5项目五 子程序的应用
项目5 送料小车自动往返的PLC控制

4
元件功能及地址分配
Company Logo
❖3. 内部标志位存储器(中间继电器)M
❖ 内部标志位存储器,用来保存控制继电器的 中间操作状态,其作用相当于继电器控制中 的中间继电器,内部标志位存储器在PLC中 没有输入/输出端与之对应,其线圈的通断 状态只能在程序内部用指令驱动,其触点不 能直接驱动外部负载,只能在程序内部驱动 输出继电器的线圈,再用输出继电器的触点 去驱动外部负载
控制程序设计调试方法等 基本知识和技能。
Company Logo
Company Logo
5.2
通用PLC识别
31
PLC概述
2
PLC基本组成
3
输入输出接口
4
编程器
Company Logo
31
PLC概述
Company Logo
❖ 西门子S7系列可编程控制器分为S7-400、 S7-300、S7-200三个系列,分别为S7系列 的大、中、小型可编程控制器系统。S7200系列可编程控制器有CPU21X系列, CPU22X系列,其中CPU22X型可编程控制器 提供了4个不同的基本型号,常见的有 CPU221,CPU222,CPU224和CPU226四种基 本型号。
❖ SM0.3:开机进入RUN时,接通一个扫描周期,可 用在启动操作之前,给设备提前预热。
❖ SM0.4:输出占空比为50%的时钟脉冲。当PLC处 于运行状态时,产生周期为1min的时钟脉冲,若将 时钟脉冲信号送入计数器作为计数信号,可起到定时 器的作用。
工业机器人应用编程(华数)-初级---项目五-工业机器人装配操作与编程
任务实施
四、参考程序
五、运行程序
在手动T1模式下,加载主程序“DJZP01”,若无报警证明程序不存在语法问题,接下来切换至单步模式下,
以20%速度倍率执行程序,根据运动规划逐行检验程序可行性。
在自动AUTO模式下,加载主程序“DJZP01”,以20%速度倍率执行程序,完成一套电机装配流程。
点位说明 机器人工作准备 电机壳体取料位置 电机转子取料位置 电机盖板取料位置 电机仓库放料位置
过渡点 取直口夹具位置
过渡点 单吸盘夹具锁紧位
过渡点 过渡点 过渡点 过渡点 过渡点 过渡点 过渡点 装配位置 装配位置 装配位置 装配位置 装配位置 取料位 过渡点 过渡点 过渡点 增量
任务实施
一、电机装配程序的运动规划 2.电机装配路径规划
程序指令 UTOOL_NUM=1
LP[1] LP[2] UTOOL_NUM=2 LP[1] LP[2]
激活 1号工具坐标系 以 1号工具坐标系为执行点运动至 P[1] 以 1号工具坐标系为执行点运动至 P[2] 激活 2号工具坐标系 以 2号工具坐标系为执行点运动至 P[1] 以 2号工具坐标系为执行点运动至 P[2]
功能 快换松 快换紧 夹具松 夹具紧
吸盘
任务实施
为方便后续编程调试,需要对机器人 IO 接线、定义并进行测试。IO 测试操作步骤: 1)在主菜单中选择显示-> 输入/输出端-> 数字输出端;
2) 根据表5-1 点 击 选 择 特 定 的 输 出 端 ,通过界面右边“值”按键对IO进行强制操作; 3) 观察机器人TCP末端夹具吸合状态。(需打开设备气源); 4) 若机器人IO信号与实际接线不符,请以实际接线为准。 机器人IO测试结束后,对华数HSR-J603工业机器人备用按键进行配置。根据考证平台机器人IO分配表, 分别对辅助按键进行配置见表5-2,并测试。
项目五 输送单元的安装与调试

第五章输送单元的安装与调试5.1输送单元的结构输送单元是YL-335A系统中最为重要同时也是承担任务最为繁重的工作单元。
该单元主要完成驱动它的抓取机械手装置精确定位到指定单元的物料台,在物料台上抓取工件,把抓取到的工件输送到指定地点然后放下的功能。
