螺纹加工底孔直径对照表
常用螺纹与底孔加工对照表

英制管
M6.0×0.5 M7.0×0.75 M7.0×0.5 M8.0×1.0 M8.0×0.75 M8.0×0.5 M9.0×1.0 M9.0×0.75 M10×1.25 M10×1.0 M10×0.75 M10×0.5 M11×1.0 M11×0.75 M12×1.5 M12×1.25 M12×1.0 M12×0.5 M14×1.5 M14×1.0 M15×1.5 M15×1.0 M16×1.5 M16×1.0 M17×1.5 M17×1.0 M18×2.0 M18×1.5 M18×1.0 M20×2.0 M20×1.5 M20×1.0 M22×2.0 M22×1.5 M22×1.0 M24×2.0 M24×1.5 M24×1.0 M25×2.0 M25×1.5 M25×1.0 M26×1.5 M27×2.0 M27×1.5 M27×1.0 M28×2.0
英制管螺纹 PS规格 标准径 (新规格Rp) 1/16-28 6.5 1/8-28 8.5 1/4-19 11.4 3/8-19 14.9 1/2-14 18.6 3/4-14 24.0 1-11 30.2 1 1/4-11 38.8 1 1/2-11 44.7 2-11 56.5 PF规格 标准径 (新规格G) 1/16-28 6.7 1/8-28 8.7 1/4-19 11.7 3/8-19 15.2 1/2-14 19.0 5/8-14 21.0 3/4-14 24.5 7/8-14 28.2 1-11 30.6 1 1/8-11 35.2 1 1/4-11 39.2 1 1/2-11 45.0 1 3/4-11 51.0 2-11 57.0 最大 6.632 8.637 11.549 15.054 18.773 24.259 30.472 39.133 45.026 56.837 最大 6.843 8.848 11.890 15.395 19.172 21.128 24.658 28.418 30.931 35.579 39.592 45.485 51.428 57.296 最小 6.490 8.495 11.341 14.846 18.489 23.975 30.110 38.771 44.664 56.475 最小 6..587 24.117 27.877 30.291 34.939 38.952 44.845 50.788 56.656
螺纹底孔对应表
常用螺纹底孔对应表
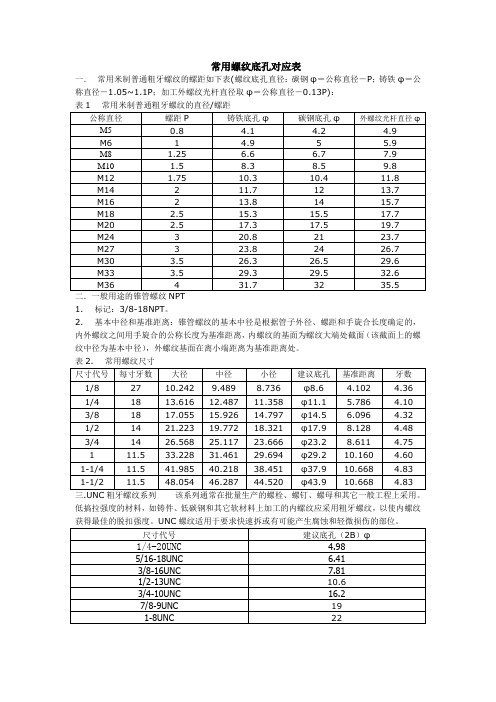
一.常用米制普通粗牙螺纹的螺距如下表(螺纹底孔直径:碳钢φ=公称直径-P;铸铁φ=公称直径-1.05~1.1P;加工外螺纹光杆直径取φ=公称直径-0.13P):
表1 常用米制普通粗牙螺纹的直径/螺距
二.一般用途的锥管螺纹NPT
1. 标记:3/8-18NPT。
2. 基本中径和基准距离:锥管螺纹的基本中径是根据管子外径、螺距和手旋合长度确定的,内外螺纹之间用手旋合的公称长度为基准距离,内螺纹的基面为螺纹大端处截面(该截面上的螺纹中径为基本中径),外螺纹基面在离小端距离为基准距离处。
表2. 常用螺纹尺寸
三.UNC粗牙螺纹系列该系列通常在批量生产的螺栓、螺钉、螺母和其它一般工程上采用。
低搞拉强度的材料,如铸件、低碳钢和其它软材料上加工的内螺纹应采用粗牙螺纹,以使内螺纹获得最佳的脱扣强度。
UNC螺纹适用于要求快速拆或有可能产生腐蚀和轻微损伤的部位。
螺纹底孔与攻牙后的孔径对照表
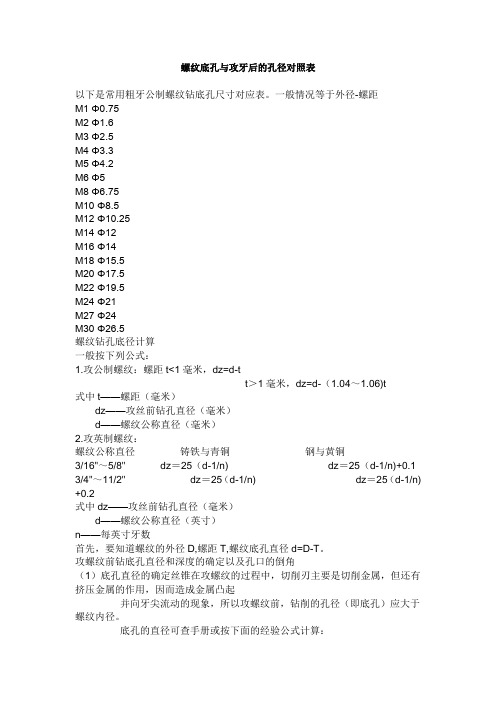
塑性材料钻孔直径D=d(螺纹外径)-p(螺距)
除了以上的经验公司外,还要考虑螺纹的公差等级.
