水溶性淬火液的选择原则
PAG水溶性淬火介质的使用
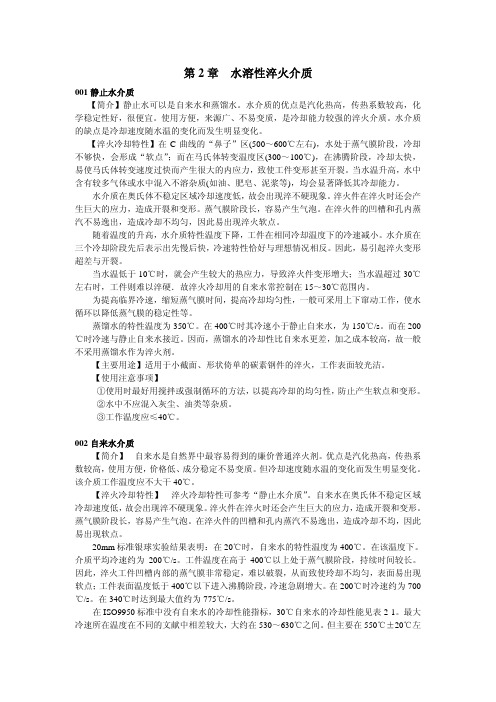
备注:水及PAG温度30℃,油温40℃。
《热处理》 2007年第22卷第3期
65·
万方数据
¨、卜、
\\r 、
\I\ t
1\\1 ~
p、埘鸭琳蜡
\\ \20% 1\ \ 、\
i胁k t%、。
q卿、{5矿 、二、_
咖釉伽鲫姗枷姗瑚㈨o
0
10
20
30
40
耷却速度/℃.。一-
陬
}1\\
’f l s ’ \ \ #‘絮,
喷水孔的角度和喷水量、调整工件的转动和移动速 度可有效避免螺旋软带形成。
造成硬度不足的另一个原因是加热温度不足。 亚共析钢加热温度不足时,组织中会有较多铁素体 残留下来,造成淬火后硬度不足。降低工件在连续 加热淬火过程中的移动速度,可提高加热温度。
《热处理》 2007年第22卷第3期
·63
万方数据
PAG溶质膜的厚度,从而得到比较理想的低温区冷 却能力。
采用折光仪监测工作液,浓度波动应该控制在 ±0.5%范围内,即±o.2BX值。发现偏差时应该及 时调整到预定的数值。工作液长期使用后应该及时 按照上述方法修正浓度系数。
7温度的控制
PAG溶液使用温度通常控制在20一50℃,温 度下降会提高冷却能力。为了获得均匀的冷却能 力,温度应该控制在较窄的范围,例如,(30± 10)℃,(35±10)℃,(40±lO)℃。温度范围主要取 决于浓度、硬度要求和搅拌程度。对于相同的硬度, 浓度高则温度可稍低,搅拌程度稍大;浓度低则温度 可稍高,搅拌程度稍小。
收稿日期:2006.08-29 作者简夼:刘卫民(1971.3-),男,天津人,工程师,从事热处理淬火介质的研发5-作,发表论文近10篇。 联系电话:022-27531457.27519959
第2章 水溶性淬火介质
第2章水溶性淬火介质001静止水介质【简介】静止水可以是自来水和蒸馏水。
水介质的优点是汽化热高,传热系数较高,化学稳定性好,很便宜。
使用方便,来源广、不易变质,是冷却能力较强的淬火介质。
水介质的缺点是冷却速度随水温的变化而发生明显变化。
【淬火冷却特性】在C曲线的“鼻子”区(500~600℃左右),水处于蒸气膜阶段,冷却不够快,会形成“软点”;而在马氏体转变温度区(300~100℃),在沸腾阶段,冷却太快,易使马氏体转变速度过快而产生很大的内应力,致使工件变形甚至开裂。
当水温升高,水中含有较多气体或水中混入不溶杂质(如油、肥皂、泥浆等),均会显著降低其冷却能力。
水介质在奥氏体不稳定区域冷却速度低,故会出现淬不硬现象。
淬火件在淬火时还会产生巨大的应力,造成开裂和变形。
蒸气膜阶段长,容易产生气泡。
在淬火件的凹槽和孔内蒸汽不易逸出,造成冷却不均匀,因此易出现淬火软点。
随着温度的升高,水介质特性温度下降,工件在相同冷却温度下的冷速减小。
水介质在三个冷却阶段先后表示出先慢后快,冷速特性恰好与理想情况相反。
因此,易引起淬火变形超差与开裂。
当水温低于10℃时,就会产生较大的热应力,导致淬火件变形增大;当水温超过30℃左右时,工件则难以淬硬.故淬火冷却用的自来水常控制在15~30℃范围内。
为提高临界冷速,缩短蒸气膜时间,提高冷却均匀性,一般可采用上下窜动工作,使水循环以降低蒸气膜的稳定性等。
蒸馏水的特性温度为350℃。
在400℃时其冷速小于静止自来水,为150℃/s。
而在200℃时冷速与静止自来水接近。
因而,蒸馏水的冷却性比自来水更差,加之成本较高,故一般不采用蒸馏水作为淬火剂。
【主要用途】适用于小截面、形状倚单的碳素钢件的淬火,工作表面较光洁。
【使用注意事项】①使用时最好用搅拌或强制循环的方法,以提高冷却的均匀性,防止产生软点和变形。
②水中不应混入灰尘、油类等杂质。
③工作温度应≤40℃。
002自来水介质【简介】自来水是自然界中最容易得到的廉价普通淬火剂。
淬火液方案
DERUN@DR-251水溶性淬火液技术方案书项目名称:热处理水溶性淬火液需方:供方:南通德润工业介质技术有限公司鉴于甲乙双方就甲方委托乙方对热处理淬火介质的使用及原材料供应问题,双方经过平等协商,在真实、充分地表达各自意愿的基础上,南通德润公司提供以下技术方案:一.淬火液及相关技术要求1.1 淬火液原料优势DR-251水溶性淬火液,基础原料选择美国陶氏化工,基础辅料选择国内著名化工原料生产厂家。
