手机QC工程图全套
合集下载
手机制造QC工艺流程图
合格
标识 物料入库
责任人
•仓库 • IQC、品管、物 料控制
•生产部门 • IQC •仓库
制程品质控制
正常流程
开拉前稽核 首件确认 过程点检 依记录完成报告
ECN控制流程
ECN
问题识别,评估工程变更原因、方 案及执行情况
无效
有效
正确执行
ECN归档
停线通知 停线
异常流程
品质异常 开立CAR
工程、品质、制造检讨
手机制造QC工艺流程图
编辑:顾少鹏
手机生产流程图
来料
1
抽检
贴片
2
锡焊/印刷 芯片贴装 自动光学检测 回流焊
测试
3
软件下载
测试
装配
4
外观检验 部件锡焊
装配
测试
包装
5
附件
包装
称重
SMT生产工艺流程 (1)
1 2 3 4 5
6 7
SMT生产工艺流程 (2)
8 9 10 11 12
13 14
SMT生产工艺流程 (3)
1 2 3 4 5
包装工艺流程 (2)
6 7 8
品质保证流程图
来料品质控制
1
抽检
贴片
2
锡焊/印刷
芯片贴装 自动光学检测 回流焊
测试
3
软件下载
测试
装配
4
外观检验
部件锡焊
装配
测试
出货品质保证
5
目测
抽样
制程品质控制
来料品质控制
供应商 来料接收
检查
是
物料接收单
退料单
物料评审小组
不良
检验
QC工程图(完整版)
操作员 IPQC
主管
。2.连续3PCS不良应 停机稽核,并及时汇 报主管处理
1.按检查指令和BOM要求
1.防静电手环
1.1个以上拒收,将不 良报告班长。2.无卤 超标及时通知客户
仓管员 、IQC
主管
1.按IOC来料检验规范 执行。2.无卤超标及 时通知客户
物料员 主管
1.发现不良联络物料 员
4
部品出库 材料出库,存储 符合领料单
平板车 防静电手套 见领料单 材料数量
核对 领料清单 全数
《领料单》
物料员 主管
1.发现不良联络物料 员
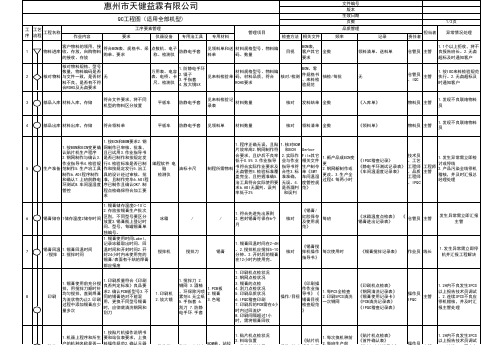
惠州市天健益霖有限公司
文件编号 版本
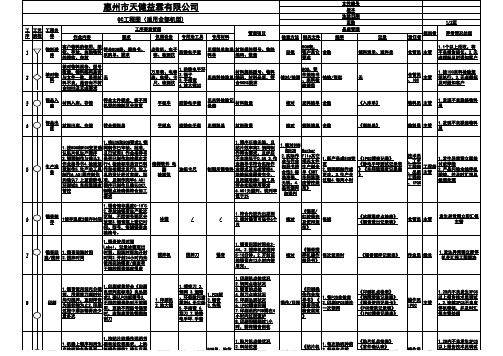
QC工程图(适用全部机型)
生效日期 页数
工 序
工艺 流程
工程名称
作业内容
工序要素管理
要求
仪器设备
专用治工具
专用材料
管理项目
检查方法 相关文件
品质管理 频率
记录
1
客户物料的领用,接 物料进库 收、存放,自购物料
的接收、存放
符合BOM表、规格书、采 购单、要求
点数机、电子 称、检测仪
时内过回流炉
》
8.印刷间隔超过1小
《印刷机点检表》 《钢网清洗记录表》 《锡膏使用记录卡》 《PCB清洗记录表》 《IPQC稽查记录表》
操作员 IPQC
主管
1.2H内不良发生3PCS 以上报告技术员调试 。2.连续3PCS不良应 停机稽核,并及时汇 报主管处理
时,需将锡膏回收
9
贴装
1.按贴片机操作说明书 1.机器上程序和所生 要和站位表要求,上换 产的机种名称是否一 料操作规范2.确认元器 致2.物料应符合客户 件规格、型号与站位表
4041组装QC工程图

33
对准定位粘贴整齐,粘贴位置与SOP一致
测试
生产部
34
贴电池仓贴纸、摄像头镜片、喇叭网 贴3C标、批次标、机身标、网标、对 盒标 写IMEI号
镊子
对准定位粘贴整齐,粘贴位置与SOP一致
测试
生产部
36Βιβλιοθήκη 镊子对准定位粘贴整齐,粘贴位置与SOP一致 内单主副IMEI号一样,外单主副IMEI号相差 一位数,核对两处显示的主副IMEI号 一致 手机表面无明显划痕﹑斑点﹑污物﹑无掉 漆﹑毛边
测试
生产部
37
电脑,电池,写码线,写码枪,
生 产作 业指 导书 生 产作 业指 导书 产品外观检验标准
目视
100%自检
生产部
A
生产日报
38
外 观终检
无尘布,抹机水
目视
100%自检
生产部
A
QC检查日报表
加工: 流程符号 流程:
检验作业: 作 业程序:
制成 确认 批准
作成日期 确认日期 批准日期
控制等级﹕A=重点管制项目﹔B=次要管制项目﹔C=一般管制项目 编号:G-COP-DC-04(01-00) 第 2 頁,共 4 頁
目 视、 测 每日首件或转 量、 测试 线
品管部
A
首件确认记录
3
装钢片、打螺丝X2
目视
100%自 检
生产部
A
生产日报
为紧急应付审厂
