塑胶模具开模检讨报告DFM常用英文
模具DFM常用中英文对照
DFM常用中英文对照15、如果分型面此处,模具上会有尖角和刀口,对模具寿命有影响。
There are sharp edges if we set the parting line here, it will reduce the tool life.16、此处料厚段差很大,成品外表会有应力痕,建议修改如图示。
The thickness is not equal and it will bring the stress lines on the surface, suggest to improve the part as the picture shown.17、此大行位上有小行位,开模时小行位需先退,大行位做延时,合模时那么相反。
The small slider is inside the big slider, when the mold open, the small slider need to recede first and the big slider have to postpone. When the mold close, it is contrary.18、此处需做强顶。
This position need to force ejection.19、由于此处没有足够空间下热咀,所以需做一个柱子进胶。
This position need to make a pole for gating because there have no enough space for hot sprue.20、沾模,Stick1.High shrinkage values could indicate sink marks or voids at gate location 高缩水率的产品容易产生缩印,但在浇口附近可以防止。
2.Welding line on the cosmetic surface 熔接线在外外表3.Two banana gate was to being confluent in the end of melt flow. 两个香蕉浇口在流动未端熔合。
开模dfm报告模板
开模dfm报告模板背景产品设计中,如果在开模后才发现存在问题,则会造成不必要的浪费和返工。
为了提高设计效率和减少开模后的问题,使用DFM(Design for Manufacturability)来优化设计是商业实践中的必经之路。
本文旨在提供一个开模DFM报告模板,以便设计师和生产部门相互沟通和合作。
报告目的开模DFM报告起着相当重要的作用。
报告摘录最重要的设计规范和要求,旨在在开展模具加工之前尽可能减少或消除潜在的工艺问题,提高产品的制造质量。
报告内容•产品信息介绍:包括产品名称、所属行业、产品用法等信息。
•模具信息介绍:包括模具号、模具材料、模具加工周期等信息。
•产品以下详细内容:–产品结构设计(主要围绕设计思路、制造难点以及已发现的问题等,进行分析、讨论、建议等操作):• 1.1 已发现的问题。
(包括结构难点、制造难度)• 1.2 关键零部件的材质和加工工艺等问题。
• 1.3 综合举例–产品加工驳回率分析:• 2.1 引入DFM的原因• 2.2 概述产品的主要制造工艺。
• 2.3 产品加工驳回率分析。
(包括开模流程、注塑流程、后处理流程)• 2.4 缺陷分析及制造导向改进方案。
–生产指导:• 3.1 再现样品制作:包括样品尺寸、外观等技术规范。
• 3.2 模具维护的管理:管理人员的工作标准、维护记录等。
• 3.3 生产工艺标准:生产前的工艺流程、操作规范、标准化程度等。
结论以上内容就是一个开模DFM报告的基本要素。
通过对这些内容的合理把控,可以最大限度地提高模具的制造质量及产品的制造效率。
希望本文对设计师和生产部门合作能发挥积极作用。
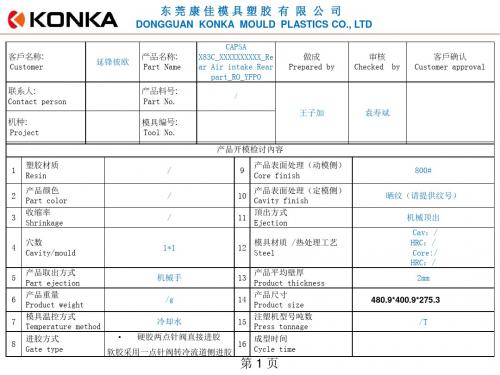
CAPSA X83C_Rear Air intake Rear part_RO_YFPO_(DFM)资料-V1-18.04.18A
/
做成 Prepared by
王子加
审核
客戶确认
Checked by Customer approval
袁寿斌
产品开模检讨內容
1
塑胶材质 Resin
/
9
产品表面处理(动模侧) Core finish
800#
2
产品颜色 Part color
3
收缩率 Shrinkage
/
10
产品表面处理(定模侧) Cavity finish
/
11
頂出方式 Ejection
4
穴数 Cavity/mould
1*1
12
模具材质 /热处理工艺 Steel
5
产品取出方式 Part ejection
机械手
13
产品平均壁厚 Product thickness
6
产品重量 Product weight
/g
14
产品尺寸 Product size
7
模具温控方式 Temperature method
东莞康佳模具塑胶 有 限 公 司
DONGGUAN KONKA MOULD PLASTICS CO., LTD
客戶名称: Customer
联系人: Contact person
机种: Project
延锋彼欧
产品名称: Part Name
产品料号: Part No.
模具编号: Tool No.
