S7-1200控制伺服V90 PN 工艺对象(看完秒懂)
[收藏]一文让你读懂S7-1200定位控制(二)
![[收藏]一文让你读懂S7-1200定位控制(二)](https://img.taocdn.com/s3/m/1d6a4156bf1e650e52ea551810a6f524ccbfcb2f.png)
[收藏]一文让你读懂S7-1200定位控制(二)MC_MoveAbsolute绝对位置指令主要是使轴以某一速度进行绝对位置定位。
在使能绝对位置指令之前,轴必须回原点。
因此MC_MoveAbsolute指令之前必须有MC_Home指令。
Execute:MC_MoveAbsolute 指令启动位,用上升沿触发;也可以用触点触发Position:绝对目标位置值;即相对于原点的位置Velocity:绝对运动的速度;启动/停止速度<=Velocity<=最大速度Done :达到绝对目标位置时,该位为1 ,为1 时间的长短取决于Execute管脚,若该管脚为脉冲激活,则该位为1的时间就是一个扫描周期的时间,若Execute一直为1,则该位的时间也一直为1Direction:轴的运行方向数据类型为INT 各个数字表示的意义如下:0速度的符号(“Velocity”参数)用于确定运动的方向。
1正方向(从正方向逼近目标位置)2负方向(从负方向逼近目标位置)3最短距离(工艺将选择从当前位置开始,到目标位置的最短距离)CommandAborted:命令在执行过程中被另一命令中止Busy:标记MC_MoveAbsolute指令是否处于忙状态Error:标记MC_MoveAbsolute指令是否产生错误,如有错误时,Error=1ErrorID:当MC_MoveAbsolute指令产生错误时,用ErrorID表示错误号(具体错误请查看指令帮助信息)ErrorInfo:当MC_MoveAbsolute指令产生错误时,用 ErrorInfo表示错误信息 (具体错误请查看指令帮助信息)ENO:使能输出MC_MoveRelative相对距离指令使轴以某一速度在轴当前位置的基础上移动一个相对距离。
不需要轴执行回原点命令。
Distance:相对对轴当前位置移动的距离,该值通过正/负数值来表示距离和方向。
Velocity:相对运动的速度,启动/停止速度<=Velocity<=最大速度Done :达到绝对目标位置时,该位为1 ,为1 时间的长短取决于Execute管脚,若该管脚为脉冲激活,则该位为1的时间就是一个扫描周期的时间,若Execute一直为1,则该位的时间也一直为1其他管脚同MC_MoveAbsolute指令,这里不再赘述。
西门子S7-1200 PLC编程与应用第2版课件09 工艺功能
过程值标定
青岛大学-西门子先进自动化技术联合实验室
高级参数组态
青岛大学-西门子先进自动化技术联合实验室
PID参数组态
青岛大学-西门子先进自动化技术联合实验室
调试面板
青岛大学-西门子先进自动化技术联合实验室
PID应用举例:假设有一加热系统,加热源采用脉冲控制的灯泡。干扰源采 用电位计控制的小风扇,使用传感器测量系统的温度,灯泡亮时会使灯泡 附近的温度传感器温度升高,风扇运转时可给传感器周围降温,设定值为 0~10V的电压信号送入PLC,温度传感器作为反馈接入到PLC中,干扰源给 定直接输出至风扇。
传感器
变送器
执行器
模拟量输入模块 A/D
模拟量输出模块 D/A
IWxxx:P CPU
QWxxx:P
模拟量输入输出示意图
青岛大学-西门子先进自动化技术联合实验室
模拟量模块的属性对话框
青岛大学-西门子先进自动化技术联合实验室
SM1234模块属性对话框的“模拟输入”项
青岛大学-西门子先进自动化技术联合实验室
青岛大学-西门子先进自动化技术联合实验室
青岛大学-西门子先进自动化技术联合实验室
青岛大学-西门子先进自动化技术联合实验室
青岛大学-西门子先进自动化技术联合实验室
青岛大学-西门子先进自动化技术联合实验室
青岛大学-西门子先进自动化技术联合实验室
9.3 运动控制
S7-1200在运动控制中使用了轴的概念,通过对轴的组态,包括硬件接 口、位置定义、动态特性、机械特性等,与相关的指令块(符合PLCopen规 范)组合使用,可实现绝对位置、相对位置、点动、转速控制及自动寻找 参考点的功能。
PWM是一种周期固定,脉宽可调节的脉冲输出。PWM功能虽然使用的是数 字量输出,但其在很多方面类似于模拟量,比如它可以控制电机的转速、阀 门的位置等。S7-1200 CPU提供了两个输出通道用于高速脉冲输出分别可组 态为PTO或PWM:PTO的功能只能由运动控制指令来实现,PWM功能使用 CTRL_PWM指令块实现,当一个通道被组态为PWM时,将不能使用PTO功能。反 之亦然。
S7-1200连接SINAMICS V90 实现位置闭环控制
&38& 6,1$0,&69 69 9 9
&RS\ULJKW 6LHPHQV $* &RS\ULJKW \HDU $OO ULJKWV UHVHUYHG
6
69
6&38
9
$
%
$%
$%
372
9
&38
372
4 4 4 4 4 4 4 4 4 4 &38
&38&
ü ü ü ü ü ü '&'&'& .+] .+] .+] .+] &38& . .
3 3 3
4
3
.+] 4 4
' 3
' '
4
' '
69
6&389
352),GULYH
$4
6,1$0,&69
&38
+6& 9 372
372 $4
6
372
352),GULYH
6,1$0,&69
!6WDWXV%LWV6WDQG6WLOO
&RS\ULJKW 6LHPHQV $* &RS\ULJKW \HDU $OO ULJKWV UHVHUYHG
2%
6&38
0&6HUYR>2%@
0&
,QWHUSRODWRU>2%@
1200control90PN闭环控制
https:///cs/cn/zh/view/109742662Error! Use the Home tab to apply Blocktext to the text that you want to appear here.Error! Use the Home tab to apply Blocktext to the text that you want to appear here.目录1摘要 (3)2简介 (4)2.1S7-1200运动控制功能 (4)2.1.1S7-1200 V3.0 固件 (4)2.1.2S7-1200 V4.0 固件 (4)2.1.3S7-1200 V4.1 固件 (5)2.2SINAMICS V90 PN (5)2.3PROFINET 通信 (6)3应用项目配置示例 (7)3.1自动化任务概述 (7)3.2使用环境 (7)3.2.1硬件部分 (7)3.2.2软件部分 (8)3.3V-ASSISTANT 端90 PN 参数配置 (8)3.3.1配置报文 (8)3.3.2配置 IP 地址和设备名称(可选) (8)3.3.3配置斜坡函数发生 (9)3.4项目配置 (9)3.4.1新建项目并添加S7-1200 CPU (9)3.4.2添加 SINAMICS V90 PN 到项目 (11)3.4.3S7-1200 CPU 设备组态 (13)3.4.4SINAMICS V90 PN设备组态 (14)3.4.5连接SINAMICS V90 PN 和 S7-1200 CPU (14)3.5位置控制 (16)3.5.1插入工艺对象(TO) (16)3.5.2工艺对象配置–基本参数(常规) (16)3.5.3工艺对象配置–基本参数(驱动器) (17)3.5.4工艺对象配置–基本参数(编码器) (18)3.5.5工艺对象配置–扩展参数 (18)3.5.6组态应用循环时间 (19)3.5.7设备调试 (20)4文章声明 (24)C o p y r i g h t S i e m e n s A G C o p y r i g h t y e a r A l l r i g h t s r e s e r v e d1 摘要本文主要介绍了如何使用CPU 1217C 通过PROFINET 连接SINAMICS V90伺服系统实现位置闭环控制。
在TO(工艺对象)中如何组态V90 PN的编码器设置?