普通公制螺纹用外径-螺距。记这个最直观
螺纹外径计算方法(2009/09/06 19:48)
公制螺纹(MM牙)
牙深=0.6495*牙距P
(牙角60度)
内牙孔径=
M24 Φ21
M27 Φ24
M30 Φ26.5
螺纹钻孔底径计算
一般按下列公式:
1.攻公制螺纹:螺距t<1毫米,dz=d-t
t>1毫米,dz=d-(1.04~1.06)t
式中t——螺距(毫米)
dz——攻丝前钻孔直径(毫米)
d——螺纹公称直径(毫米)
2.攻英制螺纹:
螺纹公称直径铸铁与青铜钢与黄铜
3/16"~5/8" dz=25(d-1/n) dz=25(d-1/n)+0.1
(牙角55度)
PT 3/4-14 (锥度管螺纹)锥度管螺纹,锥度比1/16
3/4英吋管用,每英吋14牙
管螺纹
(PS直螺纹)(PF细牙)
牙深=
0.6403*(25.4/每吋牙数)
(牙角55度)
PS 3/4-14 (直形管螺纹)
PF1 1/8-16 (直形管螺纹)
(细牙)
直形管螺纹
3/4英吋管用,每英吋14牙
3/4"~11/2" dz=25(d-1/n) dz=25(d-1/n) +0.2
式中dz——攻丝前钻孔直径(毫米)
d——螺纹公称直径(英寸)
n——每英寸牙数
首先,要知道螺纹的外径D,螺距T,螺纹底孔直径d=D-T。
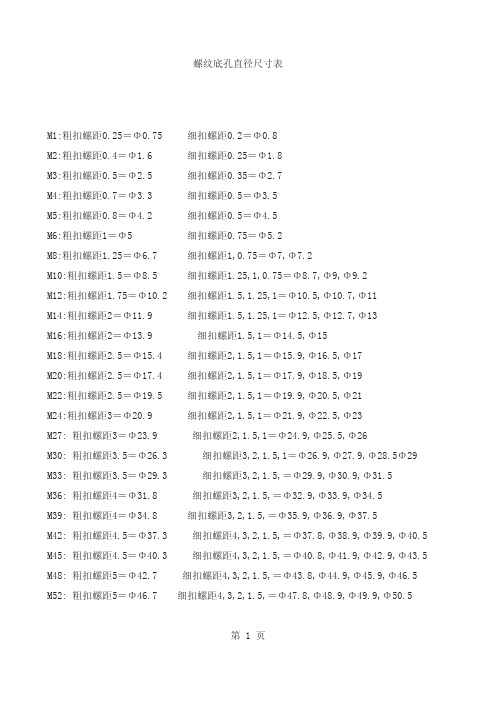
螺纹底孔直径尺寸表
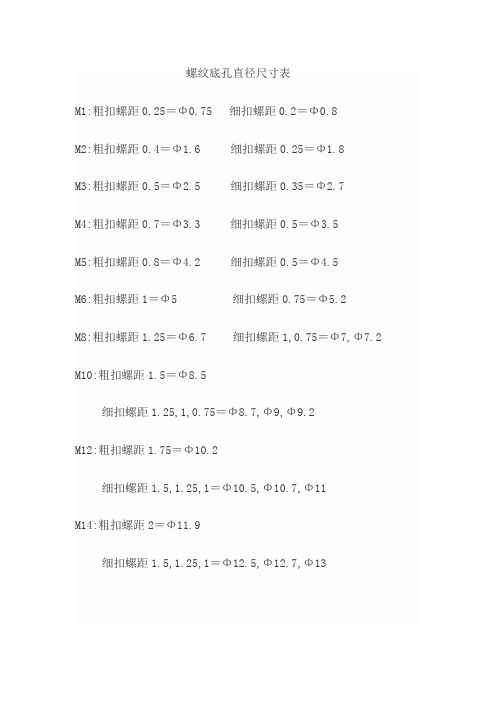
螺纹底孔直径尺寸表M1:粗扣螺距0.25=Φ0.75细扣螺距0.2=Φ0.8M2:粗扣螺距0.4=Φ1.6细扣螺距0.25=Φ1.8M3:粗扣螺距0.5=Φ2.5细扣螺距0.35=Φ2.7M4:粗扣螺距0.7=Φ3.3细扣螺距0.5=Φ3.5M5:粗扣螺距0.8=Φ4.2细扣螺距0.5=Φ4.5M6:粗扣螺距1=Φ5细扣螺距0.75=Φ5.2M8:粗扣螺距1.25=Φ6.7细扣螺距1,0.75=Φ7,Φ7.2 M10:粗扣螺距1.5=Φ8.5细扣螺距1.25,1,0.75=Φ8.7,Φ9,Φ9.2M12:粗扣螺距1.75=Φ10.2细扣螺距1.5,1.25,1=Φ10.5,Φ10.7,Φ11M14:粗扣螺距2=Φ11.9细扣螺距1.5,1.25,1=Φ12.5,Φ12.7,Φ13细扣螺距1.5,1=Φ14.5,Φ15M18:粗扣螺距2.5=Φ15.4细扣螺距2,1.5,1=Φ15.9,Φ16.5,Φ17M20:粗扣螺距2.5=Φ17.4细扣螺距2,1.5,1=Φ17.9,Φ18.5,Φ19M22:粗扣螺距2.5=Φ19.5细扣螺距2,1.5,1=Φ19.9,Φ20.5,Φ21M24:粗扣螺距3=Φ20.9细扣螺距2,1.5,1=Φ21.9,Φ22.5,Φ23M27:粗扣螺距3=Φ23.9细扣螺距2,1.5,1=Φ24.9,Φ25.5,Φ26M30:粗扣螺距3.5=Φ26.3细扣螺距3,2,1