基础原料可以让任何第三方(有资质)公司进行检测。
1.2 淬火液技术优势1.本公司技术体系源自美国好富顿技术配方体系,秉承一切基础原料和辅料均与美国好富顿公司为国内外同一供应商,本公司具有国内领先的生产反应釜,生产过程严格执行安全生产代码,质量稳定,同时本公司吸收引进国内高等学府的本科及硕士研究生作为技术储备,并有国内知名公司的教授级高工作为技术顾问,集研发,生产,销售,售后服务为一体的行业领军品牌。
2. DR-251水溶性淬火液适用于碳钢、合金钢和铸铁的整体淬火。
可根据碳含量及合金成分、性能要求及零件的尺寸大小而选择不同的浓度,一般介于5~25%之间,同时本型号淬火液适用于45钢淬火,具有硬度均匀,降低开裂风险,同时避免40Cr大件油淬不硬,水淬容易开裂等风险,是一种介于比油冷速快,比水冷速慢的一种理想介质。
3. DR-251水溶性淬火液对采用感应加热或火焰加热并且油冷的零件,DR-251是淬火油的最理想的替代品,可完全消除油烟和火灾隐患;DR-251水溶性淬火液,通过调整浓度,可以得到不同的冷却速度,适用范围宽;淬硬层深、硬度均匀、无淬火软点,淬火畸变和开裂倾向小;淬火工件光亮且有短期防锈作用,可不清洗直接回火;对黑色金属及有色金属均无腐蚀;抗剪切强度高,聚合物不易老化变质,使用寿命长;带出量少、使用成本低、性价比高;无油烟、不燃烧、无火灾危险,改善劳动环境。
4 淬火液检测,本公司所生产的淬火液针对每一个性能指标实现全方位检测,冷却特性仪为瑞典进口的IVF,粘度仪,闪点仪,酸值及灰分,水分检测来自国内知名厂家,数据做到权威,真实,绝无任何造假成分。
退火正火、淬火回火工艺介绍

金属热处理是将金属工件放在一定的介质中加热到适宜的温度,并在此温度中保持一定时间后,又以不同速度冷却的一种工艺方法。
金属热处理是机械制造中的重要工艺之一,与其它加工工艺相比,热处理一般不改变工件的形状和整体的化学成分,而是通过改变工件内部的显微组织,或改变工件表面的化学成分,赋予或改善工件的使用性能。
其特点是改善工件的内在质量,而这一般不是肉眼所能看到的。
为使金属工件具有所需要的力学性能、物理性能和化学性能,除合理选用材料和各种成形工艺外,热处理工艺往往是必不可少的。
钢铁是机械工业中应用最广的材料,钢铁显微组织复杂,可以通过热处理予以控制,所以钢铁的热处理是金属热处理的主要内容。
另外,铝、铜、镁、钛等及其合金也都可以通过热处理改变其力学、物理和化学性能,以获得不同的使用性能。
在从石器时代进展到铜器时代和铁器时代的过程中,热处理的作用逐渐为人们所认识。
早在公元前770~前222年,中国人在生产实践中就已发现,铜铁的性能会因温度和加压变形的影响而变化。
白口铸铁的柔化处理就是制造农具的重要工艺。
公元前六世纪,钢铁兵器逐渐被采用,为了提高钢的硬度,淬火工艺遂得到迅速发展。
中国河北省易县燕下都出土的两把剑和一把戟,其显微组织中都有马氏体存在,说明是经过淬火的。
随着淬火技术的发展,人们逐渐发现冷剂对淬火质量的影响。
三国蜀人蒲元曾在今陕西斜谷为诸葛亮打制3000把刀,相传是派人到成都取水淬火的。
这说明中国在古代就注意到不同水质的冷却能力了,同时也注意了油和尿的冷却能力。
中国出土的西汉(公元前206~公元24)中山靖王墓中的宝剑,心部含碳量为0.15~0.4%,而表面含碳量却达0.6%以上,说明已应用了渗碳工艺。
但当时作为个人“手艺”的秘密,不肯外传,因而发展很慢。
1863年,英国金相学家和地质学家展示了钢铁在显微镜下的六种不同的金相组织,证明了钢在加热和冷却时,内部会发生组织改变,钢中高温时的相在急冷时转变为一种较硬的相。
水溶性淬火剂
水溶性淬火剂产品特点:有逆溶性,易溶于水,改变浓度,能配成从水到油之间任何冷速的淬火液。
浓度易测易控。
通过控制浓度,可以获得长期稳定不变的淬火冷却特性。
有效寿命长,只需补充新液不作整槽更换。
不燃烧,无火灾危险。
淬火时无烟气,生产环境清洁。