在TO(工艺对象)中如何组态V90 PN的编码器设置?对于版本高于V13(包含V13)的博途软件,在使用S7-1500 CPU时,用户必须对编码器参数进行设定。
TO(工艺对象)中的编码器设定值必须与驱动器中的值保持一致。
描述对于STEP 7(TIA Portal)V14 及更高版本软件,当使用S7-1500 CPU时,编码器参数值可以从驱动器中自动传送给CPU。
此时,需要满足以下三个要求:S7-1500 CPU的固件版本至少为V2.0必须组态版本为V3.0或更高的"TO_PositioningAxis" 工艺对象在“与编码器进行数据交换”页面中,检查是否勾选了“自动传送编码器数据”选项,如果没有勾选,请勾选该选项对于V14和更高的版本STEP 7(TIA Portal),用户可以在STEP 7(TIA Portal)中通过HSP0185获得集成项目,用于在S7-1500 CPU的TO中组态和调试SINAMICS V90 PN。
该HSP 集成项目在其工厂设置中支持自动传送驱动数据(包含编码器参数和参考数据)。
点击下方手册可获取进一步的信息:Getting Started with SINAMICS V90 PN on S7-1500 Motion Control - Configure axis对于V13和更高的版本STEP 7(TIA Portal),用户可以在STEP 7 (TIA Portal) 中通过GSD文件添加SINAMICS V90 PN,并通过V-Assistant调试工具进行参数设置,该调试工具是与STEP 7 (TIA Portal)分开安装的。
如果没有勾选“自动传送编码器参数值”的选项或仍然在使用STEP 7 (TIA Portal V13),用户可以手动输入下方与编码器类型相匹配的编码器参数值:具有TTL(Transistor Transistor Logic)接口的增量型编码器,每转2500增量值具有BiSS接口的20位+12位多圈绝对值编码器具有BiSS接口的21位单圈绝对值编码器用户需要打开定位轴组态界面,在导航栏中的“硬件接口-编码器数据交换”窗口中输入编码器参数。
S7-1200通过发送PTO脉冲的方式控制驱动器,工艺对象组态的测量单位为脉冲
S7-1200通过发送PTO脉冲的方式控制驱动器,工艺对象组态的测量单位为脉冲一.使用环境S7-1217C V4.2使用TIA博途V14 SP1组态。
二.实现功能通过发送PTO脉冲的方式控制驱动器,工艺对象组态的测量单位为"脉冲",忽略"电机每转的脉冲数"和"电机每转的负载位移"参数。
运控指令的速度单位为"脉冲/s",位置单位为"脉冲"。
实现如下功能:轴的点动,轴按指定速度运行,轴执行相对定位,轴执行绝对定位,轴停止,读写轴的参数。
三.程序设计1.“MC_Power”运动控制指令可启用或禁用轴。
MC_Power 指令必须在程序里一直调用,并保证MC_Power指令在其他Motion Control指令的前面调用。
StartMode: 使用带 PTO (Pulse Train Output) 驱动器的定位轴时忽略该参数。
StopMode= 0:紧急停止,按照轴工艺对象参数中的“急停”速度或时间来停止轴。
StopMode=1:立即停止,PLC立即停止发脉冲。
StopMode=2:带有加速度变化率控制的紧急停止:如果用户组态了加速度变化率,则轴在减速时会把加速度变化率考虑在内,减速曲线变得平滑。
2. 使用“MC_Home”运动控制指令使轴归位,设置参考点。
使用“MC_Home”运动控制指令可将轴坐标与实际物理驱动器位置匹配。
轴的绝对定位需要回原点。
可执行以下类型的回原点:● 主动回原点(Mode = 3)自动执行回原点步骤, 轴的位置值为参数“Position”的值。
● 被动回原点(Mode = 2)被动回原点期间,运动控制指令“MC_Home”不会执行任何回原点运动。
用户需通过其它运动控制指令,执行这一步骤中所需的行进移动。
检测到回原点开关时,轴即回原点。
● 直接绝对回原点(Mode = 0)将当前的轴位置设置为参数“Position”的值。
S7-1500连接V90PN实现运动控制
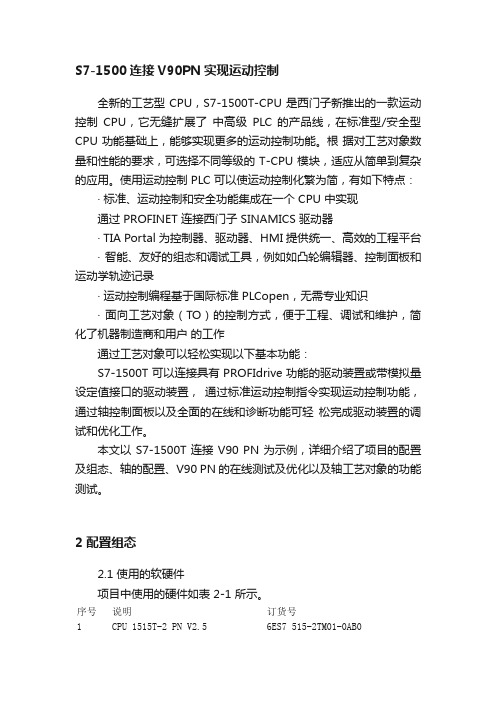
S7-1500连接V90PN实现运动控制全新的工艺型 CPU,S7-1500T-CPU 是西门子新推出的一款运动控制CPU,它无缝扩展了中高级PLC 的产品线,在标准型/安全型CPU 功能基础上,能够实现更多的运动控制功能。
根据对工艺对象数量和性能的要求,可选择不同等级的 T-CPU 模块,适应从简单到复杂的应用。
使用运动控制 PLC 可以使运动控制化繁为简,有如下特点:· 标准、运动控制和安全功能集成在一个 CPU 中实现通过 PROFINET 连接西门子 SINAMICS 驱动器· TIA Portal 为控制器、驱动器、HMI 提供统一、高效的工程平台· 智能、友好的组态和调试工具,例如如凸轮编辑器、控制面板和运动学轨迹记录· 运动控制编程基于国际标准 PLCopen,无需专业知识· 面向工艺对象(TO)的控制方式,便于工程、调试和维护,简化了机器制造商和用户的工作通过工艺对象可以轻松实现以下基本功能:S7-1500T 可以连接具有 PROFIdrive 功能的驱动装置或带模拟量设定值接口的驱动装置,通过标准运动控制指令实现运动控制功能,通过轴控制面板以及全面的在线和诊断功能可轻松完成驱动装置的调试和优化工作。
本文以 S7-1500T 连接 V90 PN 为示例,详细介绍了项目的配置及组态、轴的配置、V90 PN 的在线测试及优化以及轴工艺对象的功能测试。
2 配置组态2.1 使用的软硬件项目中使用的硬件如表 2-1 所示。
序号说明订货号1 CPU 1515T-2 PN V2.5 6ES7 515-2TM01-0AB02 V90 PN 6SL3210-5FB10-1UF0表 2-1 使用的硬件项目中使用的软件如表 2-2 所示。
序号名称版本1 TIA Portal Step7 V14SP12 TIA_Portal_V14_HSP V14表 2-2 项目中使用的软件2.2 在博途软件中安装 V90 HSP 文件从博途V14 版本开始可以通过使用硬件支持包(HSP)在TIA Portal 中添加和组态 SINAMICS V90 PN 驱动装置。
西 门子V90伺服电气图纸及S7-1200 PLC程序(FB284控制V90)

校对.+COVER/1W+日期E INVT 目录 : =E+COVER/1 - =E+PTL/2+MEC/502017/4/24=编辑者栏 X:一自动生成的页被手工修改增补页字段目录日期页描述F06_001X 页=E+COVER/1XWUTAIFANG 封页/COVER 2016/5/19=E+INVT/1W 目录 : =E+COVER/1 - =E+PTL/22017/4/24=E+MEC/50W 伺服回路2017/4/24=E+MEC/56W 激光位移传感器回路2017/4/24=E+MEC/60W PLC LAYOUT 2017/4/24=E+MEC/65W NET VIEW 2017/4/24=E+MEC/402W 电柜安装板布局2017/4/24=E+MEC/405W 电柜标牌2016/12/5=E+TER/430W 端子图表 =E+MEC-X12017/4/24=E+PTL/2W 部件列表 : -2017/4/24校对.