喂丝球化处理
喂丝球化工艺在球墨铸铁生产线上的应用

喂丝球化工艺在球墨铸铁生产线上的应用张 军1,解戈奇2,权国英1,薛 挺1,秦 剑1(1. 陕西金鼎铸造有限公司,陕西宝鸡 722405;2. 陕西远大新材料技术有限公司,陕西咸阳 713800)摘要:通过控制原铁液中反球化元素的含量,尤其是S、Ti含量,并辅以优质包芯线,分别采用双线喂丝球化、单线喂丝球化处理及含钡孕育剂,有效防止了球化衰退,而且提高了铸件综合性能,改善了铸造环境,简化了操作流程,节约了生产成本。
关键词:球墨铸铁;双线喂丝工艺;单线球化处理;包芯线;成本控制作者简介:张军(1988-),男,助理工程师,学士,主要从事铸造熔炼工艺制定工作。
E-mail: zhangjun@ 中图分类号:TG 255文献标识码:A文章编号:1001-4977 (2019)02-0128-04收稿日期:2018-09-13收到初稿,2018-12-29收到修订稿。
近年来,随着球墨铸铁件在制造业中越来越广泛的应用,球墨铸铁的生产技术也在不断提高,以满足国内外用户对球墨铸铁件提出的高标准高要求。
在球墨铸铁的生产过程中,球化处理是生产球墨铸铁的关键。
国内外部分大型企业都在进行喂丝法处理球墨铸铁的技术研究、开发和应用,喂丝法生产球墨铸铁的技术也日渐成熟,并取得了不错的成绩,其经济性与球化品质的可靠性及可控性已为愈来愈多的企业所重视。
1 喂丝法处理球墨铸铁的工艺及质量控制要点喂丝法的原理:将一定成分、一定粒度的球化剂,经卷线设备包裹在一定厚度、宽度的钢皮内,形成适当强度、填充率的电缆状包芯线卷,利用自动化喂丝装置,以一定速度喂入带有包盖的处理包中,实现球化处理的工艺。
其实质是以喂丝的方式,以钢带作为载体将球化剂以一定的速度送入处理包底,实现球化剂的加入过程[1]。
喂丝球化处理流程见图1。
根据镁在包芯线中的不同形态,市场上有两种包芯线。
一种是物理混合法配制,就是将经过特殊处理的纯镁颗粒和其他合金材料机械混合而成,其优点是成本低,氧化镁含量低,球化反应迅速,镁吸收率能够保证;缺点是成分均匀性难控制,镁是以单质形式进入铁液中,爆发剧烈。
喂丝球化处理法在低温球墨铸铁件生产的应用

W ANG Xi a o - we i , ZHU Ha o -y u, ZHANG S he n g, HUANG We i , YI N Zuo — hu
( Wu x i N o v e l S p e c i a l M e t a l C o . , L t d . , Wu x i 2 1 4 0 0 0 , C h i n a )
喂丝球化处理 法在低温球墨铸铁件 生产 的应用
王小伟 , 朱浩宇 , 张 胜, 黄 伟, 殷作虎
无锡 2 1 4 0 0 0 ) ( 无锡永新特种金属有限公司 , 江苏
摘要 : 介绍了喂丝法生产低温球铁的主要优点 、 喂丝设备和处理站的设计 。叙述风 电铸件 Wi k o v 箱体和 1 . 5 MW 轮毂 的 力学性能要求 、 成分控制 以及用喂丝法生产的结果 , 说明喂丝法是 一种值得推广 的球化处理新工艺。 关键词 : 球 墨铸铁 ; 低温冲击性能 ; 喂丝法 ; 风 电铸件
风力发 电设备 的主要构件包括安装 叶片 的 轮毂 、 底座 、 齿轮箱 、 主框架 等 , 1 ~ 2 M W 机组 的 铸件 质量 为 2 5 ~ 3 5 t , 4 . 5 MW 风 力发 电机组 的铸
件约 为 5 0 ~ 7 0 t 。 由于风 力发 电机组 多 建 于海 边
A p p l i c a t i o n o f C o r e d - Wi r e I n j e c t i o n N o d u l a r i z i n g P r o c e s s i n P r o d u c t i o n o f L o w- T e mp e r a t u r e
喂线法球化处理及变质处理工艺的应用