目视 100%自检 生产部 A 目视 100%自 检 生产部 A
本文件未完善仅供
生产日报 生产日报
4
撕面壳离心纸、点胶
点胶机,热熔胶
生 产作业指导书
5
装屏组件入面壳
QC工程图(全)
要正确维持设定溫度
Check 检查(肉眼)
1回/天
选别及修理移管
SMT工作 人员
制造装备日常 生产主管 检验CheckSheet 作业日报
MAGZINE
● ●
* 注意PCB板堵塞
中检放板时确认好板的距离
Check 检查(肉眼)
随时
SMT工作人 员
VISION 工程检查
作业指导书 作业指导书
放大镜 VISION检测机 放大镜
●
型号、数量、规格
符合订单、符合Part List要求
数量全数确认
每次
与供应商确认后向品质 资材担当 经营室汇报
资材主管
资材管理台帐
受入检查
●
* PCB检查 1.外观 2. 値數 单 品 长 单 品 宽 单 品 厚
按照对应的来料检查基准 进行 GB2828单次抽样Cri=0, Maj=0.40,Min=0.65或是 25.76±0.10 mm 全数检查 18.25±0.10 mm 0.13±0.03 mm
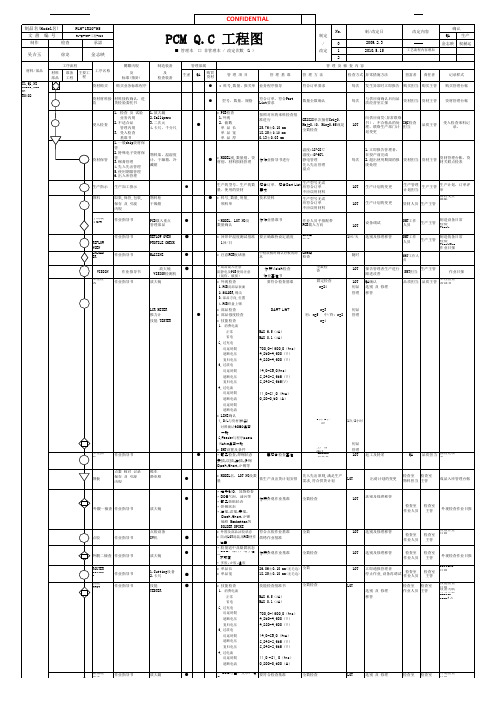
CONFIDENTIAL CONFIDENTIAL
制品名(Model名) 文 書
制作
PLH-1R20-H5
No. 制/改定日 2009.2.3 2010.5.15
工艺流程内容增加
确认 改定內容 QA 0 1 2 金志映 生产 权赫运 制定
编 号
检查 徐龙
PL-QP-09-工程-010
承認
Q. PCM Q.C 工程图
MAX 6.5(µA) MAX 0.1(µA) 700.0-1300.0(ms) 4.250-4.300(V) 4.220-4.300(V) 14.0-26.0(ms) 2.242-2.358(V) 2.242-2.358(V) 11.0 -21. 0(ms) 0.200-0.500(A)
手机制造QC工艺流程图

PC
1
直流电源
1
下载线
1
条码扫描器
1
PC
1
GP-IB卡
1
8960/CMU200
1
Agilent 66309
1
射频线
1
数据线
1
测试夹具
1
PC
1
GP-IB卡
1
8960/CMU200
1
Agilent 663091射频线1数据线1
测试夹具
1
工时(秒) 30 20 120
60
人数 1 1 2
1
装配工艺流程 (1)
1
测试SIM卡
1
16 外观检查1
• 检查外观 • 安装测试口塞及螺钉塞
•测试口塞 •螺丝塞
30
1
装镜片
17
• 检查LCD和镜片是否有异物,用离
子风枪吹净
镜片
• 安装镜片
离子风枪
30
1
写IMEI号
18
• 打印IMEI主标贴条码 • 贴网标及IMEI主标贴
网标, IMEI主 PC和条码打印机
1
30
1
标贴
定
斜、反向
作业指导书 AOI、镊子
抽检 SMT 换料记录表
退料、特采 或挑选使用
SMT 机器程式
本工序返工
全检 全检
SMT QC
机器程式、生 产报表
AOI检查不良 记录表
本工序返工
用镊子扶正 及信息反馈
12
回流焊
回流焊接
回流炉各区温度、 传送速度、焊接 作业指导书 效果
回流炉
温度曲线 测试仪
抽检
SMT/ 设备日常保养 IPQC 记录表
QC工程图

1、订单购 2、制造通知单
绕圈绕制
具合格之物料及 合格之机器
1、流程卡 作业指导书 2、IPQC检验报表 厂内生产专用图面 3、品质异常改善书 4、拆解报表 1、IPQC检验报表 2、锡温记录表 3、品质异常改善书
□ □ ◇
一次焊锡
前工序完成品及 合格之焊锡条 前工序完成品及 合格之铁芯
作业指导书
操作员 IPQC 各线组长 操作员 IPQC
合脚包装 完成品交货
以上工序完成品 以上工序完成品 根据物品之需要 采取相应之检验方 法(加严、正常)
入库检验 FQC
1、LCR综合测试仪 2、DCR测试仪 3、HI-POT测试仪 FQC(抽检) 4、卡尺 5、合脚板 仓储管理员 OQC(抽检)
入库 出
1、凡立水浓度检测记 录表 2、烤箱温度记录表 3、产品拆解记录表
福特杯 秒表 电子温度计 烤箱 喷码机 锡炉 测温计 LCR测试仪 耐电压测试仪 合脚板
操作员 IPQC
印章/贴标签
前工序完成品