+TER/430W+日期E PTL 部件列表 : - 2017/4/24=类型号供应商部件列表F01_001数量名称设备标识符部件编号0+MEC-56L10+MEC-M10+MEC-50M16ES7214-1AG31-0XB0SIE 1SIE.6ES7214-1AG31-0XB0+MEC-60PLC1IC65N-C4A/2P SCHNEIDER 1SCH.IC65N-4A 2极空开 4A +MEC-50QF16SL3210-5FB10-2UF01SIE.6SL3210-5FB10-2UF0_2+MEC-50SV10+MEC-56U10+MEC-65U1程序块Main [OB1]Main 属性常规名称Main 编号1类型OB 语言LAD 编号自动信息标题"Main Program Sweep (Cy‐cle)"作者注释系列版本0.1用户自定义 ID名称数据类型默认值注释Input Initial_Call BoolInitial call of this OB Remanence Bool=True, if remanent data are available Temp tenpBool Constant网络 1:"常 OFF"%M0.0"常 OFF"%M0.0"常 OFF"%M0.0网络 2:"常 ON"%M0.1"常 ON"%M0.1"常 ON"%M0.1网络 3:"FC1_SVER"%FC1EN ENO程序块FC1_SVER [FC1]FC1_SVER 属性常规名称FC1_SVER 编号1类型FC 语言LAD 编号自动信息标题作者注释系列版本0.1用户自定义 ID名称数据类型默认值注释InputOutputInOutTempMode posInt SWBool SW-产品类型BBool SW-产品类型ABool POSITIONDInt ConstantReturnFC1_SVER Void网络 1:寻找参考点MOVE "伺服JOG 运行模式"%M100.0"伺服轴1寻参OK"%M20.12#"Mode pos"ENIN ENO OUT1网络 2:JOG 模 式MOVE "伺服JOG 运行模式"%M100.07#"Mode pos"ENIN ENO OUT1网络 3:MOVE "伺服轴1寻参OK"%M20.1"伺服JOG 运行模式"%M100.04#"Mode pos"ENIN ENO OUT1网络 4:Int>TON "上位允许检测"%I300.1#"Mode pos""伺服允许"%M10.0"伺服轴1寻参OK"%M20.1"伺服JOG 运行模式"%M100.0"检测OK 旋转伺服停止"%M79.0"IEC_Timer_0_DB"%DB1T#1S ...Time IN PT Q ET 网络 5:伺服启动"伺服允许"%M10.0"IEC_Timer_0_DB".Q "伺服启动"%M10.1"伺服轴1寻参OK"%M20.1网络 6:给定伺服位置1 位MOVE "伺服启动"%M10.1"工件类型2"%M77.1"工件类型1"%M77.01000#POSITIONENIN ENO OUT1网络 7:给定伺服位置2 位置值MOVE "伺服启动"%M10.1"工件类型1"%M77.0"工件类型2"%M77.12000#POSITIONENIN ENO OUT1网络 8:MOVE "检测OK 旋转伺服停止"%M79.00#POSITIONENIN ENO OUT1网络 9: 伺服off1 off2 off3 参考FB284说明书参数针脚分配ConfigEPOS"常 ON"%M0.1"Tag_14"%M53.0"Tag_15"%M53.1"Tag_8"%M53.2网络 10: 伺服原位信号 参考FB284说明书参数针脚分配ConfigEPOS"伺服原位开关"%I0.1"Tag_16"%M53.6网络 11:伺服限位 参考FB284说明书参数针脚分配ConfigEPOS"伺服限位+"%I0.2"伺服限位"%M51.6"伺服限位-"%I0.3网络 12:ConfigEPOS MD50 =MB50 MB51 MB52 MB53"SINA_POS"%FB284"SINA_POS_DB"%DB284#"Mode pos"110"伺服JOG+"%M40.1"伺服JOG-"%M40.2"伺服故障复位"%I300.6"伺服启动"%M10.1#POSITION1000100100100"Tag_13"%MD50280280............"伺服故障"%M78.0..."伺服位置到达"%M20.0"伺服轴1寻参OK"%M20.1"Tag_6"%MD64"Tag_3"%MD60.................."伺服准备好"%M203.0"伺服轴1寻参OK"%M20.1EnableAxisENModePos CancelTraversin gIntermediateSt opPositiveNegativeJog1Jog2FlyRef AckError ExecuteMode Position Velocity OverV OverAcc OverDec ConfigEPos HWIDSTW HWIDZSW ENO Error Status DiagID AxisEnabled AxisError AxisWarn AxisPosOkAxisRef ActVelocity ActPosition ActMode Lockout EPosZSW1EPosZSW2ActWarn ActFault程序块SINA_POS [FB284]SINA_POS 属性常规名称SINA_POS编号284类型FB语言SCL编号自动信息标题作者DRVDPS7注释系列DRIVES 版本 4.6用户自定义 ID SINA_POS名称数据类型默认值保持可从HMI/OPCUA 访问从HMI/OPCUA可写在 HMI 工程组态中可见设定值监控注释InputModePos Int0非保持True True True False EnableAxis Bool0非保持True True True False CancelTraversing Bool1非保持True True True False IntermediateStop Bool1非保持True True True False Positive Bool0非保持True True True False Negative Bool0非保持True True True False Jog1Bool0非保持True True True False Jog2Bool0非保持True True True False FlyRef Bool0非保持True True True False AckError Bool0非保持True True True False ExecuteMode Bool0非保持True True True False Position DInt0非保持True True True False Velocity DInt0非保持True True True False OverV Int100非保持True True True False OverAcc Int100非保持True True True False OverDec Int100非保持True True True False ConfigEPos DWord16#0000_0003非保持True True True False HWIDSTW HW_IO0非保持True True True False HWIDZSW HW_IO0非保持True True True False OutputError Bool0非保持True True True False Status Word0非保持True True True False DiagID Word0非保持True True True False AxisEnabled