( L o n g n a n L o n g y i He a v y Ra r e Ea r t h S c i e n c e - T e c h n o l o g y C o . , L t d . , Ga n z h o u 3 4 1 7 0 0 , C h i n a )
A p p l i c a t i o j e c t i o n P r o c e s s i n N o d u l a r i z i n g T r e a t me n t a n d M o d i f y i n g T r e a t me n t
喂线 法球化处理及变质处理工艺 的应 用
刘燕平 , 杨 宇鹏 , 钟伟 昌, 郭 萌
( 龙 南龙 钇 重 稀 土 科 技 股 份 有 限 公 司 , 江西 赣州 3 4 1 7 0 0 )
摘要 : 介绍了喂线球化 、 孕育处理 以及喂线净化变质处理技术的特点及其优点。比较了冲入法与喂线法工艺用于 Q T 4 5 0 — 1 0
K e y wo r d s : c o r e d - w i r e i n j e c t i o n n o d u l a r i z i n g t r e a t me n t ; c o r e d - w i r e i n j e c t i o n m o d i  ̄i n g t r e a t m e n t ; p o u r  ̄v e r n o d u l a r i z i n g t r e a t m e n t
喂丝球化球化线速度计算方法

喂丝球化球化线速度计算方法
丝球化球化线速度的计算方法可以通过以下步骤进行:
1. 测量丝的直径:使用一个直尺或测量仪器测量丝的直径,确保取得准确的数值。
2. 计算球化丝的直径:根据丝的直径,可以计算出球化丝的直径。
球化丝的直径一般是丝的直径的两倍。
3. 计算球化线速度:球化线速度可以通过以下公式计算得出:球化线速度= π * 球化丝的直径 * 每秒转数
其中,π取近似值3.14,每秒转数是指每秒钟丝线经过的圈数。
注意:球化线速度的单位通常是米/秒,因此需要确保直径
的单位和每秒转数的单位一致。
4. 根据实际情况,对球化线速度进行调整和修正。
根据丝球化的工艺和设备参数,可能还需要考虑一些修正因素,如摩擦力、张力等。
以上是一种简单的计算丝球化线速度的方法,需要根据具体情况进行调整和修正。
若是进行更精确的计算,可能需要考虑更多的因素,并使用更复杂的公式和计算方法。
喂线法球化处理时喂线速度的确定

只有 0. 3~ 0. 4 mm , 因此温度升高会更快, 当形成 的粘铁层完全熔化, 钢带直接与铁水接触, 整个钢带 的温度进一步升高, 达到其熔点温度时, 钢带便逐渐 被溶解, 如图 3 所示。
4 数学模型的建立与处理
4. 1 温度场数学模型 钢带熔化过程基本上可看作是一个不稳定的导108辽来自工学院学报第 25 卷
图 1 喂线法球化处理过程
2 芯线表面粘铁层的形成及溶解过程
芯线喂入铁水以前为室温, 与铁水接触将产生 约为 1 400 ℃~ 1 500 ℃的温度差和巨大的温度梯 度, 铁水在芯线的激冷作用下, 以芯线外层钢带为基 底, 形成凝固层, 随着时间的推移, 该凝固层将增厚, 由于周围铁水温度很高, 形成的凝固层的温度也随 之而升高, 当凝固层的温度达到铁水温度时, 其厚度 达到最大值, 之后, 该凝固层转入熔化阶段, 其过程 如图 2 所示。
式 中: [ K ], [N ]分别为温度刚度矩阵和热容矩阵; {T }为未知温度列向量; {P }为等式右端项组成的列
向量
4. 2. 1 初始条件的确定 喂线过程中, 合金芯线
受到铁水的烘烤作用, 温度不再是室温, 假定芯线初
始温度为 100 ℃; 铁水在芯线钢带熔化的时间内温
度损失很小, 可以忽略不计, 即初始温度为铁水出炉