.5,1=Φ26.9,Φ27.9,Φ28.5Φ29细扣螺距3,2,1.5,=Φ29.9,Φ30.9,Φ31.5M36:粗扣螺距4=Φ31.8细扣螺距3,2,1.5,=Φ32.9,Φ33.9,Φ34.5M39:粗扣螺距4=Φ34.8细扣螺距3,2,1.5,=Φ35.9,Φ36.9,Φ37.5M42:粗扣螺距4.5=Φ37.3细扣螺距4,3,2,1.5,=Φ37.8,Φ38.9,Φ39.9,Φ40.5 M45:粗扣螺距4.5=Φ40.3细扣螺距4,3,2,1.5,=Φ40.8,Φ41.9,Φ42.9,Φ43.5 M48:粗扣螺距5=Φ42.7细扣螺距4,3,2,1.5,=Φ43.8,Φ44.9,Φ45.9,Φ46.5 M52:粗扣螺距5=Φ46.7细扣螺距4,3,2,1.5,=Φ47.8,Φ48.9,Φ49.9,Φ50.5螺纹底孔直径尺寸表.txt生产中钻螺纹底孔公式:t<1mm:Dz=d-tt>1mm:Dz=d-(1.04~1.06)t式中t螺距(毫米)Dz攻丝前钻头直径(毫米)d螺纹公称直径(毫米)生产中钢料可按数值选取,软料钻头直径可选大些,但不可太大。
螺纹攻牙底孔孔径对照表
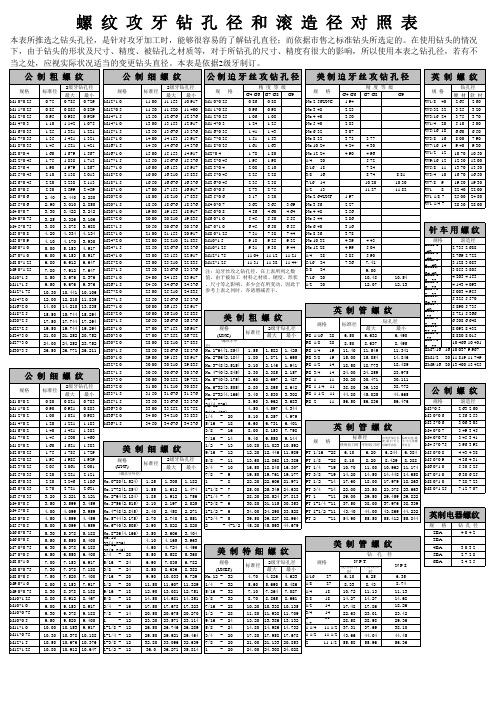
当之处,应视实际状况适当的变更钻头直径。
本表是依据2级牙制订。
注:迫牙丝攻之钻孔径,在上表所列之数
值,由于被加工 材料之材质、硬度、形状
、尺寸等之影响,多少会有所变动,因此于
参考上表之同时,亦请增减若干。
螺纹攻牙钻孔径和滚造径对照表
本表所推选之钻头孔径,是针对攻牙加工时,能够很容易的了解钻孔直径;而依据市售之标准钻头所选定的。
在使用钻头的情况下,由于钻头的形状及尺寸、精度、被钻孔之材质等,对于所钻孔的尺寸、精度有很大的影响,所以使用本表之钻孔径,若有不。
螺纹攻牙底孔对照表

N0.5-40 2.6 N0.12-24 4.5 1/2.-13 10.8 .11/8-7 25
N0.6-32 2.8 .1/4-20 5.1 .6/16-12 12.2 .11/4-7 28.2
N0.8-32 3.4 5/16-18 6.6 .5/8-11 13.5 .13/8-6 30.8
N0.10-24 3.8 3./8-16 8.2 .3/4-10 16.5 .11/2-6 34
29.5
M48× 5
32 / /
35 / /
37.5 / /
40.5 / /
43
表2 英制螺纹攻牙底孔对照表 螺纹规格 底孔孔径 N0.1-81 1.55 N0.2-56 1.8 N0.3-48 2.1
N0.03-56 2.1
N0.4-40 2.3
第2页,共3页
螺纹规格 底孔孔径 螺纹规格 底孔孔径 螺纹规格 底孔孔径 螺纹用于公所有产品内螺纹的加工及检测。
2、加工要求
