(机械制造行业)机械毕业设计说明书
机械毕业设计1566液压机主机结构设计与计算说明书

编号:毕业设计说明书题目:液压机主机结构设计与计算院(系):机电工程学院专业:机械设计制造及自动化学生姓名:学号:指导教师单位:机电工程学院姓名:职称:2014年6月4日根据任务书的要求,在设计前查阅了相关资料,了解了四柱式通用液压机的工作原理、设计过程,设计了一台四柱式通用液压机的主机部分。
通过工作要求计算出液压机的主要技术规格,进行多种四柱式液压机的方案论证比较,选出了最优设计方案。
根据最优方案,依次设计完成了液压系统、主机结构和泵站的设计计算。
液压机主缸是液压机的主要工作部件,液压机主缸的性能直接影响着液压机整体工艺水平。
通过细致的分析及理论研究解决易损部分设计结构中存在的问题,可以使液压缸整体上达到工艺强度要求,提高液压缸应用的工艺水准及使用寿命。
所以对液压机主缸进行细致严谨的设计计算对对液压机的设计生产有着至关重要的作用。
本论文从总体上对液压机本体结构,主要结构部件进行设计及必要的校核,对液压机主缸主要参数进行计算,并对所得结果进行分析、验算,从而力争使液压机主缸能够满足生产工艺要求,并从整体上提高液压机的工艺水准,使液压机设计水平更上一个新的台阶。
关键词:液压机;结构设计;液压缸According to the mission statement of requirements before designing the access to relevant information, to understand the working principle of universal four-column hydraulic machine, the design process, the design of a common host part of a four-post hydraulic press. Through the work required to calculate the main technical specifications of hydraulic machines, for a variety of four-column hydraulic machine demonstration program compares to elect the optimal design. According to the optimal solution, in order to complete the design of the hydraulic system, the host structure and pumping station design calculations.Hydraulic master cylinder is the main working parts of hydraulic press, hydraulic press master cylinder direct impact on the performance of the overall technological level of hydrauli c machines. Through careful analysis and theory to solve the structure vulnerable part of the d esign problems in it , and the hydraulic cylinder can be reached technological strength of the o verall requirements of the application of technology to improve the standard of the hydraulic c ylinder and life. So the cylinder for hydraulic design of meticulouscalculation of the design and production of hydraulic machines has a vital role.This paper generally focus on the body structure of the hydraulic press, and design the m ajor structural components and its necessary check , calculation of the main parameters of the hydraulic master cylinder, and analysis and checking the results. To strive to make the hydraul ic master cylinder to meet the requirements of production press and raise the overall technolo gical level of the hydraulic press, and hydraulic press design level to advance to a new level. Keywords: Hydraulic press;Structural Design;Hydraulic cylinder目录引言 (1)1 液压机的基本知识 (2)1.1 概述.................................................. 错误!未定义书签。
机械毕业设计191JZ16T 型凿井绞车总体设计说明书
第一章概述1.1 设计题目简要说明本设计针对JZ16T 型凿井绞车进行总体设计,对JZ16T型凿井绞车的结构和工作原理的阐述,详细分析了JZ16T 型凿井绞车设计中的关键技术。
主要设计钢丝绳、卷筒、开式齿轮及电动机与减速器的选择。
根据JZ16T 型凿井绞车的自身特点选用各种零部件。
其中以开式齿轮的设计为重点,根据电动机功率及减速器传动比,得出开式齿轮传动比,再由多方面因素具体设计开式齿轮的齿数、分度圆直径及齿宽。
制动机构的设计也是本设计中的重点,卷筒的一侧设计有两套安全制动器,即带式制动器和棘轮制动器。
最后进行的是凿井绞车传动装置的总体设计,主要包括拟定传动方案、选择电动机、确定总传动比和确定各级分传动比以及计算传动装置的运动和动力参数。
这些都需要学生亲自动手动脑,锻炼自己的能力,运用自己所学过的各方面知识,来完成本设计。
通过本设计可增强学生对机械设计步骤的认识,加强了这方面的知识,也是对学生总体能力的考核,从中认识到自己的不足。
对以后同学们进入工厂或生产基地具有一定的帮助。
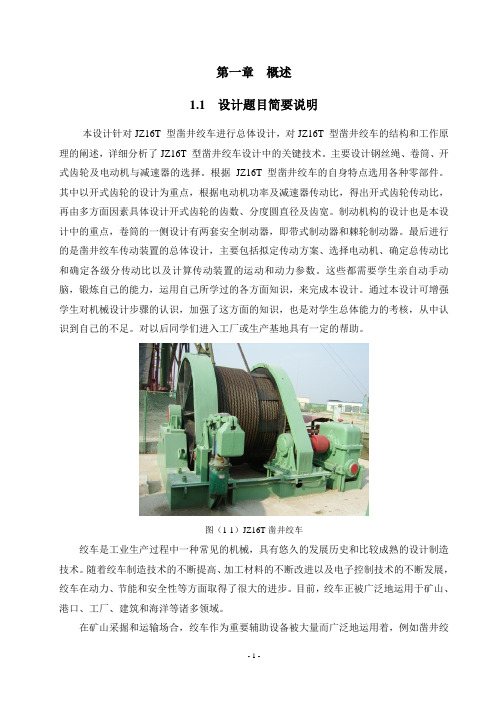
图(1-1)JZ16T凿井绞车绞车是工业生产过程中一种常见的机械,具有悠久的发展历史和比较成熟的设计制造技术。
随着绞车制造技术的不断提高、加工材料的不断改进以及电子控制技术的不断发展,绞车在动力、节能和安全性等方面取得了很大的进步。
目前,绞车正被广泛地运用于矿山、港口、工厂、建筑和海洋等诸多领域。
在矿山采掘和运输场合,绞车作为重要辅助设备被大量而广泛地运用着,例如凿井绞车、调度绞车、耙矿绞车和矿用提升绞车等。
提升绞车可用于矿山竖井或斜井中物品与人员的调度,具有较大的牵引功率和很好的安全性,是矿山生产中不可缺少的设备之一。
绞车的另一个重要用途是港口机械,常见的有集装箱起重机、港口装卸门座起重机、塔式起重机以及轻小型的电葫芦等起重机械,其主要执行机构都是各种形式和结构的绞车。
对于这种用途的绞车,要求具备较好的调速性能和很高的安全性能。
机械毕业设计519带式运输机电动滚筒的设计说明书
摘要带式输送机自从发明至今已有一百五十年的历史,仍然被广泛的应用于生产、生活中,被广泛使用在石油、化工、塑料、橡胶、食品、建材、包装、纺织、造纸、轻工、立体停车库和流水线等机械设备领域中。
通过本毕业设计将学过的基础理论知识进行综合应用,培养结构设计,计算能力,了解减速器的结构设计的步骤及参数选择的原则,熟悉减速器传动的基本原理,熟悉并掌握一套完整的机械传动装置的设计过程。
了解减速器的参数数据的选择原则对传动装置效率的影响。
由于减速器的结构简单实用,被广泛应用于各行各业中,因此,减速器的使用还有很好的前景。
通过本毕业设计,了解减速器的结构设计的步骤及参数选择的原则,熟悉减速器传动的基本原理,并设计了一套完整的电动滚筒传动装置。
关键词:带式输送机;减速器设计;主要部件前言随着科学技术的迅速发展,市场竞争日趋激烈,在机械制造中,运输工业已成为国民经济支柱产业之一,其在国民经济中所占比重和作用越来越重要,世界各国经济发展历程证明了这一点。
改革开放以来,随着市场经济的发展,商品流通的增加,物质的不断丰富,生活水平的提高,人们在追求商品外在质量提高的同时,主要还是追求商品内在质量提高,保证内在质量就需要快速的运输来实现。
近年来人们的消费需求的扩大,运输工业随之迅速发展,在我国国民生产总值中已占到10%以上,与经济发达国家的差距正在逐步缩小。