1、IPQC检验报表 作业指导书 2、喷码确认表 厂内生产专用图面 3、品质异常改善书 作业指导书 1、IPQC检验报表 2、锡温记录表 3、品质异常改善书
成立条件 合格的供应商 依订单交货
△ ◇ △ ○ □
进料检验
材料承认书 进料检验规范 AQL抽样表 经IQC检验 合格之物料 制造通知单
IQC
入库 投料
仓管员 业务员 仓管员 绕线机 卡尺 DCR测试仪 针孔测量器 锡炉 测温计 DCR测试仪 LCR测试仪 DCR测试仪 耐电压测试仪 制造部组长 操作员 IPQC
组装铁芯
作业指导书 1、IPQC检验报表 厂内生产专用图面 2、品质异常改善书 1、仪器查核记录 作业指导书 2、IPQC检验报表 厂内生产专用图面 3、品质异常改善书
手机制造QC工艺流程图 共17页PPT资料

数量、外观、规 格、电性
相应规格书
LCR、电晶 测试仪、大 理石平台
游标卡尺
抽检
IQC
IQC来料检验 报告
退料、特采 或挑选使用
2
收料 物料入库
数量、外观、存 放
入库单
胶袋
电子秤
仓库
入库单、物料 卡
3
发料
物料出库生产线
数量、外观、规 格
发料单
胶袋、纸箱
电子秤
仓库
发料单、物料 卡
4
烘烤
PCB(BGA) 烘烤
防静电烙铁 防静电烙铁
流程图 工序名
作业方案
管理专案
使用文件
设备/工具
检查有无连锡、
15
锡膏AOI
A面锡膏印刷效 果检查
少锡、拉尖、锡 膏塌陷等印刷不
作业指导书 AOI
良现象。
16
A面Chip 贴装
元件贴到PCB
规格、位置、方 向、状态
作业指导书
高速机、中速 机
17
A面异形 元件贴装
元件贴到PCB
规格、位置、方 向、状态
烘烤时间、温度、 放板方式
作业指导书
烤箱
抽检
烘烤记录表、 IPQC 标示单
5
B面印刷 B面锡膏印刷
回温、搅拌时间、 印刷无连锡,少 作业指导书 锡
锡膏搅拌机、 印刷机、刮 刀、搅拌刀、 钢网
锡膏厚度 测试仪
SMT
锡膏管制标示 单、印刷作业 记录表
检查有无连锡、
6
锡膏 AOI
B面锡膏印刷效 少锡、拉尖、锡
项目
工位名称
作业内容
所需材料
1
LCM测试
2
QC工程图
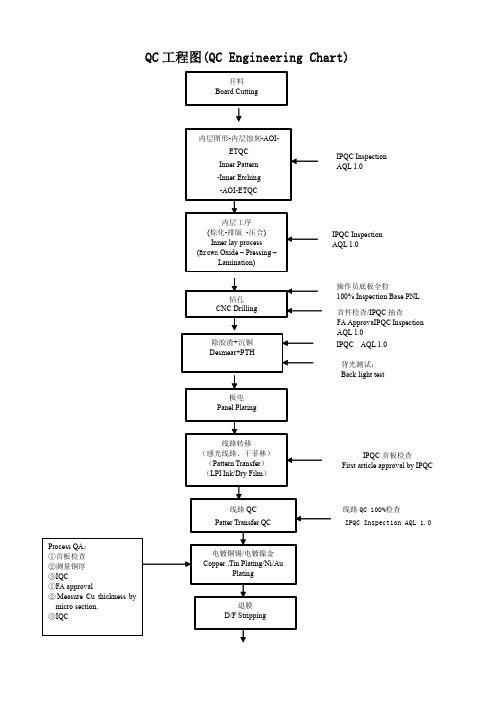
除胶渣+沉铜 Desmear+PTH
板电 Panel Plating
线路转移 (感光线路、干菲林) (Pattern Transfer) (LPI Ink/Dry Film)
IPQC 首板检查 First article approval by IPQC
线路 QC Patter Transfer QC Process QA: ①首板检查 ②测量铜厚 ③IQC ①FA approval ② Measure Cu thickness by micro section. ③IQC
蚀刻 QC
QC 100%全检 IPQC AQL 1.0
湿绿油 (印油 – 曝光 – 显影)
Solder Resist(Printing –Imaging – Developing)
IPQC 确认首板 First article approval by IPQC绿油 QC Solder Res Nhomakorabeast QC
线路 QC 100%检查 IPQC Inspection AQL 1.0
电镀铜锡/电镀镍金 Copper ,Tin Plating/Ni/Au Plating
退膜 D/F Stripping
蚀 刻 Etching
IPQC 检查首板 FA Approval By IPQC
退锡
Tin Stripping
QC 工程图(QC Engineering Chart)
开料 Board Cutting
内层图形-内层蚀刻-AOIETQC mw Gr Inner Pattern -Inner Etching -AOI-ETQC IPQC Inspection AQL 1.0
内层工序 (棕化-排版 -压合) Inner lay process (Brown Oxide – Pressing – Lamination)
QC工程图

绕线机 卡尺 DCR测试仪 针孔测量器
制造部组长 操作员 IPQC
□
一次焊锡
前工序完成品及 合格之焊锡条
作业指导书
1、IPQC检验报表 2、锡温记录表 3、品质异常改善书
