力指数(Cp、Cpk)和过程潜力指数(Pp、Ppk)等。
控制图分析是通过绘制控制图来监控过程的稳定性和变异情况,包括过程平均水平的控制图(X̄图)、过程离散程度的控制图(R图、S图)和过程离散程度和平均水平的同时控制图(X̄-R图、X̄-S图)等。
统计抽样是根据统计学原理和抽样方法,通过对样本数据的分析来判断整个过程的质量水平,包括构造抽样方案、抽样样本量的确定和样本数据的分析等。
SPC技术的应用范围广泛。
它适用于各类生产过程中的质量控制和改进,无论是制造业还是服务业。
在制造业中,SPC技术可以应用于各种工艺过程的控制,如冶金、电子、化工等。
在服务业中,SPC技术可以应用于流程控制和质量改进,如银行、保险、医疗等。
此外,SPC技术还可以应用于产品设计阶段的质量控制和改进,通过对设计方案的统计模拟和优化,提高产品的质量性能。
SPC技术的应用有助于提高产品的质量水平和生产的经济效益。
首先,SPC技术可以帮助企业监控生产过程的稳定性,及时发现并消除影响产品质量的变异因素,提高产品的合格率和一致性。
SPC在生产过程中的应用研究
SPC在生产过程中的应用研究作者:***来源:《中国民商》2020年第10期摘要:当前,产品制造过程是产品质量问题产生的重要阶段,在确认产品设计质量的前提下,制造过程质量是实现产品整体质量的关键,因此企业质量控制的关键在于对制造过程质量的控制。
本文结合生产实际,选取重要部件,运用统计过程控制技术对这一部件的生产过程进行了分析研究。
关键词:统计过程控制;生产过程;应用研究一、在生产过程中的应用研究本文研究对象是真空集便系统中便盆的喷嘴组成。
喷嘴组成加工的优良对便器喷水效果和污物的一次冲洗清除干净有很大关系。
喷嘴组成中重要部件是喷嘴体和喷嘴,在组装过程中出现喷嘴和喷嘴体装配不匹配现象,测量发现:喷嘴外径尺寸相对分布集中,喷嘴体内孔[ϕ170.10mm]尺寸分布较散,且存在外径尺寸大于内孔尺寸现象。
当前的过程能力是否能够满足客户不断提高的质量要求,我们带着这样问题结合测量发现的问题,选取喷嘴体内孔直径这一重要质量特性为研究对象,测算其过程能力。
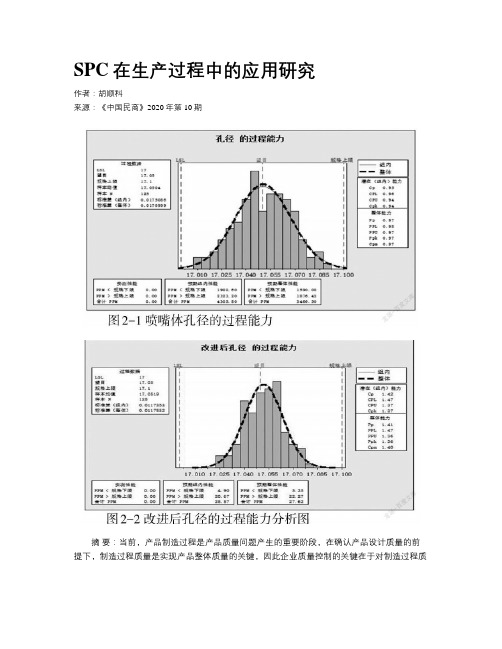
(一)数据收集与分析通过测量喷嘴体内孔径获得25组样本数据,绘制过程能力指数图,如图2-1所示。
(二)过程能力判断过程能力亦称工序能力。
过程能力是指过程的加工质量满足技术标準的能力,在稳定状态下它的波动最小,是过程加工内在一致性的很好量度。
而加工数量方面的能力是指生产能力。
过程能力决定于人、机、料、法、测、环等质量因素,而与公差无关。
过程能力用过程能力指数([CPK])表示。
过程能力指数对技术规范要求的满足程度,可以客观地、定量地反映了过程能力,成为过程能力评价的基础。
可以看到[CPK]=0.94,过程能力是不足的,应通过降低过程变异来改进其过程。
(三)原因分析从“人、机、料、法、测量、环、”六个方面寻找原因。
主要原因:“法”方面:喷嘴体内孔公差要求较宽松,喷嘴外径图纸没有公差要求,执行的是自由公差;“人”方面,新员工操作水平不高、对设备性能了解不够,摸不透所用设备的“脾气”;“机”方面,精度性能降低,刀具磨损未及时修磨。
统计方法在控制铸造合金成分质量中的应用