CAPSA X83C_XXXXXXXXXX_Re ar Air intake Rear
DONGGUAN KONKA MOULD PLASTICS CO., LTD
六、产品问题点 Part question-2
开模DFM报告检讨格式

模具检讨-斜销拆线
请全屏后点击此处回复
OK NG CHECK NEW 3D
模具检讨-滑块拆线
请全屏后点击此处回复
OK NG CHECK NEW 3D
上图所示为滑块拆线。
模具检讨-拔模分析
请全屏后点击此处回复
OK NG CHECK NEW 3D
产品绿色面为直身面,外观和有配合的地方请RD拔模,其余我司按 下图形式拔模
713 开模DFM
产品和模具检讨索引
产品介绍 模具概况 塑料介绍 外观要求 材料评估 工艺风险评估 重点管控尺寸 模具检讨-分模线 模具检讨-成型机构 模具检讨-斜销拆线 模具检讨-滑块拆线 模具检讨-拔模分析
Page
模具检讨-肉厚分析 模具检讨-浇口设计 模具检讨-模流分析 模具检讨-顶出方案 模具检讨-刻字方案 组装 其他要求 其他问题 遗留问题
1*2
Gates per Cavity(每穴浇口数量) Lifters per Cavity(单穴斜顶数量) Injection/Runner System (流道系统) Part Weight (产品单重) running weight(流道重量)
Treatment(后工艺)
Injection machine (Ton) (注塑机吨 位)
HUAWEI TECHNOLOGIES CO., LTD.
Huawei Confidential
Page 2
Page
产品介绍
请全屏后点击此处回复
OK NG CHECK NEW 3D
产品尺寸:16mm*16mm*16.9mm
来档日期
成型穴数
1*2
壳体材质
增强ABS
成品直通率
dfm检讨

dfm检讨全文共四篇示例,供读者参考第一篇示例:DFM检讨,全称为Design for Manufacturing,即制造设计检讨,是一种用于优化产品设计和生产流程的方法。
它从产品设计的早期阶段开始,通过评估和优化设计方案,以确保产品在制造过程中能够达到最佳的生产效率和质量标准。
DFM检讨是现代制造业中的一项重要环节,有助于降低生产成本、提高生产效率、缩短产品上市时间,提升企业竞争力。
DFM检讨的目的是找出设计中可能存在的问题,包括设计材料是否合适、制造工艺是否合理、生产效率是否高效等方面,以便在设计的早期就进行纠正和改进。
通过DFM检讨,工程师和设计师可以比较容易地发现潜在的问题,并尽早做出相应的调整,从而避免在生产实施阶段出现问题,节约时间和成本。
DFM检讨的重点通常包括以下几个方面:1. 材料选择:在设计产品时,应选择合适的材料,以确保产品的性能和质量能够满足客户需求。
对于不同的产品应用,选择适合的材料是至关重要的。
2. 制造工艺:设计师需要考虑产品的制造工艺,选择最合适的生产方式来实现产品设计。
在DFM检讨中,需要评估产品设计是否符合实际生产过程,是否存在不良设计影响了制造效率。
3. 工程标准:产品设计需要符合相应的工程标准和规范,确保产品的质量和安全性。
DFM检讨的过程中,需要检查产品设计是否符合相关的标准,是否存在不符合的地方。
4. 成本控制:在设计产品时,需要考虑产品的制造成本,以便在满足质量和性能要求的前提下降低生产成本。
DFM检讨可以帮助发现设计中的不必要的部件和工艺,减少生产成本。
DFM检讨是一个系统性的过程,需要多个部门的协同合作。
在DFM检讨的过程中,通常会有设计部门、工程部门、生产部门等参与,共同讨论和评估产品设计方案,确定最佳的设计方案。
通过团队合作,可以发现更多的问题和解决方案,确保产品设计和生产流程的顺利进行。
在日常的生产实践中,DFM检讨是一个非常重要的环节。
通过定期进行DFM检讨,企业可以及时发现和纠正设计中的问题,不断提高产品质量和生产效率。
手机hsing开模评审fm报告
产品结构设计在完成CNC制作及评审和模具报价确认具体供应商后,接下来的动作就是开模DFM评审。
DFM是DFMA的一部分,DFMA的英文是Design for Manufacturing and Assembly,翻译过来就是面向生产与制造的设计。
由于模具厂一般更多的是关注与后续的模具制作与注塑或者冲压或者压铸成型工艺,更多的是属于生产方面,所以开模评审报告也叫开模DFM报告。
这份报告由结构工程师提供开模3D图档给模具厂后,由模具工程师提供。
模具工程师给出的这份报告主要对产品模具设计制造和产品成型负责,少数对产品整体形态比较熟悉的模具工程师在做开模评审的时候,也会提出与产品组装相关的建议。
模具工程师给出开模DFM报告后,结构工程师需要对报告进行逐条分析确认并给出具体结论:合理的建议需要接受,不合理或者结构上不方便调整的建议需要坚持自己的设计图档。
下面给大家展示一份手机前壳的开模DFM报告,供大家学习。
塑胶模具DFM_用英文对照超级实用
DFM常用中英文对照1、这个红色面在前模方向/后模方向/行位方向有倒扣。
This red surface is undercut at cavity side / core side / slider side.2、这些红色面在前模方向/后模方向/行位方向有倒扣。
These red surfaces are undercut at cavity side / core side / slider side.3、产品的这个位置太小,导致模具在前模方向/后模方向/行位方向有薄钢位。
This position is too small and it will bring the thin steel at cavity side / core side / slider side. 4、这些红色线是前后模/镶件/行位/斜顶分型线。
These red lines are the parting line of cavity and core / insert / slider / lifter.5、此产品使用推板/推块顶出。
Use the stripper plate / ejector block to eject this part.6、前模/后模斜行位。
Inner angle slider at cavity / core side.7、为了简化模具构造建议改变此处出模方向。
Suggest to change the draft direction of this position to make the mold structure simply.8、最终的进胶位置根据模流分析。