而芯剂自身也非紧密接触不同粉料间也存在间隙所以在不同温度的粉料之间是以辐射与传导方式进行热量传递的热流分布状况如图芯线表面粘铁层的形成及溶解过程芯线喂入铁水以前为室温与铁水接触将产生约为500的温度差和巨大的温度梯铁水在芯线的激冷作用下以芯线外层钢带为基形成凝固层随着时间的推移由于周围铁水温度很高形成的凝固层的温度也随之而升高当凝固层的温度达到铁水温度时其厚度达到最大值之后该凝固层转入熔化阶段其过程如图钢带熔解的传热传质过程球墨铸铁铁水的含碳量通常为而芯线的包覆材料为低碳钢带所以与铁水之间存在很大的碳的浓度差
喂丝球化在离心球墨铸铁管生产中的应用

取样做化学成分分析, 球化处理后取样做化学成分分析,
退 火 处 理 后 取 样 进 行 金 相 、性 能 分 析 、水 压 试 验 。球 化 前 、
后 的 化 学 成 分 均 用 德 国 GS1000 型 直 读 光 谱 仪 测 定 ; 抗 拉
强 度 用 WE- 100 液 压 式 万 能 试 验 机 测 定 ; 硬 度 用 HB—
喂丝球化是先将欲加入铁水中的球化剂破碎成一定 的粒度, 然后用薄钢带将其包裹成一条具有任意长度的
“ 包 芯 线 ”, 之 后 , 借 助 于 喂 线 机 , 使 其 以 预 定 的 数 量 和 一 定 的速度穿过渣层, 到达盛有铁水的铁水包底部附近, 随着 钢带在该处的不断熔化,其所包裹的球化剂将进入钢水或 铁水中, 通过球化剂其周围铁水的相互作用, 从而达到对 铁水球化处理的目的。喂丝球化球化剂加入量少, 球化时 产生杂质少, 同时喂线球化处理后的渣为碱性渣, 易与铁 液分离。喂丝球化在相对封闭的处理站进行, 球化处理产 生 的 镁 烟 雾 、灰 尘 等 , 可 在 处 理 点 集 中 由 排 风 机 抽 走 , 经 布袋除尘后向车间外排放, 大大改进劳动条件和作业环 境。 3 铸管公司的喂丝球化工艺实践
喂丝球化处理工艺10优势

喂丝球化处理工艺10优势
1、效率高。
喂丝工艺出炉温度可降低20-30℃,单炉次可节省时间3-5分钟。
2、温降小。
喂丝工艺包内温度降低60-80℃,冲入法包内温度降低80-120℃。
3、吸收好。
喂丝工艺球化吸收率可达到90%以上,冲入法吸收率约40%-50%。
4、用量少。
喂丝工艺球化剂用量一般在0.5-0.7%,冲入法一般在1.2-1.5%。
5、成本低。
喂丝工艺直接材料成本减少约5%,综合成本降低约10%。
6、铁液净。
喂丝工艺处理后铁液纯度高,渣量少,减少一次拔渣,降低劳动强度,提高工作效率。
7、定量准。
喂丝工艺是根据铁水量计算球化剂用量,可精确定量控制Mg残,冲入法是预估铁水量添加球化剂,Mg残不可控。
8、效果佳。
喂丝工艺是边喂丝边球化,铁液搅拌均匀,球化质量稳定可靠。
9、性能优。
石墨球数量多、球径小,球化级别明显改善,机械性能显著提高。
10、环境美。
喂丝工艺镁光及烟尘污染大为减轻且易集中处理,改善现场作业环境。
【精品】几种球化处理比较介绍

几种球化处理比较介绍各种球化处理方法述评发布时间:2012-06-26 07:01:42 浏览次数:217来源:张忠仇,李克锐( 郑州机械研究所,河南,郑州,450052 )摘要:球化处理是生产高质量球铁件的重要环节之一。
通过对国内外球化处理方法的介绍和分析,提出应按照球化剂种类、铸件大小,产量规模、生产方法和环保等条件选择最合适的球化处理方法,逐步改变我国大多数工厂只采用冲入法球化处理的状况。
关键词:球墨铸铁;球化处理方法球化处理是生产高质量球铁件的重要环节之一,我国大多数工厂只采用敞口包冲入法球化处理工艺。
这种方法,球化剂烧损大、镁的回收率低,球化不稳定,特别是镁光烟雾,造成铸造车间环境污染。
人们也在寻求别的途径进行球化处理,如盖包、转包、喂线等等。
某些工厂经过摸索,积累了很好的经验,不断改进,取得很好效果,但也有相当一部分工厂,由于没有掌握要领,采用新方法出现了这样那样的问题,又重新采用冲入法处理。
全国铸铁及熔炼专委会在征求部分专家的意见后,认为有必要在第八届学术会议上展开重点研讨。