Bool0非保持True True True False AxisError Bool0非保持True True True False AxisWarn Bool0非保持True True True False AxisPosOk Bool0非保持True True True False AxisRef Bool0非保持True True True False ActVelocity DInt0非保持True True True False ActPosition DInt0非保持True True True False ActMode Int0非保持True True True False Lockout Bool0非保持True True True False EPosZSW1Word0非保持True True True False EPosZSW2Word0非保持True True True False ActWarn Word0非保持True True True False ActFault Word0非保持True True True False InOutStaticsbOff1Edge Bool0非保持True True True False sbOff1Bool0非保持True True True False sbExecuteEdge Bool0非保持True True True False sbExecute Bool0非保持True True True False sbRefTypEdge Bool0非保持True True True False sbRefTyp Bool0非保持True True True False sbMdiStart Bool0非保持True True True False sbMdiStartEdge Bool0非保持True True True False sbRefStart Bool0非保持True True True False sbJogInc Bool0非保持True True True False sbReady Bool0非保持True True True False sbIOp Bool0非保持True True True False sbAccel Bool0非保持True True True False sbDecel Bool0非保持True True True False sbAlarm Bool0非保持True True True False sbFault Bool0非保持True True True False sbFWD Bool0非保持True True True False sbBWD Bool0非保持True True True False sbBusy Bool0非保持True True True False swStatus Word16#0000非保持True True True False swEPosZSW1Word16#0000非保持True True True False swEPosZSW2Word16#0000非保持True True True False siExecuteCyc Int0非保持True True True False siRefTypCyc Int0非保持True True True False名称数据类型默认值保持可从HMI/OPCUA 访问从HMI/OPCUA可写在 HMI 工程组态中可见设定值监控注释siJogIncCyc Int0非保持True True True FalsesiMdiStartCyc Int0非保持True True True FalsesiRefActRetry Int0非保持True True True FalsesiModePos Int0非保持True True True FalsesiModePosMax Int14非保持True True True FalsesiCycWait Int5非保持True True True FalsesiRetryMax Int15非保持True True True FalsesbModePos Bool0非保持True True True FalsesxSendBuf Struct非保持True True True FalseSTW1Word WORD#16#0000非保持True True True FalseEPosSTW1Word WORD#16#0000非保持True True True FalseEPosSTW2Word WORD#16#0000非保持True True True FalseSTW2Word WORD#16#0000非保持True True True FalseOverrideV Word WORD#16#0000非保持True True True FalsePosition DWord DWORD#16#0000_0000非保持True True True FalseVelocity DWord DWORD#16#0000_0000非保持True True True FalseOverrideA Word WORD#16#0000非保持True True True FalseOverrideD Word WORD#16#0000非保持True True True FalseReserve Word WORD#16#0000非保持True True True FalsesxRecvBuf Struct非保持True True True FalseZSW1Word WORD#16#0000非保持True True True FalseEPosZSW1Word WORD#16#0000非保持True True True FalseEPosZSW2Word WORD#16#0000非保持True True True FalseZSW2Word WORD#16#0000非保持True True True FalseNotUsed Word WORD#16#0000非保持True True True FalsePosition DWord DWORD#16#0000_0000非保持True True True FalseVelocity DWord DWORD#16#0000_0000非保持True True True FalseErrNr Word WORD#16#0000非保持True True True FalseWarnNr Word WORD#16#0000非保持True True True FalseReserve Word WORD#16#0000非保持True True True False TemppiRetSFC IntpiCount IntswSendBuf Array[0..11] ofWordswSendBuf[0]WordswSendBuf[1]WordswSendBuf[2]WordswSendBuf[3]WordswSendBuf[4]WordswSendBuf[5]WordswSendBuf[6]WordswSendBuf[7]WordswSendBuf[8]WordswSendBuf[9]WordswSendBuf[10]WordswSendBuf[11]WordswRecvBuf Array[0..11] ofWordswRecvBuf[0]WordswRecvBuf[1]WordswRecvBuf[2]WordswRecvBuf[3]WordswRecvBuf[4]WordswRecvBuf[5]WordswRecvBuf[6]WordswRecvBuf[7]WordswRecvBuf[8]WordswRecvBuf[9]WordswRecvBuf[10]WordswRecvBuf[11]WordConstant0001// zyklische