( ) 冷 钢锭 模 与铸 铁 模 相 比 , 以减 小 钢锭 凝 2水 可
固后 的缩 孔 和疏松 体 积 , 高 钢锭质 量 。 而在钢 锭 提 从 模 设计 上 可 以减 小 帽 口体积 , 高成 材 率 。 提 ( ) 用 凝 固模 拟软 件 , 以清 晰演 示 出钢 锭 凝 3使 可 固过程 中的色 温 变化 和 液 相体 积 以及 凝 固 完成 后 的 缺 陷 大小 位置 ,从 而有 助 于从 工 艺制 定 上 能够 及早
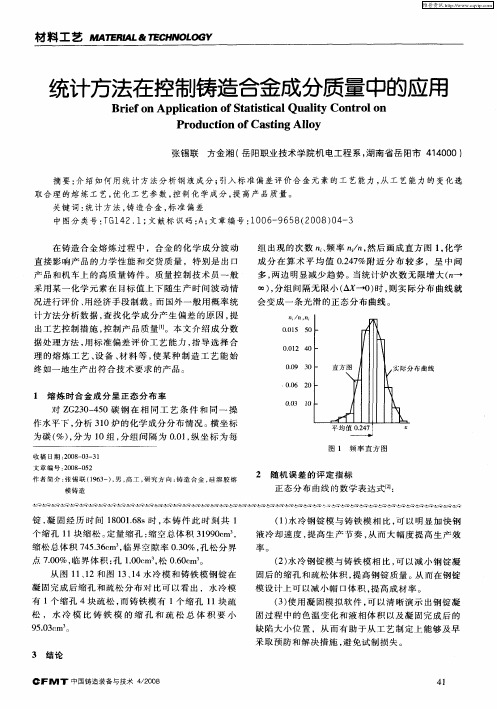
在 铸造 合金 熔 炼 过程 中 ,合 金 的化 学 成 分波 动
直 接影 响产 品 的力 学 性能 和交 货 质量 ,特别 是 出 口 产 品和 机 车上 的 高质量 铸 件 。质 量控 制 技 术员 一 般 采用 某 一化 学元 素 在 目标 值上 下 随生 产 时 间波 动 情
组 出现 的次 数 频 率 n n 然 后 画成 直 方 图 1 化学 / , ,
布 曲线
0.6 2 0 0
对 Z 2 0 4 0碳 钢 在 相 同工 艺 条 件 和 同 一 操 G 3—5
作水 平 下 , 析 3 0炉 的 化学成 分 分布 情况 。 坐标 分 1 横 为碳 ( , 为 1 %) 分 0组 , 分组 间隔 为 00 , 坐 标 为 每 .1 纵
图 1 频率 直方 图
测 量值 。
式 中 Y为 概率 密 度 ;r o 为标 准偏 差 ; 为 随 机误
Pr d to fCa tn l y o uc i n o si gA l o
张 锡联 方金 湘 ( 阳职 业技 术 学院 机 电工程 系 , 岳 湖南 省岳 阳市 4 4 0 1 0 0)
摘 要 : 绍如 何用 统计 方 法分 析钢 液成 分 ; 介 引入 标准 偏 差评价 合 金元 素 的工 艺 能力 , 工 艺 能力 的变 化选 从 取合理 的熔炼 工 艺 , 化工 艺参 数 , 优 控制 化 学成分 , 高 产 品质量 。 提 关键 词 : 统计 方法 , 铸造 合 金 , 准偏 差 标 中图分 类号 : G 4 1 文献标 识码 : 文 章编 号 : 0 6 9 5 ( 0 8 0 — T l 2. ; A; l 0 — 6 8 2 0 )4 3
统计过程控制(SPC)在制造业中的应用案例分析
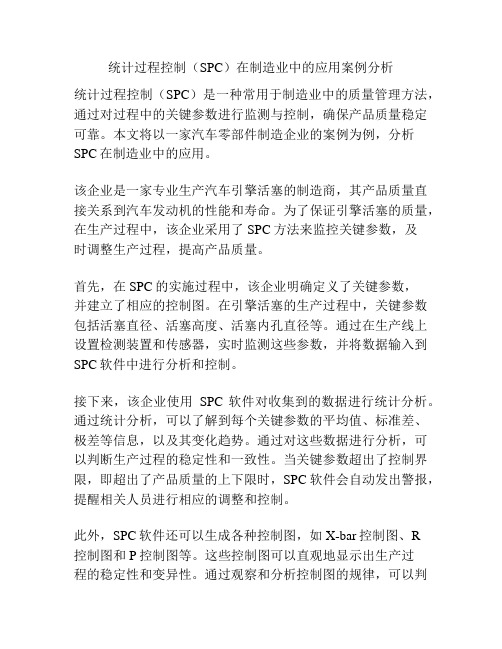
统计过程控制(SPC)在制造业中的应用案例分析统计过程控制(SPC)是一种常用于制造业中的质量管理方法,通过对过程中的关键参数进行监测与控制,确保产品质量稳定可靠。
本文将以一家汽车零部件制造企业的案例为例,分析SPC在制造业中的应用。
该企业是一家专业生产汽车引擎活塞的制造商,其产品质量直接关系到汽车发动机的性能和寿命。
为了保证引擎活塞的质量,在生产过程中,该企业采用了SPC方法来监控关键参数,及时调整生产过程,提高产品质量。
首先,在SPC的实施过程中,该企业明确定义了关键参数,并建立了相应的控制图。
在引擎活塞的生产过程中,关键参数包括活塞直径、活塞高度、活塞内孔直径等。
通过在生产线上设置检测装置和传感器,实时监测这些参数,并将数据输入到SPC软件中进行分析和控制。
接下来,该企业使用SPC软件对收集到的数据进行统计分析。