1、内螺纹分公制内螺纹与英制内螺纹。 2、内螺纹的攻牙底孔,见表1、表2。 表1 公制螺纹攻牙底孔对照表 螺纹规格 底孔孔径 螺纹规格 底孔孔径 螺纹规格 底孔孔径 螺纹规格 底孔孔径 螺纹规格 底孔孔径 螺纹规格 底孔孔径 螺纹规格 底孔孔径 螺纹规格 底孔孔径 螺纹规格 底孔孔径 M1× 0.25 0.75 M1.7× 0.35 1.35 M2.5× 0.45 2.1 M4× 0.7 3.3 M6× 1 5 M11× 1.5 9.5 M20× 2.5 17.5 M33× 3.5 M1.1× 0.25 0.85 M1.8× 0.35 1.45 M2.6× 0.45 2.2 M4× 0.75 3.25 M7× 1 6 M12× 1.75 10.3 M22× 2.5 19.5 M36× 4 M1.2× 0.25 0.95 M2× 0.4 1.6 M3× 0.5 2.5 M4.5× 0.75 3.8 M8× 1.25 6.8 M14× 2 12 M24× 3 21 M39× 4 M1.4× 0.3 1.1 M2.2× 0.4 1.75 M3× 0.6 2.4 M5× 0.8 4.2 M9× 1.25 7.8 M16× 2 14 M27× 3 24 M42× 4.5 M1.6× 0.35 1.25 M2.3× 0.4 1.9 M3.5× 0.6 2.9 M5× 0.9 4.1 M10× 1.5 8.5 M18× 2.5 15.5 M30× 3.5 26.5 M45× 4.5
螺纹底孔直径尺寸表
螺纹底孔直径尺寸表M1:粗扣螺距0.25=Φ0.75 细扣螺距0.2=Φ0.8M2:粗扣螺距0.4=Φ1.6 细扣螺距0.25=Φ1.8M3:粗扣螺距0.5=Φ2.5 细扣螺距0.35=Φ2.7M4:粗扣螺距0.7=Φ3.3 细扣螺距0.5=Φ3.5M5:粗扣螺距0.8=Φ4.2 细扣螺距0.5=Φ4.5M6:粗扣螺距1=Φ5 细扣螺距0.75=Φ5.2M8:粗扣螺距1.25=Φ6.7 细扣螺距1,0.75=Φ7,Φ7.2M10:粗扣螺距1.5=Φ8.5 细扣螺距1.25,1,0.75=Φ8.7,Φ9,Φ9.2M12:粗扣螺距1.75=Φ10.2 细扣螺距1.5,1.25,1=Φ10.5,Φ10.7,Φ11M14:粗扣螺距2=Φ11.9 细扣螺距1.5,1.25,1=Φ12.5,Φ12.7,Φ13M16:粗扣螺距2=Φ13.9 细扣螺距1.5,1=Φ14.5,Φ15M18:粗扣螺距2.5=Φ15.4 细扣螺距2,1.5,1=Φ15.9,Φ16.5,Φ17M20:粗扣螺距2.5=Φ17.4 细扣螺距2,1.5,1=Φ17.9,Φ18.5,Φ19M22:粗扣螺距2.5=Φ19.5 细扣螺距2,1.5,1=Φ19.9,Φ20.5,Φ21M24:粗扣螺距3=Φ20.9 细扣螺距2,1.5,1=Φ21.9,Φ22.5,Φ23M27: 粗扣螺距3=Φ23.9 细扣螺距2,1.5,1=Φ24.9,Φ25.5,Φ26M30: 粗扣螺距3.5=Φ26.3 细扣螺距3,2,1.5,1=Φ26.9,Φ27.9,Φ28.5Φ29 M33: 粗扣螺距3.5=Φ29.3 