Finally gate position according the mold flow analysis.9、斜顶与后面的柱位空间太小,斜顶在运动时会干预到柱子,请考虑移动这个柱子的位置。
This lifter intervene with the pole during ejection, please consider changing the position of the pole.10、此处有薄钢位,强度缺乏而且不容易冷却。
模具DFM常用中英文对照之欧阳化创编

DFM常用中英文对照15、如果分型面此处,模具上会有尖角和刀口,对模具寿命有影响。
There are sharp edges if we set the parting line here, it will reduce the tool life.16、此处料厚段差很大,成品表面会有应力痕,建议修改如图示。
The thickness is not equal and it will bring the stress lines on the surface, suggest to improve the part as the picture shown.17、此大行位上有小行位,开模时小行位需先退,大行位做延时,合模时则相反。
The small slider is inside the big slider, when the mold open, the small slider need to recede first and the big slider have to postpone. When the mold close, it is contrary.18、此处需做强顶。
This position need to force ejection.19、由于此处没有足够空间下热咀,所以需做一个柱子进胶。
This position need to make a pole for gating because there have no enough space for hot sprue.20、沾模,Stick1.High shrinkage values could indicate sink marks or voids at gate location 高缩水率的产品容易产生缩印,但在浇口附近可以避免。
2.Welding line on the cosmetic surface 熔接线在外表面3.Two banana gate was to being confluent in the end of melt flow. 两个香蕉浇口在流动未端熔合。
模具项目工程之DFM报告(英文版)

√ √
NON
Customer‘s satisfaction is our first priority.
开模要求基础信息/General Tooling's Informationg
客户/Customers 模具穴数/No.of cavity
流道形式/Runner 产品收缩率/Material shrinkage
注塑机吨位/Machine Size 模具零件名称/TOOl Compeontes
A板/Plate A B板/Plate B 顶针托板/Ejector Plate
Cavity Core Slide Lifter Insert
Honeywell 1*1
Cold runner TBD TBD
材质/Tool Material S55C S55C S55C NAK80 NAK80 NAK80
产品颜色 /Color
后模/Core: 产品体积/Volume
79.563cm3
产品重量 /Parte Weight
晒纹面积 /Texture Surface
95.475g
>1.5°
Comments:
Customer‘s satisfaction is our first priority.
客户2D图纸分析及注意事项-/Analysis-Criticl on 2D Drawing
NAK80
塑胶材料/Material 溶胶温度/Material meit point
模具温度/Mold temperature 烘料温度/Material drying temperature
烘料时间//Material drying time 硬度/Hardness HRC HRC HRC HRC HRC HRC HRC HRC
塑胶模dfm报告模板
塑胶模DFM报告模板什么是DFM?DFM全称Design for Manufacturing,即“制造设计”。
它的目的是确保设计产品的过程中,制造过程可以无缝衔接,从而节省工作时间和成本。
在塑料制品行业,由于塑胶件的成形复杂度较高,所以DFM显得尤为重要。
为什么需要塑胶模DFM报告模板?在塑胶模制造行业中,塑胶模DFM报告模板是一份非常重要的文档。
它记录了制造过程中所有重要的步骤,并提供了指导和反馈。
塑胶模DFM报告模板的重要性在于:它可以帮助制造商更快地识别潜在问题,从而减少不必要的浪费和成本,并且最终确保产品质量。
因此,为了便于制造商记录信息并进行快速反馈,一份有效的塑胶模DFM报告模板非常必要。
塑胶模DFM报告模板的功能塑胶模DFM报告模板有许多功能,其中以下几个是最主要的:编制和记录通过制作塑胶模DFM报告模板,制造商可以编制和记录所有重要的制造步骤,从开始到完成。
问题识别和解决利用该报告模板,制造商可以更快速地识别和解决产品制造和质量问题,从而减少成本和浪费,并确保产品的质量。
检查和追踪制造商可以使用该报告模板进行检查和追踪整个制造过程中的每个步骤,确保生产线上的工作正常。
发现不足借助该报告模板,制造商可以发现和纠正可能存在的供应链漏洞和其他方面的不足,从而提高品质和效率。
塑胶模DFM报告模板的结构塑胶模DFM报告模板通常由以下几个部分组成:项目信息在模板的开头,常常会包含一些项目基本信息,例如:•项目名称•项目负责人•项目开始/结束日期•项目类型制造步骤接下来的部分会详细列出制造过程中的每一个步骤。
对于每个步骤,可能会记录:•步骤名称•所需的原材料•生产工具和设备•执行要求•现场问题/注意事项问题解决和反馈在制造过程中遇到问题时,需要记录所有的问题和反馈。
通常,问题和反馈可能包括:•找到的问题•解决问题的步骤•修改计划•反馈数据和成效总结和检查在报告模板的最后,需要对整个过程进行总结和检查。
塑胶模具开模检讨报告DFM范例2

塊PL. 3.滑塊視為母模的一份,所以肉厚必須留在滑
塊上,PL線拆於公模面處. 4.滑塊PL線必須設定於外觀面之側面或後面
及下方.