Kommunikation (PZD-Daten)0002// zyklische Kommunikation zwischen dem SINAMICS S120 und der Steuerung. Wird in der HW-Config Std.TLG 111 projek-tiert,0003// so werden in jedem Bus-Zyklus 12 PZD-Wörter hin und wieder zurück übertragen.0004// Die Parametrierung dieser Wörter sind der SINAMICS-Dokumentation zu entnehmen. Entsprechend müssen dann in dem zugeordneten DB die Bits0005// und Bytes versorgt werden. Es besteht aber auch die Möglichkeit die Rahmentypen frei zu0006// projektieren00070008// Betriebsart ermitteln0009IF #ModePos > #siModePosMax THEN00100011 #sbModePos := FALSE;0012 #Error := True;。
西门子V90伺服转矩控制
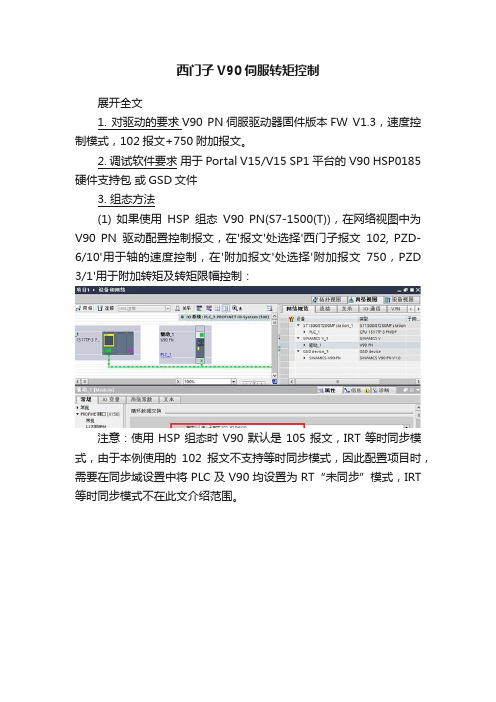
西门子V90伺服转矩控制展开全文1. 对驱动的要求V90 PN伺服驱动器固件版本FW V1.3,速度控制模式,102报文+750附加报文。
2. 调试软件要求用于Portal V15/V15 SP1平台的V90 HSP0185硬件支持包或GSD文件3. 组态方法(1) 如果使用HSP组态V90 PN(S7-1500(T)),在网络视图中为V90 PN驱动配置控制报文,在'报文'处选择'西门子报文102, PZD-6/10'用于轴的速度控制,在'附加报文'处选择'附加报文750,PZD 3/1'用于附加转矩及转矩限幅控制:注意:使用HSP组态时V90默认是105报文,IRT等时同步模式,由于本例使用的102报文不支持等时同步模式,因此配置项目时,需要在同步域设置中将PLC及V90均设置为RT“未同步”模式,IRT 等时同步模式不在此文介绍范围。
(2) 如果使用GSD文件组态V90 PN(S7-1200/S7-1500(T)),在设备视图中为V90 PN驱动配置控制报文,分别添加'西门子报文102, PZD-6/10'用于轴的速度控制及'附加报文750,PZD 3/1'用于附加转矩及转矩限幅控制:4. 转矩限幅实现方法(1) 数值对应关系:正反转矩限幅值设定时,标定依据如下图所示(2) 轴的控制编程(程序仅用于测试功能):注意:正向限幅值是正数,负向限幅值是负数。
编程时如果没有给正反向限幅组态的地址设置限幅值,则这两个地址的数值默认是0,代表限幅值为0,此时电机无法旋转。
如果正向限幅值给了负数或反向限幅值给了正数,则电机运转异常。
750报文包含:3个控制字:分别为附加转矩给定(地址QW80)转矩正向限制值(地址QW82), 转矩负向限制值(地址QW84),本例仅测试正反限幅功能,并未用到转矩设定功能,因此转矩设定地址QW80无效,在此将其设置为0。
【智】S7-1200运动控制指令详解!真干货!

【智】S7-1200运动控制指令详解!真干货!大家好,我是微控小智,今天又跟大家见面了。
学习需要坚持,做技术亦是如此,厚积才能博发。
小智写的程序都是进行反复测试过的,可以放心跟着操作,有疑问的地方可以留言。
S7-1200运动控制指令与S7-200SMART运动控制指令有很多相似之处,S7-1200运动控制指令功能是非常强大的,S7-1200运动控制中使用了轴的概念,通过对轴的组态,包括硬件接口,位置定义、动态特征、机械特性等等与相关的指令块组合使用,可以实现绝对定位、相对定位、点动、转速控制和自动寻找参考点的功能。
今天小智用的S7-1200运动控制指令编写简单的定位控制程序,方便初学者学习。
S7-1200CPU本体集成硬件输出点最高频率为100kHZ,但这些输出点会被PTO功能独立使用,不会受扫描周期的影响,其作为普通输出点的功能将被禁止。
硬件输出的组态具体操作的步骤如下:1)选择设备组态2)选择合适的CPU3)在属性选项卡中激活使能高速脉冲发生器功能。
硬件组态如下图所示:脉冲发生器组态,脉冲输出类型选择如下图:工艺对象“轴”组态“轴”工艺对象是用户程序与驱动的接口。
工艺对象从用户程序中收到控制命令,在运行时执行并监视执行状态。
“驱动”表示步进电机加电源部分或者伺服驱动器加脉冲接口转换器的机电单元。
驱动是由PLC产生脉冲来控制“轴”工艺对象的。
运动控制功能指令块必须在轴对象组态完成后才能使用。
工艺对象的组态包括以下几个部分:参数组态参数组态主要定义了轴的工程单位,软硬件限位,启动/停止速度,参考点定义等。
进行参数组态前,需要添加工艺对象,具体操作为:选择项目树——>工艺对象——>插入新对象选项,双击该选项弹出插入新对象对话框,单击Motion选项,在名称文本框中输入对象名称,选择轴对象数据块编号,单击“确认”按钮确认。
单击完成后可以在项目树中看到添加好的工艺对象,双击Configuration(组态)选项进行参数组态,进入工艺对象组态目录树,如下图所示:(1)硬件接口图中所示组件的具体含义如下所述:选择脉冲发生器:此下拉列表框中可选择使用Pulse1或Pulse2作为脉冲输出。
S7-1200控制伺服V90 PN 工艺对象(看完秒懂)
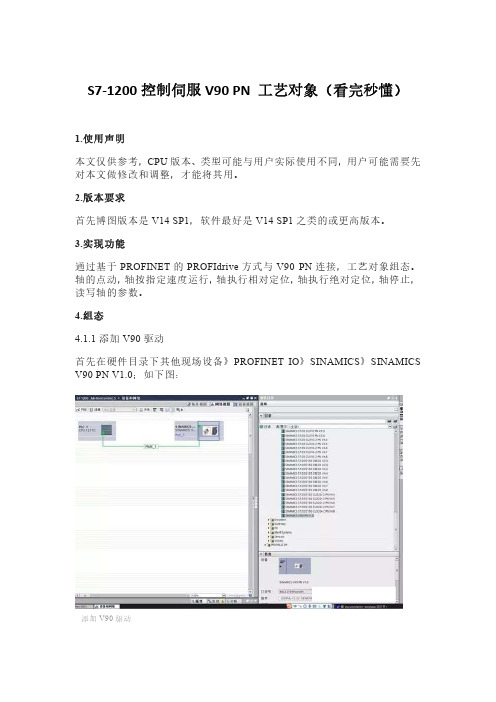
S7-1200控制伺服V90 PN 工艺对象(看完秒懂)1.使用声明本文仅供参考,CPU版本、类型可能与用户实际使用不同,用户可能需要先对本文做修改和调整,才能将其用。
2.版本要求首先博图版本是V14 SP1,软件最好是V14 SP1之类的或更高版本。
3.实现功能通过基于PROFINET的PROFIdrive方式与V90 PN连接,工艺对象组态。
轴的点动,轴按指定速度运行,轴执行相对定位,轴执行绝对定位,轴停止,读写轴的参数。
4.组态4.1.1添加V90驱动首先在硬件目录下其他现场设备》PROFINET IO》SINAMICS》SINAMICS V90 PN V1.0;如下图:添加V90驱动4.1.2添加报文在设备视图对V90 PN选择报文,本文选择标准报文3,用户可以根据自己需要选择适合自己调试的报文,或自定义报文,如下图:添加报文4.1.3工艺组态本文选择定位轴,如下图:基本参数》常规基本参数》驱动器驱动器基本参数》编码器编码器5.程序编写5.1.1.MC_Power运动控制指令可启用或禁用轴。
MC_Power 指令必须在程序里一直调用,并保证MC_Power指令在其他Motion Control指令的前面调用。
StartMode: 0:速度控制; 1:位置控制。
StopMode= 0:紧急停止,按照轴工艺对象参数中的“急停”速度停止轴。
StopMode=1:立即停止,PLC立即停止发脉冲。
StopMode=2:带有加速度变化率控制的紧急停止:如果禁用轴的请求处于待决状态,则轴将以组态的急停减速度进行制动。
如果激活了加速度变化率控制,会将已组态的加速度变化率考虑在内。
轴在变为静止状态后被禁用。