细扣螺距3,2,1.5,=Φ29.9,Φ30.9,Φ31.5M36: 粗扣螺距4=Φ31.8 细扣螺距3,2,1.5,=Φ32.9,Φ33.9,Φ34.5M39: 粗扣螺距4=Φ34.8 细扣螺距3,2,1.5,=Φ35.9,Φ36.9,Φ37.5M42: 粗扣螺距4.5=Φ37.3 细扣螺距4,3,2,1.5,=Φ37.8,Φ38.9,Φ39.9,Φ40.5 M45: 粗扣螺距4.5=Φ40.3 细扣螺距4,3,2,1.5,=Φ40.8,Φ41.9,Φ42.9,Φ43.5 M48: 粗扣螺距5=Φ42.7 细扣螺距4,3,2,1.5,=Φ43.8,Φ44.9,Φ45.9,Φ46.5 M52: 粗扣螺距5=Φ46.7 细扣螺距4,3,2,1.5,=Φ47.8,Φ48.9,Φ49.9,Φ50.5第 1 页螺纹底孔直径尺寸表.txt生产中钻螺纹底孔公式:t<1mm: Dz=d-tt>1mm: Dz=d-(1.04~1.06)t式中 t 螺距(毫米)Dz 攻丝前钻头直径(毫米)d 螺纹公称直径(毫米)生产中钢料可按数值选取,软料钻头直径可选大些,但不可太大.第 2 页。
螺纹加工底孔直径对照表
螺纹加工底孔直径对照表
G 英制圆柱管螺纹〔55°〕加工一览表
ZG英制锥管螺纹〔55°〕加工一览表
注意:底孔尺寸均为加工螺纹孔时专用尺寸。
深度尺寸均为加工螺纹孔时孔深度尺寸。
〔规定为15倍螺距〕Z圆锥管螺纹〔布锥管螺纹〕〔60°〕
美制螺纹〔UNC、UNF〕参数表〔60°〕
注意:in为英寸符号,一英寸等于25.4毫米。
底孔尺寸均为加工螺纹孔时专用尺寸。
深度尺寸均为加工螺纹孔时孔深度尺寸。
〔规定为15倍螺距〕惠氏螺纹〔BSW、BSF〕参数表〔55°〕
注意:in为英寸符号,一英寸等于25.4毫米。
底孔尺寸均为加工螺纹孔时专用尺寸。
深度尺寸均为加工螺纹孔时光孔深度尺寸。
〔规定为15倍螺距〕
惠氏螺纹为紧固件螺纹。
公称直径为螺纹大径。
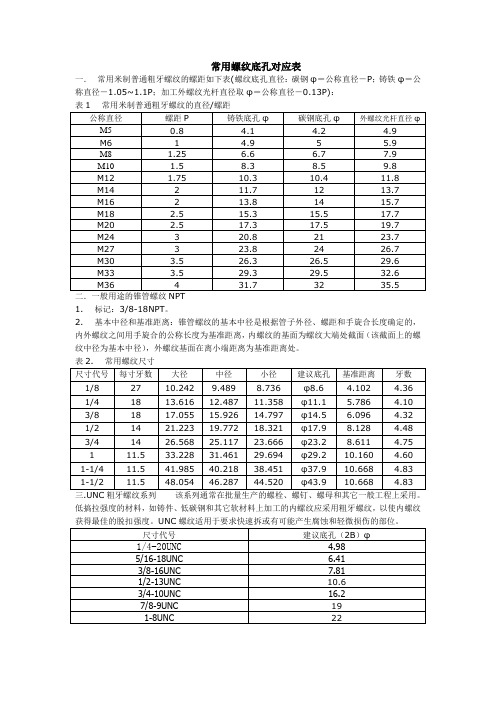
普通螺纹攻螺纹前底孔的钻头直径
非密封管螺纹攻螺纹前钻底孔的钻头直径
螺纹公称直径〔"〕1/8 1/4 3/8 1/2 3/4 1 1 1/4 1 3/8 1 1/2 每25.4mm内牙数28 19 19 14 14 11 11 11 11 钻头直径〔mm〕8.8 11.7 15.2 18.9 24.4 30.6 39.2 41.3 45.1
英制锥管螺纹和英制锥螺纹攻丝前钻底孔的钻头直径
英制锥管螺纹英制锥螺纹
公称直径每25.4mm 钻头直径公称直径每25.4mm 钻头直径
〔"〕内牙数〔mm〕〔"〕内牙数〔mm〕
1/8 28 8.4 1/8 27 8.6
螺纹底孔明细
英制平行管用螺纹〔G、PF〕。
螺纹孔底孔尺寸对照表

螺纹类型
底孔直径(mm)
加工方法
材料硬度
底孔深度(mm)螺Fra bibliotek孔长度(mm)
切削速度(m/min)