对工件和淬火槽有防锈作用。
淬火后的工件可不清洗而直接回火。
可代替水淬油冷工艺,实现单液淬火。
适于各类钢件整体淬火,渗碳淬火、感应淬火以及铝合金固溶加热后淬火,能消除淬裂和软点,能获得高而均匀的表面硬度和足够的硬化深度,同时使淬火变形大大减少。
供货本公司PAG淬火介质,每桶净重200KG。
由供方委托货运送往客户指定地点。
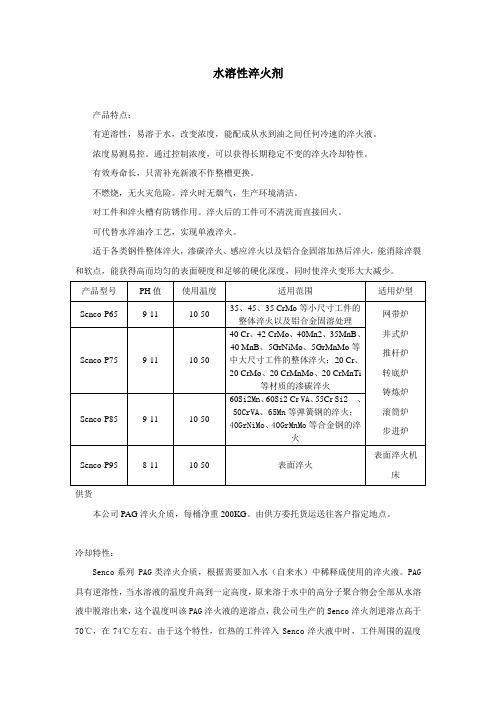
冷却特性:Senco系列 PAG类淬火介质,根据需要加入水(自来水)中稀释成使用的淬火液。
PAG 具有逆溶性,当水溶液的温度升高到一定高度,原来溶于水中的高分子聚合物会全部从水溶液中脱溶出来,这个温度叫该PAG淬火液的逆溶点,我公司生产的Senco淬火剂逆溶点高于70℃,在74℃左右。
由于这个特性,红热的工件淬入Senco淬火液中时,工件周围的温度立刻升高到逆溶点以上,使原来溶解在水溶液中的PAG脱溶出来,其中一部分黏附在工件表面上,形成一层聚合物包膜。
只有当工件表面温度低于74℃,这层包膜才会逐渐回溶到水中这层包膜的存在,会使工件的淬火冷却特性发生根本性的改变。
在相当于自来水中淬火沸腾冷却阶段,工件的热量只有通过包在表面上的聚合物膜才能散入淬火液中,因此,聚合物薄膜的存在可以减慢淬火冷却速度。
包膜越厚,冷却速度越慢,包膜越薄,冷却速度越快。
淬火工件表面的聚合物包膜可以通过改变思科淬火剂的浓度调节,淬火液的浓度越高,淬火时工件表面的聚合物包膜越厚,淬火时冷却速度越慢。
淬火液的浓度越低,淬火时在工件表面形成的包膜越薄,淬火时冷却速度越快。
因此,可以通过改变浓度获得从水到油的任何冷却速度的淬火介质,来满足不同热处理的需要。
从这种意义上讲,PAG淬火液不是一种淬火液,而是可以根据需要配置成很多种淬火液的一类淬火介质。
淬火介质的冷却曲线、冷却性能及选用
淬火介质的冷却曲线、冷却性能及选用选择淬火介质,应当同时兼顾到对淬火介质冷却特性、稳定性、可操作性、经济性和环保等方面的要求。
在这些要求中,最重要的是淬火介质的冷却特性。
本文将以推理方式入手,通过分析讨论,提出一套从冷却特性选择淬火介质的可实用的原则方法。
钢件淬火冷却,希望的效果有三:1.获得高而且均匀的表面硬度和足够的淬硬深度;2.不淬裂;3.淬火变形小。
选好用好淬火介质是同时获得这三项效果的基本保证。
当前,国内外多以国际标准方法(ISO9950)测定,并用冷却速度曲线来表征淬火介质的冷却特性。
但是,对特定工件(即在钢种、形状大小和热处理要求一定)的情况下,如何从冷却特性上去选择合适的淬火介质?在生产现场,一个淬火槽中往往要淬多种不同钢种、形状、大小和热处理要求的工件。
在这种情况下,如何选定它们共同适用的一种淬火液?一般的热处理车间,为满足所有工件的热处理要求,应当配备几种淬火液?──关于这类实际生产需要解决的问题,至今研究很少。
有人[1、2]做过一些工作,但都提不出系统实用的原则方法。
本文以过去工作为[4、6]基础,从讨论实际生产中一些工件"油淬不硬而水淬又裂"入手,通过推理和实例分析,提出了对特定工件按冷却速度分布选择淬火介质的方法,并进而确定了能供多种工件淬火的一种淬火液的选择原则。
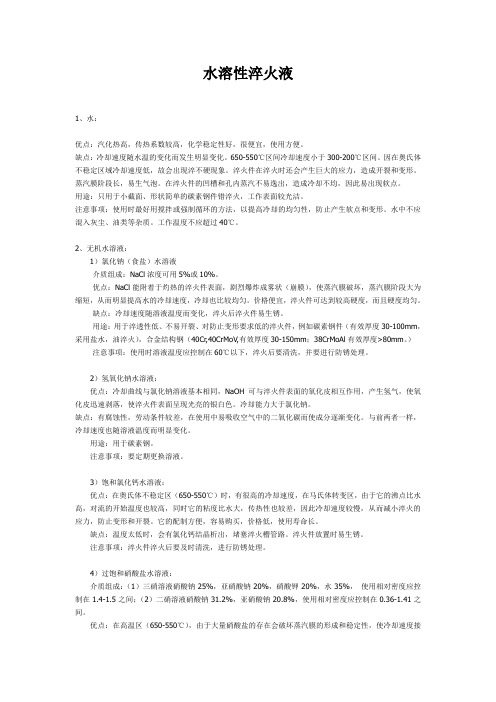
1 特定工件淬火的最低和最高冷却速度分布线从普通机油和自来水的冷却速度分布(如图1)可以看出,普通机油的冷却速度慢,因而不少工件在其中淬不硬;而自来水的冷却速度又太快,以致于多数钢种不能在其中淬火。
在图中,自来水和普通机油之间有一个宽广的"中间地带",只有普通机油和自来水的工厂,时常会遇到一些工件"油淬不硬而水淬又裂"的麻烦,原因就在这里。
可以推知,对于一种这样的工件,如果将机油的冷却速度提高,该工件淬火硬度也会相应提高。
我们假定,当机油的冷却速度提高到图2中带齿线水平时,该工件刚好可以得到要求的淬火硬度。
烟台水溶性pag淬火液
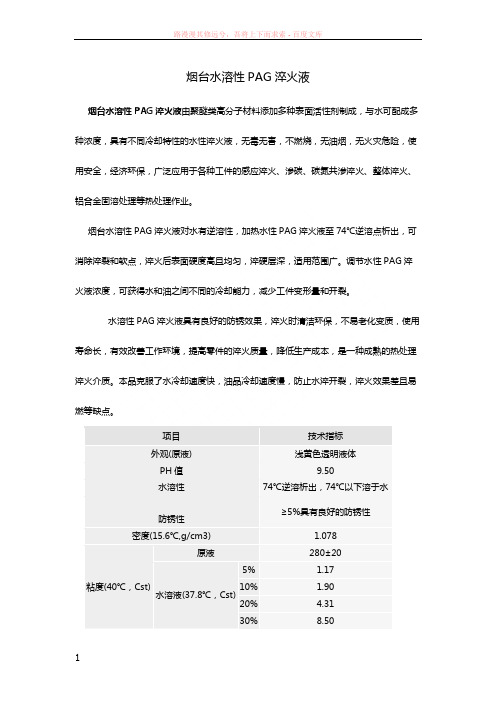