同时,该单元在PPI网络系统中担任着主站的角色,它接收来自按钮/指示灯模块的系统主令信号,读取网络上各从站的状态信息,加以综合后,向各从站发送控制要求,协调整个系统的工作。
输送单元由抓取机械手装置、步进电机传动组件、PLC模块、按钮/指示灯模块和接线端子排等部件组成。
5.1.1 抓取机械手装置图5-1 抓取机械手装置具体构成如下:1.气动手爪:双作用气爪由一个二位五通双向电控阀控制,带状态保持功能用于各个工作站抓物搬运。
双向电控阀工作原理和双稳态触发器类似即输出状态由输入状态决定,如果输出状态确认了即使无输入状态双向电控阀一样保持被触发前的状态。
2.双杆气缸:双作用气缸由一个二位五通单向电控阀控制,用于控制手爪伸出缩回3.回转气缸:双作用气缸由一个二位五通单向电控阀控制,用于控制手臂正反向90度旋转,气缸旋转角度可以任意调节范围0—180度,调节通过节流阀下方两颗固定缓冲器进行调整。
4.提升气缸:双作用气缸由一个二位五通单向电控阀控制,用于整个机械手提升下降以上气缸运行速度快慢由进气口节流阀调整进气量进行速度调节。
5.1.2 按钮/指示灯模块该模块放置在抽屉式模块放置架上,模块上安装的所有元器件的引出线均连接到面板上的安全插孔,面板布置如图5-3所示。
图5-3 按钮/指示灯模块按钮/指示灯模块内安装了按钮/开关,指示灯/蜂鸣器和开关稳压电源等三类元器件,具体如下:⑴按钮/开关:急停按钮1只,转换开关2只,复位按钮黄、绿、红各1只,自锁按钮黄、绿、红各1只。
⑵指示灯/蜂鸣器:24V指示灯黄、绿、红各2只,蜂鸣器1只。
⑶开关稳压电源:DC 24 V/6 A、12 V/2 A各一组。
任务五-PMC控制与应用
分割1 分割2
SUB2
分割n
• 如果第一级程序较长,那么总的执行时间 就会延长。因此编制的第一级程序应尽可 能短。
• 一般第一级程序仅处理短脉冲信号。这些 信号包括急停、坐标轴超程、外部减速、 跳步、到达测量位置和进给暂停信号。
• 程序编制完成后,在向CNC的调试RAM中传送时,第二 级程序被自动分割。第二级程序的分割是为了执行第一级 程序。当分割数为n时,程序的执行过程如图所示。
X123.7
位号(0到7) 地址号(字母后四位数以内)
编制PMC程序时所需的地址
接口地址分配: • CNC→PMC相关信号:地址为F0到F255 • PMC→CNC相关信号:地址为G0到G255 • PMC与机床(MT)之间的地址: ➢ 当使用I/O Link时:PMC→MT:地址从Y0到Y127。
• 主要的结构化编程方法有三种:子程序、 嵌套、条件分支。
PMC基本指令
• PMC指令分为基本指令和功能指令两种类 型。
• 基本指令是在设计顺序程序时最常用的指 令,它们执行一位运算,例如AND或OR, 共有14种。
PMC语言及编程
顺序程序的设计方法有两种: • 一种是使用助记符语言(RD,AND,OR等PMC指令),
由于PMC顺序控制由软件来实现,所以和一般的继电 器电路的工作原理不尽相同。
• 在一般的继电器控制电路中,各继电器在时间上完全可以 同时动作。在下图所示的电路中,当继电器A动作时,继 电器D和E可同时动作。在PMC顺序控制中,各个继电器 依次动作,当继电器A动作时,继电器D首先动作,然后 继电器E才动作。即各个继电器按梯形图中的顺序动作。
接口地址
• 地址用来区分信号。不同的地址分别对应机床侧 的输入/输出信号、CNC侧的输入/输出信号、内 部继电器、计数器、计时器、保持型继电器和数 据表。PMC程序中主要使用四种类型的地址。
数控编程与加工项目5数控铣削级进模-子程序分层铣削

层厚计算
子程序平移、分层铣削
分层子程序O513
O513 ;
N10 G91Z-5;
N20 M98P512; N30 M99;
子程序
粗加工一层厚度5,拟定分3层; 精加工改为Z-15,在上一级
程 序中调用
调用X-Y平面子程序
子程序结束
5、主程序
O51;
N10