运输机械在运输工业中的地位十分重要,对运输工业现代化具有举足轻重的作用。
它可以提高劳动生产率,改善生产环境,降低生产成本,减少环境污染,增加产品质量,提高产品的档次,增加附加值从而增加市场竞争力,带来更大的社会效益和经济效益。
我国的运输机械发展起步与20世纪40年代末,从改革开放前少数几种水平落后的单机起,到70年代,在借鉴进口设备和技术的基础上,运输机械的生产发生了一个巨大的变化,大量填补国内空白的运输机械问世,品种规格不断增加,出现了大量专业的运输机械生产企业,形成了一批专业化生产的骨干企业。
机械工程及自动化精品毕业设计宝塔模型数控加工说明书(零件图+装配图+程序+说明书)说明书
摘要随着数控技术的不断发展和应用领域的扩大,数控加工技术对国计民生的一些重要行业(IT、汽车、轻工、医疗等)的发展起着越来越重要的作用,因为效率、质量是先进制造技术的主体。
高速、高精加工技术可极大的提高效率,提高产品的质量和档次,缩短生产周期和提高市场竞争能力。
车削除了可以加工金属材料外,还可以加工木材、塑料、橡胶、尼龙等非金属材料。
因此,数控车削技术在整个机械加工行业占据着不可替代的作用,数控技术的发展也带动了整个机械行业快速的发展,为我们的生活创造了更多的价值。
此次设计主要是介绍运用数控机床来加工宝塔工艺品零件的整个工艺过程及其工艺分析,即从毛坯到所加工零件这一过程中的工艺及其相应的工艺分析,故此设计便以这一过程而展开设计,从而完成此次设计任务。
关键词:加工工艺轴类零件刀具选择数控编程AbstractExpands unceasingly along with the development of NC technology and application field, some of the major industries of the NC machining technology ofbeneficial to the people's livelihood (IT, automobile, light industry, medical and so on) plays a more and more important role in the development, because theefficiency, quality is the subject of advanced manufacturing technology. High speed, high precision processing technology can greatly improveefficiency,improve product quality and grade, shorten the production cycle and improve the market competitive ability. Turning in addition to metallic materials processing,can also be processed wood, plastic, rubber, nylon and othernon-metallic materials. Therefore, CNC turning technology plays an irreplaceable role in themechanical processing industry, the development of numerical control technologyhas also led to the rapid development of the whole machinery industry, and create more value for our life.This design is mainly introduced and process analysis of the whole process usingCNC processing pagoda crafts parts, namely from blank to process this processparts and corresponding processing analysis, so the design ofthis process withthe launch of the design, so as to complete the design task.Keywords: process of shaft parts tool selection of NC programming目录摘要 (1)Abstract (2)绪论 (4)第一章数控机床的概况 (5)1. 数控机床的产生与发展 (5)2.数控机床的特点 (6)3.数控机床的结构 (7)第二章零件图分析 (8)1.零件图纸 (8)2.零件图的结构工艺性分析 (9)3.零件的形状分析 (9)4.零件的形位公差分析 (9)第三章零件加工方法的选择 (10)3.1数控加工的内容 (10)3.2对刀点的设置 (11)3.3机床的合理选择 (11)3.4加工方法的选择 (12)第四章零件工艺规程设计 (14)加工顺序的安排 (14)4.1零件工序卡 (14)4.2零件2的工序卡及刀具卡片 (16)第五章数控编程 (17)5.1零件图1的数控加工程序 (17)5. 2零件图2的数控加工程序 (20)第六章数控仿真与校正 (23)致谢 (26)参考文献 (27)绪论数控技术的广泛应用给传统制造业的生产方式、产品结构、产业结构带来深刻的变化,也给传统的机械、机电专业的人才带来新的机遇和挑战。
机械类毕业设计说明书

添加标题
减少环境污染:机械设备的使用可 以减少环境污染,提高环保水平
促进经济发展:机械设备的使用可 以促进经济发展,提高社会生产力
可持续性发展策略
循环利用:回收利用废弃物, 减少资源浪费
提高能源效率:降低能源消 耗,减少碳排放
采用环保材料:减少对环境 的污染
绿色设计:考虑产品的整个生 命周期,减少对环境的影响
控制硬件:选择合适 的控制硬件,如PLC、
DSP等
控制软件:编写控制 软件,实现控制算法
和控制策略
调试与优化:对控制系 统进行调试和优化,确 保控制系统能够稳定、
高效地工作
控制系统详细设计
控制系统组成:传感器、控制器、 执行器、反馈装置等
控制算法:线性和非线性控制算法、 自适应控制算法等
添加标题
添加标题
添加标题
添加标题
现状:机械类专业毕业生的毕业设 计涵盖了机械设计、制造、自动化 等多个领域
发展趋势:机械类专业毕业生的毕 业设计越来越注重创新和实践能力 的培养
毕业设计的主要任务和目标
完成毕业设计论文,包括设计原理、设计方案、实验结果等 完成毕业设计实物,包括设计、制作、调试等 提高实践能力,包括动手能力、创新能力、团队协作能力等 培养科研能力,包括文献检索、数据分析、论文撰写等
机械系统总体设计
机械系统组成:动力系统、传 动系统、执行系统、控制系统 等
机械系统设计原则:满足功能 要求、可靠性、经济性、安全 性等
机械系统设计流程:需求分析、 方案设计、详细设计、仿真验 证、制造安装等
机械系统设计方法:模块化设 计、参数化设计、优化设计等
机械系统详细设计
机械制造专业毕业设计说明
长沙学院CHANGSHA UNIVERSITY毕业设计毕业设计题目:固定式带式输送机的设计学生姓名:文益峰学生学号:系部:继续教育学院专业班级:机械1301班指导教师姓名:刘裕职称中级工程师陈小平职称中级创业指导师二○一五年五月制目录第一部分过程管理资料一、毕业设计(论文)开题报告 (4)二、毕业设计(论文)中期报告 (6)三、毕业设计(论文)指导教师评阅表 (7)四、毕业设计(论文)答辩评审表 (8)第二部分设计说明书(或毕业论文)五、设计说明书(或毕业论文) (10)2015届毕业设计资料第一部分过程管理资料长沙学院毕业设计(论文)开题报告(2015 届毕业生)系部:继续教育学院专业:机械设计及其自动化题目:固定式带式输送机的设计学生姓名:文益峰学号:指导教师:刘裕职称:中级工程师2015年5 月10 日长沙学院毕业设计(论文)开题报告系(部):继续教育学院专业:机械设计及其自动化长沙学院毕业设计(论文)中期报告长沙学院2015届毕业设计(论文)指导教师评阅表系(部):继续教育学院说明:各项成绩的百分比由各系部自己确定,但应控制在给定标准的20%左右。
长沙学院毕业设计(论文)答辩评审表长沙学院毕业设计(论文)答辩评审表2015届毕业设计(论文)资料第二部分设计说明书(或毕业论文)(2015届)毕业设计说明书(论文)题目系部:继续教育学院专业:机械设计及其自动化学生姓名:文益峰班级:学号指导教师姓名:职称职称最终评定成绩2015年5 月长沙学院毕业设计(论文)点阵式LED字符显示器设计系(部):继续教育学院专业:机械设计及其自动化学号:学生姓名:文益峰指导教师:刘裕副教授2015 年5月摘要本次毕业设计是关于固定式带式输送机的设计。
首先对输送机作了简单的概述;接着分析了带式输送机的选型原则及计算方法;然后根据这些设计准则与计算选型方法按照给定参数要求进行选型设计;接着对所选择的输送机各主要零部件进行了校核。