注意事项
M10
8.6-8.8
钻孔+攻丝
中等硬度以下
≥11.5
-
中等转速,适中的切削速度
检查钻头锋利度和夹紧装置完好性,适当冷却切削区,选择合适规格的钻头和丝锥
M12
9.8-10.2
钻孔+攻丝
同上
-8阳螺纹孔
-33-(-17)x2(-6-0)84
钻孔+扩孔
中高硬度材料
视材料厚度而定
视实际需要而定
视材料和加工条件而定
选择合适规格的钻头和扩孔钻,检查夹紧装置完好性,保持适当的冷却液供应,避免过度切削和热量积聚,检查切削刃的锋利度和完整性,注意安全操作规程。
中等硬度以下
≥13.5
-
中等转速,适中的切削速度
同上
M16
15.8-16.2
钻孔+攻丝
中等硬度以下
≥18.5
-
中等转速,适中的切削速度
同上
M20
19.8-20.2
钻孔+攻丝
中等硬度以下
≥23.5
-
中等转速,适中的切削速度
同上
M24
23.8-24.2
钻孔+攻丝
中等硬度以下
≥28.5
-
中等转速,适中的切削速度
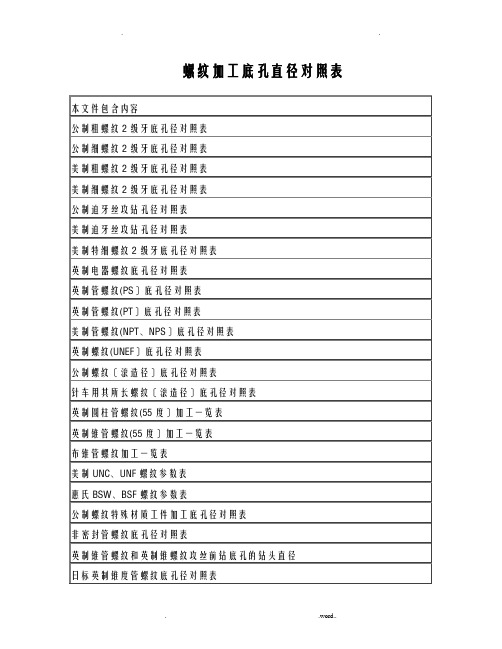
最全面的螺纹加工底孔径对照表

最全面的螺纹加工底孔径对照表本文件包含内容公制粗螺纹2级牙底孔径对照表公制细螺纹2级牙底孔径对照表美制粗螺纹2级牙底孔径对照表美制细螺纹2级牙底孔径对照表公制迫牙丝攻钻孔径对照表美制迫牙丝攻钻孔径对照表美制特细螺纹2级牙底孔径对照表英制电器螺纹底孔径对照表英制管螺纹(PS)底孔径对照表英制管螺纹(PT)底孔径对照表美制管螺纹(NPT、NPS)底孔径对照表英制螺纹(UNEF)底孔径对照表公制螺纹(滚造径)底孔径对照表针车用其所长螺纹(滚造径)底孔径对照表英制圆柱管螺纹(55度)加工一览表英制锥管螺纹(55度)加工一览表布锥管螺纹加工一览表美制UNC、UNF螺纹参数表惠氏BSW、BSF螺纹参数表公制螺纹特殊材质工件加工底孔径对照表非密封管螺纹底孔径对照表英制锥管螺纹和英制锥螺纹攻丝前钻底孔的钻头直径日标英制锥度管螺纹底孔径对照表英制平行管螺纹底孔径对照表美制管用螺纹(使用/不使用铰刀)底孔径对照表圆锥管螺纹(新旧国标、日标)底孔径对照表圆柱管螺纹(新旧国标、日标)底孔径对照表布锥管螺纹(新旧国标、日标)底孔径对照表公制粗牙(铜、铁、不锈钢、铝质工件)底孔径对照表公制细牙(铜、铁、不锈钢、铝质工件)底孔径对照表60度圆锥管螺纹(钻/镗孔)底孔径对照表60度圆柱管螺纹(钻/镗孔)底孔径对照表公制细螺纹美制细螺纹全球最大中文电子商务平台阿里巴巴6年诚信通会员单位江都市华宇刃具厂竭诚为您服务,企业官网链接:。
G 英制圆柱管螺纹(55°)加工一览表小径:d1=d-1.2807tZG 英制锥管螺纹(55°)加工一览表小径:d1=d-1.2807t注意:底孔尺寸均为加工螺纹孔时专用尺寸。
深度尺寸均为加工螺纹孔时孔深度尺寸。
(规定为15倍螺距)Z 圆锥管螺纹(布锥管螺纹)(60°)小径:d1=d-1.6t美制螺纹(UNC、UNF)参数表(60°)小径:1注意:in为英寸符号,一英寸等于25.4毫米。