通过统计分析,可以了解到每个关键参数的平均值、标准差、极差等信息,以及其变化趋势。
通过对这些数据进行分析,可以判断生产过程的稳定性和一致性。
当关键参数超出了控制界限,即超出了产品质量的上下限时,SPC软件会自动发出警报,提醒相关人员进行相应的调整和控制。
此外,SPC软件还可以生成各种控制图,如X-bar控制图、R控制图和P控制图等。
这些控制图可以直观地显示出生产过程的稳定性和变异性。
通过观察和分析控制图的规律,可以判断生产过程是否受到特殊因素的影响,如材料变化、设备故障或人为误操作等。
当发现特殊因素时,及时采取纠正措施,以确保产品质量稳定。
此外,SPC软件还可以进行过程能力分析,通过分析过程能力指标(Cp、Cpk)等参数,评估生产过程的稳定性和能力。
通过这些分析,可以确定生产过程是否满足质量要求,并及时调整和优化生产过程,以提高产品质量和生产效率。
在该企业的实践中,SPC方法的应用取得了显著的效果。
通过SPC的实时监控和调整,引擎活塞的关键参数稳定在设计要求的范围内,产品质量得到了有效控制。
统计过程控制(SPC)在生产过程中的应用
现 代 商 贸 工 业 Mo d e r n B u s i n e s s Tr a d e I n d u s t r y
2 0 1 3年 第 2 O期
统计过程控制 ( S P C) 在生产过程 中的应用
马 培俊
( 南 车青 岛 四 方 机 车 车 辆 股份 有 限公 司 质 量 管 理 部 , 山东 青岛 2 6 6 1 1 1 ) 摘 要: 介 绍 了统 计 过 程 控 制 ( S P C ) 在 公 司产 品 质 量 控 制 方 面 的 应 用 。 通 过 控 制 点 的 分 布 情 况 及 Cp k值 来 判 断 过 程
取措施 , 消除异常 , 恢 复 过 程 的稳 定 , 从 而 达 到 提 高 和 控 制 质 量 的 目的 。
定地 满足顾客 的要求 。
2 . 2 关 键 技 术 指 标
在我国S P C理 论 的应 用 还 没 有 普 及 。 随 着 市 场 竞 争 的
过程能力 ( 简称 P C ) 是 指 过 程 质 量 方 面 的 能 力 。 这 种
1 问题 的提 出
公司在产 品生产过 程中 做 了大量 的工 作 , 如 首件 鉴定 、
及 时发现质量 变异 。
( 4 ) 多 种控制 图提供质量 变 异分析 方法 , 提 供 质 量 管 理
使质量 管理者能 找 出真正使 质量 变 异的 原 因 , 有 供 方监 造 、 检验 点 前 移 、 首件 检 验 、 进 货 检验 、 过程 检 验、 最 决 策 支 持 ,
I S O/ TS 1 6 9 4 9认 证 也 将 S P C列 为 一 项 重 要 指 标 , I R I S认 证
( n表示测试 组数 , R 1为第 1 组测 得 N个样 件的最大值 与最
2.第6章 数理统计方法在铸件质量控制中的应用-推荐下载

第6章数理统计方法在铸件质量控制中的应用6.1 前言数理统计方法(Statistic Methods)是TQC中数据采集、整理、分析的基础工具。
针对要解决的质量问题先搜集数据;将收集到的数据进行整理归纳,形成数、表、图形或计算出特征值,如平均值、中位数、百分比等;然后对这些数、表、图形进行观察分析,找出其中的数理统计规律。