机械毕业设计1196起毛机主传动结构设计说明书
毕业设计(论文)课题:起毛机主传动结构设计系科:机械工程系专业:机械制造及其自动化班级:姓名:学号:指导教师:完成日期:起毛机主传动结构设计摘要本课题是在目前使用较广泛的国产M301起毛机由单台电机作拖动动力源,各传动部分由机械联接协同运行。
该类起毛机工作稳定,维修简单,但产量低,改变工艺困难,难以获得高质量的起绒效果。
通过本次设计,我对传动部分的全过程有了清醒而直观的认识,了解了起毛机的工作原理,对轴、链轮、带轮等主要零件的设计及精度的确定具备了一定的经验知识,能够正确地选取标准零件的结构及尺寸。
由于知识及实践经验的缺乏,在设计过程中,尚存在许多不足之处,尤其是减速器的体积、效果等方面,有待以后的工作、学习中改进。
关键词:起毛机;结构设计;主传动设计;减速器设计The Structure Design of Main Transmission of TeasingMachineAbstractThe problem is to move the driving force source in using broader domestic M301 wool card to drag from Shan electric motor work at present , every drive part cooperates and work from machinery linkup. Owe a kind wool card job stability , keep the simplicity, but output in repair low , change handicraft difficulty, be difficult to gain height mass raising effect.Through the design of teasing machine, the overall processes of the transmission system have been clearly and directly known. Meanwhile, I acquaint with operating principle of teasing machine, the main parts of which such as axis, chain pulley and band pulley have been acquired lots of experience about their design and precision. Also I have learnt to select the structure and sizes of standard parts. However, because of lack of practical experience, I discover lots of deficiencies during the design of bulk and results of the retarder. Therefore, I will try to do better in the future in my work.Key words:teasing machine; structure design; main transmission design; retarder design前言本课题研究的对象是,在纺织机械的起毛机中,如何由电动机通过传动部分,使起毛机获得不同的绒毛风格和高质量的起绒效果。
机械专业毕业设计(两篇)

引言概述:机械专业毕业设计是机械专业学生在大学期间的重要学习任务之一。
它是对学生所学机械知识的综合应用与实践,进一步提升学生的专业能力和实践能力的过程。
本文将对机械专业毕业设计进行详细阐述,包括设计的重要性、设计流程、设计要求、设计材料和设计成果的评价。
正文:一、设计的重要性1. 提高专业能力:毕业设计是机械专业学生应用已学知识的重要机会,通过设计可以进一步提高学生的专业能力。
2. 培养创新意识:设计过程中需要学生运用创新思维解决问题,培养学生的创新意识和创新能力。
3. 锻炼实践操作能力:毕业设计要求学生实践操作,如CAD绘图、机械原理实验等,提高学生的实践操作能力。
二、设计流程1. 选题:选择感兴趣的机械设计题目,确定设计的方向。
2. 调研与分析:对设计题目相关的现有技术和研究成果进行调研和分析,为设计提供理论基础。
3. 方案设计:根据调研结果,制定设计方案,包括设计思路、设计流程、设计要点等。
4. 详细设计:进行设计的具体方案制定,包括CAD绘图、模型制作等。
5. 实施与测试:根据设计方案进行实施和测试,检验设计效果。
6. 评估与改进:对设计成果进行评估,分析设计的不足之处,并进行改进。
三、设计要求1. 创新性:设计要求学生提出新颖的设计思路和解决问题的方法。
2. 可行性:设计方案要有可行性,能够实际应用于实际生产中。
3. 安全性:设计要保证设备和人员的安全,遵循安全标准和规范。
4. 经济性:设计方案要考虑经济因素,尽量减少成本,提高效益。
5. 优化性:设计要追求最优解,通过不断优化设计方案,提高产品性能和质量。
四、设计材料1. 设计手册:机械设计手册是机械专业学生的参考书目之一,包含了机械设计的基本原理和设计方法。
2. 参考文献:学生在进行设计时需要参考相关的文献资料,比如国内外的研究论文、技术报告等。
3. 设计软件:机械设计中常用的设计软件有CAD、Solidworks、Pro/E等,学生需要熟练掌握并灵活运用。
机械机床毕业设计169数控车铣论文说明书
毕业设计(论文)课题:数控铣论文说明书系科:机械工程系专业:机械制造及其自动化班级:姓名:指导教师:完成日期:摘要在数字化制造技术中,计算机数控技术和数控编程技术是最重要的技术之一,本文主要对模具加工所使用的动模板进行CNC加工,采用FANUC系统对动模板进行数控编程加工。
首先是对工件进行加工工序的确定,并且进行工艺分析,装夹方式的选择,切削用量的确定。
再对刀具进行了选择。
然后就工艺路线进行编程加工。
当前数控加工的重点发展方向是无图化生产、单件高精度并行加工、少人化无人化加工,这就要求数控机床能满足高速、高动态精度、高刚性、热稳定性、高可靠性、网络化以及与之配套的控制系统,最重要的是模具三维型面加工特别注重机床的动态性能国内已有一些公司引进了高速车床,并开始应用。
国内机床厂陆续开发出一些准高速的车床,并正开发高速加工机床。
数控技术是指用数字、文字和符号组成的数字指令来实现一台或多台机械设备动作控制的技术。
它所控制的通常是位置、角度、速度等机械量和与机械能量流向有关的开关量。
数控的产生依赖于数据载体和二进制形式数据运算的出现。
1908年,穿孔的金属薄片互换式数据载体问世;19世纪末,以纸为数据载体并具有辅助功能的控制系统被发明;1938年在美国麻省理工学院进行了数据快速运算和传输,奠定了现代计算机,包括计算机数字控制系统的基础。
数控技术是与机床控制密切结合发展起来的。
1952年,第一台数控机床问世,成为世界机械工业史上一件划时代的事件,推动了自动化的发展。
数控机床是一种技术密集度及自动化程度很高的机电一体化加工设备,是综合应用计算机、自动控制、自动检测及精密加工精度高,质量容易保证,发展前景十分广阔,因此掌握数控车床的加工编程技术尤为重要关键词:数控技术、手工编程、精度AbstractIn the digitized manufacture technology, the computer numericalcontrol technology and the numerical control programming technology isone of most important technical, this article mainly moves thetemplate which uses for the mold processing to carry on the CNCprocessing, uses the Simens system to move the template to carry onthe numerical control programming processing. First is carries on theprocessing working procedure to the work piece the determination, andcarries on the craft analysis, the attire clamps the way the choice,the cutting specifications determination. Again has carried on thechoice to the cutting tool. Then carries on the programming processingon the craft route.The current numerical control