5 2020/9/21
二-1
6 2020/9/21
二-2
7 2020/9/21
8 2020/9/21
插破面盡可能保持3度以上或插破角之上下限尺寸差015以上且于單純平面上
DFM 檢查步驟
設計部-機構課
1
2020/9/21
一.先判定公母模方向
1.成品外觀面為母模. 2.復雜面,起模磨擦力大為公模.
2 2020/9/21
一-1
3 2020/9/21
一-2
4 2020/9/21
二.設定外觀脫模角不足及外 觀倒勾處之滑塊PL線.
2020/9/21
25
2020/9/21
26
2020/9/21
七.設定公模面脫模角
1.公模脫模角以3度以下,上下限值差為 0.1以下.
27
2020/9/21
8.檢查公模有無倒鉤,及設定機 構PL線
1.確認倒鉤有無以機構克服. 2.機構動作時有無幹涉行程. 3.機構設定空間是否足夠.
28
2020/9/21
八-1
29
2020/9/21
九.設定GATE位置
30
2020/9/21
2.成品肉厚如全留於母模有粘母模情況 者,PL線必須拆於肉厚一半處.(網孔處特別 注意)
3.插破面盡可能保持3度以上或插破角之上 下限尺寸差0.15以上,且於單純平面上.
14
2020/9/21
常用塑胶英语词汇以及与客户沟通邮件语句

DFM English and design Principles一.产品信息: Product information1. 外观: Surface Appearance2. 光洁度: Glossiness/gloss finish3. 毛面: Matt finish/matt surface4. 皮纹粒度: Grain5. 特殊皮纹区域: Special area texture6. 塑料色母 : M aster batch7. 烫金 / 涂层 / 印刷 / 雾晕 H ot stamping/ coating/ print/ haze8. 仿皮革 : leather cloak9. 电火花纹: EDM10. 光化学腐蚀法: Photochemical etching11. 刷涂纹,拉丝纹 Brushing12. 激光雕刻: Laser engraving13. 喷砂: Sand blasting1. 设计版本 : D esign revision2. 产品重量: part weight3. 注射重量: Shot weight4. 流道重量: R unner weight5. 驻留时间: Resident time6. 缩水率: Shrinkage7. 最终外观: Cosmetic finishing:8. 塑胶材料: Resin material9. 塑胶等级: Resin Grade10. 产品体积: part volume二.浇口类型: G ate type自动脱模浇口 Automatic gate1. 潜伏式浇口: Submarine gate2. 香蕉形浇口: Cashew gate , banana gate3. 针点式浇口: Pin gate4. 热浇道口: Hot drop5 针阀浇口: Valve gate手动整理浇口 Manual gate1. 边缘浇口: Edge gate2. 凸耳浇口: Tab gate overlap gate3. 直接浇口: Sprue gate4. 隔膜浇口: Diaphragm gate5. 环形浇口: Ring gate6. 扇形浇口: Fan gate7. 薄膜浇口: Flash gate8. 过滤器瞟浇口: Filter Rowl gate说明: illustrate●浇口进入位: G ate location●浇口大小: Gate size●转水口: Switching runner / gate ●唧嘴口径: Sprue diameter●水口殘留最大 0.1m m. T he maximal residual gate is 0.1mm . Gates Vestige will be 0.1mm●此水口会用 CNC 铣平 : T he gate will be milled to flat by CNC.●此位会作凹陷 Here will be recess.●浇口需要冲床机器二次加工来去除: Gates n eed 2nd p rocess r emove by stamping machining●透明件不宜用香蕉浇口,易见流痕: The banana gate does not suite the transparent part. F low mark is visible.●最终的进胶位置根据模流分析: Finally gate position according the mold flow analysis.●顶出后额外的墙被切掉 : Extra wall t o be cut away after ejection●是否可以添加一个小肋骨用来放潜水口 , 成型后再删除它如果必要的话:Is it possible to add one small rib to place sub gate, after molding remove it by operator if necessary三.流道 : runner●冷流道: C old runner1. 唧嘴直流 : Direct sprue gate2. 圆形流道: R ound(full/half ) runner3. 正圆形: Full Round (最有效) Most Efficient4. 梯形: Trapezoidal ( 有效) Good5. 半圆形: Half Round (非有效) N ot Good●热流道: Hot runner1. 热流道板: H ot manifold2. 热嘴转冷流道 : hot sprue turn to cold runner3. 热流道转冷流道 : hot tips turn to cold runner●冷料井— cold slug well说明: illustrate●单嘴阀针式热流道转冷流道 : 1 drops valve nozzle to cold runner●单嘴尖点式热流道转冷流道 : 1 drops tip nozzle to cold runner●单嘴开放式热流道转冷流道 : 1 drops open nozzle to cold runner● 2 点针阀式直接进胶 : Hot runner 2 drops valve nozzle direct to part●喷嘴 Nozzle设计原则: Design principles●根据模流分析结果最后确定浇口位置: Finally gate position according the mold flow analysis●检查流动长度在薄壁产品: check f low length in thin walled part●竖浇道太长了约有 200mm 長 . 冷流道系统流动不均 , 推荐使用热流道以使流动较佳 . The sprue will be too long if we use cold runner design. Its length is around 200 millimeters , Flow imbalance by cold runner , We recommend a hot runner system for better flow.●浇道系统应该有一个均衡的布局: R unner system should have a balanced layout●省料: Savings in material●周期短: Shorter cycles●浇口在最佳位置: Gates at the best position●压力降最小: Pressure losses minimized●人工系统流道平衡: Artificial balancing of the gate system●避免焊缝线 : Avoidance of weld line●纤维取向 : Fiber orientation●避免迟滯效应: Avoid the hysteresis effect●避免潜流: avoid underflow●所有的流道都要有冷料井: All runners are to have cold slug wells ●多型腔模具浇口尺寸必须相同,平衡必须经过调整流道而不是调整浇口。