MC_Power5.1.2.MC_Home运动控制指令使轴归位,设置参考点。
使用MC_Home运动控制指令可将轴坐标与实际物理驱动器位置匹配。
轴的绝对定位需要回原点。
可执行以下类型的回原点:● 绝对式直接归位(Mode = 0)新的轴位置为参数“Position”位置的值。
S7-1200TOwithV90PNGSD_WW
https:///cs/cn/zh/view/109746528C o p y r i g h t S i e m e n s A G C o p y r i g h t y e a r A l l r i g h t s r e s e r v e d目录1 概述.................................................................................................................. 3 2配置组态........................................................................................................... 4 2.1 使用的软硬件 ..................................................................................... 4 2.2 项目配置步骤 . (4)C o p y r i g h t S i e m e n s A G C o p y r i g h t y e a r A l l r i g h t s r e s e r v e d1 概述每一个 S7-1200PLC 都有运动控制功能的组件,支持轴的定位控制。
可以通过PROFINET 通信方式连接西门子的V90 PN 驱动装置,如图1-1所示。
图1-1 系统连接图驱动装置用于控制轴的运动,这些驱动装置将作为从站集成到硬件组态中。
在用户程序中执行运动控制命令时,工艺对象用于控制驱动装置并读取位置编码器的值。
驱动装置和编码器可通过 PROFIdrive 报文进行连接。
本文以S7-1200及SINAMICS V90 PN 通过PROFINET 通信连接为例,详细描述了通过使用V90 PN 的GSD 文件,将V90 PN 组态为S7-1200的IO device ,并且在S7-1200中以工艺对象的方式来实现定位控制功能的体实现方法。
S7-1200调试V90伺服

常问问题 11/2016S7-1200通过FB284实现V90PN的EPOS控制S7-1200、V90PN、FB284、EPOShttps:///cs/cn/zh/view/109742969C o p y r i g h t S i e m e n s A G C o p y r i g h t y e a r A l l r i g h t s r e s e r v e d目录1 概述.................................................................................................................. 32 SINA_POS(FB284)功能块管脚介绍 .................................................................. 4 3SINA_POS 功能块的功能实现 .......................................................................... 7 3.1 概述 ................................................................................................... 7 3.2 SINA_POS(FB284)运行模式 .............................................................. 8 3.2.1 运行条件 ............................................................................................ 8 3.2.2 绝对定位运行模式 .............................................................................. 8 3.2.3 相对定位运行模式 .............................................................................. 9 3.2.4 连续运行模式(Setup mode) .............................................................. 10 3.2.5 回零 ................................................................................................. 11 3.2.6 设置零点位置 ................................................................................... 12 3.2.7 运行程序块 ...................................................................................... 12 3.2.8 点动(Jog) ......................................................................................... 13 3.2.9 点动增量(Jog) .................................................................................. 14 3.2.10 基于ModePos 值的运行模式切换说明 (15)4项目配置......................................................................................................... 15 4.1 使用的软、硬件 ............................................................................... 15 4.2 S7-1200项目配置步骤 ...................................................................... 15 4.3 V90 PN 项目配置步骤 (21)C o p y r i g h t S i e m e n s A G C o p y r i g h t y e a r A l l r i g h t s r e s e r v e d1 概述S7-1200可以通过PROFINET 通讯连接SINMICS V90伺服驱动器,将V90驱动器的控制模式设置为“基本位置控制(EPOS)”,PLC 通过111报文及TIA Portal 提供的驱动库中的功能块FB284可实现V90的EPOS 基本定位控制,控制系统连接如图1-1所示。