烟台水溶性PAG淬火液烟台水溶性PAG淬火液由聚醚类高分子材料添加多种表面活性剂制成,与水可配成多种浓度,具有不同冷却特性的水性淬火液,无毒无害,不燃烧,无油烟,无火灾危险,使用安全,经济环保,广泛应用于各种工件的感应淬火、渗碳、碳氮共渗淬火、整体淬火、铝合金固溶处理等热处理作业。
烟台水溶性PAG淬火液对水有逆溶性,加热水性PAG淬火液至74℃逆溶点析出,可消除淬裂和软点,淬火后表面硬度高且均匀,淬硬层深,适用范围广。
调节水性PAG淬火液浓度,可获得水和油之间不同的冷却能力,减少工件变形量和开裂。
水溶性PAG淬火液具有良好的防锈效果,淬火时清洁环保,不易老化变质,使用寿命长,有效改善工作环境,提高零件的淬火质量,降低生产成本,是一种成熟的热处理淬火介质。
本品克服了水冷却速度快,油品冷却速度慢,防止水淬开裂,淬火效果差且易燃等缺点。
项目技术指标外观(原液) 浅黄色透明液体PH值9.50水溶性74℃逆溶析出,74℃以下溶于水防锈性≥5%具有良好的防锈性密度(15.6℃,g/cm3) 1.078粘度(40℃,Cst)原液280±20 水溶液(37.8℃,Cst)5% 1.1710% 1.9020% 4.3130% 8.50采用符合ISO9950标准的IVF冷却速度测试仪测得不同浓度THIF-502水性PAG淬火液与水的冷却速度值对比如下表:淬火介质温度最大冷速(℃/S)300℃冷速(℃/S)水35℃221 102.4水性PAG淬火液5% 35℃205 87.9 10% 35℃170 61.4 20% 35℃129 36.8K油50℃101 14.0G油50℃92 6.52#机油50℃73 11.5 由上表可见,20%浓度以下的THIF-502水性PAG淬火液冷却速度介于水油间。
烟台水性PAG淬火液适用于锻钢,铸铁,铸钢以及冲压件等的淬火;渗碳钢20CrMo、20Cr、20CrMnTi等的渗碳淬火;碳素钢A3、08、10、35、45、55、35K等整体淬火或连续淬火;弹簧钢55CrSi、65Mn、50CrV、60Si2Mn等的整体淬火;磨具钢5CrMnMo、5CrNiMo、H13等的整体淬火;中低碳合金钢30CrMo、34CrNiMO、35CrMo、40Cr、40MnB、40CrNiMo、42CrMo、50CrNiMo等整体淬火或连续淬火;不锈钢1Cr13、2Cr13等的整体淬火;原来使用水淬油冷的淬火工艺可使用水性淬火液替代。
淬火冷却介质的特性曲线及应用
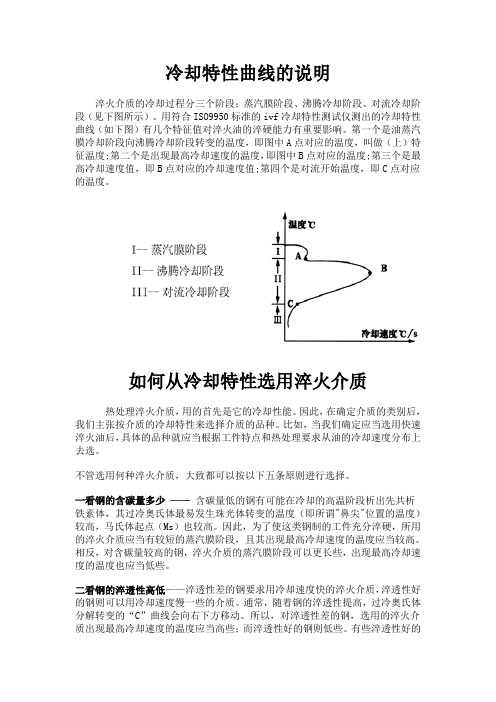
冷却特性曲线的说明淬火介质的冷却过程分三个阶段:蒸汽膜阶段、沸腾冷却阶段、对流冷却阶段(见下图所示)。
用符合ISO9950标准的ivf冷却特性测试仪测出的冷却特性曲线(如下图)有几个特征值对淬火油的淬硬能力有重要影响。
第一个是油蒸汽膜冷却阶段向沸腾冷却阶段转变的温度,即图中A点对应的温度,叫做(上)特征温度;第二个是出现最高冷却速度的温度,即图中B点对应的温度;第三个是最高冷却速度值,即B点对应的冷却速度值;第四个是对流开始温度,即C点对应的温度。
如何从冷却特性选用淬火介质热处理淬火介质,用的首先是它的冷却性能。
因此,在确定介质的类别后,我们主张按介质的冷却特性来选择介质的品种。
比如,当我们确定应当选用快速淬火油后,具体的品种就应当根据工件特点和热处理要求从油的冷却速度分布上去选。
不管选用何种淬火介质,大致都可以按以下五条原则进行选择。
一看钢的含碳量多少── 含碳量低的钢有可能在冷却的高温阶段析出先共析铁素体,其过冷奥氏体最易发生珠光体转变的温度(即所谓"鼻尖"位置的温度)较高,马氏体起点(Ms)也较高。
因此,为了使这类钢制的工件充分淬硬,所用的淬火介质应当有较短的蒸汽膜阶段,且其出现最高冷却速度的温度应当较高。
相反,对含碳量较高的钢,淬火介质的蒸汽膜阶段可以更长些,出现最高冷却速度的温度也应当低些。
二看钢的淬透性高低——淬透性差的钢要求用冷却速度快的淬火介质,淬透性好的钢则可以用冷却速度慢一些的介质。
通常,随着钢的淬透性提高,过冷奥氏体分解转变的“C”曲线会向右下方移动。
所以,对淬透性差的钢,选用的淬火介质出现最高冷却速度的温度应当高些;而淬透性好的钢则低些。