G90G54G00X-70Y40F80S450M03;
子程序平移模型1→2→3→4→5→6→2。 用G91增量编程。 凸台间距——“头=“尾=“桥梁”——起连 接作用,必须要有,这也是子程序平移加工 编程的关键。
平移模型
平移凸台子程序O511
O511; N10 G91G01X30; N20 G03X5Y5R5; N30 G01Y50; N40 G03X-10I-5; N50 G01Y-50; N60 G03X5Y-5R5; N70 M99;
N30 G90G01X60;
点7
N40 G00Y16;
点8
N50 G01X26Y38;
点9
ቤተ መጻሕፍቲ ባይዱ
N60 G00X-26;
点10
N70 G01X-60Y16;
点11
N80 G00G40X-70Y-40;
点0,取消刀补,与起点重合
N90 M99;
子程序结束
4、分层子程序
子程序平移、分层铣削
XY平面子程序加一个“头—桥梁”“G91Z-5;”组成分层子程序, Z方向下降一个深度5(层厚度)后,加工一层X-Y平面多余材料。
拟定刀具在点1 2点 3点 4点 5点 6点 2点 子程序结束
3、XY平面子程序
在加工 平面内 要强迫 起点和 终点重 合。
循环代码篇5调用子程序车削梯形螺纹
③半精车梯形螺纹的子程序
半精车梯形螺纹,X轴方向增量进刀0.15mm(直径值),调用 了8次该子程序,直径减小0.15×8=1.2mm;该子程序为O00பைடு நூலகம்4。
O0004 G00 U-0.15; M98 P0006; M99;
④精车梯形螺纹的子程序
任务五 《调用子程序车削梯形螺纹》
任务目标: 1、运用“调用子程序的方法”编程实现左右进刀、 分层切削法车削梯形螺纹。 2、积存调用子程序编程车削梯形螺纹的体会。
数控车削任务:
数控车削图所示的零件,其中梯形螺纹为Tr36×6, 毛坯为Ф40mm×105mm的45钢。
一、分析零件图
1、此图零件尺寸精度:所有尺寸均为自由公差。未注倒角
C2。形位精度:没有要求。无其它技术要求。 2、梯形螺纹的运算式及其参数值
运算:公制梯形螺纹Tr36×6的基本要素尺寸
二、安排加工步骤(参考)
1、车削图示工件右端:
①装夹毛坯,毛坯伸出部分长度略大于30mm,车端面。 ②用G90代码编程,粗车Ф20轴段。 ③用G01代码编程,精车Ф20轴段,倒角C2。 2、装夹毛坯外圆,车端面,保证总长100mm,钻中心孔。 3、车削图示工件左端:
夹具: 三爪卡盘、顶尖。
4、挑选车削用量
(1)背吃刀量 ap
车削外圆:粗车背吃刀量1mm。粗车最后一刀,留精车余量 0.6mm(直径)。车削螺纹:粗车背吃刀量0.5、0.3;半精车 背吃刀量0.15;精车0.05。
(2)切削速度 vc
转变为转速 n ,车削外圆暂定为800~1200r/min。车削梯形螺
2、子程序
①粗车梯形螺纹的子程序 粗车梯形螺纹,X轴方向增量进刀0.5mm(直径值),调用了6 次该子程序,直径减小0.5×6=3mm;该子程序为O0002。
FX5U PLC的应用指令及应用
Page: 37
五、结构化指令
• FOR~NEXT指令
示例
X0=1,执行 CJ指令
Date: 2023/8/25
Page: 38
五、结构化指令
• 指令应用示例
控制 要求
用X0、X1控制Y0输出,当X1X0=00时,Y0为 OFF ; 当 X1X0=01 时 , Y0 以 1.2s 周 期 闪 烁 ; 当 X1X0=10时,Y0以3s的周期闪烁;当X1X0=11时, Y0为ON。
• 编程练习
[任务实施]
Date: 2023/8/25
Page: 21
四、程序流程控制指令
• 程序分支指令
该类指令用于用于执行同一程序文件内指定的指针
指令 属性
编号的程序,可以缩短周期扫描时间。CJ是连续执 行指令、CJP是脉冲执行指令,(P)是跳转目标的指 针编号;CJ(P)跳转的目标是指针(P)编号所指定的