processing prioritize direction is doesnot have chart production, single unit high accuracy parallelprocessing, few people nobody melts the processing, this requestnumerical control engine bed can satisfy high speed, the high dynamicprecision, the high rigidity, the thermostability, the redundantreliability, the network as well as with it necessary control system,most importantly the mold three dimensional processingspecially paid great attention to the engine bed the dynamicperformance domestic to have some companies to introduce the highspeed milling machine, and started to apply. The domestic machine toolfactory develops some high speed milling machines one after another,and is developing high speed processes the engine bedThe numerical control technology is refers with digital, the writingand the mark composition digital command realizes or a many mechanicaldevices movement control technology. It controls usually is theposition, the angle, the speed and so on the mechanical quantity andflows to the related switch quantity with the mechanical energy. Thenumerical control production relies on data carrier and the binarymode data operation appearance. In 1908, the perforation sheet metalexchange type data carrier was published; 19 century's ends, and havethe assistance function take the paper as the data carrier the controlsystem to invent; Has established the modern computer, including computer numericalcontrol system foundation. The numerical control technology isdevelops with the engine bed control close union. In 1952, the firstnumerical control engine bed was published, becomes in the worldmechanical industry history an epoch-making event, impelled theautomated development Has established the modern computer, including computer numericalcontrol system foundation. The numerical control technology isdevelops with the engine bedcontrol close union. In 1952, the firstnumerical control engine bed was published, becomes in the worldmechanical industry history an epoch-making event, impelled theautomated developmentKeyword:The number controls the technique , handicraft plait distance , accuracy目录摘要 (2)Abstract (3)第一章概述 (7)1.1 数控加工的特点 (7)1.2 数控机床 (8)1.3 数控加工 (8)1.4 数控编程系统 (9)1.5 CAD/CAM系统 (10)第二章数控加工工工艺设计 (11)2.1、数控加工工艺分析的 (11)2.1.1、机床的合理选用 (11)2.1.2、数控加工零件工艺性分析 (11)2.1.3、加工方法的选择与加工方案的确定 (13)2.1.4、工序与工步的划分 (13)2.1.5、零件的安装与夹具的选择 (14)2.1.6、刀具的选择与切削用量的确定 (15)2.1.7、对刀点与换刀点的确定 (16)2.1.8、加工路线的确定 (17)2.2、数控加工工艺路线的确定 (18)2.3 数控加工工艺卡设计 (22)2.4夹具的概念及作用数控机床夹具的类型和特点 (23)2.5.数控加工夹具的特点 (25)2.6夹具、刀具的选择及切削用量的确定 (26)2.6.1、夹具的选择、工件装夹方法的确定 (26)2.6.2、刀具的选择及对刀点、换刀点的设置 (27)2.6.3、切削用量的确定 (31)第三章数控加工及仿真操作简介 (33)3.1MDI/CRT窗口及操作面板介绍 (33)3.1.1 YHCNC 执行和退出 (33)3.1.2 MDI/CRT窗口的基本操作 (33)3.2数控加工程序 (37)3.3实体三维造型 (42)第四章总结 (42)参考文献 (44)第一章概述1.1 数控加工的特点数控加工,也称之为NC(Numerical Control)加工,是以数值与符号构成的信息,控制机床实现自动运转。
机械毕业设计731高中压外缸毕业设计说明书
第1章绪论1.1 数控机床的产生20世纪中叶数控技术和数控机床的诞生标志着生产和控制领域一个崭新时代的到来。
科学技术和社会生产力的迅速发展,对机械产品的质量和生产率提出了赶赴高的要求。
机械加工工艺过程和自动化成为实现上述要求的最重要措施之一。
它不仅能够提高产品质量.提高生产率.降低生产成本,还能够极大地改善生产者的劳动条件。
许多企业,诸如汽车,拖拉机,家用电器等制造厂,广泛采用了自动机床,组合机床和以专用机床为主体的自动生产线,用多刀,多工位和多面同时加工,成年累月地进行着单一产品零件的高效率和高自动化的生产。
尽管这种生产方式需要巨大的初始投资和很长的生产准备周期,但在大批量的生产条件下,由于分摊在每一个加工零件上的加工费用很少,经济效益仍然是十分显著的。
但是,在机械制造工业中并不是所有的产品都具有很大的批量,单件与小批生产和零件仍然占机械和军工等产品,不仅加工批量小,而且加工零件形状比较复杂,精度要求也很高,还需要经常改型。
如果仍采用专用化程度很高的自动化机床加工这类产品的零件就显得很不合理。
经常改装和调整设备,对于专业生产线来说,不仅会大大提高产品的成本,甚至是不可能实现的。
自改革开放以来,我国的社会主义市场经济体制日趋成熟,绝大多数的产品都以从卖方市场向买方市场,产品的竞争十分剧烈,迫使生产企业要不断更新产品,提高产品的性能价格比,人们越来越认识到,用户所得到的相对低廉价格的产品是以牺牲用户对产品的某些性能为代价换取的。
因此,为了保持企业承包产品的市场份额,即使是大量生产的企业也必须改变产品长期一成不变的传统做法。
这样,“刚性”的自动化生产方式即使在批量生产中也已日益暴露其不适应性。
1.2 数控编程的定义生成用数控机床进行零件加工的数控程序的过程,称为数控(NC programming),有时也称为零件编程(manual programming)。
采用计算机辅助数控编程需要一套专用的数控编程软件,现代数控编程软件主要分为以批处理命令方式为主的各种类型的APT语言和以CAD软件为基础的交互式CAD/CAM-NC编程集成系统。
毕业设计论文说明书:多自由度机械手设计(五个自由度)
6 液压系统的设计 ................................................................................................ 23