S7-1200工艺功能介绍

HSC (HW_HSC) DIR (BOOL) CV (BOOL) RV (BOOL) PERIODE (BOOL) NEW_DIR (INT) NEW_CV (DINT) NEW_RV (DINT) NEW_PERIODE (INT)
HSC 硬件标识 TRUE := 启用新的计数方向 TRUE := 启用新的计数值 TRUE := 启用新的参考值 TRUE := 启用新的频率测量周期 新的计数方向: 1 := up
Seite 40
PID 指令 PID Temp
PID_ Temp 基本设置
不支持反转控制逻辑 CPU重启后模式选择
PID_Temp 可用于加热或加热/制冷应用且始终使用常规控制 逻辑。 即输出值的增大用于增大过程值。
如果需要应用中的过程值随输出值的增大而减小,则可以使 用具有反转控制逻辑的 PID_Compact,或者将加热里的增益 赋负数。
减计数
计数值 4 0
0
基础 增量型编码器信号评价
单信号评价
信号A 信号B
双信号评价
信号A 信号B
四重信号评价
Seite 4
信号A 信号B
计数值 4
8
16
HSC-Encoder
q NPN
q PNP
Seite 5
q (HTL) q 5V differential(TTL)
总览 S7-1200的高速计数器(HSC)
增加制冷模式
要将 PID_Temp 用作级联中的主控制器,必须在基本设置中禁 用制冷。
Seite 41
级联控制的主/从 控制器选择
连续PID控制器
• 组态界面清晰布局
用于集成的执行器的专用 步进式控制器 (如阀)
s71200控制2个伺服实例

s71200控制2个伺服实例(最新版)目录1.概述2.硬件配置3.轴工艺对象的添加与配置4.命令表的添加与编程5.回原点操作6.总结正文1.概述本文将介绍如何使用西门子 S7-1200 PLC 控制两个西门子 V80 伺服电机进行运动控制。
通过本文的学习,您将了解硬件配置、轴工艺对象的添加与配置、命令表的添加与编程以及回原点操作等方面的知识。
2.硬件配置首先,我们需要对硬件进行配置。
这里我们需要一个 S7-1200 PLC 和一个 V80 伺服电机。
此外,我们还需要一个高速脉冲输出信号,用于驱动伺服电机。
3.轴工艺对象的添加与配置接下来,我们需要在 S7-1200 PLC 中添加轴工艺对象。
轴工艺对象是运动控制的基础,它用于定义伺服轴的名称、类型和参数等。
在添加轴工艺对象后,我们还需要配置扩展对象参数,以便更好地控制伺服轴的运动。
4.命令表的添加与编程在轴工艺对象配置完成后,我们需要添加命令表并进行编程。
命令表用于定义伺服轴的运动模式和运动参数,例如速度、加速度等。
在编程过程中,我们需要使用 S7-1200 PLC 的编程语言(如梯形图或结构化文本)来实现命令表的功能。
5.回原点操作在伺服轴运动过程中,有时需要回到原点。
这时,我们可以使用S7-1200 PLC 的回原点功能。
回原点操作可以通过硬件接线或编程实现。
在实现回原点操作时,我们需要注意避免伺服轴的冲击和损坏。
6.总结通过本文的学习,您已经了解了如何使用 S7-1200 PLC 控制两个V80 伺服电机进行运动控制。
在实际应用中,您可能需要根据具体需求调整硬件配置、轴工艺对象参数和命令表编程等内容。
西门子V90伺服的挡块控制模式
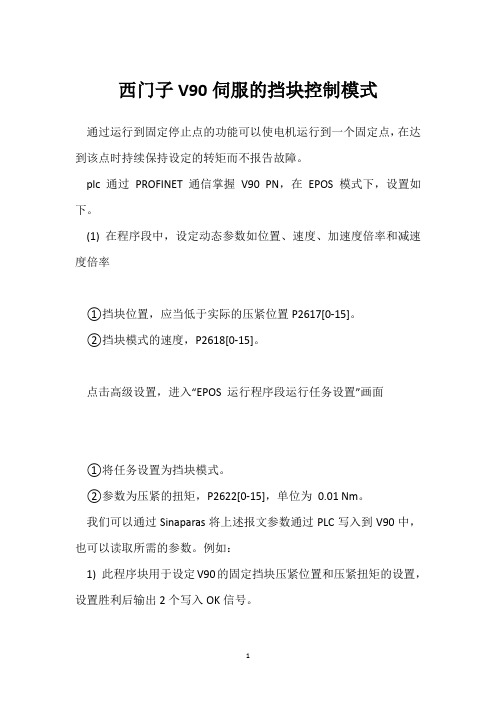
西门子V90伺服的挡块控制模式通过运行到固定停止点的功能可以使电机运行到一个固定点,在达到该点时持续保持设定的转矩而不报告故障。
plc 通过PROFINET 通信掌握V90 PN,在EPOS 模式下,设置如下。
(1) 在程序段中,设定动态参数如位置、速度、加速度倍率和减速度倍率①挡块位置,应当低于实际的压紧位置P2617[0-15]。
②挡块模式的速度,P2618[0-15]。
点击高级设置,进入“EPOS 运行程序段运行任务设置”画面①将任务设置为挡块模式。
②参数为压紧的扭矩,P2622[0-15],单位为0.01 Nm。
我们可以通过Sinaparas将上述报文参数通过PLC写入到V90中,也可以读取所需的参数。
例如:1) 此程序块用于设定V90的固定挡块压紧位置和压紧扭矩的设置,设置胜利后输出2个写入OK信号。
2)块内容如下:首先读取一下伺服的实际扭矩,扭矩参数为R31。
3)然后写入固定挡块位置和固定挡块扭矩:当V90的参数为一个参数多个数组时如P2622[0-15],想要输入P2622的2号值P2622[2],则Parameter为参数值设置为P2622,Index 参数的位值设置为2,代表给参数p2622[2]输入值。
4)现将挡块扭矩的设定值写入到P2622设定值中。
5)力矩参数P2622写入0.5秒后,接通P2622的参数读取,查看是否胜利写入。
6)读取V90中的固定挡块扭矩参数P2622:7)挡块模式的固定挡块位置写入P2617:8)力矩参数P2617写入0.5秒后,接通P2617的参数读取,查看是否胜利写入。
9)读取V90中的固定挡块位置P2617参数:10)当实际转矩值到达P2622 中设置扭矩限制值且实际位置跟随误差超出了参数p2634 中设置的值时,说明已到达固定停止点,假如V90 使用111 报文则状态字POS_ZSW2.12 置1。
11)将FB284的模式设定为6,Position设定为0。
关于西门子V90伺服系统,你了解多少?
关于西门子V90伺服系统,你了解多少?SINAMICS V90 产品信息01西门子V90伺服驱动系统作为SINAMICS驱动系列家族的新成员,与SIMOTICS S-1FL6 完美结合,组成最佳的伺服驱动系统,实现位置控制、速度控制和扭矩控制。
通过优化的设计,SINAMICS V90确保了卓越的伺服控制性能,经济实用、稳定可靠。
SIMOTICS家族新成员1FL6设计卓越,制作精良,为简单伺服应用提供可靠产品。
西门子V90单轴伺服驱动V90设计用于运动控制以满足一般的伺服应用,充分考虑了机床制造商和系统集成商所面临的成本和市场挑战。
V90支持即插即用式调试,伺服性能充分优化,与SIMATIC PLC 快速集成,具有值得信赖的可靠性。
与全新的SIMOTICS S-1FL6伺服电机配套使用,形成最佳的伺服系统。
V90支持内部设定值位置控制、外部脉冲位置控制、速度控制和扭矩控制,整合了脉冲输入、模拟量输入/输出、数字量输入/输出以及编码器脉冲输出接口。
通过实时自动优化和自动谐振抑制功能,可以自动优化为一个兼顾高动态性能和平滑运行的系统。
此外,脉冲输入最高支持1MHz,充分保证了高精度定位。
同时该伺服系统可以与S7-1500T/S7-1500/S7-1200 进行完美配合,实现丰富的例如凸轮/齿轮等运动控制功能,应用在横切、追剪等设备中。