塑胶模具DFM翻译参考

1.图示红色面做3゚减胶插穿斜度,改善现有产品易出现披锋的问题。
The red area to be tapered 3through thinning to combatFlash.6.行位镶针距离骨太近,导致后模钢料只有0.6mm,建议红色面减胶1mm,以增强钢料,避免开裂。
For better steel strength ,the red area to be thinned 1mm(the cam steel pin is too close to the boss with the resultThat the core steel in this area leaves only 0.6mm) thickness.6.此后是针阀单点进浇口及2点进浇口的模流分析。
The mold flow analysis with one gate and two gates by using valve gate建议做一个热咀的进胶口,原因如下:propose one gate is based on:1>两个热咀的距离太近,造成两个热流道靠得近,从而造成热流道制作困难。
Geographically,two gates are two close, which entails the two respective manifolds too close. To design the two manifolds is way too difficult.2>做两个热流道后前模芯就会挖空的更多,从而造成前模芯的强度变弱很多With two manifolds, the cavity to be cored out too much, as a result the strength of it weakens.Thin steel risk here-To combat this complication, a removal of R in red should be performed为防止粘前模,建议孔修改如右图示Sticking in the cavity here-To prevent this process issue, please use the feature changes stated in the rightfiguresub gate 潜水banana gate 牛角进胶pin gate 点浇口direct gate 大水口插穿shutoff斜顶lifter行位slider。
注塑模具DFM 报告模板
Provide information above before mold designing can help our engineer make the correct decision during design & manufacture, so we will get the perfect part and the lead time wouldn’t be extended. Thank you!
Hier beginnt das Professionelle Service
• Draft Study _产品斜度分析
the red surface is straight, suggest add 3ºdraft angle on it (by reduce material) for texture MT0000, least (by reduce material), pls confirm. 红色直身面,建议减胶加3度出模角来晒纹MT0000,请确认. Draft angle of the shut off surfaces (red marked) is not enough , least (by reduce material) it should be 3 degree at least. 图示红色面擦穿,斜度不足(单边最小3度) Green surfaces without draft angle now, suggest to enlarge to 1 degree at least (by reduce material) Kindly advise. 绿色面直身,建议最小减胶加1度斜度,请确认.
模具检讨用英语(升级版)

模具检讨用英语(升级版)第一篇:模具检讨用英语(升级版)模具检讨用E文(升级版)1. XXX!你现在有空吗,我可以问你一些问题吗?Could I ask you some questions if you are free?/ Are you free now? May I ask you some questions(a question)?2.请问此产品的面是否为外观面?表面做什么处理?是晒纹/抛光?Can you tell me whether the surface of this part is a visible/esthetic one? What will we do for its surface? T exture or Polishing?3.请问产品这个面可否加顶针或顶块?产品允许加扁顶针吗?Does this part need an ejector pin or an ejector bar? Can we add an ejector blade?4.这个产品的柱位我们打算做司筒。
(或镶针)可以吗?Can we add ejector sleeves or ejector pins in the boss of this part?5.产品的这个位置不能出模,我们打算做行位,在此面上会有分模线,你接受吗?There's an undercut at this position and it needs a slider.It will also have a parting line on this side, is that OK?6.产品里面的这个位置我们打算做斜顶或内行位,有问题吗?We will make the lifter and(inner)slider in this position, will that be a problem?7.你提供的2D产品图与3D产品图不一致,请问以哪一个图面为准?The 2D and 3D drawing you provided is not the same, can you tell me which one is correct?8.你提供的3D产品图有的地方没有出模角,有的地方胶位太厚,有的地方胶位太溥,这些产品问题我们可以自己修改吗?修改后会给交给你确认。
塑胶模具常用DFM 英语
1.这个红色面在前模方向/后模方向/行位方向有倒扣。
This red surface is undercut at cavity side / core side / slider side.2、这些红色面在前模方向/后模方向/行位方向有倒扣。
These red surfaces are undercut at cavity side / core side / slider side.3、产品的这个位置太小,导致模具在前模方向/后模方向/行位方向有薄钢位。
This position is too small and it will bring the thin steel at cavity side / core side / slider side.4、这些红色线是前后模/镶件/行位/斜顶分型线。