6.1 基本回路的选择............................................................................................ 23 6.2 液压元件的选择与校核................................................................................ 23 6.2.1 液压泵的选择...................................................................................... 23 6.2.2 液压泵所需电机功率的确定.............................................................. 25 6.2.3 液压阀的选择...................................................................................... 25 6.2.4 液压辅助元件的选择原则.................................................................. 26 6.2.5 油箱容量的确定.................................................. 错误!未定义书签。 6.2.6 液压原理图.......................................................... 错误!未定义书签。
机械毕业设计794珩磨机设计说明书
本科毕业设计(论文)题目院(系部)专业名称年级班级学生姓名指导教师年月日摘要机械系统是机械零、部件同作用的整体,是零、部件服务的目标。
本次设计从分析机械系统设计的任务和目标开始,介绍机械系统的组成,各组成部分之间的配置,选择和结构匹配性设计,以及进行机械系统整体设计时应该考虑哪些问题,目的是培养学生多样性设计,结构设计创新和整体设计的能力。
本次设计主要是珩磨机的总体设计,其主要包括主轴箱,珩磨头,主轴等设计。
珩磨是一种低速磨削,是机械制造业中缸孔光整加工的常用工艺手段。
在论文中首先对珩磨机做了简单介绍,接着对珩磨机的部件组成进行了尺寸计算和校核。
该设计代表了珩磨机设计的一般过程。
珩磨机床作为复杂的生产工具,最根本的是加工工艺与主机结构布局设计,而各种新工艺,新材料,新元件,新刀具,新控制系统等也将运用在珩磨机床上,未来的珩磨机床的加工精度会更高,加工效率更快,加工范围更广泛。
关键词:珩磨机、主轴、珩磨AbstractA mechanical system is a synergistic collection of machine elements,and designing a mechanical system is the final goal in studying machine design . This paper starts with the analyses of tasks and objectives in designing a menchanical system , followed by its composition,selection and compatibility of menchanical units , and the main considerations in designing a system . The purpose of this paper is to help the undergraduates to learn skills of diversified design, creative design and systematic design . This design is honing machine aircraft design, including its headstock、honing head, principal axis of the design. Honing is a slow grinding, mechanical manufacturing processes commonly used tanks Kongguang the processing meansIn the first paper machine to honing machinedone briefly, then honing machineaircraft components to the composition and size calculation accuracy. The design represents the general design processhoning machine planeHoning machine tools as complex production tools, the most fundamental thing is machining and structural layout of the mainframe, and new techniques, new materials, new components, new cutlery, the new control system will also be used in Honing machine tools, the future Honing processing precision machine tools will be higher, faster processing efficiency, a wider range of processing.Key Words:honing machine headstock honing目录摘要 (2)前言 (5)1磨削技术 (6)1.1 磨削加工的发展历史 (6)1.2 磨料磨具的简明知识 (10)1.3 现阶段国内磨削加工科学技术新进展 (11)1.4 磨削原理 (17)1.5 磨削技术的发展及关键技术 (22)1.6 磨削技术的优点 (30)1.7 超高速磨削的发展及关键技术 (30)2珩磨技术 (40)3珩磨工艺及其应用 (43)3.1 珩磨加工原理 (43)3.2 珩磨的切削过程 (44)3.3 珩磨加工特点 (45)4.设计结构选择和设计计算 (48)4.1 导向柱设计 (48)4.2 底座的设计 (48)4.3 驱动气缸设计: (49)4.4 主轴电动机的功率确定 (50)4.5 主轴设计 (50)4.6 主轴的刚度校核 (51)小结 (56)致谢 (57)参考文献 (58)前言四年的大学生活马上就要结束了,我们也进入了大学生活的最后一个阶段——毕业设计。
机械制造及其自动化专业毕业设计

机械制造及其自动化专业毕业设计随着社会的发展和科技的进步,机械制造及其自动化专业的毕业设计越来越重要。
为了顺利完成毕业设计并取得良好的成绩,学生需要认真思考并从多个方面进行设计和研究。
本文将从以下几个方面介绍机械制造及其自动化专业的毕业设计。
一、选题及背景选择一个合适的研究课题是完成毕业设计的第一步。
学生应该根据自己的兴趣和能力,结合学科前沿的研究课题,选择一个具有实际应用价值的题目。
在选择题目时,还需要考虑其对社会和行业的贡献,以及研究的难度和前景。
二、毕业设计的主要内容在选定题目后,进入到毕业设计的具体实施环节,主要有以下几个方面:1.文献综述及理论研究在开始实践之前,需要进行文献综述和理论调研,了解相关领域的前沿技术和研究成果。
优秀的文献综述能够帮助研究者更好地理解现有技术难点和未来发展趋势。
2.设计方案编制在掌握相关理论后,需要制定详细的设计方案,包括设计的目标、方法、步骤和预期结果等。
对于机械制造及其自动化专业的毕业设计来说,设计的方案不能只停留在理论层面,更重要的是将其运用到实际生产与技术中。
3.实验设计和数据处理根据设计方案,进行实验设计和数据处理,可以验证研究成果的准确性和可靠性。
实验设计和数据处理的过程中需要严格按照科学的思维方式进行,并进行必要的数据统计和分析。
4.成果展示和报告撰写毕业设计完成后,需要将成果进行展示和报告撰写。
在报告中需要清晰地介绍设计的背景、目的、方案和实验结果,同时对成果进行适当的展示和评价。
三、注意事项在完成毕业设计的过程中,有以下几个注意事项:1.时间安排研究者需要对时间进行充分的规划和安排,合理使用时间,避免因时间不合理分配而导致的无法完成研究。
2.合理使用设备和仪器机械制造及其自动化专业的毕业设计一般需要使用各种设备和仪器,需要研究者具备一定的技术和操作能力,更需注重设备和仪器的安全操作。
3.多方面交流在毕业设计的过程中,可以多向导师、同学和行业专家等人员寻求帮助和交流,方便自己在进行科研课题时更容易发现问题和得到解决方案。
毕业设计说明书

毕业设计说明书毕业设计说明书论⽂题⽬:左⽀座零件的机械加⼯⼯艺规程及⼯艺装备设计系部:机械⼯程系摘要在⽣产过程中,使⽣产对象(原材料,⽑坯,零件或总成等)的质和量的状态发⽣直接变化的过程叫⼯艺过程,如⽑坯制造,机械加⼯,热处理,装配等都称之为⼯艺过程。