锡炉 测温计 DCR测试仪
操作员 IPQC
□
组装铁芯
前工序完成品及 合格之铁芯
作业指导书
1、IPQC检验报表
厂内生产专用图面 2、品质异常改善书
仓储管理员
OQC(抽检)
审核:
制表:
工作指导书 厂内生产专用图面
1、仪器查核记录 2、IPQC检验报表 3、品质异常改善书
LCR测试仪 耐电压测试仪
操作员 IPQC
操作员 IPQC
操作员 IPQC
操作员 IPQC
合脚包装 完成品交货
入库检验 FQC
入库 出货检验 出货
以上工序完成品
工作指导书
1、IPQC检验报表
厂内生产专用图面 2、品质异常改善书
卡尺 LCR测试仪 DCR测试仪 耐压测试仪 针孔测试器
IQC
△
入库
经IQC检验 合格之物料
1、收料单 2、库存卡
仓管员
○
投料
制造通知单
1、订单购 2、制造通知单
业务员 仓管员
□
绕圈绕制
具合格之物料及 合格之机器
作业指导书 厂内生产专用图面
1、流程卡 2、IPQC检验报表 3、品质异常改善书 4、拆解报表
符号表示: △:库存
品质管制流程图(QC工程图)
◇:检验 ○:作业程序过度点 □:操作
:流程方向
作业流程
工序名称
成立条件
作业依据
QC工程图

按生产工艺要求,
推移图、柏拉
图、特性要因
班组转接记录表、加 如有品质异常,需即时通知工艺或品管
图、层别法、 工中心零件转入/转出记录、
给予协助解决
甘特图
9
IPQC
外观/尺寸/实装检验 和验证
产品的监视和测量控制程序、 不合格品控制程序、纠正和预 防措施控制程序、制程检验规 范(机加工)、标识和可追溯性
正与预防措施
入(物
3
料)库
4
生产准备
领料
6
锡膏
印刷
物料的搬运、分类 库房温度、湿度控制
账、物、卡管理 库存期、库存量控制
产品防护控制程序、物料入库/ 出库/退库/报废处理操作程序
、仓库管理办法
磅秤、电子秤、 卷尺
仓储
数量、重量、 规格
抽检
依据仓库管理办法对库存物 一卷或一个包装 料进行管理,如FIFO、温/湿
目视
生产
外观质量自检
100%
推移图、柏拉 按作业指导书/生产工艺要求 图、特性要因
及制程检验规范自检 图、层别法、 甘特图
外观目检日报表
如有品质异常,需即时通知工艺或品管 给予协助解决
产品外观检查
产品的监视和测量控制程序、 不合格品控制程序、纠正和预 防措施控制程序、制程检验规 范(电装)、标识和可追溯性控
图、特性要因 返工返修单、品质异常联络单 或已通知未改善者,则开具品质异常联
图、层别法 、不合格品评审和处置单
络单
套件装配
设施和工作环境控制程序、生 产和服务提供控制程序、产品 防护控制程序、文明安全生产
规定、各类设备操作规程
电批 剪钳 等
电生产
装配质量、尺 寸、数量
(完整版)QC工程图范本

员 1PC/每批 目视/3M胶纸 PQC
②外观 ③颜色
符合检验指引外观之要求 符合BOM文件之要求
√√ √ √ 1次/2H
目视 目视
PQC 作业
员
④附着力测试 符合附着力测试指引之要求
①首件
符合检验标准之要求
②外观
符合检验指引外观之要求
③结构
与样板一致
④颜色 ⑤尺寸
符合BOM文件之要求 与首件样板一致
⑥成品样板
⑦BOM文件
⑧生产工作单
①外观
符合成品检验基准书外观之要求
②游水功能 符合游水测试指引之要求
③尺寸
与工程样板相符合
④装配
符合装配检验之指引
⑤可靠性测试 符合可靠性测试之指引
⑥包装
符合包装检验指引要求
目视
鱼杆/水池
依《AQL抽 直尺/卡尺
样计划》抽
OQC 成品检验记录表
样
目视
拉力/落地测试
目视
√
1PC/每批 目视 PQC
PQC
①装眼睛作业指导书
②外观
符合检验指引外观之要求
√√
目视 作业
16
②IPQC检验指引 装眼睛 ③抽样计划
④BOM文件
镊子 介子刀 ③颜色
符合工程样板或BOM文件
√√ 1次/2H
目视
P员QC 生产日报表 作业 PQC巡检记录表
员
⑤工程样板
④装配
符合检验指引装配之要求
√√
Q-WI-0008
版次 A1
适用范围 ****
页次 4/5
The
shortest
way 设备
to
do
many
QC工程图(完整版)
防护和通风
目视
维修管控 指导书
《维修日报表》
作业员
有异常要及时报告主 管
15
外观包 装
将目检完后的制品进
行外观检查,打标 识,按规定方向放入