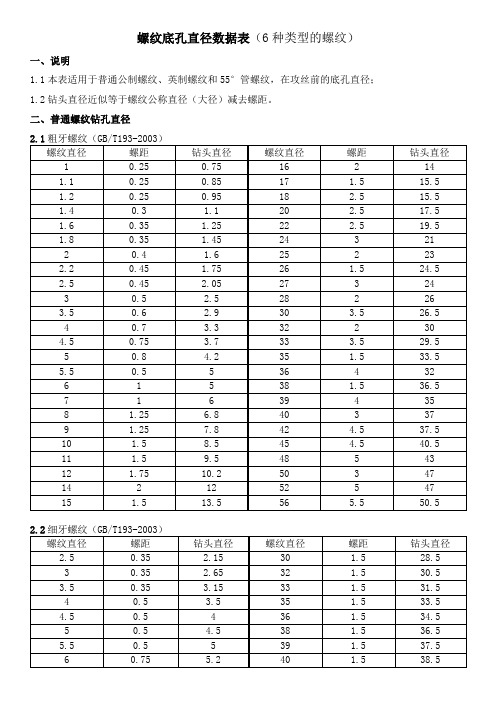
螺纹底孔直径数据表(6种类型的螺纹)
0.25
0.85
17
1.5
15.5
1.2
0.25
0.95
18
2.5
15.5
1.4
0.3
1.1
20
2.5
17.5
1.6
0.35
1.25
22
2.5
19.5
1.8
0.35
1.45
24
3
21
2
0.4
1.6
25
2
23
2.2
0.45
1.75
26
1.5
24.5
2.5
0.45
2.05
27
3
24
3
0.5
2.5
28
14.5
3/4
16
1.588
17.5
7/8
14
1.814
20.4
1
12
2.117
23.25
11/8
12
2.117
26.5
11/4
12
2.117
29.5
13/8
12
2.117
32.75
11/2
12
2.117
36
四、管螺纹钻孔直径
4.155°非密封管螺纹(GB/T7307-2001)
螺纹直径
每吋牙数
螺距
64
0.397
1.55
No.2
56
0.454
1.85
No.3
48
0.529
2.1
No.4
40
0.635
2.35
No.5
40
0.635
2.65
螺纹底孔对应表
常用螺纹底孔对应表
一.常用米制普通粗牙螺纹的螺距如下表(螺纹底孔直径:碳钢φ=公称直径-P;铸铁φ=公称直径-1.05~1.1P;加工外螺纹光杆直径取φ=公称直径-0.13P):
表1 常用米制普通粗牙螺纹的直径/螺距
二.一般用途的锥管螺纹NPT
1. 标记:3/8-18NPT。
2. 基本中径和基准距离:锥管螺纹的基本中径是根据管子外径、螺距和手旋合长度确定的,内外螺纹之间用手旋合的公称长度为基准距离,内螺纹的基面为螺纹大端处截面(该截面上的螺纹中径为基本中径),外螺纹基面在离小端距离为基准距离处。
表2. 常用螺纹尺寸
三.UNC粗牙螺纹系列该系列通常在批量生产的螺栓、螺钉、螺母和其它一般工程上采用。
低搞拉强度的材料,如铸件、低碳钢和其它软材料上加工的内螺纹应采用粗牙螺纹,以使内螺纹获得最佳的脱扣强度。
UNC螺纹适用于要求快速拆或有可能产生腐蚀和轻微损伤的部位。
标准螺纹底孔直径对照表
标准螺纹底孔直径对照表1. 背景介绍螺纹是一种常见的机械连接方式,用于将两个或多个零件牢固地连接在一起。
在螺纹连接中,底孔直径是一个重要的参数。
本文档将提供一份标准螺纹底孔直径的对照表,以便在设计和制造过程中能够准确选择合适的底孔直径。
2. 标准螺纹底孔直径对照表下表列出了常见的螺纹类型和相应的底孔直径。
这些数值是根据国际标准制定的,可以在设计和制造过程中作为参考。
螺纹类型底孔直径(毫米)M2 1.6M2.5 2.05M3 2.5M4 3.3M5 4.2M6 5M8 6.8M10 8.5M12 10.2M14 12M16 14.5M18 16.5M20 18.5注意:以上数值仅供参考,具体底孔直径可能根据具体情况进行微调。