有些淬透性好的钢过冷奥氏体容易发生贝氏体转变,要避开其贝氏体转变,也要求有足够快的低温冷却速度。
三看工件的有效厚度大小——如果工件的表面一冷到Ms点,就立即大大减慢介质的冷却速度,则工件内部的热量向淬火介质散失的速度也就立即放慢,这必然使工件表面一定深度以内的过冷奥氏体冷不到Ms点就发生非马氏体转变,其结果,淬火后工件只有很薄的马氏体层。
弹簧水溶性淬火液

弹簧水溶性淬火液
弹簧水溶性淬火液(聚合物淬火波)作为无公害淬火液初次登台。
根据水的百分比能得到从水到油之间的冷却速度。
从某种意义上说,弹簧水溶性淬火液是万能淬火液,但在使用中注意下列三点:
1、浓度(%);
2、淬火液的温度(60C以下);
3、搅拌速度。
弹簧水溶性淬火液因为是以水为基础的,因此,要象使用水的方法一样使用它。
特别是搅拌速度不能太快,如果搅拌速度太快,具有聚合物特性(逆溶解性)的膜被破坏,冷却就不能顺利进行,把淬火油改用水溶液时,容器的容量必须增加一倍。
弹簧淬火槽两个,浓度分别是10~15%和20~25%,这样,做什么都很方便。
当用于高频淬火时,因为是喷射冷却,所以采用5~7%的浓度合适.当采用浸渍淬火时,必须使其不要一直冷却到底,并采用断续淬火,否则就将和水淬相同,有发生弹簧淬火裂纹的危险。
退火正火淬火回火秘籍

金属热处理是将金属工件放在一定的介质中加热到适宜的温度,并在此温度中保持一定时间后,又以不同速度冷却的一种工艺方法。
金属热处理是机械制造中的重要工艺之一,与其它加工工艺相比,热处理一般不改变工件的形状和整体的化学成分,而是通过改变工件内部的显微组织,或改变工件表面的化学成分,赋予或改善工件的使用性能。
其特点是改善工件的内在质量,而这一般不是肉眼所能看到的。
为使金属工件具有所需要的力学性能、物理性能和化学性能,除合理选用材料和各种成形工艺外,热处理工艺往往是必不可少的。
钢铁是机械工业中应用最广的材料,钢铁显微组织复杂,可以通过热处理予以控制,所以钢铁的热处理是金属热处理的主要内容。
另外,铝、铜、镁、钛等及其合金也都可以通过热处理改变其力学、物理和化学性能,以获得不同的使用性能。
在从石器时代进展到铜器时代和铁器时代的过程中,热处理的作用逐渐为人们所认识。
早在公元前770~前222年,中国人在生产实践中就已发现,铜铁的性能会因温度和加压变形的影响而变化。
白口铸铁的柔化处理就是制造农具的重要工艺。
公元前六世纪,钢铁兵器逐渐被采用,为了提高钢的硬度,淬火工艺遂得到迅速发展。
中国河北省易县燕下都出土的两把剑和一把戟,其显微组织中都有马氏体存在,说明是经过淬火的。
随着淬火技术的发展,人们逐渐发现冷剂对淬火质量的影响。
三国蜀人蒲元曾在今陕西斜谷为诸葛亮打制3000把刀,相传是派人到成都取水淬火的。
这说明中国在古代就注意到不同水质的冷却能力了,同时也注意了油和尿的冷却能力。
中国出土的西汉(公元前206~公元24)中山靖王墓中的宝剑,心部含碳量为0.15~0.4%,而表面含碳量却达0.6%以上,说明已应用了渗碳工艺。
但当时作为个人“手艺”的秘密,不肯外传,因而发展很慢。
1863年,英国金相学家和地质学家展示了钢铁在显微镜下的六种不同的金相组织,证明了钢在加热和冷却时,内部会发生组织改变,钢中高温时的相在急冷时转变为一种较硬的相。
淬火冷却介质的特性曲线及应用
冷却特性曲线的说明淬火介质的冷却过程分三个阶段:蒸汽膜阶段、沸腾冷却阶段、对流冷却阶段(见下图所示)。
用符合ISO9950标准的ivf冷却特性测试仪测出的冷却特性曲线(如下图)有几个特征值对淬火油的淬硬能力有重要影响。
第一个是油蒸汽膜冷却阶段向沸腾冷却阶段转变的温度,即图中A点对应的温度,叫做(上)特征温度;第二个是出现最高冷却速度的温度,即图中B点对应的温度;第三个是最高冷却速度值,即B点对应的冷却速度值;第四个是对流开始温度,即C点对应的温度。
如何从冷却特性选用淬火介质热处理淬火介质,用的首先是它的冷却性能。
因此,在确定介质的类别后,我们主张按介质的冷却特性来选择介质的品种。
比如,当我们确定应当选用快速淬火油后,具体的品种就应当根据工件特点和热处理要求从油的冷却速度分布上去选。