按包装作业指导书要求
包装箱
防静电手环、 手套
1.包装托盘 2.周转箱
1.标示卡 2.泡沫袋 3.包装箱
1.外观品质状态及标 识 2.生产包装数量 3.型号、日期
目视
《贴装目 视检查规 全检 范》
《手贴元件记录表》
作业员 主管
11.2H内不良发生 3PCS以上报告技术员 调试。2.连续3PCS不 良应停机稽核,并及 时汇报主管处理
1.2H内不良发生3PCS
11
回流
将中检完的PCB流入 回流炉
按炉温管理 操作说明书 要求
炉温测试仪 1.炉温测试仪
1.回流炉点检状况 2.炉温设定 3.炉温曲线
仓管员 主管
发生异常需立即汇报 主管
锡膏
1.锡膏回温时间在24H。2.搅拌机应搅拌 5-10分钟。2.开封后 的锡膏在12小时内使 用完。
核对
《锡膏搅 拌机操作 每次使用时 指导书》
《锡膏搅拌记录表》
作业员 线长
1.发生异常需立即停 机并汇报工程解决
1.印刷机点检状况
8
印刷
1.锡膏使用前充分搅 拌,用搅拌刀顺时针 均匀搅拌,直到焊膏 为流状物为止2.印刷 过程中添加锡膏应少 量多次
1.显微镜15X 2.放大镜5X
防静电手环、 手指套
不良标签
1.外观品质状态及标 识 2.生产包装数量
目视
范、
IQC/QA抽 样计划标
每班
准和作业
《成品检验报告》
目视
维修管控 指导书
《维修日报表》
作业员
有异常要及时报告主 管
15
外观包 装
将目检完后的制品进
行外观检查,打标 识,按规定方向放入
按包装作业指导书要求
包装箱
防静电手环、 手套
1.包装托盘 2.周转箱
1.标示卡 2.泡沫袋 3.包装箱
1.外观品质状态及标 识 2.生产包装数量 3.型号、日期
目视
《贴装目 视检查规 全检 范》
《手贴元件记录表》
作业员 主管
11.2H内不良发生 3PCS以上报告技术员 调试。2.连续3PCS不 良应停机稽核,并及 时汇报主管处理
1.2H内不良发生3PCS
11
回流
将中检完的PCB流入 回流炉
按炉温管理 操作说明书 要求
炉温测试仪 1.炉温测试仪
1.回流炉点检状况 2.炉温设定 3.炉温曲线
仓管员 主管
发生异常需立即汇报 主管
锡膏
1.锡膏回温时间在24H。2.搅拌机应搅拌 5-10分钟。2.开封后 的锡膏在12小时内使 用完。
核对
《锡膏搅 拌机操作 每次使用时 指导书》
《锡膏搅拌记录表》
作业员 线长
1.发生异常需立即停 机并汇报工程解决
1.印刷机点检状况
8
印刷
1.锡膏使用前充分搅 拌,用搅拌刀顺时针 均匀搅拌,直到焊膏 为流状物为止2.印刷 过程中添加锡膏应少 量多次
1.显微镜15X 2.放大镜5X
防静电手环、 手指套
不良标签
1.外观品质状态及标 识 2.生产包装数量
目视
范、
IQC/QA抽 样计划标
每班
准和作业
《成品检验报告》
手机制造QC艺工流程图

定期对生产设备进行维护和保养,确保设备处于良好状态,减少因 设备故障导致的质量问题。
操作员工培训与考核
对操作员工进行系统的培训和考核,提高员工操作技能和质量意识, 确保加工过程稳定可控。
测试与检验控制
测试标准与方法制定
根据产品特性和行业标准,制定合理的测试标准和方法,确保测 试结果准确可靠。
过程检验与监控
制定监督标准
根据手机制造QC艺工流程的要求,制 定具体的监督标准,如检验规范、不良
品处理流程等。
实施考核
定期对手机制造QC艺工流程的执行 情况进行考核,评估流程的执行效果。
设立监督机构
设立专门的监督机构或指定专人负责 监督工作,确保监督工作的有效实施。
奖惩措施
根据考核结果,对表现优秀的员工给 予奖励,对表现不佳的员工采取相应 的惩罚措施。
手机制造QC艺工流程图
目
CONTENCT
录
• 引言 • 手机制造QC艺工流程概述 • 手机制造QC艺工流程详解 • 手机制造QC艺工流程中的关键控制
点 • 手机制造QC艺工流程的优化与改进 • 手机制造QC艺工流程的实施与保障
01
引言
目的和背景
提高产品质量
通过QC工艺流程确保手机制 造过程中的每一步都得到严格 控制,从而提高最终产品的质 量。
早期阶段
发展阶段
在手机制造的早期阶段,QC艺工 主要关注产品的基本功能和性能, 如通话质量、电池寿命等。
随着技术的不断进步和市场竞争 的加剧,QC艺工逐渐扩展到更多 领域,如屏幕显示质量、摄像头 性能、用户体验等。