这些规律告诉我们生产或工作是否合乎要求,是否需要采取技术措施。
最后经过进一步的判断找出主因,利用专业技术手段和组织协调措施达到提高质量的目的。
在TQC中常用的数理统计工具有所谓的“七种数理统计工具”和“新七种工具”。
七种数理统计工具包括:(1)因果图(Cause and Effect diagram)(2)排列图(Pareto diagram)(3)直方图(Histogram)(4)管理图(Graph and control chart)(5)散布图(Scatter diagram)(6)检查表(Check sheet)(7)分层法(Stratification)新七种工具包括:(1)系统图法(Tree Diagram methods)(2)矩阵图法(Matrix Diagram methods)(3)矩阵数据分析法(Matrix Data-Analysis methods)(4)关联图法(Relations Diagram methods)(5)KJ法(Affinity Diagram methods)(6)过程决策程序图法(PDPC methods)(7)箭条图法(Arrow Diagram methods)另外,在进行QC活动时,还可以结合一些价值工程理论工具,如实现困难评分法、功能系数评价表等。
6.2 主要方法应用实例6.2.1 用排列图法分析现状以CY6140床身铸件为例。
该铸件为出口产品,精度、外观、内在质量要求均较高,结构复杂。
生产初期废品率和不良品一直较高。
为此,决定成立QC小组对该铸件进行改进。
SPC统计制程管制基本概念与实际应用

製程中對策
績效報告
成品改善
製程
人員 設備 材料
方法 環境
成品
(1)製程:製程乃指人員,設備,材料,方法及環境的輸入,經由 一定的處理程序而得到輸出的結果,一般稱之成品.
(2)績效報告:從衡量成品得到有關製程績效資料,由此提 供製程管制對策或改善成品.
(3)製程中對策:是防患於未然的一種措施,用以預防製造 出不合規格的成品.
2. (1)製程中心沒有偏移的情況:規格界限寬度+/- 6δ,不良 率:2ppm,Cpk(製程能力)=2以上.
(2)製程中心偏移1.5δ的情況:規格界限寬度+/- 6δ,不良 率:3.4ppm,Cpk(製程能力)=1.5以上.
3.6δ品質確保的方法(以松下電器的作法):
非破壞性 檢查項目
Cpk=1.6以 上之品質 保證
製程改善 no 符合規格 yes
延長管制界限
直方圖分析 製程能力分析 常態機率紙分析
三.SPC運用的優點
1.經濟性:有效的抽樣管制,預估不良率,得以控制成本.使之製 程穩定,生產可預期,而能掌握品質,成本,交期. 2.預警性(時效性):製程的異常趨勢(管制圖的異常)可及時提 供對策,預防整批不良,以減少浪費. 3.善用機器設備:估計機器能力,可妥善安排適當機器生產適 當零件. 4.改善評估:製程能力可作為改善前後比較之簡單座標.
因此統計的方法不應只在數理方面打轉,應在實際 數據的收集,整理及解析來解釋實際問題的現象.
例題:技碩科技公司,某製程工程師收集SMT第2條線 ,錫膏厚度量測數據最近1天的資料,SMT每4小時量 測1次,每次量2片,一片測量6個點n=6(1天有3班),12 組量測資料如下.