不管选用何种淬火介质,大致都可以按以下五条原则进行选择。
一看钢的含碳量多少── 含碳量低的钢有可能在冷却的高温阶段析出先共析铁素体,其过冷奥氏体最易发生珠光体转变的温度(即所谓"鼻尖"位置的温度)较高,马氏体起点(Ms)也较高。
因此,为了使这类钢制的工件充分淬硬,所用的淬火介质应当有较短的蒸汽膜阶段,且其出现最高冷却速度的温度应当较高。
相反,对含碳量较高的钢,淬火介质的蒸汽膜阶段可以更长些,出现最高冷却速度的温度也应当低些。
二看钢的淬透性高低——淬透性差的钢要求用冷却速度快的淬火介质,淬透性好的钢则可以用冷却速度慢一些的介质。
通常,随着钢的淬透性提高,过冷奥氏体分解转变的“C”曲线会向右下方移动。
所以,对淬透性差的钢,选用的淬火介质出现最高冷却速度的温度应当高些;而淬透性好的钢则低些。
有些淬透性好的钢过冷奥氏体容易发生贝氏体转变,要避开其贝氏体转变,也要求有足够快的低温冷却速度。
三看工件的有效厚度大小——如果工件的表面一冷到Ms点,就立即大大减慢介质的冷却速度,则工件内部的热量向淬火介质散失的速度也就立即放慢,这必然使工件表面一定深度以内的过冷奥氏体冷不到Ms点就发生非马氏体转变,其结果,淬火后工件只有很薄的马氏体层。
水溶性淬火液
水溶性淬火液1、水:优点:汽化热高,传热系数较高,化学稳定性好,很便宜,使用方便。
缺点:冷却速度随水温的变化而发生明显变化。
650-550℃区间冷却速度小于300-200℃区间。
因在奥氏体不稳定区域冷却速度低,故会出现淬不硬现象。
淬火件在淬火时还会产生巨大的应力,造成开裂和变形。
蒸汽膜阶段长,易生气泡。
在淬火件的凹槽和孔内蒸汽不易逸出,造成冷却不均,因此易出现软点。
用途:只用于小截面、形状简单的碳素钢件错淬火,工作表面较光洁。
注意事项:使用时最好用搅拌或强制循环的方法,以提高冷却的均匀性,防止产生软点和变形。
水中不应混入灰尘、油类等杂质。
工作温度不应超过40℃。
2、无机水溶液:1)氯化钠(食盐)水溶液介质组成:NaCl浓度可用5%或10%。
优点:NaCl能附着于灼热的淬火件表面,剧烈爆炸成雾状(崩膜),使蒸汽膜破坏,蒸汽膜阶段大为缩短,从而明显提高水的冷却速度,冷却也比较均匀。
价格便宜,淬火件可达到较高硬度,而且硬度均匀。
缺点:冷却速度随溶液温度而变化,淬火后淬火件易生锈。
用途:用于淬透性低、不易开裂、对防止变形要求低的淬火件,例如碳素钢件(有效厚度30-100mm,采用盐水,油淬火),合金结构钢(40Cr,40CrMoV,有效厚度30-150mm;38CrMoAl有效厚度>80mm。
)注意事项:使用时溶液温度应控制在60℃以下,淬火后要清洗,并要进行防锈处理。
2)氢氧化钠水溶液:优点:冷却曲线与氯化钠溶液基本相同,NaOH可与淬火件表面的氧化皮相互作用,产生氢气,使氧化皮迅速剥落,使淬火件表面呈现光亮的银白色。
冷却能力大于氯化钠。
缺点:有腐蚀性,劳动条件较差,在使用中易吸收空气中的二氧化碳而使成分逐渐变化。
与前两者一样,冷却速度也随溶液温度而明显变化。
用途:用于碳素钢。
注意事项:要定期更换溶液。
3)饱和氯化钙水溶液:优点:在奥氏体不稳定区(650-550℃)时,有很高的冷却速度,在马氏体转变区,由于它的沸点比水高,对流的开始温度也较高,同时它的粘度比水大,传热性也较差,因此冷却速度较慢,从而减小淬火的应力,防止变形和开裂。
水溶性淬火液

水溶性淬火液
水溶性淬火液,无闪点,取代水淬和油淬所难以达到的深度淬火要求,硬度高而均匀,防止开裂,不燃烧、无烟气、无火灾危险,无污染,使用寿命长;相当于同类产品:美国UCOM A淬火液;好富顿251淬火液。
稀释比例1:10~20,也可依不同要求增减。
一、水溶性淬火液参数:
二、水溶性淬火液相关推荐:
三、水溶性淬火液知识分享:
矿物基础油组分的结构对切削液性能的影响
如果要想知道矿物油组分对切削液性能的影响,必须先了解矿物油组分的结构特点,矿物油的分子结构特点是具有较长的碳链和对称性。
结构对矿物型基础油的某些物理性质有明显影响:增加链的长度,使粘度增大、凝点增高、粘温特性变好;增加链的分支使凝点降低、粘温特性变差;支链的位置越靠近主链中部凝点越低,但粘温特性越差;环状基团特别是环烷烃使粘度增大,但对粘度指数有相反的影响。