现代化阶段
在当前的现代化手机制造中,QC 艺工已经成为一项高度专业化和 自动化的工作。利用先进的检测 设备和数据分析技术,QC艺工可 以更加精确地监控生产过程,提 高产品质量和生产效率。同时, QC艺工也在不断适应新的市场需 求和技术趋势,如5G通信、人工 智能等技术的应用。
操作员工培训与考核
对操作员工进行系统的培训和考核,提高员工操作技能和质量意识, 确保加工过程稳定可控。
测试与检验控制
测试标准与方法制定
根据产品特性和行业标准,制定合理的测试标准和方法,确保测 试结果准确可靠。
过程检验与监控
制定监督标准
根据手机制造QC艺工流程的要求,制 定具体的监督标准,如检验规范、不良
品处理流程等。
实施考核
定期对手机制造QC艺工流程的执行 情况进行考核,评估流程的执行效果。
设立监督机构
设立专门的监督机构或指定专人负责 监督工作,确保监督工作的有效实施。
奖惩措施
根据考核结果,对表现优秀的员工给 予奖励,对表现不佳的员工采取相应 的惩罚措施。
手机制造QC艺工流程图
目
CONTENCT
录
• 引言 • 手机制造QC艺工流程概述 • 手机制造QC艺工流程详解 • 手机制造QC艺工流程中的关键控制
点 • 手机制造QC艺工流程的优化与改进 • 手机制造QC艺工流程的实施与保障
01
引言
目的和背景
提高产品质量
通过QC工艺流程确保手机制 造过程中的每一步都得到严格 控制,从而提高最终产品的质 量。
早期阶段
发展阶段
在手机制造的早期阶段,QC艺工 主要关注产品的基本功能和性能, 如通话质量、电池寿命等。
随着技术的不断进步和市场竞争 的加剧,QC艺工逐渐扩展到更多 领域,如屏幕显示质量、摄像头 性能、用户体验等。
现代化阶段
在当前的现代化手机制造中,QC 艺工已经成为一项高度专业化和 自动化的工作。利用先进的检测 设备和数据分析技术,QC艺工可 以更加精确地监控生产过程,提 高产品质量和生产效率。同时, QC艺工也在不断适应新的市场需 求和技术趋势,如5G通信、人工 智能等技术的应用。
QC工程图培训课件
Process Flow No. Phase of
Production
1
收料
2
進料檢驗
3
入庫
4
頷料
5
注塑
6
包裝
7
入库檢驗
8
入庫
9
頷料
Machine, Device, Jig Tools For Char
Manufacturing No.
Char acte r is tics Process
Parameters
三. QC工程图的制作流程 2-7
• [ 2]编号与版本 • ◎便于追踪更新之用 • [ 3]零件制程编号/最后一次设变 • ◎将欲管制的系统、次系统、组件的编号填入。适当时,将最
后一次进行设计变更的层次或图面规格发布日期填入。 • [ 4]零件名称/说明 • ◎将欲进行管制的产品/制程的名称与说明填入。 • [ 5]供货商 • ◎制作此份QC工程表的公司,以及适当的部门/厂别/单位填入。 • [ 6]供货商代码 • ◎客户所赋予供货商的代码。 • [ 7]关键人名/电话 • ◎负责此份QC工程表的主要联络人的姓名及电话。
三. QC工程图的制作流程 1
• [ 1]试作、量试、量产等以指出适当的分类 • ◎试作-在建立试作品时,所进行各种尺寸材质及绩效
的测试说明。 • ◎量试-在试作后量产前,加以检讨,制程输入以及所
进行各种尺寸材质及绩效的测试说明。 • ◎量产-在正式生产时,有关产品/制程的各种特性值、
制程的管制方法、各种的测试方法、以及量测系统的完整说 明。
一. 何谓QC工程图(二)
• 事实上,QC工程表说明了,将整个制程包括进料、制程、出货以及定期 性检验的各个阶段所需采取的措施,加以详细地说明,以确保制程所有各 阶段的产出均在控制中。在正式量产中,QC工程表对需要进行管制的特 性值,提供了制程进行各种监控及管制的方法说明。由于制程会不断地被 更新及改善,所以QC工程表也随之不断地更新。
QC工程图模版
BOM表,外观标准 作业指导书
每100片抽检10片
温度测试记录表单 巡线记录日报表
生产异常单
按检验和试验状态控 制文件/不合格控制程
序
BOM表,外观标准 作业指导书
每100片抽检10片 每100片抽检10片 每100片抽检10片 每100片抽检10片 每100片抽检10片 每100片抽检10片 每100片抽检10片 每100片抽检10片