指令 说明
Date: 2023/8/25
Page: 28
四、程序流程控制指令
• 程序执行控制指令
指令 应用
Date: 2023/8/25
程序执行控制指令
指令 应用
Date: 2023/8/25
Page: 30
四、程序流程控制指令
• 程序执行控制指令
指令 应用
Date: 2023/8/25
Page: 35
五、结构化指令
• FOR~NEXT指令
✓ FOR-NEXT指令的重复次数(n)可在1-32767的范围内指
指
定 ; 如 果 指 定 为 (-32768-0) 的 情 况 下 , 将 视 为 与
令
(n)=1相同的处理。
说 ✓ 当不希望执行FOR-NEXT指令之间的处理时,可采用CJ
机器人技术及应用课件项目5 三菱RV-3SD工业机器人

机器人技术及应用 • 2.工业机器人的控制方式
• 工业机器人的控制方式包含示教再现控制和位置控制两种。 • 示教再现控制:给出启动命令后,系统从存储单元中读出信 息并送到控制装置,控制装置发出控制信号,由驱动机构控制机 械手在一定精度范围内按照存储单元中的内容完成各种动作。 • 位置控制:工业机器人的位置控制方式包含点位控制和连续 路径控制两种。点位控制方式只控制机器人运动的起点和终点位 置,而不关心这两点之间的运动轨迹。连续路径控制方式不仅要 求机器人以一定的精度达到目标点,而且对移动轨迹也有一定精 度要求,例如机器人喷漆、弧焊等操作。连续路径控制方式的实 现是以点位控制为基础的,在每两个点之间进行满足精度要求的 轨迹插补运算即可实现轨迹的连续化。
机器人技术及应用
• 7)功能键(FUNCTION):进行各菜单中的功能切换。可执行 的功能显示在画面下方。 • 8)伺服ON键(SERVO):在握住有效开关的状态下按压此键 ,将进行机器人的伺服电源供给。 • 9)监视键(MONITOR):变为监视模式,显示监视菜单。如 果再次按压,将返回至前一个画面。 • 10)执行键(EXE):确定输入操作。 • 11)出错复位按钮(RESET):对发生中的错误进行解除。 • 12)有效开关:示教单元有效时,使机器人动作的情况下,在 握住此开关的状态下,操作将有效(采用三位置开关)
机器人技术及应用
• 2. 显示示教器菜单及窗口 • 将示教单元的有效/无效开关置于有效。按压任意按 键,显示菜单画面(如图5-9)。菜单有5种类型:管 理-编辑、运行、参数、原点-制动、设置-初始化。
项目五螺纹加工任务四G76内螺纹
数控一体化授课教案授课课题:项目5、螺纹加工G76目的要求:1、掌握螺纹加工指令G92的使用范围及编程技能技巧。
2、掌握内/外圆柱、圆锥的粗、精加工程序设计思想。
3、能合理选择数控车削加工的切削用量。
4、培养学生独立操作能力。
操作要领:4、掌握螺纹程序校验的方法和步骤。
注意事项:(1)装螺纹刀时,刀尖必须与工件轴线等高,刀两侧刃角平分线与工件轴线垂直。
(2)螺纹切削时必须采用专用的螺纹刀具,螺纹车刀角度的选取决定螺纹牙型。
使用工具、材料、设备:GSK980数控车床教研室主任审阅签名:教务处复查签名:教学系检签名:板书:重点:难点:A、组织教学1)考勤、检查学生出勤情况2)检查工装学生工帽穿戴情况精神状态3)宣布授课内容及有关要求B、入门指导巩固复习上节课所讲内容并进行提问,引入新课。
课题螺纹加工G76在普通车床上经常加工带螺纹的轴套类零件,但需要熟练的手工操作技能,在数控上通过一个简单的指令就可以完成加工螺纹时所有的动作,如果能合理选用指令中各参数值,同样可以到达螺纹的加工要求。
一、的目的和要求:1、掌握螺纹加工指令G76的使用范围及编程技能技巧。
2、掌握内/外圆柱、圆锥的粗、精加工程序设计思想。
3、能合理选择数控车削加工的切削用量。
4、掌握螺纹程序校验的方法和步骤。
5、培养学生独立操作能力。