1、铸铁石墨球化有关问题自1948年英国莫勒Morrogh和美国INCO公司宣布往铸铁中加入稀土元素铈和镁获得球状石墨,并在1949年开始生产球墨铸铁以来,人们从实践中认识到,使铸铁石墨球化的元素,主要是镁,其它元素(稀土、钙、锂、锶等)在不同条件下虽也有一定的球化能力,但只是用于抑制干扰元素的影响,起辅助球化作用,过量反而会影响球墨的圆整度,影响球化,起不良作用。
郑州机械研究所早在上世纪70~80年代就开始进行稀土、镁元素对铸铁变质作用的研究。
试验表明,镁是最好的球化元素,单独用稀土处理,也能球化,但稀土元素球化效果不好、球形差,易出现各种变态石墨、白口倾向大。
球化剂中含少量稀土元素能降低保证球化的残余镁量,增加石墨球数,消除干扰元素的作用和减少氧化夹杂,因此球化剂应以镁为主,辅以少量稀土。
[1]国外研究工作者如Lalich[2]、Barton[3]也得出了同样的试验结果。
2012。球化剂的选用及球化处理_2012-04-28 16.12
球化剂选用及球化处理1、球化剂的选用现在球化处理仍然是以普通冲入法为主,下面讨论球化剂的选用就是针对普通冲入法用的稀土硅铁镁合金。
球化剂质量的优劣及合理选用球化剂影响球铁的质量及球化处理成本,合理选用球化剂应考虑以下几方面。
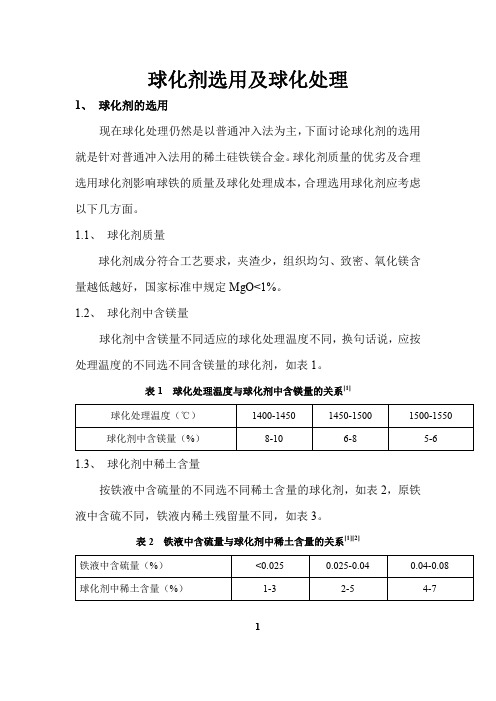
1.1、球化剂质量球化剂成分符合工艺要求,夹渣少,组织均匀、致密、氧化镁含量越低越好,国家标准中规定MgO<1%。
1.2、球化剂中含镁量球化剂中含镁量不同适应的球化处理温度不同,换句话说,应按处理温度的不同选不同含镁量的球化剂,如表1。
表1 球化处理温度与球化剂中含镁量的关系[1]1.3、球化剂中稀土含量按铁液中含硫量的不同选不同稀土含量的球化剂,如表2,原铁液中含硫不同,铁液内稀土残留量不同,如表3。
表2 铁液中含硫量与球化剂中稀土含量的关系[1][2]表3 原铁液含硫量与稀土残留量的关系[1][2]1.4、球化剂的粒度球化剂的颗粒度与一次处理铁液量或与球化处理包的容量有关,如表4。
表4 球化剂的粒度与一次处理铁液量的关系[1][2]2、球化处理方法2.1、敞口包冲入法(普通冲入法)敞口包冲入法(以下简称冲入法)国内外早期应用均比较广泛,国内1965年以后逐渐用冲入法代替压力加镁法,直到现在,球铁的生产中仍然是冲入法比较普遍,特别是汽车零件、农机件等一般球铁件的生产中。
冲入法应用40多年至今还广泛应用,说明它有许多优点,现在看,冲入法也存在有不少问题或者说是缺点。
2.1.1、冲入法的优点冲入法的优点,主要有:能满足球铁生产的要求,生产出优质铸件;设备简单,投资少;操作简便、安全,工人容易掌握。
2.1.2、冲入法的缺点冲入法的缺点,主要有:球化质量的稳定性差,稳定生产高档球铁件需寻求球化质量更稳定的新的球化处理方法;镁的吸收率低,球化剂的加入量大,处理过程,铁液降温多;球化过程产生的烟尘处理比较困难,不能满足环保的要求。
2.2、盖包冲入法盖包冲入法(以下简称盖包法)是在冲入法铁液包上面设计一个带有注入孔的包盖。
铸造铁液球化处理常用方法介绍
据中国铸造协会统计,2018年,我国球墨铸铁(包括蠕墨铸铁)产量达1415万吨,占铸件总产量的28.7%,与往年同比增长2.9%。
对铁液进行球化处理是获得球墨铸铁件的关键工艺环节,直接影响球墨铸铁材料的内在质量和使用性能。
因此,深入系统地探索铁液球化工艺、技术及装备具有重要的实际意义。
目前,国际国内铸造行业生产中常用的球化处理方法有:压力加镁法、冲入法、转包法、型内球化法、喂丝球化法和盖包法。
1压力加镁法(Adding magnesium by pressure)压力加镁法是21世纪50年代开始采用的一种球化处理方法。
镁的沸点很低,球化处理时容易在铁液中发生剧烈的反应,镁的吸收率很低。
压力加镁法的原理是使镁周围介质的压力增加,镁的沸腾温度相应提高,镁的烧损减少,从而提高镁的吸收率。
加镁处理有两种建立压力的方法:即外加压式和自建压力式。