全检 每100片抽检20片
巡线记录日报表 生产异常单 FQA检验报表 8D单
按检验和试验状态控 制文件/不合格控制程
序 按检验和试验状态控 制文件/不合格控制程
BOM表,外观标准 作业指导书,包装
作业指书
BOM表,出货标准
每100片抽检10片
温度测试记录表单 巡线记录日报表
生产异常单
按检验和试验状态控 制文件/不合格控制程
序
BOM表,外观标准 作业指导书
每100片抽检10片 每100片抽检10片
测试不良记录表单 巡线记录日报表
按检验和试验状态控 制文件/不合格控制程 按检验和试验状态控 制文件/不合格控制程
BOM表,外观标准 作业指导书
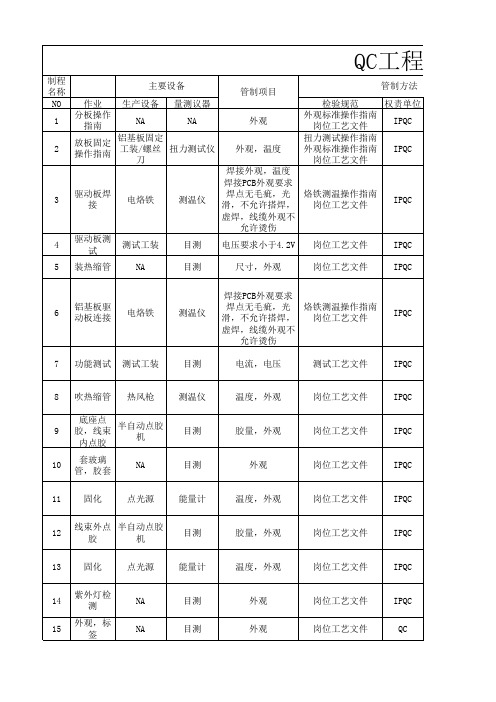
温度,外观 胶量,外观
外观 温度,外观 胶量,外观 温度,外观
外观 外观
岗位工艺文件
IPQC
岗位工艺文件
IPQC
岗位工艺文件
IPQC
岗位工艺文件
IPQC
岗位工艺文件
IPQC
岗位工艺文件
IPQC
岗位工艺文件 岗位工艺文件
IPQC QC
16 包装 17 质检
封箱机 NA
目测
外观,重量
岗位工艺文件
目测 测试,外观,数量 质量检验文件
每100片抽检10片
温度测试记录表单 巡线记录日报表
生产异常单
按检验和试验状态控 制文件/不合格控制程
序
BOM表,外观标准 作业指导书
每100片抽检10片 每100片抽检10片 每100片抽检10片 每100片抽检10片 每100片抽检10片 每100片抽检10片 每100片抽检10片 每100片抽检10片
全检 每100片抽检20片
巡线记录日报表 生产异常单 FQA检验报表 8D单
按检验和试验状态控 制文件/不合格控制程
序 按检验和试验状态控 制文件/不合格控制程
BOM表,外观标准 作业指导书,包装
作业指书
BOM表,出货标准
每100片抽检10片
温度测试记录表单 巡线记录日报表
生产异常单
按检验和试验状态控 制文件/不合格控制程
序
BOM表,外观标准 作业指导书
每100片抽检10片 每100片抽检10片
测试不良记录表单 巡线记录日报表
按检验和试验状态控 制文件/不合格控制程 按检验和试验状态控 制文件/不合格控制程
BOM表,外观标准 作业指导书
温度,外观 胶量,外观
外观 温度,外观 胶量,外观 温度,外观
外观 外观
岗位工艺文件
IPQC
岗位工艺文件
IPQC
岗位工艺文件
IPQC
岗位工艺文件
IPQC
岗位工艺文件
IPQC
岗位工艺文件
IPQC
岗位工艺文件 岗位工艺文件
IPQC QC
16 包装 17 质检
封箱机 NA
目测
外观,重量
岗位工艺文件
目测 测试,外观,数量 质量检验文件
手机组装QC工程图

1、检查后壳表面:目检后壳表面是否出现掉漆、划伤、磕伤、凹痕不良,闪光灯罩是否漏装、内有异物不良,后摄像头镜片背胶是否贴歪、漏贴、离 1.作业指导书;
2.最新X20 Bom。 全检 2.本工位在制品 5PCS/2H 1.作业指导书;
2.最新X20 Bom。 全检 2. 5PCS/4H 1、互检:检查喇叭支架外观是否脏污、破损、变形不良(若出现不良则贴不良标识隔离到不良品区域)。
生产部 质量管理部 1.检查正面:检查TP与面壳四周缝隙≤0.1mm且缝隙内不允许露胶不良,听筒孔内不允许出现异物不良,TP视窗内白点≤0.1mm,只允许有1个,面壳边 1.作业指导书;
2.最新X20 Bom。 全检 2. 5PCS/2H 1.操作过程中发现的不良品做好标示放置在不良品区域; 本工位在制品数 1.互检:目检三合一组件听筒孔和FPC美纹胶撕除干净
电批扭力:0.6 操作前需要确认:工程人员已调好升级软件;
操作步骤:
11.作业指导书;
.作业员用鼠标点击升级界面" 2.最新X20 Bom。 Start all"
2.取手机长按手机音量上键同时插上数据线,手机 全检 5PCS/2H 1.确认测试站线缆连接良好、确认升级软件正确,可以参考生产支持软件 操作前需要确认:工程人员已调好程控电源,电源设置参数:电压:4.0-4.2V,电流:2.5-3.5A;
1.作业指导书;
2、贴屏蔽盖散热膜:取1pcs散热膜对齐主板屏蔽盖边缘平整粘贴到位,将离型膜 2.最新X20 Bom。 全检 2.主排线印有“ 5PCS/4H 1.作业指导书;