环烷烃系碳氢化合物对添加剂的溶解能力较
佳,而在氧化安定性方面不及链烷烃系。
从分子结构对矿物基础油的上述物理性质的影响可看出,单纯从烃分子的结构来改进其性能受到很大制约:当改变分子结构使某一性质改善时,往往另一性质就变差。
热处理中的淬火剂的选择与使用
热处理中的淬火剂的选择与使用热处理是指通过加热和冷却的工艺手段来改变材料的性能和组织结构,以提高材料的硬度、强度和耐磨性等特性。
而淬火剂作为热处理过程中的重要组成部分,对于材料的淬火效果起着决定性的作用。
在热处理中,淬火剂的选择与使用是至关重要的,本文将从淬火剂的分类、选择原则和正确使用等方面进行探讨。
一、淬火剂的分类淬火剂是指在材料的加热过程中通过冷却使其迅速达到所需硬度的介质。
根据淬火剂的性质和成分,可以将其分为以下几类:1. 水:水是最常用的淬火剂之一,其具有良好的冷却性能,对于低碳钢等低合金钢材料的淬火效果较好。
然而,水的冷却速度较快,易造成材料表面的裂纹和变形,因此需要注意控制水的温度和冷却时间。
2. 水溶液淬火剂:在水中加入适量的盐类或氨水等物质,可以显著提高淬火效果。
这种淬火剂既具有水的冷却性能,又能够减缓冷却速度,降低材料的变形和表面裂纹的风险。
3. 油:与水相比,油的冷却速度较慢,适用于高碳合金钢和工具钢等材料的淬火。
油的使用可以减少材料的变形和裂纹的风险,但对于某些材料来说,淬火效果可能不理想。
4. 气体淬火剂:通过对材料进行气体吹扫,使其快速冷却达到所需硬度。
这种淬火剂适用于特殊的材料和工艺要求,可以减少材料的变形和表面缺陷。
二、淬火剂的选择原则在选择淬火剂时,需要考虑以下几个方面的因素:1. 材料的性质:不同的材料对淬火剂有不同的要求。
例如,碳含量较低的材料适合使用水或水溶液淬火剂,而碳含量较高的材料则适合使用油。
2. 淬火效果的要求:根据材料的硬度、强度和耐磨性等要求,选择适合的淬火剂。
如果要求材料具有较高的硬度和强度,通常选择冷却速度较快的淬火剂。
3. 工艺条件:考虑淬火剂的供应和处理设备的可行性。
根据工艺要求和设备条件选择合适的淬火剂。
4. 生产成本:不同的淬火剂有着不同的成本,需要综合考虑经济效益。
根据生产成本和淬火效果的要求,选择性价比较高的淬火剂。
三、淬火剂的正确使用正确的淬火剂使用是保证热处理质量和材料性能的关键。
水溶性淬火液
水溶性淬火液
一、 【水溶性淬火液介绍:】
水溶性淬火液即加美润滑油水溶性淬火液,无闪点,硬度高而均匀,诚邀合作加盟。
防止开裂,不燃烧、无烟气,并且和各大500强厂家一直保持合作关系
二、 【水溶性淬火液技术资料】
资料(1)
名称 水溶性淬火液 资料(2)
别名 加美切削液 资料(3)
品牌 加美润滑油 资料(4)
型号 JAMA —半合成切削液 资料(5)
特性 具有防锈、清洗、极压性能,适用于金属加工、切削等过程中作为冷却液使乳化油主要用于综采工作面的液压支架中。
资料(6)
热线 百度下 加美公司切削液
三、 【水溶性淬火液相关产品特性】
四、【加美切削液格言分享】:
人生照例是一场值得一搏的争衡,然而它的奖品是拼斗。
—— 拉尔夫·詹 人生最大的骄傲,就是在成年时实现童年的梦想。
—— 马佳
人生在世,事业为重。
一息尚存,绝不松劲。
—— 吴玉章
水溶性淬火液
使用 注意事项:使用时最好用搅拌或强制循环的方法,以提高冷却的均匀性,防止产生软点和变形。
水中不应混入灰尘、油类等杂质。
工
作温度不应超过40℃。
大型锻件采用水溶性淬火介质淬火的工艺控制
大型锻件采用水溶性淬火介质淬火的工艺控制左永平;林天泉;郑益;王涛;周起光【摘要】介绍了大型锻件采用水溶性淬火介质进行淬火的工艺控制要点,其关键就是在保证足够淬硬层的情况下如何尽量减少复杂的热应力和组织应力,提高锻件质量.【期刊名称】《大型铸锻件》【年(卷),期】2010(000)001【总页数】5页(P20-24)【关键词】大型锻件;热处理;淬火介质;工装【作者】左永平;林天泉;郑益;王涛;周起光【作者单位】南京科润工业介质有限公司,江苏,211100;南京科润工业介质有限公司,江苏,211100;南京科润工业介质有限公司,江苏,211100;南京科润工业介质有限公司,江苏,211100;南京科润工业介质有限公司,江苏,211100【正文语种】中文【中图分类】TG156大型锻件常用的淬火冷却方式有很多,如静止空气冷却、鼓风冷却、喷雾冷却、油冷、水冷、喷水冷却及水淬油冷、空-油冷却(延迟淬冷)、水-油双介质淬火、油-空双介质淬火等。