(1)早期使用的外压式,是将盛满铁液的铁液包放在密闭的压力罐内,通过压缩空气或氮气来建立所需的压力;(2)利用镁蒸气在铁液包内自建压力。
后者是把纯镁加入密封的铁液包内,镁在铁液包内迅速产生大量镁蒸气,镁蒸气通过铁液时一部分被铁液吸收,另一部分逸出并迅速在包内空间建立起与铁液温度相应的饱和蒸气压,这时镁就不再沸腾汽化而损失了。
■工艺优点使用纯镁进行球化处理,镁的吸收率高,可达70%~80%,处理过程中的劳动环境较好。
缺点是,设备费用比较高;操作复杂、严格;处理时间长,铁液降温多;球化处理时压力大,容易发生工伤事故。
2冲入法(Pour-over nodularizing treating process)冲入法是目前在国内外应用最广泛的球化处理方法,所使用的处理包通常是堤坝式浇包。
冲入法使用含镁量较低的合金球化剂,以减缓铁液和镁之间反应的激烈程度,减少镁蒸气的挥发速率。
球化处理时,首先将球化剂装入堤坝一侧,上面覆盖硅铁合金,稍加紧实,然后再覆盖无锈铁屑或草木灰、苏打等覆盖剂,铁液温度过高时可盖铁(钢)板。
喂丝法生产耐低温冲击球墨铸铁的应用
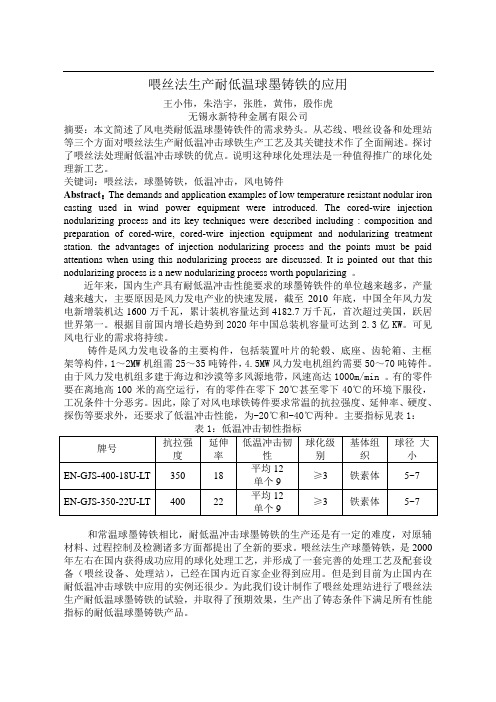
喂丝法生产耐低温球墨铸铁的应用王小伟,朱浩宇,张胜,黄伟,殷作虎无锡永新特种金属有限公司摘要:本文简述了风电类耐低温球墨铸铁件的需求势头。
从芯线、喂丝设备和处理站等三个方面对喂丝法生产耐低温冲击球铁生产工艺及其关键技术作了全面阐述。
探讨了喂丝法处理耐低温冲击球铁的优点。
说明这种球化处理法是一种值得推广的球化处理新工艺。
关键词:喂丝法,球墨铸铁,低温冲击,风电铸件Abstract:The demands and application examples of low temperature resistant nodular iron casting used in wind power equipment were introduced. The cored-wire injection nodularizing process and its key techniques were described including : composition and preparation of cored-wire, cored-wire injection equipment and nodularizing treatment station. the advantages of injection nodularizing process and the points must be paid attentions when using this nodularizing process are discussed. It is pointed out that this nodularizing process is a new nodularizing process worth popularizing 。
近年来,国内生产具有耐低温冲击性能要求的球墨铸铁件的单位越来越多,产量越来越大,主要原因是风力发电产业的快速发展,截至2010年底,中国全年风力发电新增装机达1600万千瓦,累计装机容量达到4182.7万千瓦,首次超过美国,跃居世界第一。
QT700悬挂式喂线球化处理方案设计

根 据 生 产 企 业 提 供 的 技 术 资 料 ,按 用 户 提 出 的 研 究 内 容 及 具 体 技 术 要 求 ,利 用 原 有 实 际 场 地 条 件 ,设 计 具 体 的 喂线球化处理工艺流程及适合用户实际生产状况的喂线 球 化 处 理 装 置 。 包 括 喂 线 机 、芯 线 的 选 择 ,球 化 处 理 包 、运 送 平 车 、球 化 处 理 工 作 站 、包 盖 、电 控 系 统 的 设 计 。 并 进 行 设 计 、安 装 、调 试 ,达 到 生 产 使 用 要 求 。 2 球化处理装置及工艺试验