These red lines are the parting line of cavity and core / insert / slider / lifter.5、此产品使用推板/推块顶出。
Use the stripper plate / ejector block to eject this part.6、前模/后模斜内行位。
Inner angle slider at cavity / core side.7、为了简化模具结构建议改变此处出模方向。
Suggest to change the draft direction of this position to make the mold structure simply.8、最终的进胶位置根据模流分析。
Finally gate position according the mold flow analysis.9、斜顶与后面的柱位空间太小,斜顶在运动时会干涉到柱子,请考虑移动这个柱子的位置。
This lifter intervene with the pole during ejection, please consider changing the position of the pole.10、此处有薄钢位,强度不足而且不容易冷却。
模具dfm报告
模具dfm报告是一种应用于模具设计过程中的重要工具。
DFM(Design for Manufacturability)意为可制造性设计,即在设计阶段考虑产品制造的需求,通过优化设计,减少制造过程中可能出现的问题,提高生产效率和产品质量。
则是在模具设计过程中进行可制造性评估,并给出相应的建议和改进措施的报告。
一、为什么需要?模具在工业生产过程中起到至关重要的作用,它们用于制造各种产品的成型工具。
模具设计的好坏直接影响到产品的质量和效率。
在模具设计过程中,没有充分考虑可制造性,容易导致制造过程中出现问题,如材料浪费、工艺复杂、制造周期长等,影响工业生产效率和成本控制。
而的出现可以帮助设计师提前发现和解决可能存在的问题,有效避免制造过程中的困扰。
二、的内容与方法内容丰富多样,通常包括以下几个方面:1. 材料选择和设计优化建议:报告会根据产品的具体要求和材料特性,提供合理的材料选择和设计优化建议,以确保模具的可制造性和稳定性。
2. 工艺评估和改进:报告会评估模具的制造工艺,分析工艺的合理性和可能存在的风险,提供改进措施,以减少制造过程中的问题,提高生产效率。
3. 结构分析与优化:报告会对模具的结构进行分析和优化,确保模具的强度和稳定性,同时减少材料的使用和制造成本。
4. 附加功能评估:根据产品需求,报告会评估是否需要增加附加功能,如冷却系统、顶针系统等,以提高产品的质量和生产效率。
的编写方法灵活多样,可以根据具体需求采用不同的工具和软件进行评估和报告生成。
常见的方法包括CAD/CAE软件、方案评审会议等。
三、的意义和应用的出现为模具设计过程中的可制造性评估提供了科学的依据和方法。
它可以帮助设计师在设计阶段及时发现和解决可能出现的问题,减少制造过程中的困扰,提高产品质量和生产效率。
的应用范围广泛。
它不仅可以在产品设计阶段进行评估,还可以在模具制造阶段、模具使用和维修阶段进行反馈和改进。
同时,也可以作为企业内部和供应商之间沟通的重要工具,加强各环节的合作和协调。
如何用英文和老外检讨模具
如何用英文和老外检讨模具1. 请问此产品的表面是否为外观面?表面做什么处理?是晒纹/抛光?CAN YOU TELL ME WHETHER THE SURFACE OF THIS PART IS A VISIBLE/ESTHETIC ONE? WHAT WILL WE DO FOR ITS SURFACE? TEXTURE OR POLISHING?2. 产品的这个位置不能出模,我们打算做行位,在此面上会有分模线,你接受吗?THERE‘S AN UNDERCUT AT THIS POSITION AND IT NEEDS A SLIDER。
IT WILL ALSO HAVE A PARTING LINE ON THIS SIDE, IS THAT OK?3.产品里面的这个位置我们打算做斜顶或内行位,有问题吗?WE WILL MAKE THE LIFTER AND INNER SLIDER IN THIS POSITION. WILL THAT BE A PROBLEM?4.你提供的3D产品图有的地方没有出棱角,有的地方胶位太厚,有的地方胶位太薄,这些产品问题我们可以修改吗?修改后给你们确认.THERE IS NO DRAFT ANGLE IN THE 3D DRAWING, SOME MATERIALS ARE TOO THICK, AND SOME MATERIALS ARE TOO THIN. CAN WE MODIFY THIS PART BY OURSELVES? WE WILL SENT THE DRAWING TO YOU AFTER WE MODIFY IT.5.你们提供的2D产品图和3D产品图不一致,请问以哪一个图面为准?THE 2D AND 3D DRAWING YOU PROVIDED IS NOT THE SAME, CAN YOU TELL ME WHICH ONE IS CORRECT?6.按你们提供的缩水率千分之五,这个模具的尺寸已经做到了模具图面的要求.但注塑出来的产品不符合你们的产品图.请确认你们的材料的缩水率是否正确?ACCORDING TO THE SHRINKAGE ONE OVER TWO HUNDRED, THE MOLD HAS BEEN DONE IN THE RIGHT DIMENSION. BUT THE PART FALLS SHORT TO YOUR PART DRAWING, ARE YOU SURE THE SHRINKAGE IS RIGHT?7.这个胶骨位胶太厚,而且高度偏高,注塑时很难填充这个筋位,可以增加这个筋骨位的厚度吗?THE RIB HERE IS TOO THIN AND ON THE HIGH SIDE, SO IT WILL BE DIFFICULT TO FILL HERE WHEN WE DO THE INJECTION, CAN YOU INCREASE THE THICKNESS OF THIS RIB?8.产品的这个面我们已经做好晒纹处理如果需要加胶,这个面我们需要重新外发晒纹.可能需要几天时间.所以我们直接以铜公放电的火花纹取代你要求的花纹,你可以接受吗?WE HAVE MADE THE TEXTURE ON THIS SIDE, IF WE ADD MATERIAL, IT WILL TAKE SOME DAYS TO REMAKE THE TEXTURE BY OUT-RESOURCING, SO WE SUGGEST USING THE TEXTURE BY EDM INSTEAD, IS THAT OK?9.此面不是外观面,此处做滑快的话会有夹线,是否可以接受?PLEASE CONFIRM WHETHER IT IS A CRITICAL SURFACE OR NOT. ALSO, CONFIRM WHETHER IT IS ACCEPTABLE TO HAVE A SLIDE SPLIT LINE IF WE HAVE A SLIDE IN THIS AREA.10.你是想将此筋骨位的高度加高或减低吗?加胶的位置我们将用铜公放电加深.但减胶的位置有两种做法,1. 做镶件;2,烧焊;因为镶件的底步有运水,我们简单的做法是烧焊处理,你可以接受吗?WILL YOU INCREASE OR DECREASE THE MATERIAL ON THIS RIB? WE WILL USE EDM IF YOU ADD MATERIAL, BUT THERE ARE TWO OPTIONS IF YOU CHOOSE TO DECREASE:1. MAKE INSERT; 2. WELDING, BECAUSE THERE IS WATER IN THE BOTTOM OF THE INSERT, IS THAT OK?