3. 底孔直径选择的考虑因素选择合适的底孔直径是确保螺纹连接质量的重要因素,以下是一些常见的考虑因素:3.1 螺纹尺寸和规格在选择底孔直径之前,需要先确定所使用的螺纹规格和尺寸。
一般来说,较大直径的螺纹通常需要较大直径的底孔来确保连接的强度。
3.2 材料的硬度底孔直径的选择还取决于零件的材料硬度。
对于较硬的材料,一般需要更大的底孔直径来容纳螺纹的扭力和压力。
3.3 连接要求和应力分布底孔直径的选择还应考虑连接所需的要求和应力分布。
在某些情况下,需要更大的底孔直径来分散扭力和压力,以减少应力集中和松动的风险。
3.4 特殊要求和考虑在特殊情况下,还可能需要考虑其他因素,比如振动、温度变化、环境条件等。
这些因素可能对底孔直径的选择产生影响。
4. 底孔直径的测量方法正确测量和选择底孔直径是确保螺纹连接质量的关键。
以下是一些常用的测量方法:4.1 游标卡尺测量游标卡尺是一种简单而常用的测量工具。
通过在底孔上使用游标卡尺,可以准确测量出底孔的直径。
4.2 针规测量针规是一种可以测量螺纹孔直径的专用测量工具。
将针规插入底孔并旋转,根据与针规尺寸的匹配来确定底孔直径。
4.3 环扳测量环扳是一种用于测量螺纹孔直径的环形测量工具。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
螺纹加工底孔直径对照表
G 英制圆柱管螺纹〔55°〕加工一览表
ZG英制锥管螺纹〔55°〕加工一览表
注意:底孔尺寸均为加工螺纹孔时专用尺寸。
深度尺寸均为加工螺纹孔时孔深度尺寸。
〔规定为15倍螺距〕Z圆锥管螺纹〔布锥管螺纹〕〔60°〕
美制螺纹〔UNC、UNF〕参数表〔60°〕
注意:in为英寸符号,一英寸等于25.4毫米。
底孔尺寸均为加工螺纹孔时专用尺寸。
深度尺寸均为加工螺纹孔时孔深度尺寸。
〔规定为15倍螺距〕惠氏螺纹〔BSW、BSF〕参数表〔55°〕
注意:in为英寸符号,一英寸等于25.4毫米。
底孔尺寸均为加工螺纹孔时专用尺寸。
深度尺寸均为加工螺纹孔时光孔深度尺寸。
〔规定为15倍螺距〕
惠氏螺纹为紧固件螺纹。
公称直径为螺纹大径。
普通螺纹攻螺纹前底孔的钻头直径
非密封管螺纹攻螺纹前钻底孔的钻头直径
螺纹公称直径〔"〕1/8 1/4 3/8 1/2 3/4 1 1 1/4 1 3/8 1 1/2 每25.4mm内牙数28 19 19 14 14 11 11 11 11 钻头直径〔mm〕8.8 11.7 15.2 18.9 24.4 30.6 39.2 41.3 45.1
英制锥管螺纹和英制锥螺纹攻丝前钻底孔的钻头直径
英制锥管螺纹英制锥螺纹
公称直径每25.4mm 钻头直径公称直径每25.4mm 钻头直径
〔"〕内牙数〔mm〕〔"〕内牙数〔mm〕
1/8 28 8.4 1/8 27 8.6
螺纹底孔明细
英制平行管用螺纹〔G、PF〕。