工 艺 比 较 稳 定 成 熟 ,是 铸 造 生 产 企 业 广 泛 使 用 的 工 艺 方 法 。 但 在 实 际 生 产 过 程 中 ,冲 人 法 存 在 易 出 现 球 化 不 良 、 渣 多 、气 孔 缺 陷 及 熔 炼 时 回 炉 料 加 人 量 受 限 ,导 致 产 品 质 量 不 稳 定 和 回 炉 料 大 量 积 压 等 因 素 。为 解 决 上 述 问 题 ,采 用 喂 线 技 术 替 代 冲 人 法 球 化 工 艺 。喂 线 法 新 工 艺 在 生 产 过 程 中 回 炉 料 加 人 量 大 、成 本 低 ,在 节 约 原 材 料 等 方 面 具 有 很 大 优 势 ;温 度 损 失 小 、可 重 现 性 好 ; 球 化 处 理 过 程 中 镁 的 吸 收 率 高 ,镁 量 易 于 控 性 ; 铁 水 增 硅 量 小 、渣 量 少 等 。 且 喂 线 法 在 生 产 过 程 中 污 染 小 、可 控 性 好 、产品质量稳 定 ,更 具 有 投 资 少 、维 护 费 用 及 处 理 成 本 低 、生 产 效 率 高 等 优 点 ,特 别 是 在 批 量 生 产 球 铁 中 小 零 部 件 时 具 有 很 大 的优势。
几种球化处理比较介绍
这是撤渣能力好的盖包形式(图11),但包子制造维修麻烦。单嘴茶壶盖包的壶嘴,兼作注入原铁液和倾出处理后的铁液两用,双嘴茶壶盖包(图12),装合金的门设在包盖中间,包底装合金的凹坑也在中间,原铁液从一个嘴流入,处理完的铁液从另一个嘴流出。
2.3 多孔塞(通气搅拌)法
多孔塞法是铁液流入包子,处理合金经过放在包子上方的漏斗加入包内,在包底安装耐火砖多孔塞,通入N2气或其它惰性气体,产生搅拌和对流的处理方法(见图13)。
镁元素的物理性能列于表1。
表1 镁的部分物理性能
在元素周期
表中的序数
原子量
晶格排列
密度
熔点
沸点
比热
熔化潜热
汽化潜热
12
24.32
紧密六
方晶格
1.73g/cm3
651℃
1107℃
0.25卡/克.℃
86.3卡/克
1254±61.8卡/克
图1 敞口包一般冲入法,高径比=2:1
将镁加入铁液中会产生以下问题:
2.1.2 夹层覆盖冲入法(Sardwich, 三明治法)
在包底凹坑装入球化剂上再覆盖一定数量的球铁、废钢、铁屑、硅铁(有时还加入碳化钙)压实,最上面再盖一块预先浇铸的铁板,覆盖一夹层,所谓的Sandwich,三明治法(见图2),可以延缓镁合金的反应(几秒~十几秒),使冲入的铁液有一定高度,建立一个压头后才起反应,使镁蒸气上升过程中尽量被铁液吸收,减小反应激烈程度,提高镁的回收率。
关键词:球墨铸铁;球化处理方法
球化处理是生产高质量球铁件的重要环节之一,我国大多数工厂只采用敞口包冲入法球化处理工艺。这种方法,球化剂烧损大、镁的回收率低,球化不稳定,特别是镁光烟雾,造成铸造车间环境污染。人们也在寻求别的途径进行球化处理,如盖包、转包、喂线等等。某些工厂经过摸索,积累了很好的经验,不断改进,取得很好效果,但也有相当一部分工厂,由于没有掌握要领,采用新方法出现了这样那样的问题,又重新采用冲入法处理。全国铸铁及熔炼专委会在征求部分专家的意见后,认为有必要在第八届学术会议上展开重点研讨。
球化包芯线

一、前言管的生产行业,而且普及很快。
这种球化方法之所以得到广泛的推广和应用,同冲入法球化相比,有如下优点:剂的比重3-4kg/cm3,要轻于铁水的比重7.5kg/cm3。
所以,有一部份球化剂还没有熔化就已经漂浮在熔化剂用钢带包起来,加工成线状再盘起来使用,称为“包芯线”。
球化时再用喂丝机将“包芯线”直接插到球化包内已调好成份的原铁水里进行球化反应,这种喂丝球化,球化剂的吸收率可达到90%以上。
2、采用冲入法球化,每吨铁水需要球化剂15kg-18kg。
采用“包芯线”喂丝球化,每吨铁水需要“包芯线”25m,约10kg。