2.專業的統計技術包括:
质量控制在连续铸造中的应用
质量控制在连续铸造中的应用随着现代工业的发展,连续铸造技术被越来越多的工厂所采用,成为铸造生产中的重要环节。
与传统的离散铸造相比,连续铸造具有效率高、成本低等优点,但同样也存在一些质量问题。
为了提升连续铸造的质量,不断完善连续铸造过程中的质量控制技术已经成为工业界亟需解决的问题。
本文将探讨质量控制在连续铸造中的应用。
连续铸造工艺过程中,多种质量控制技术可以用于确保产品质量。
精密测量是连续铸造过程中的一项关键技术,可以帮助监测铸模的状态,确保合格铸件的生产。
通过实时监测铸模,可以减少铸件在冷却过程中的变形,控制铸件中的缺陷和杂质,优化冷却过程,确保产品的尺寸和性能达到要求。
在连续浇铸中,一些不可避免的因素会影响生产的质量。
为了弥补这些影响,工业界采用了一系列的控制技术。
例如,利用高温红外线测量系统,可以及时监测铸件温度分布情况,并及时调整冷却喷嘴的位置和冷却水量。
同时,还可以采取无损探测技术,及时监测铸件的内部缺陷,并对铸件在冷却过程中的变形和结构进行严密检测。
在连续铸造过程中,质量控制的关键在于控制各个因素的变化。
例如,铸液的成分和温度、流速的变化、铸件的尺寸以及氧化物、气泡等有害杂质的产生都可能会影响到铸造质量。
因此,采用适当的质量控制技术,对这些因素进行实时监测和调整,可以提高铸件的质量,节省生产成本。
为了确保连续铸造的铸件质量,可以考虑采用统计过程控制技术,及时跟踪各个生产参数的变化。
通过对铸件质量数据的收集和分析,可以快速识别和定位问题,并采取针对性的改进措施以确保连续铸造的高品质和良好的一致性。
总之,质量控制已经成为现代生产中的一个关键环节。
在连续铸造中,及时跟踪生产过程,通过实时监测和分析来预防和纠正质量问题,可以确保连续铸造生产的高品质和高效率。
未来在改进质量控制的技术和方法后,连续铸造将会有更好的发展。
统计过程控制在大型锻件制造过程中的应用

整体 水 平和 运 行 的可靠 性 和 安全 性 。是 发 展 电 力 、 船舶 、 金 、 化 、 型 机 械 和 国 防 等工 业 的基 础 , 冶 石 重 是 发 展 先 进 技 术 装 备 制 造 业 的 前 提 , 衡 量 一 个 国 是 家 工 业 发 展 水 平 的 重 要 标 志 之 一 。我 国 生 产 大 型 自 由锻 件 已 有 5 0多 年 历 史 , 目前 自 由 锻 液 压 机 的 数 量 和 等 级 、 型 锻 件 的 产 量 位 居 世 界 之 首 , 多 企 大 很 业 在 大 型锻 件 的技 术创 新 方 面取 得 了一 定 的成 果 。
Al t a t c r i gt a p l ain st ain o ait si e v ri g ma u a trn o a y t i a e m r c : o d n we ka p i t i t f t t i n h a yf g n n f c i g c mp n , h sp p r Ac o c o u o s sc o u
李琦 唐永 明 到 广 泛 统计 过程 控制在 大 是 型锻件 能 起 到 预 防 作 用 的 。 如 今 , 国 内该 技 术 还 未 得 金 跃进 的 重 视 和 使 点 , 不 可 制造 过 程中的 应 用 必 须 强 调 要 求 现 场 在 第 一 线 的 工 程 技 术 人 员 来 推 行 S C 把 它 作 为 日常 P , 四川 工程 职业技 术学 院学 报 用 , 其是 在锻 压行 业 , 仅停 留在检 验 阶段 。 尤 仅 工 作 的 一 部 分 ,而 质 量 管 理 人 员 则 应 该 起 到 组 织 、 12统 计 过 程 控 制 的基 本 原 理 .
一
量影 响 大 , 不 难 除去 , 如 刀具 、 具 和工 装 模具 但 例 量 过度 磨损 以至 于使 质量特 性超 过工艺 要求 等 。
质量工具在机械制造中的应用研究

质量工具在机械制造中的应用研究一、绪论机械制造是现代工业发展不可缺少的一环,质量问题是机械制造中一个非常关键的问题。
为了保证机械制造的质量可靠性,大量质量工具被引入机械制造中。
本文将探讨质量工具在机械制造中的应用研究。
二、SPC在机械制造中的应用SPC(统计过程控制)是一种统计方法,该方法可以从全局上监控整个制造过程,并对整个过程进行统计分析。