而这些冷却方式并不能完全满足大型锻件的淬火要求,需要相应的淬火介质和冷却方式配合完成大型锻件的淬火目的。
近年来,国内外研制开发了一批新的淬火介质,其中主要是水溶性有机聚合物类。
如聚二醇(PAG)、聚乙烯醇(PVA)、聚乙烯基吡咯烷酮(PVP)、聚丙烯酸钠(ACR)和羧甲基纤维素(CMC)等。
这些介质通过改变浓度、温度和搅拌方式能使其冷却能力在很大范围内变化,具有介于水和油之间的冷却能力[1-4]。
其中KERUN®系列水溶性淬火介质即是这类开发产物。
1 大型锻件原材料对锻后热处理的要求大型锻件在服役环境下大多承受较大的应力,对工件的综合力学性能要求较高,一般选择淬透性较好的合金钢,如40Cr、50Mn、35CrMo、42CrMo、40CrMnMo、42CrMo4、34CrNiMo6、5CrNiMo、H13(4Cr5MoSiV1)等。
为充分发掘材料的潜力,大型锻件一般都需要进行热处理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
水溶性淬火液的选择原则
在水(及水溶液)中淬火的主要危险是淬裂,而降低水性淬火液的"300℃冷速"则可以减小这种危险。
水性淬火剂(液)的"300℃冷速"越低,防止淬裂的能力就越强,因而适用的钢种和工件就越多[5]。
如果将多种工件的最高冷速分布曲线画在一起,同样可以画出它们共同的第II区的右边界线,得到的也是这样的结论。
当水或水溶液液温过高时,比如通常超过60℃后,淬火冷却的蒸气膜阶段显著增长,蒸气膜相当稳定,这时用于工件淬火,冷却速度曲线容易从上方进入其第Ⅲ冷速区,从而引起淬火硬度不足和大的变形。
所以,使用水性淬火液应当控制好液温,一般以平均液温不超过60℃为宜。
当淬火液的品种确定后,生产中还可以通过调节淬火液浓度、液温和与工件的相对流速来改变工件淬火时的冷却速度分布,以适应生产的需要。
这方面的规律和方法可参考其它有关资料。
由上述分析可知,普通机油(如32号机油)冷却能力并不高,却可适于某些类工件淬火;普通自来水冷却很快,却仍可适于另外某些类工件淬火。
由于在普通机油与自来水的冷却速度分布曲线之间有很宽广的空白地带,只配备普通机油和自来水是不够的。
那么,一般机械厂的热处理车间应当配备哪几种淬火液,才能满足大多数工件的淬火需要呢?根据
前面的分析讨论,建议为普通热处理车间配备以下四种淬火液(槽):
1.将普通机油换成一种快速淬火油,其冷却特性应为:淬火冷却的蒸气膜阶段短,对流开始温度低,且最高冷速大。
2.一种性能稳定、可操作性强的水溶性淬火液,其30℃液温,不搅动情况下的300℃冷速在20~30℃/s之间。
3.一种性能稳定、可操作性强的水溶性淬火液,其30℃液温,不搅动情况下的300℃冷速在50~70℃/s之间。
4.自来水
如果所处理的工件种类不太多,也可以用一种300℃冷速在30~50℃/s之间的水溶性淬火液代替2、3两种淬火液,即共配制三种淬火液(槽)。
4 结论──从冷却速度选择淬火介质的原则
通过本文的分析可以说明:
1.为什么同一种工件可以在多种不同冷却特性的淬火介质
中淬火而都达到该工件的热处理要求。
2.为什么多种不同的工件可以在同一种淬火介质中淬火而
都达到各自的热处理要求。
3.特定工件选择淬火介质应同时从五方面加以考虑:一看钢的碳含量多少,二看钢的淬透性高低,三看工件的有效厚度,四看工件的形状复杂程度,五看允许的变形大小。
4.对淬火用油,从冷却速度分布上看,它的蒸气膜阶段越短,对流开始温度越低,最高冷速越大,则该种油适用的钢种和工件就越多。
5.对水性淬火液,从冷却速度分布曲线上看,它的300℃冷却速度越低,则它适用的钢种和工件就越多。