3、喂丝球化是边送丝边球化,“包芯线”几乎插到球化包的下1/3处进行球化反应,铁水随着球化反应的沸腾而进行搅拌,使铁水球化均匀,达到良好的球化效果。
4、冲入法球化时的除尘,在国内和国际都是很难解决的大问题,烟尘不但污染了环境,而且烟尘中排放的mgo、mgs等有害原素,直接侵害劳动者的身体健康。
喂丝球化是在球化房内进行球化处理的,球化时散发出的烟尘通过除尘器处理掉了,即保护了环境又保护了劳动者的身体健康。
5、冲入法球化包是靠机械传动,人工摇包将铁水翻到扇形包内,即消耗掉一定的机械备件,又增加了工人的劳动强度。
而喂丝球化包,是吊车工自己主、付钩配合,将铁水翻到扇形包内。
二、喂丝球化设备1、喂丝房喂丝房有如下设备构成:⑴喂丝房;⑵喂丝机;⑶台车;⑷液压站;⑸包盖升降机构;⑹包盖;⑺除尘设备;包盖、台车如下图:双工位喂丝房如下图:单工位喂丝房如下图:2、球化包及包梁3、小管使用的中间包4、吊钩称三、喂丝球化对原铁水的要求C≥3.9%,Si≥1.0%,P≤0.03%,S≤0.03%,Mn:0.4一0.6%。
四、“包芯线”的基本化学成份(25-30)Mg :29-31% Si :40-45% Ca :2--7% Re :1—3% Ba ; 1--2% MgO :≤1.0% Al :≤1.5%五、纯镁球化剂“包芯线”加工规范1、芯料粒度:0—6mm, 其中0.5—4mm含量>75%;2、芯线直径13mm(+0.6mm-0),铁皮厚度4.2mm,芯料重230-250g/m;六、“包芯线”质量检查1、包覆应牢固、缝正、不漏粉、不开缝、不折线、无虚包、空包、表面光洁、无油污。
球化处理工艺
冲入法球化处理前,就将球化处理包预热到暗红色, 预热的目的是减少铁液热量损失.并且防止覆盖剂下 桩实较紧的合金粘结在包底.球化处理时,将球化合 金堆放在预热的包底,上面覆盖硅铁合金,稍加紧实, 然后再覆盖无锈铁屑,苏打等覆盖剂,铁液过高时,可 盖铁板. 这种方法的优点是,处理方式和设备简单,容易操 作,在生产中有较大的灵活性,一般可使用含镁量较 低(<10℅)的各种合金球化剂.但是该工艺在球化处 理过程中镁光,烟尘非常大,劳动环境差,镁的吸收率 不太高,球化剂消耗量大,球化效果及球铁性能不太 稳定.目前应该改进冲入法或换用其它球化处理工艺.
(三)转包法
转包法(GF法)是近年来受到广泛注意的 一种球化处理方法,其球化处理包如图2所示, 该工艺使用纯镁或镁焦作球化剂,适于处理 含硫量高的铁液,能使镁的硫化物,硅化物等 杂质与铁液很好地分离;在大气压力下,镁与 铁液反应并不十分剧烈;球化处理时铁液温 度降低比较少,使用安全,镁的吸收率可达 60℅~80℅.
内喂入包底,因此,处理铁水高度越高,则包芯 线喂入包底所需要的喂线速度越大,这是最佳喂 线速度的主要影响因素。 (2)处理铁水温度的影响:处理铁水的温度 对喂线速度的影响是通过包芯线芯剂中镁的“过 程汽化”产生镁蒸汽对钢带的破坏造成钢带失效 时间的提前幅度大小而影响含镁包芯线的包底喂 线速度的。处理铁水的温度越高,则包芯线芯剂 材料的“过程汽化层”越厚,产生的镁蒸汽的时 间越早,则致使钢带失效的时间越早,则包芯线 喂入包底的喂线速度越大; (3)包芯线芯剂含镁量高低的影响:当其它 条件不变时,包芯线芯剂中镁合金的含镁百分比
1、 铁水加镁喂线处理技术的特点
(1)反应区域内的镁蒸汽相对集中,镁蒸汽泡的 分散度远不如冲入法(或称三明治法)和盖包法 处理时镁蒸汽泡的分散度,因此,镁蒸汽泡会在 反应区域内迅速长大并聚集,并快速逸出,因此, 反应强度较大,镁在铁水中的有效率较低; (2)含镁包芯线在穿过高温铁水时,包芯线内部 外层或近外层中的镁由于处理铁水温度的影响达 到其汽化温度而产生“过程汽化”现象,由于固 态镁变成汽态镁后体积会迅速膨胀,对高温状态 下强度很低的钢带形成的张力会迅速使钢带失效,
喂丝球化处理技术及应用

喂丝球化处理技术及应用温平(天津宝利福金属有限公司300112)【摘要】本文介绍了喂丝球化技术在实际生产中的应用,通过对启爆点的测定及球化要求确定喂丝速度与长度。