在制定⼯艺过程中,要确定各⼯序的安装⼯位和该⼯序需要的⼯步,加⼯该⼯序的机车及机床的进给量,切削深度,主轴转速和切削速度,该⼯序的夹具,⼑具及量具,还有⾛⼑次数和⾛⼑长度,最后计算该⼯序的基本时间,辅助时间和⼯作地服务时间。
关键词:⼯艺规程;定位误差;夹紧;加⼯余量;夹紧⼒ABSTRACTEnable producing the target in process of production (raw materials, the blank , state of quality and quantity on part become always ) take place direct course of change ask craft course, if the blank is made, machining, heat treatment , assemble etc. and call it the craft course. In the course of making the craft , is it confirm every erector location and worker step that process need this of process to want, the locomotive of processing , this process , and the entering the giving amount of the lathe, cut depth , the rotational speed of the main shaft and speed of cutting, the jig of this process, the cutter and measuring tool, a one hundred sheets of number of times still leaves and a one hundred sheets of length leaves, calculate basic time of this process , auxiliary time and service time of place of working finally.Keywords:Technical instruction, position error ,clump , the surplus of processing ,clamp strength⽬录摘要 ................................................................................................................................. I 绪论................................................................................................................................ 1 第1章车床左⽀座零件的分析及⽑坯的确定 (2) 1.1 车床左⽀座的作⽤和⼯艺分析 .................................................................................................... 2 1.1.1 零件的作⽤................................................................................................................................ 2 1.1.2 零件的⼯艺分析......................................................................................................................... 3 1.2 零件⽑坯的确定........................................................................................................................... 3 1.2.1 ⽑坯材料的制造形式及热处理................................................................................................. 3 1.2.2 ⽑坯结构的确定. (4)第2章车床左⽀座的加⼯⼯艺设计 (5)2.1 ⼯艺过程设计中应考虑的主要问题 ............................................................................................ 5 2.1.1 加⼯⽅法选择的原则................................................................................................................. 5 2.1.2 加⼯阶段的划分......................................................................................................................... 5 2.1.3 加⼯顺序的安排......................................................................................................................... 6 2.1.4 ⼯序的合理组合......................................................................................................................... 7 2.2 基准的选择................................................................................................................................... 7 2.2.1 粗基准和精基准的具体选择原则............................................................................................. 7 2.2.2 选择本题零件的基准................................................................................................................. 8 2.3 机床左⽀座的⼯艺路线分析与制定............................................................................................ 9 2.3.1 ⼯序顺序的安排的原则 ............................................................................................................. 9 2.3.2 ⼯艺路线分析及制定................................................................................................................. 9 2.4 机械加⼯余量............................................................................................................................. 12 2.4.1 影响加⼯余量的因素 ............................................................................................................... 12 2.4.2 机械加⼯余量、⼯序尺⼨以及⽑坯余量的确定 ................................................................... 