如何用英文和老外检讨模具开始吧!1. XXX!你现在有空吗,我可以问你一些问题吗?Could I ask you some questions if you are free?/ Are you free now? May I ask you some questions (a question)?2.请问此产品的面是否为外观面?表面做什么处理?是晒纹/抛光?Can you tell me whether the surface of this part is a visible/esthetic one? What will we do for its surface? Texture or Polishing?3.请问产品这个面可否加顶针或顶块?产品允许加扁顶针吗?Does this part need an ejector pin or an ejector bar? Can we add an ejector blade?4.这个产品的柱位我们打算做司筒。
Tooling Concept中英对照表DFM报告常用语

溢出。
remnant exceed the plane.
剪胶后残料在 0.3 mm 以内
The remnant after degating is within 0.3 mm.
Gate处建议成品减肉0.3MM(如上图所示),避免残料
凸出成ቤተ መጻሕፍቲ ባይዱ。
Suggest to reduce 0.3mm part thickness at gate area to avoid remnant protrusion.
进胶点增肉0.3mm方便塑胶流动.
Make a dome in 0.3 mm height to increase flow ability.
此处需二次剪胶,所以建议"底座"相对位置作圆孔,以避 Secondary process for degating is required. Suggest a dimple at the related
Degating after molding is required due to pin gate design. Secondary process for degating is required. Trim in 2nd operation
需二次剪胶加工,建议容许铣胶深度 0.1MM,避免影响 Secondary process for degating is required. Suggest to allow 0.1 mm depth for
如果浇口在这里,成品脆弱处会有会胶线.有必要更改进 There will be weld line at part weakness area if the gate locate here. It is necessary
模具DFM常用中英文对照
DFM常用中英文对照15、如果分型面此处,模具上会有尖角和刀口,对模具寿命有影响。
There are sharp edges if we set the parting line here, it will reduce the tool life.16、此处料厚段差很大,成品表面会有应力痕,建议修改如图示。
The thickness is not equal and it will bring the stress lines on the surface, suggest to improve the part as the picture shown.17、此大行位上有小行位,开模时小行位需先退,大行位做延时,合模时则相反。
The small slider is inside the big slider, when the mold open, the smallslider need to recede first and the big slider have to postpone. When the mold close, it is contrary.18、此处需做强顶。
This position need to force ejection.19、由于此处没有足够空间下热咀,所以需做一个柱子进胶。
This position need to make a pole for gating because there have noenough space for hot sprue.20、沾模,Stick1.High shrinkage values could indicate sink marks or voids at gate location 高缩水率的产品容易产生缩印,但在浇口附近可以避免。
2.Welding line on the cosmetic surface 熔接线在外表面3.Two banana gate was to being confluent in the end of melt flow. 两个香蕉浇口在流动未端熔合。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
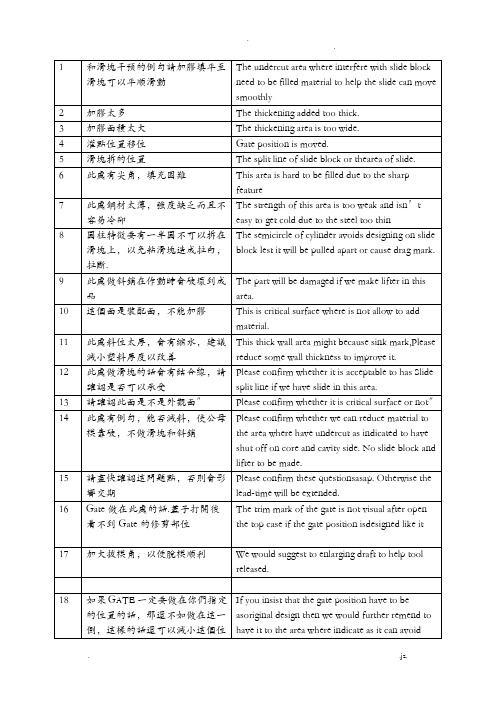
塑胶模具开模检讨报告DFM常用英文和滑塊干涉的倒勾請加膠填平至1 The undercut area where interfere with slide 滑塊可以平順滑動 block need to be filled material to help the slide can move smoothly加膠太多 2 The thickening added too thick.加膠面積太大 3 The thickening area is too wide.灌點位置移位 4 Gate position is moved.滑塊拆的位置 5 The split line of slide block or the area of slide.此處有尖角,填充困難 6 This area is hard to be filled due to the sharpfeature此處鋼材太薄,強度不足而且不7 The strength of this area is too weak and isn’t 容易冷卻 easy to get cold due to the steel too thin 圓柱特徵要有一半圓不可以拆在8 The semicircle of cylinder avoids designing on 滑塊上,以免粘滑塊造成拉白,slide block lest it will be pulled apart or cause 拉斷. drag mark.此處做斜銷在作動時會破壞到成9 The part will be damaged if we make lifter in 品 this area.這個面是裝配面,不能加膠 10 This is critical surface where is not allow toadd material.此處料位太厚,會有縮水,建議11 This thick wall area might because sink mark,減小塑料厚度以改善 Please reduce some wall thickness to improve it.此處做滑塊的話會有結合線,請12 Please confirm whether it is acceptable to has 確認是否可以接受 Slide split line if we have slide in this area.