在机械制造中,SPC主要用于监控制造中各个步骤的质量状况,并及时调整制造的参数以保证产品质量的一致性和稳定性。
例如,在钣金加工领域,使用SPC可以收集各加工步骤中的尺寸数据,并对这些数据进行统计分析,从而实现对加工过程的监测和管控。
通过SPC方法对机械制造中的关键加工环节进行把控,对机械制造行业提高产品的一致性和稳定性起到了重要的作用。
三、FMEA在机械制造中的应用FMEA(失效模式及其影响分析)是一种基于客观事实进行失效分析和评价的方法。
在机械制造中,FMEA主要用于对机械设备的生命周期进行系统性分析和评价,从而及时发现可能的故障因素,采取相应的纠正措施。
例如,在汽车制造领域,使用FMEA分析可以从设计、制造、装配等多个方面控制机械设备件的失效模式及其产生的潜在影响,同事为消除这些潜在失效模式提供有效的解决方案和决策支持。
FMEA方法的运用,可使机械制造企业在产品设计和制造环节通过提前预判潜在风险,实现产品的稳定性和一致性的提高。
四、DOE在机械制造中的应用DOE(设计实验)是一种统计分析方法,通过对实验进行设计和分析,对制造过程进行优化和控制。
在机械制造中,DOE主要用于研究机件加工中的合适操作参数以及产生良好加工结果的影响因素。
例如,在塑料件加工领域,使用DOE可以调整不同加工参数,如熔体温度、模具温度、注射时间等对塑料件加工过程中造成的缺陷进行分析,同事寻找最优的加工工艺参数,明显提高其产品的一致性和质量。
DOE方法的运用,可以帮助机械制造企业在制造过程中掌握加工特性的变化规律,及时发现和控制加工过程中的因素,实现较好的加工效果和质量保证。
统计过程控制(SPC)在铸造过程中的应用研究
统计过程控制(SPC)在铸造过程中的应用研究发表时间:2015-01-04T10:06:51.200Z 来源:《工程管理前沿》2014年第12期供稿作者:王法禄沙羽赵永永潘金锟杨甲龙[导读] 控制图就是对生产过程的关键质量特性值进行测定、记录、评估并监测过程是否处于控制状态的一种图形方法。
王法禄沙羽赵永永潘金锟杨甲龙(中国重型汽车集团有限公司济南铸锻中心山东济南 250200)摘要:文章介绍了统计过程控制(SPC)原理、控制图的原理、控制图的分类及选用,并简要探讨了统计过程控制(SPC)在铸造过程的研究应用。
关键词:统计过程控制(SPC);控制图;铸造;随着ISO9000:TS16949 质量管理体系标准在汽车行业的大力推广及应用,市场竞争也越来越激烈,对质量的要求也越来越高,作为TS 五大工具之一的统计过程控制(SPC)在汽车制造行业的应用也就势在必行。
在铸造行业运用统计过程控制(SPC)对铸造过程进行数据化分析,科学判定过程中存在的异常点及异常波动,能够对铸造过程的过程趋势起到预警作用,防止过程异常波动而给企业带来损失。
统计过程控制(SPC)作为质量控制的重要工具为企业提高产品质量,降低废品率,发挥着极其重要的作用。
1.统计过程控制(SPC)简介二十世纪初期,由于市场经济的激烈竞争,传统管理方法已逐渐无法适应经济的发展,于是便产生了科学管理方法,统计过程控制理论开始成型。
1942 年,为预防生产过程中不合格品的产生,美国贝尔电话实验室的休哈特应用数理统计方法提出了SPC (StatisticalProcess Control,统计过程控制)理论,二十世纪八十年代,日本经济迅猛发展,尤其是质量管理的进步,将统计过程控制的再一次的推入质量管理中,以美国为首的发达国家开始大力推行SPC,应用数理统计来预防不合格品的发生,将事后检验的观念转变为预防为主的预防观念。
随着我国对SPC 研究的深入,SPC 开始在很多企业中得到应用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
统计过程控制(SPC)在铸造过程中的应用研究
发表时间:2015-01-04T10:06:51.200Z 来源:《工程管理前沿》2014年第12期供稿作者:王法禄沙羽赵永永潘金锟杨甲龙[导读] 控制图就是对生产过程的关键质量特性值进行测定、记录、评估并监测过程是否处于控制状态的一种图形方法。
王法禄沙羽赵永永潘金锟杨甲龙
(中国重型汽车集团有限公司济南铸锻中心山东济南 250200)
摘要:文章介绍了统计过程控制(SPC)原理、控制图的原理、控制图的分类及选用,并简要探讨了统计过程控制(SPC)在铸造过程的研究应用。