2.最新X20 Bom。 全检 2. 5PCS/4H 1、互检:检查散热片平整粘贴到位、主FPC与主板连接器扣合到位,听筒装配到位、装配方向正确,麦拉平整粘贴到位; 1.注意不要按压主板上的弹片,避免将其压变形、折断; 本工位在制品数 2、装主 1.作业指导书;
2.最新X20 Bom。 全检 2.本工位在制品 5PCS/2H 1.作业指导书;
2.最新X20 Bom。 全检 2. 5PCS/4H 1、互检:检查喇叭支架外观是否脏污、破损、变形不良(若出现不良则贴不良标识隔离到不良品区域)。
生产部 质量管理部 1.检查正面:检查TP与面壳四周缝隙≤0.1mm且缝隙内不允许露胶不良,听筒孔内不允许出现异物不良,TP视窗内白点≤0.1mm,只允许有1个,面壳边 1.作业指导书;
2.最新X20 Bom。 全检 2. 5PCS/2H 1.操作过程中发现的不良品做好标示放置在不良品区域; 本工位在制品数 1.互检:目检三合一组件听筒孔和FPC美纹胶撕除干净
电批扭力:0.6 操作前需要确认:工程人员已调好升级软件;
操作步骤:
11.作业指导书;
.作业员用鼠标点击升级界面" 2.最新X20 Bom。 Start all"
2.取手机长按手机音量上键同时插上数据线,手机 全检 5PCS/2H 1.确认测试站线缆连接良好、确认升级软件正确,可以参考生产支持软件 操作前需要确认:工程人员已调好程控电源,电源设置参数:电压:4.0-4.2V,电流:2.5-3.5A;
1.作业指导书;
2、贴屏蔽盖散热膜:取1pcs散热膜对齐主板屏蔽盖边缘平整粘贴到位,将离型膜 2.最新X20 Bom。 全检 2.主排线印有“ 5PCS/4H 1.作业指导书;
2.最新X20 Bom。 全检 2. 5PCS/4H 1、互检:检查散热片平整粘贴到位、主FPC与主板连接器扣合到位,听筒装配到位、装配方向正确,麦拉平整粘贴到位; 1.注意不要按压主板上的弹片,避免将其压变形、折断; 本工位在制品数 2、装主 1.作业指导书;
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
每批次
送货单 外检检验报表 QA出货检验报表
目视
OQC OQC
《
1次/小时
IPQC巡检报表、工艺 纪律检查表、品质异 常单
目视 卡尺 投影仪 塞尺
每独立包装箱
FQC抽检记录、返工 通知单、FQC确认不 良品报表
目视 卡尺 投影仪 塞尺 各种实
名称、包装、数量、堆高
依据 :《装箱产品贮运时堆放(叠 放)高度的规定》
每批次
入仓单
《
每组每制令单量产前
首件检验报告
污点卡 卡尺
目视 污点卡
卡尺 塞尺
装配
外观、装配效果(1,各种附 件的装配;2,预压螺母定 位,热敏、超声波压螺母; 3,热敏、超声波焊接装配 )、 工艺纪律
《*公司企业标准技术标准》 《 手机结构件通用检验规范》 《装配作业指导书》、封样件
1次/小时
IPQC巡检报表、工艺 纪律检查表、品质异 常单
文件编号 拟制
质量管制工序
WI-PG-061 控制项目
装配QC工程图
版次
A/0
审核
控制要求和依据
抽查数量及频率
管控记录
页数 批准 测量仪器
来料 检验
外观、尺寸
《*公司企业标准技术标准》 《 手机结构件通用检验规范》 封样件
每批生产投料前
来料检验报表
首件 检验
外观、装配效果、实配效果、 扭力测试
《*公司企业标准技术标准》 手机结构件通用检验规范》 封样件
目视 卡尺 投影仪 塞尺
1/1 实施人员
FQC 品控小组
FQC
IPQC 品控小组组长
巡检
入库 检验
外观、装配效果
《*公司企业标准技术标准》 《 手机结构件通用检验规范》 《装配作业指导书》 封样件
外观、装配效果 、包装要求 (外观、数量、模穴号等)
《*公司企业标准技术标准》 手机结构件通用检验规范》 封样件
目视
物料员
出货 检验
外观、装配效果、实配效果、 《*公司企业标准技术标准》
包装要求(外观、数量、模穴 手机结构件通用检验规范》
号等)
封样件
《 以同一产品同一日期 入库为批
外检检验报表 QA出货检验报表
目视 卡尺 投影仪 塞尺 各种实配件
出货
名称、数量、堆高、标识、客 户
《QA作业指导书》 《装箱产品贮运时堆放(叠放)高 度的规定》