12 2.5 确定切削⽤量及基本⼯时.......................................................................................................... 15 2.5.1 ⼯序⼀粗铣?80H9(087.00)mm 孔⼤端端⾯ (15)2.5.2 ⼯序⼆粗镗?80H9内孔 ....................................................................................................... 18 2.5.3 ⼯序三精铣?80H9⼤端端⾯.. (19)第3章专⽤夹具设计 (22)3.1 定位基准及定位元件的选择 ...................................................................................................... 22 3.2 切削⼒及夹紧⼒的计算.............................................................................................................. 22 3.3 定位误差分析与计算.................................................................................................................. 23 3.4 夹具设计及操作的简要说明 (24)致谢 .............................................................................................................................. 25 参考⽂献........................................................................................................................ 26 附录 (27)绪论⼀、设计⽬的毕业设计是⾼等院校学⽣在学完了⼤学所有科⽬,进⾏了⽣产实习之后的⼀项重要的实践性教学环节。
机械制造及自动化毕业设计毕业设计(论文)任务书

1毕业设计(论文)任务书机械设计制造及自动化专业机械设计制造及自动化专业 2001年级年级2005年4月2日批准日批准专业负责人:专业负责人:发给学生:发给学生:张 清 平 1. 毕业设计(论文)题目:毕业设计(论文)题目: MRP 在攀枝花市中小企业中的应用在攀枝花市中小企业中的应用 2. 学生完成全部任务期限:2005年 6月10日 3. 任务要求:任务要求:①查阅相关资料,了解现在企业管理技术方法。
①查阅相关资料,了解现在企业管理技术方法。
②对攀枝花市中小企业现状进行调研,了解现代企业管理技术在这些企业中的应用状况。
这些企业中的应用状况。
③针对某一中小企业,进行MRP 应用规划设计,完成企业管理结构分析、建模和相应的管理系统设计。
构分析、建模和相应的管理系统设计。
④MRP 管理系统的调试和完善。
管理系统的调试和完善。
⑤完成毕业设计论文。
(不少于1.2万字)万字) …… 4.实验(调试)部份内容要求:.实验(调试)部份内容要求:MRP 管理系统的调试和完善,满足企业的生产实际要求。
5.文献查阅及翻译要求:.文献查阅及翻译要求:①匡松、刘容①匡松、刘容.VISUAL FOXPRO .VISUAL FOXPRO 程序设计应用教程程序设计应用教程.电子科技大学出版电子科技大学出版社,2004. ②刘勃、仁渴②刘勃、仁渴..用友ERP 财务软件培训教程财务软件培训教程..人民邮电出版社人民邮电出版社,2004. ,2004. ③ALEXIS LEON.企业资源规划管理.技术.应用.清华大学出版社,2002. ④贺唤平④贺唤平.ERP .ERP 概要分析 采购采购 销售分销 库存库存 . .清华大学出版社,2004. ⑤王东迪⑤王东迪.ERP .ERP 原理应用与实践原理应用与实践----EASTLIGHT ERP.----EASTLIGHT ERP.人民邮电出版社,2004.⑥李建⑥李建..企业资源管理计划企业资源管理计划(ERP)(ERP)(ERP)及应用及应用及应用..电子工业出版社电子工业出版社,2004. ,2004.…………6.发出日期:.发出日期:20052005年 4月 2日指 导 教 师:师: (签名)(签名) 指 导 教 师:师: (签名)(签名)完成任务日期:完成任务日期: 2004 2004年6月10日 主管院领导:学 生:张生:张生:张 清 平(签名)平(签名)毕业设计(论文)工作进程表学生姓名:张 清 平 学号: 11360120010560005 专业年级:2001级机械设计制造及自动化 指导教师:刘锡彭、李国云设计(论文)题目:MRP 在攀枝花市中小企业中的应用在攀枝花市中小企业中的应用 序号序号 日期日期 工作安排工作安排 要 求1 第6周-- 第7周 查阅文献,收集资料,了解现代企业管理技术和MPR 在国内外企业中的应用。
机械制造本科毕业设计

以下是机械制造本科毕业设计的一份参考:
1. 题目:设计与制造某型机械设备(具体设备根据学校和导师要求确定)
2. 研究背景和目的:
-简述该设备在相关工业领域的应用和需求。
-阐述研究目的,如提高设备性能、降低成本、改进生产工艺等。
3. 研究内容和方法:
-设备结构设计:包括总体结构设计、各部件设计和选材等。
-功能分析与优化:对设备功能进行分析,提出改进方案并优化设备性能。
-工艺规程设计:设计设备的生产工艺流程和工艺参数。
-部件加工与装配:根据设计要求进行零部件加工和设备装配。
-性能测试与评估:对制造的设备进行性能测试和评估,验证设计的可行性和有效性。
4. 设计成果:
-设备的详细设计图纸和技术文件。
-设备的样机或小批量生产设备。
-设备的性能测试报告和评估结果。
5. 计划进度:
-制定具体的毕业设计计划,并按照计划执行和完成各个阶段的任务。
6. 预期效果和意义:
-阐述本设计对相关工业领域的进步和发展的贡献。
-分析本设计的创新点和实用价值。
7. 参考文献:
-列出你在设计过程中所参考的相关文献和资料。
以上仅为机械制造本科毕业设计的一份参考,具体的题目和内容需要根据学校、导师和个人兴趣进行确定,建议与导师充分沟通并遵循学校的要求和指导。
机械类毕业设计说明书

机械类毕业设计说明书
(设计名称)
毕业设计说明书
设计单位:(学校名称)
设计人员:(姓名)
指导教师:(姓名)
日期:(年/月/日)
设计目的:
本毕业设计旨在探索(设计目的),为机械类同学提供一个实践
机会,让他们通过设计的过程,深入掌握课堂上所学知识,并在实践
中发掘和解决问题的能力。
设计内容:
(设计内容)
设计步骤:
(设计步骤)
设计成果:
本毕业设计的设计成果为(设计成果),这是一个(描述设计成
果的功能、特点等)的设计,具有(设计成果的优点)等特点,可以(设计成果的作用)。
设计结果:
通过本次毕业设计,设计人员对于(设计内容)等方面有了更深
入的了解,同时通过一系列的设计流程,测试等,成功的完成了(设
计成果)。
这次设计也为学员提供了一个锻炼自己设计能力,发现解
决问题的机会。
结论:
本毕业设计的目的是为了让机械类同学深入掌握课堂上所学的知识,提高他们的实践能力,并且在实践过程中,不断发现和解决问题。
通过设计流程的过程,探索思考和自主创新的能力得到了一定程度的
提升,并在本毕业设计的过程中的过程,设计人员也有了更深入的体验,对机械设计和制造有了更好的认识和理解。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(机械制造行业)机械毕业设计说明书四川职业技术学院SichuanVocationalandTechnicalCollege毕业设计题目YJ3150传动箱体的机械加工工艺规程及工装设计所属系部机械系所属专业机械设计与制造所属班级10机制1班学号10158010110128学生姓名罗金京指导教师夏宝林起讫日期2012年/10月——2013年/2月四川职业技术学院教务处制四川职业技术学院毕业设计任务书注:任务书必须由指导教师和学生互相交流后,由指导老师下达并交所属系部毕业设计(论文)领导小组审核后发给学生,最后同学生毕业论文等其它材料一起存档。
四川职业技术学院学生毕业设计答辩情况记载表四川职业技术学院毕业设计综合评定表前言机械制造工艺学是用于指导生产加工的重要指导文件,也是每个从事机械行业的工作人员必须熟悉了解得一门学问,机械制造工艺学包涵了很多内容。
如零件毛坯的选材、毛坯的生产方法、热处理、机械加工工序、机械夹具的设计等。
而在这次课程设计中,主要以机械加工工序与机械夹具为主。
加工工序的安排顺序将直接影响到零件的加工质量与生产成本问题,所以我们要在保证零件的质量的条件下尽可能降低生产成本,设计出更好的工艺过程。
机械夹具是机械制造中不可缺少的重要工艺装备,它的好坏直接影响加工质量、生产效率、生产成本、劳动强度与生产自动化。