請確認此面是不是外觀面? 13 Please confirm whether it is critical surface ornot?此處有倒勾,能否減料,使公母14 Please confirm whether we can reduce 模靠破,不做滑塊和斜銷 material to the area where have undercut as indicated to have shut off on core and cavityside. No slide block and lifter to be made.請盡快確認這問題點,否則會影15 Please confirm these questions asap.響交期 Otherwise the lead-time will be extended.Gate做在此處的話.蓋子打開後16 The trim mark of the gate is not visual after 看不到Gate的修剪部位 open the top case if the gate position isdesigned like it加大拔模角,以便脫模順利 17 We would suggest to enlarging draft to helptool released.如果GATE一定要做在你們指定18 If you insist that the gate position have to be 的位置的話,那還不如做在這一 as original design then we wouldfurther 側,這樣的話還可以減小這個位recommend to have it to the area where置的縮水 indicate as it can avoid shrink problem in thisarea.P.L面開在此處,模具上會有尖19 There are sharp edges if set the parting line at 角和刀口,對模具壽命有影響 here, It will reduce the tool life請問此產品的面是否為外觀面,20 Can you tell me whether the surface of this表面做什麼處理,是蝕紋/拋part is a visible/esthetic one? What will we do 光, for its surface? Texture or Polishing?請問產品這個面可否加頂針或頂21 Does this part need an ejector pin or an 塊,產品允許加扁頂針嗎, ejector bar? Can we add an ejector blade?這個產品的柱位元我們打算做司22 Can we add ejector sleeves or ejector pins in 筒。
:或鑲針:可以嗎, the boss of this part?這個位置有倒勾不能脫模,我們23 There's an undercut at this position and it打算做滑塊,在此面上會有分模needs a slider. It will also have a parting line 線,你接受嗎, on this side, is that OK?我們打算在這個位置做斜頂或內24 We will make the lifter or inner slider in this滑塊,有問題嗎, position, will that be a problem?你提供的2D產品圖與3D產品圖25 The 2D and 3D drawing you provided is not 不一致,請問以哪一個圖正確, the same, can you tell me which one iscorrect?你提供的3D產品圖有的地方沒26 There is no draft angle in the 3D drawing, 有脫模角,有的地方膠位太厚,some materials are too thick, and some place 有的地方膠位元太薄,這些產品are too thin. Can we modify this part by 問題我們可以自己修改嗎,修改ourselves? We will send the drawing to you 後會給交給你確認。
for you to check after we modify it.按你們提供的縮水率千分之五,27 According to the shrinkage one over two 這個模具的尺寸已經做到了模具hundred, the mold has been done in the right 圖面要求。
dimension,注塑出來的產品不符合你們的產28 The part falls short to your part drawing, are 品圖。
請確認你們的材料的縮水you sure the shrinkage is right?率是否正確,產品的這個位置太小,導致模具29 This position is too small and will make the 鋼料太薄,能夠加寬這個位置steel material here too thin, can we widen it 嗎, here?斜頂與後面的Boss空間太小,斜30 The angular lifter interferes with the boss 頂在運動時會干涉到柱子,能移during ejection. Please consider changing the 動這個柱子的位置嗎, position of the boss.這個筋骨位膠厚太薄,而且高度31 The rib here is too thin and on the high side, 偏高,注塑時很難填充這個筋so it will be difficult to fill here when we do 位,可以增加這個筋骨位的厚度the injection, can you increase the thickness 嗎, of this rib?你是想將此筋骨位的高度加高/32 Will you increase/decrease thematerial on減低嗎,假如加膠,我們將用放this rib? If add the material,Wewillmodify it電方式加深。
with EDM process減膠修改有兩種做法, 33 There are two option if decrease the material:1、做鑲件; 1.Make inserts;2、燒焊;因為鑲件的底部有運2.Welding, because there is water in the水,我們簡單的做法是燒焊處bottom of the insert, is that OK?理,你可以接受嗎,這個樣板的筋骨位底部燒焦,是34 This sample has been burned in the bottom 因為排氣不良,我們可以在筋骨because the venting is not good, wecan add 位的中間增加一個鑲件。
an insert in the middle of the rib.重做鑲件大約需要5-6天時間 35 It will take about 5 or 6 days to redo the insert產品的這個面我們已經做了曬紋36 We have made the texture on this side, if we 處理,如果需要加膠,這個面我add material, it will take some days to remake 們需要重新外發曬紋。