关键词:统计过程控制(SPC);控制图;铸造;
随着ISO9000:TS16949 质量管理体系标准在汽车行业的大力推广及应用,市场竞争也越来越激烈,对质量的要求也越来越高,作为TS 五大工具之一的统计过程控制(SPC)在汽车制造行业的应用也就势在必行。
在铸造行业运用统计过程控制(SPC)对铸造过程进行数据化分析,科学判定过程中存在的异常点及异常波动,能够对铸造过程的过程趋势起到预警作用,防止过程异常波动而给企业带来损失。
统计过程控制(SPC)作为质量控制的重要工具为企业提高产品质量,降低废品率,发挥着极其重要的作用。
1.统计过程控制(SPC)简介
二十世纪初期,由于市场经济的激烈竞争,传统管理方法已逐渐无法适应经济的发展,于是便产生了科学管理方法,统计过程控制理论开始成型。
1942 年,为预防生产过程中不合格品的产生,美国贝尔电话实验室的休哈特应用数理统计方法提出了SPC (StatisticalProcess Control,统计过程控制)理论,二十世纪八十年代,日本经济迅猛发展,尤其是质量管理的进步,将统计过程控制的再一次的推入质量管理中,以美国为首的发达国家开始大力推行SPC,应用数理统计来预防不合格品的发生,将事后检验的观念转变为预防为主的预防观念。
随着我国对SPC 研究的深入,SPC 开始在很多企业中得到应用。
在国内外对SPC 的实践应用过程中证明,统计过程控制方法是保证产品质量,降低废品率的一种有效管理方法,它可运用各种控制图研究过程稳定性及工序能力,帮助我们分析影响产生质量问题的原因,将不合格品控制在一定限度内,使生产过程处于稳定状态,以预防为主的来提高产品质量,对指导生产有着极其重要的作用。
2.统计过程控制(SPC)基本原理
统计过程控制(Statistical Process Control,简称SPC)是指利用统计技术,对生产过程各个阶段进行监控,以达到改进与保证产品质量和服务质量,改善生产能力的重要方法。
2.1 过程控制系统
在生产过程中存在着影响过程稳定性的各种变差,而变差的来源可区分为普通原因和特殊原因,普通原因是那些始终作用于过程的多种变差来源,它最终产生一个稳定的且可重复的分布,使过程处于一个可预测的受控状态,特殊原因是引起的变差仅影响某些过程输出的因素,它是间歇发生的,不可预测的,最终会导致过程输出的不稳定;简单的统计过程控制技术能探测出影响过程的变差的特殊原因,通常由直接相关人员实施适当的局部措施就可解决变差的特殊原因,而解决变差的普通原因通常需要管理者从系统上采取纠正措施。
整个过程在变差影响下需要过程控制系统来进行评估,它可以探测过程中出现变差的特殊原因,为过程提供统计信号,从而对特殊原因采取适当的措施来消除,使过程处于统计受控状态,这样我们便可以计算和预测其过程能力及过程性能。
2.2SPC 统计原理
统计过程控制(SPC)是以数理统计和概率论为理论基础,运用中心极限定理和3σ原则等原理;它们认为大量相互独立的随机变量近似服从正态分布,而产品的质量特性是由许多随机因素引起的,所以产品的质量特性服从正态分布;在正态分布重要结论中认为在μ士3σ(μ为分布数据的均值,σ为标准差)范围内包含质量数据的99.73%,如果能控制住这99.73%的质量数据,可以认为过程基本上是受控的、稳定的,统计过程控制技术主要工具控制图也是依据这一理论而提出的。
它通过对质量特性的波动进行研究,建立控制图对过程的进行分析,判断过程质量是否存在异常波动,当过程质量状态不稳定和出现异常波动时,及时报警,以便我们查找原因,采取改进措施,从而达到持续改进和保证产品质量的目的。
2.2 控制图基本原理
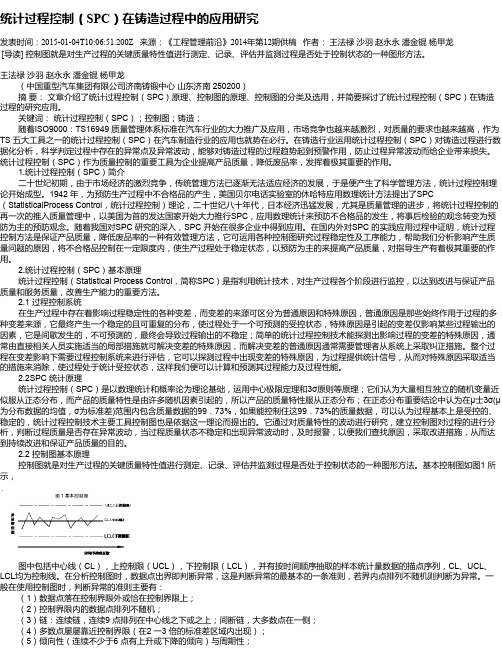
控制图就是对生产过程的关键质量特性值进行测定、记录、评估并监测过程是否处于控制状态的一种图形方法。
基本控制图如图1 所示,
图中包括中心线(CL),上控制限(UCL),下控制限(LCL),并有按时间顺序抽取的样本统计量数据的描点序列,CL、UCL、LCL均为控制线。
在分析控制图时,数据点出界即判断异常,这是判断异常的最基本的一条准则,若界内点排列不随机则判断为异常。
一般在使用控制图时,判断异常的准则主要有:
(1)数据点落在控制界限外或恰在控制界限上;
(2)控制界限内的数据点排列不随机;
(3)链:连续链,连续9 点排列在中心线之下或之上;间断链,大多数点在一侧;(4)多数点屡屡靠近控制界限(在2 一3 倍的标准差区域内出现);