专用夹具还可以改变原机床的用途和扩大机床的范围,实现一机多能,所以夹具在机械加工中发挥着重要的作用。
大量的专用机床夹具的采用为大批量生产提供了必要的条件。
本课程设计中主要是涉及到传动箱体零件的工艺路线和夹具设计,由于在设计中可能有不足地方,望老师给与点评。
目录1.零件的分析11.1 零件的作用11.2零件的工艺分析11.3确定毛坯的制造方法、初步确定毛坯的形状32.工艺规程设计42.1定位基准的选择42.2零件表面加工方法的选择62.3制订工艺路线82.4 确定零件加工余量、工序尺寸及毛坯尺寸,设计、绘制毛坯图162.5确定切削用量及基本工时(机动时间)202.6时间定额计算及生产安排513.夹具设计543.1问题的提出543.2 夹具设计的有关计算553.3夹具结构设计及操作简要说明58 结论60致谢61参考文献631.零件的分析1.1零件的作用题目所给定的零件是YJ3150传动箱体,该传动箱体的外315mmX100mmX380mm,其零件尺寸较大,结构形状较复杂。
其中Ф72mm与Ф62mm、Ф55mm与Ф68mm、Ф40mm与Ф50mm、Ф62mm与Ф62mm、Ф40mm 与Ф50mm孔的同轴度要求和尺寸精度要求都较高,并且对传动箱体的前后的凸台面有Ra1.6的表面粗糙度和0.02mm的平行度要求,另外对几对孔的轴线还有0.05:100mm的平行度要求,对Ф40mm与Ф50mm、Ф62mm与Ф62mm、Ф40mm与Ф50mm还要与传动箱体前面有0.02:100mm的垂直度要求,而这些孔都是与轴配合其支撑作用。
所以对这些孔都要求精加工,因为其尺寸精度相互位置精度直接影响着机器或部件的装配质量,进而影响其性能与工作寿命,因此它的加工是很关键的。
1.2零件的工艺分析零件的材料是HT200,灰铸铁生产工艺简单、铸造性能优良,但塑性较差、脆性高,不适合磨削。
为此以下是传动箱体需要加工的表面及加工表面之间的位置要求。
1.传动箱体前面与后面这一组加工表面包括:Ф72mm、Ф68mm、Ф50mm、Ф62mm孔的凸台外表面与内表面,其中对其加工要求是内表面与外表面平行度保证0.02mm,表面粗糙度要求达到Ra1.6最大厚度20mm与凹面厚度14mm。
而对后面主要保证是Ф62的外表面与内凸台面距离为35mm与保证Ф55mm凸台面厚度为20mm与凹面厚度12mm,表面粗糙度为Ra1.6。
各表面粗糙度要求值不是很大,而加工面方法有刨、铣、磨,而刨的效率低,而且不适合加工凹面,所以不采用而铸铁易脆也不采用磨削,所以这四个面用精铣加工保证其尺寸、位置精度要求。
2.Ф72mm孔Ф60mm孔这两孔为同轴孔,要求Ф72mm孔轴线相对于Ф60mm孔轴线的同轴度误差不大0.02mm,某表面粗糙度为Ra1.6,要求精度等级为IT7级。
可以看出两孔的加工要求高,需要进行精加工保证加工要求。
3.两组Ф55mm与Ф68mm孔这两组孔都为同轴孔,要求Ф55mm与Ф68mm孔同轴度误差不大于Ф0.02mm,其表面粗糙度为Ra1.6,要求精度等级为IT7级,可以看出这两组孔的加工要求高需进行精加工保证加工要求。
4.Ф68mm孔与Ф55mm孔、2X(Ф50mm孔与Ф40mm孔)、Ф62mm孔与Ф62mm孔这几组孔的加工要求与上面大致相同,不同之处在于2X(Ф50mm孔与Ф40mm孔)与Ф62mm孔与Ф62mm孔与箱体前孔面有0.02:100mm的垂直度要求并且,这6组孔轴线都有较高的平行度要求,必须小于0.05:100mm的平行度要求所以的进行精加工才能保证这些加工要求。
5.传动箱体前面Ф20mm的通孔该孔位置尺寸为线性尺寸且无公差要求,孔表面粗糙度为Ra12.5,用一般钻孔即可满足。
6.箱体前面2个Ф20mm的沉头孔2个Ф20mm的沉头孔位置尺寸为一般线性尺寸且一般公差,孔之间没有位置度要求,其表面粗糙度为Ra12.5。
7.8-Ф13mm孔、2-Ф12mm锥孔这一组加工表面包括:8-Ф13mm孔、2-Ф12mm锥孔,其8-Ф13mm孔、2-Ф12mm 锥孔的表面粗糙度为永不去除材料的方法获得的,既保持没加工孔之前的粗糙度,空内表面没有粗糙度要求。
8.12-M6螺纹孔这一组加工表面是螺纹孔M6且12个螺纹孔的位置是在2XФ70mm孔、2XФ64mm 孔上按相互间夹角为60度均匀分布的螺纹孔。
9.18-Ф8mm螺纹孔同上面一样这一组加工表面是螺纹孔M8且18个螺纹孔的位置尺寸是在Ф88mm、2XФ84mm、3XФ78mm孔上按相互夹角为60度均匀分布的螺纹孔。
由上面分析可知:传动箱体的尺寸精度和位置精度要求都比较高,所以为了保证其加工要求设计专用夹具加工是箱体获得需要的尺寸精度与位置精度是很需要的,并且使用专用夹具还可以有效的提高装夹效率。
1.3确定毛坯的制造方法、初步确定毛坯的形状在确定毛坯时要考虑经济性,虽然毛坯的形状尺寸与零件接近可以减少加工余量,提高利用率,降低了加工成本,但这可能导致毛坯制造困难,需要昂贵的毛坯制造设备。
增加毛坯的制造成本,并且本产品属于大批量生产。
因此,毛坯的种类形状尺寸的确定一定要考虑零件的成本问题但要保证零件的使用性能。
传动箱体为铸造件,对毛坯的结构有一定的结构工艺要求:a.铸件的壁厚应和合适,均匀,不得有突然变化。
b.铸造圆角要适当,不得有尖角。
c.铸件结构要尽量简化,并要有和合理的起模斜度,以减少分型面、芯子、并便模。
d.加强肋的厚度和分布要合理,以免冷却时铸件变形或产生裂纹。
e.铸件的选材要合理,应有较好的可铸性。
该传动箱体零件外形较均匀,且壁厚均匀,主要是起支撑和保证配合零件的相对位置精度。
另外该零件较大,根据箱体零件的结构特点和使用要求,通常都以铸件为毛坯,且以铸造性能良好、价格便宜,并有良好耐压、耐磨和减振性能的铸铁为主。
正确选择铸造方法的原则是:根据生产量的大小和各厂设备、技术的实际条件,结合各种铸造方法的基本工艺特点,在首先保证零件技术要求的前提下,选择工艺简便、质量稳定和成本低廉的铸造方法。
零件材料为HT200,形状结构比较复杂,壁厚不是很厚,不宜采用金属型铸造。
金属型铸造虽然铸件内部组织致密,机械性能较高、生产效率高,但是金属型铸造成本高,另外浇注时金属的充型能力和排气条件差,并且冷却时易产生白口组织使得零件表面较硬,很难切削加工,不过可采用砂型手工造型或砂型机器造型,考虑到为大批生产,确定毛坯的制造方法为砂型机器造型。
零件毛坯可与传动箱体零件尽量接近毛坯尺寸通过确定各加工表面的加工余量后决定,那是在设计,绘制毛坯图。
2.工艺规程设计2.1定位基准的选择定位基准的选择是工艺规程设计中的重要工作之一。
定位基准选择得正确与合理,可以使加工质量得到保证,生产率得以提高。
否则,加工过程中会问题百出,更有甚者,还会造成零件大批报废,使生产无法正常进行。
1.粗基准的选择选择粗基准时,考虑的重点是如何保证各加工表面有足够的余量,使不加工表面与加工表面间的尺寸、位子符合图纸要求。
粗基准选择应当满足以下要求:(1)粗基准的选择应以不加工表面为粗基准。
目的是为了保证加工面与不加工面的相互位置关系精度。
如果工件上表面上有好几个不需加工的表面,则应选择其中与加工表面的相互位置精度要求较高的不加工表面作为粗基准。
以求壁厚均匀、外形对称、少装夹等。
(2)选择要求加工余量均匀的重要表面作为粗基准。
以保证加工面与定位基准面之间有一正确的位置,在以后加工该面时,余量就能均匀。
例如:机床床身导轨面是其余量要求均匀的重要表面。
因而在加工时选择导轨面作为粗基准,加工床身的底面,再以底面作为精基准加工导轨面。
这样就能保证均匀地去掉较少的余量,使表层保留而细致的组织,以增加耐磨性。
(3)应选择加工余量最小的表面作为粗基准。
这样可以保证该面有足够的加工余量。
(4)粗基准只能有效使用一次。
因为粗基准本身都是未经机械加工的毛坯表面,其精度和表面粗糙度都较差,如果在某一个或几个自由度上重复使用粗基准,则不能保证两次装夹下工件与机床、刀具的相对位置一致,因而使得两次装夹下加工出来的表面之间位置精度降低。
(5)应尽可能选择平整、光洁、面积足够大的表面作为粗基准,以保证定位准确夹紧可靠。
有浇口、冒口、飞边、毛刺的表面不宜选作粗基准,必要时需经初加工。
对于箱体零件由于结构比较复杂,加工面多,其主要加工表面是平面和孔,通常平面的加工精度较易保证,而精度较高的支撑孔以及孔与孔之间、孔与平面之间相互位置精度则较难保证。
所以应按照箱体零件工艺特点,先加工面以加工好的平面定位再来加工孔,这样既能保证孔的加工要求又能保证面的加工要求。
因此该传动箱体中选择最大面即前面380mmX315mm作为粗基准,以此定位先粗切出后面,再以后面定位粗、精加工出前面380mmX315mm,然后再以前面作为定位基准精加工出后面,这样有利于保证前后面的加工质量,为两侧面没有要求,所以可直接铸造满足其要求。
另外,在加工面时我们可以在380mmX315mm面下采用两块窄的平行的支撑板支撑,这可以限制箱体的3个自由度,在箱体底面有两个支撑钉挡住,这样又可以限制2个自由度,最后在侧面用1个支撑钉即可将传动箱体的6个自由度完全限制,另一面加工定位方式相同。
2.精基准的选择(1)基准重合原则即尽可能选择设计基准作为定位基准。
这样可以避免定位基准与设计基准不重合而引起的基准不重合误差。