SINAMICS V90 伺服驱动系统特点概述02伺服性能优异先进的一键优化及自动实时优化功能使设备获得更高的动态性能自动抑制机械谐振频率1 MHz 的高速脉冲输入20 位分辨率的多圈绝对值编码器性价比高集成所有控制模式:外部脉冲位置控制、内部设定值位置控制(通过程序步或 Modbus或PROFINET)、速度控制和扭矩控制集成内部设定值位置控制功能全功率驱动标配内置制动电阻集成抱闸继电器(400V 型),无需外部继电器使用方便集成了 PTI, PROFINET, USS, Modbus RTU多种上位接口方式与控制系统的连接快捷简单西门子一站式提供所有组件快速便捷的伺服优化和机械优化简单易用的 SINAMICS V-ASSISTANT 调试工具通用 SD 卡参数复制运行可靠更宽的电压范围:200 V ... 240 V –15% / +10% (230V 型) 及380 V ... 480 V –15% / +10% (400V 型)高品质的电机轴承电机防护等级 IP 65,轴端标配油封集成安全扭矩停止(STO)功能驱动与电机可靠组合•SINAMICS V90 适用于SIMOTICS S-1FL6 伺服电机, 低惯量(LI), 200 V … 240 VSINAMICS V90 (PTI版及PN版) 200V系列,外形尺寸 A - DSINAMICS V90 ,适用于SIMOTICS S-1FL6 伺服电机,高惯量(HI),380 V … 480 VSINAMICS V90 (PTI及PN版)400V系列, 外形尺寸 AA - C未来几年,对于运动控制器及伺服驱动的需求将日益增长,并将广泛应用于机床、纺织、印刷、包装及电子等行业。
1200plc工艺对象
1200plc工艺对象
PLC(Programmable Logic Controller)是一种可编程逻辑控制器,主要用于自动化控制系统中,用于监控和控制工业过程。
在PLC系统中,工艺对象是指受控对象,也就是需要通过PLC进行监控和控制的工业过程或设备。
工艺对象可以是任何需要自动控制的工业过程,例如生产线上的机器、传送带系统、化工厂中的反应器、变电站中的电力设备等。
具体的工艺对象可以有很多种,以下是一些常见的工艺对象示例:
1. 电动机:PLC可以监控和控制电动机的运行,实现启动、停止、速度调节等功能。
2. 传感器:PLC可以通过读取传感器的信号来监控工艺对象的状态,例如温度传感器、压力传感器、流量传感器等。
3. 阀门:PLC可以控制阀门的开关状态,实现对液体或气体的流量调节。
4. 过程控制器:PLC可以控制过程控制器的操作,例如调节反应器的温度、压力等参数。
5. 人机界面(HMI):PLC可以与HMI进行通信,实现对工艺对象的监控和控制,通过HMI界面进行参数设置、报警显示等。
总之,PLC可以应用于各种工业过程和设备的控制中,通过监控和控制工艺对象,实现自动化生产和提高生产效率。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
S7-1200控制伺服V90 PN 工艺对象(看完秒懂)
1.使用声明
本文仅供参考,CPU版本、类型可能与用户实际使用不同,用户可能需要先对本文做修改和调整,才能将其用。
2.版本要求
首先博图版本是V14 SP1,软件最好是V14 SP1之类的或更高版本。
3.实现功能
通过基于PROFINET的PROFIdrive方式与V90 PN连接,工艺对象组态。
轴的点动,轴按指定速度运行,轴执行相对定位,轴执行绝对定位,轴停止,读写轴的参数。
4.组态
4.1.1添加V90驱动
首先在硬件目录下其他现场设备》PROFINET IO》SINAMICS》SINAMICS V90 PN V1.0;如下图:
添加V90驱动
4.1.2添加报文
在设备视图对V90 PN选择报文,本文选择标准报文3,用户可以根据自己需要选择适合自己调试的报文,或自定义报文,如下图:
添加报文
4.1.3工艺组态
本文选择定位轴,如下图:
基本参数》常规
基本参数》驱动器
驱动器
基本参数》编码器
编码器
5.程序编写
5.1.1.MC_Power运动控制指令可启用或禁用轴。
MC_Power 指令必须在程序里一直调用,并保证MC_Power指令在其他Motion Control指令的前面调用。
StartMode: 0:速度控制; 1:位置控制。
StopMode= 0:紧急停止,按照轴工艺对象参数中的“急停”速度停止轴。
StopMode=1:立即停止,PLC立即停止发脉冲。
StopMode=2:带有加速度变化率控制的紧急停止:如果禁用轴的请求处于待决状态,则轴将以组态的急停减速度进行制动。
如果激活了加速度变化率控
制,会将已组态的加速度变化率考虑在内。
轴在变为静止状态后被禁用。
MC_Power
5.1.2.MC_Home运动控制指令使轴归位,设置参考点。
使用MC_Home运动控制指令可将轴坐标与实际物理驱动器位置匹配。
轴的绝对定位需
要回原点。
可执行以下类型的回原点:
● 绝对式直接归位(Mode = 0)
新的轴位置为参数“Position”位置的值。
● 相对式直接归位(Mode = 1)
新的轴位置等于当前轴位置+ 参数“Position”位置的值。
● 被动回原点(Mode = 2)
将根据轴组态进行回原点。
回原点后,将新的轴位置设置为参数“Position”的值。
● 主动回原点(Mode = 3)
按照轴组态进行回原点操作。
回原点后,将新的轴位置设置为参数“Position”的值。
● 绝对编码器相对调节(Mode = 6) (相对)
将当前轴位置的偏移值设置为参数“Position”的值。
计算出的绝对值偏移值保持性地保存在CPU 内。
(<轴名称>.StatusSensor.AbsEncoderOffset)
● 绝对编码器绝对调节(Mode = 7) (绝对)
将当前的轴位置设置为参数“Position”的值。
计算出的绝对值偏移值保持性地保存在CPU 内。
(<轴名称>.StatusSensor.AbsEncoderOffset)
Mode 6 和7 仅用于带模拟驱动接口的驱动器和PROFIdrive 驱动器。
.MC_Home
5.1.3.MC_Halt可停止所有运动并以组态的减速度停止轴。
Execute上升沿时启动命令
MC_Halt
5.1.4.MC_MoveAbsolute启动轴定位运动,以将轴移动到某个绝对位置。
在使能绝对位置指令之前,轴必须回原点。
因此MC_MoveAbsolute指令之前必须有MC_Home指令。
速度“Velocity”≤ 最大速度。
运动方向"Direction"仅在“模数” 已启用的情况下生效。
Direction:轴的运动方向
0 速度状态(“Velocity”参数)确定运动方向。
1正方向(从正方向逼近目标位置)
2负方向(从负方向逼近目标位置)
3最短距离(工艺将选择从当前位置开始,到目标位置的最短距离)
MC_MoveAbsolute
5.1.5.MC_MoveVelocity根据指定的速度连续移动轴。
Direction:
Direction = 0:旋转方向取决于参数“Velocity”值的符号
Direction = 1:正方向旋转,忽略参数“Velocity”值的符号
Direction = 2:负方向旋转,忽略参数“Velocity”值的符号
Current:
Current = 0:轴按照参数“Velocity”和“Direction”值运行
Current = 1:轴忽略参数“Velocity”和“Direction”值,轴以当前速度运行。
注意:可以设定“Velocity”数值为0.0,触发指令后轴会以组态的减速度停止运行。
相当于执行MC_Halt指令。
PositonControled:0:速度控制;1:位置控制((默认值)。
MC_MoveVelocity
5.1.
6.MC_MoveJog在点动模式下以指定的速度连续移动轴。
正向点动和反向点动不能同时触发。
MC_MoveJog
5.1.7.MC_WriteParam可在用户程序中写入定位轴工艺对象的变量。
与用户程序中变量的赋值不同的是,MC_WriteParam还可以更改只读变量的
值。
MC_WriteParam
5.1.8.MC_ReadParam运动控制指令可读取轴的运动数据和状态消息。
可以读取到轴的实际位置、轴的实际速度、当前的跟随误差、驱动器状态、
编码器状态、状态位、错误位。