(5)倾向性(连续不少于6 点有上升或下降的倾向)与周期性;
(6)连续14 点中相邻点交替上下;
(7)数据点集中在中心线附近(原因:数据分层不当,数据不真实,存在造假嫌疑);
2.3 常用控制图简介及合理选取
控制图作为监测和评价过程的工具,分为两种类型,一种为计量型数据控制图,另一种为计数型数据控制图。
常用控制图如表1:
对于任何过程,凡需要对质量进行控制的场合都可以应用控制图,控制图在选用时,需要首先根据过程要求确定需要控制的对象,然后根据控制对象的性质选取合适的控制图类型。
控制图的选用如图2 所示:
3、统计过程控制(SPC)在铸造过程中的应用
铸造过程基于SPC 系统的质量管理体系具体的实施流程为:建立SPC 团队和制度保障、SPC 培训管理、关键质量过程特性识别、SPC项目过程监控及异常处理、持续改进过程。
3.1 建立SPC 团队和制度保障
由质量管理人员、工艺技术人员、生产现场施工人员及操作人员等组成SPC 项目小组,全程参与SPC 项目的实施。
由SPC 团队共同制定项目推进计划,确定项目的总体目标,并建立SPC 项目运行过程中的管理制度及团队工作制度,保障SPC 项目的正常开展。
3.2SPC 培训管理
SPC 项目管理工作中,人员培训是项目实施成功的关键,项目开始时根据项目的推进计划,对相应的人员开展不同层次、阶段性的培训,确保SPC 项目团队成员在思路及目标的达成上保持一致,并在项目开展过程中及时确定培训时机,逐步提高项目小组人员技术水平,使项目顺利推进。
具体培训计划表2:
3.3 关键质量过程特性识别
SPC 控制点的选取在于准确探寻工序关键特性、重要特性以及相关整车安全、装配的要素,它们是影响产品的关键要因,是推进车间SPC 技术应用的关键,结合产品开发及质量策划过程中确立的工序关键特性,根据铸造生产过程特点进行分析,确定铸造过程SPC 项目关键控制点,并根据控制图的选取方法选择相应的控制图类型,如表3
3.4 SPC 项目过程监控及异常处理
铸造过程中要实现对过程控制点的监控,应当建立SPC 网络管理系统,应用信息技术建立数据导入模块,采用数据采集设备自动进行数据采集,实时传输到质量控制中心进行分析,摒弃传统SPC 系统中手工抄录原始数据,人工计算、打点描图等繁琐的工作;然后,利用
SPC 网络管理系统采集的数据,根据铸造过程数据的特点,确定数据检验的主要判异准则有:(1)、1 个点距离中心线大于3 个标准差;
(2)、连续6 个点全部递增或递减;
(3)、连续14 个点上下交错;
最后,利用Minitab 软件进行控制图的绘制,对控制图进行实时分析,查找导致异常点产生的原因,并提出纠正预防措施,以消除变差的特殊原因对过程造成的影响,使过程趋向稳定。
3.5 持续改进过程
铸造过程运用SPC 可以有效查找异常数据,并给予报警,为异常因素的消除提供指导,但针对有效控制铸造过程的影响因素较多,每次熔炼都可能存在调整,它影响整个过程的过程控制限,因而过程能力的计算存在一定的难度;SPC 的运用是一个持续的过程,在不断持续改进的过程中,对过程能力的研究将作为我们继续深入研究的方向。
3.6SPC 研究效果
通过SPC 的运作与管理,车间SPC 监控模式已初步形成,对铸造过程控制的偏移能够迅速有效的识别,较好的实现了过程质量的预防管理,过程参数控制水平和质量保证能力有较大的提高。
4、结语
未来的成功属于质量领先者的世纪,以预防为主的质量过程控制必将逐渐取代以检验为主的传统质量控制模式,作为国际上行之有效的质量过程控制技术一统计过程控制(SPC),必将受到国内越来越多企业的重视和采用,它将成为企业质量、效益提升的重要工具。
参考文献:
[1]张公绪,孙静。
新编质量管理学[M].2 版.北京:高等教育出版社,1997。
[2]杨跃进。
统计过程控制技术[M].北京:航空工业出版社,2003。
[3]戴姆勒克莱斯勒公司,福特汽车公司,通用汽车公司。
统计过程控制(SPC)参考手册第二版,2005
[4]钱夕元,荆建芬,侯旭暹。
统计过程控制(SPC)及其应用研究,华东理工大学,上海庄臣有限公司,2004。
[5]陈健。
统计过程控制(SPC)在产品质量控制中的应用研究,东南大学,2007。
[6]邹卫,郭之萍,王宁。
统计过程控制在铸造中的应用,江铃汽车股份有限公司铸造厂,2009。