此工艺球化质量稳定、可靠并受控。
【关键词】喂丝;脱硫;启爆点;变频调速喂丝技术广泛应用于冶金炼钢工业中,其以均匀、稳定、连续的方式向高温钢液中加入比重小、熔点与沸点低、蒸气压高且易氧化之元素,用来脱硫、除氧、去渣气及合金化。
随着此项技术的进步与发展,现正逐步应用于铸铁领域,尤适于球墨、蠕墨及孕育铸铁,本文仅就喂丝球化处理技术做一简述。
喂丝球化技术是一种利用自动化喂丝装置,将镁合金包芯线以一定的速度和长度,连续、均匀地插入到隔断空气有效流动的加盖的铁液处理包底部适当位置启爆,在适宜的铁液温度及高度压力下进行稳定、受控的球化处理工艺方法。
其经济性与球化品质的可靠性及可控性已为愈来愈多的企业所重视,必将成为我国球铁、蠕铁生产的首选应用技术。
1 生产条件1.1 主要原材料生铁:Q10、Q12球铁专用(高碳,低硅、磷、硫、钛…,锰适量);废钢:无锈低碳中板或结构钢坯料头;孕育剂:见表一。
粒度:3~8mm;1—3ram;0.2~0.6mm。
填。
1.2 主要设备见表三。
表三:设备明细1.3 产品特征与技术要求1.3.1 铸件结构平均壁厚:10—25ram(最小4 mm~最大60ram);单重:0.1~100kg。
1.3.2 金相组织球化级别1—2级(球化率≥90%);碳化物≤2%;石墨球大小6—7级;球数≥150个/mm2。
1.3.3 机械性能执行标准:JIS5502;ASTM A536;ENl563…见表四[2]表四:机械性能规格实体负荷实验:液压机荷载6T;10T……气密或耐压实验等。
2 喂丝准备与处理工艺2.1 成分设计根据产品技术条件确定其化学成分,见表五[3]表五:化学成分设置注:初硅为1.8~2.2%;当要求低温ak值时si#≤2.8%。
铸造球铁件,球化过程常见问题及解决方案
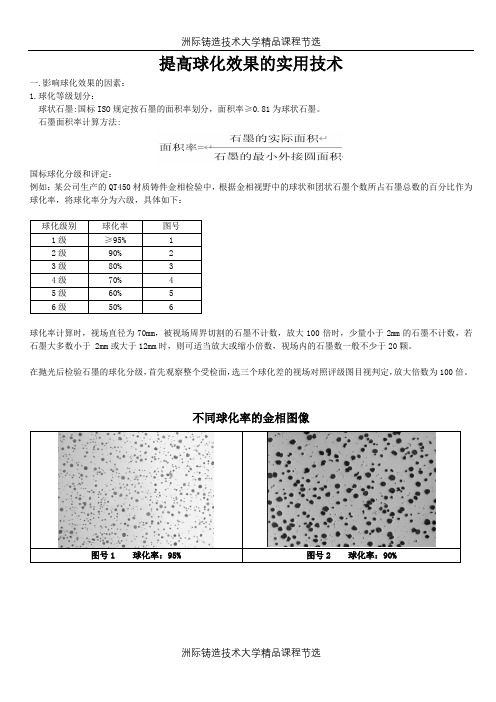
提高球化效果的实用技术一.影响球化效果的因素:1.球化等级划分:球状石墨:国标ISO规定按石墨的面积率划分,面积率≥0.81为球状石墨。
石墨面积率计算方法:国标球化分级和评定:例如:某公司生产的QT450材质铸件金相检验中,根据金相视野中的球状和团状石墨个数所占石墨总数的百分比作为球化率,将球化率分为六级,具体如下:球化率计算时,视场直径为70mm,被视场周界切割的石墨不计数,放大100倍时,少量小于2mm的石墨不计数,若石墨大多数小于 2mm或大于12mm时,则可适当放大或缩小倍数,视场内的石墨数一般不少于20颗。
在抛光后检验石墨的球化分级,首先观察整个受检面,选三个球化差的视场对照评级图目视判定,放大倍数为100倍。
不同球化率的金相图像图号1 球化率:95% 图号2 球化率:90%图号3 球化率:80% 图号4 球化率:70%图号5 球化率:60% 图号6 球化率:50%2.球化可能会出现的问题及解决方案:(1)球化不良:此不良主要体现在炉后成品的残镁分析值低于0.030%(一般标准残镁规格值按照小于0.030%为下限规格值),金相石墨型态一般体现在球状石墨和蠕虫状石墨共存在,或球状石墨、蠕虫状石墨和片状石墨共存在,或蠕虫状石墨和片状石墨共存在,或全部为片状石墨。
控制球化不良的发生,特别注意以下几点:A.添加球化剂重量的核对或喂丝球化线的喂丝长度核对,确保实际加入量与标准规定的相符。
B.三明治球化温度或喂丝温度一般在1480-1530℃。
C.三明治球化反应时间一般控制大于55秒,喂丝球化速度一般控制19-22米/分钟。
D.三明治球化出炉过程确保电炉的先期铁水冲入到球化包的缓冲室,等缓冲室铁水满后,铁水再漫过球化室。
(有很多出炉铁水冲入不当,造成铁水直接冲到球化室的,造成球化反应提前进行,总的球化反应时间短,导致球化不良。
)E.三明治球化需要在球化包之球化室中的球化剂上侧放置覆盖剂,覆盖剂一般为矽钢片,厚度一般控制在0.3-1.0mm,直径或单边长度为10-30mm,要求无油无锈无杂质。