6、熟练运用仿真软件的模拟加工。
二、器具及材料的准备一、数控车床(系统:FANUC 0i)。
二、游标卡尺、千分尺、扳手、铁屑刷、垫片、螺纹环规等。
三、60°外螺纹刀、切槽刀。
四、宇龙(宇航)仿真软件(系统:FANUC 0i)。
三、基础知识七、多重螺纹切削循环G76指令格式:G76 P(m)(r)(a) Q(△dmin) R(d);G76 X(U) Z(W) R(i) P(k) Q(△d) F(I);指令功能:通过多次螺纹粗车、螺纹精车完成规定牙高(总切深)的螺纹加工,如果定义的螺纹角度不为0°,螺纹粗车的切入点由螺纹牙顶逐步移至螺纹牙底,使得相邻两牙螺纹的夹角为规定的螺纹角度。
公路勘测技术教学 考核方案
《公路勘测设计》考核方案课程名称:公路勘测技术适用专业:道路桥梁工程技术专业开设学期:第二学年第1学期学分:51.课程性质《公路勘测技术》课程是围绕公路建设领域中公路的勘测与设计工作任务开设的课程,是道路桥梁工程技术及其专业群开设的一门主要核心课程,课程以两个紧密联系的工作任务,即:路线勘测与路线设计为中心,来组织相关知识与技能的学习,是一门以培养学生的实际工作能力为目标的项目化课程。
课程从职业能力的培养出发,主要功能是培养公路路线勘测、路线设计的职业能力,学生学完课程后,能够掌握公路路线外业勘测、路线的平、纵、横勘测设计的相关知识和技能。
此外,还能胜任工地现场测量及施工放样工作。
2.考核目的建立以综合职业能力考核为主线的开放式、全过程的课程考核体系,具体考核到每一教学工作任务,更好地调动学生自主学习本门课程的学习积极性,全面掌握学生对该门课程的学习动态,总结和发现教师与学生在教与学两个环节中的经验和问题,指导教师和学生更好地完成学习任务。
依据课程建设标准,制定考核方案。
3.考核原则(1)体现高职高专业“做、学、教”结合的原则,提高学生学习的主观能动性和积极性。
(2)考核过程中要坚持体现学生的能力,以能力强弱来衡量学生成绩的高低。
(3)用形成性考核和终结性考核相结合的成绩评定方式,突出过程性考核和能力考核。
(4)针对本课程的培养目标,注重学生的工作态度评价。
4.考核方案(1)考核范围《公路勘测设计》考核范围:以道路桥梁工程技术专业《公路勘测设计》课程标准中规定的工作任务下的教学内容(详见授课计划)进行考核。
(2)考核目标层次本考核方案以学习情境为序,考核目标按教学单元分为综合运用(A)、操作(B)、掌握(C)、理解(D)四个层次进行。
综合运用(A):综合运用所学的《公路勘测设计》基础知识去分析和解决公路勘测过程中出现的较为复杂的问题。
要求学生在对基础知识和基本技能掌握的基础上,有较强的综合运用知识的能力。
KUKA机器人-5-子程序和函数
2.参数传递的方式 1)可通过两种方法将参数传递给子程序。
① 作为 IN 参数 ② 作为 OUT 参数 2)既可将参数传给局部的子程序,也可传给 全局子程序。 3)作为 IN 参数的参数传递(Call by value): ① 变量值在主程序中保持不变,即变量以 主程序原来的值继续工作 ② 子程序只能读取变量值,但不能写入 4)作为 OUT 参数的参数传递(Call by reference): ① 变量值会在主程序中同时更改,即变量 应用子程序的值 ②子程序读取并更改该值,然后返回新的值
; 此为局部子程序 2
...
END
______________________________________
DEF LOCAL_PROG3( )
; 此为局部子程序 3
...
END
3
5.1 用局部子程序工作
2.用局部子程序工作时的关联
1)运行完毕局部子程序后,跳回到调出子程序后面的第一个指令。
DEF MY_PROG( ) ; 此为主程序 LOCAL_PROG1( ) ... END _______________________________________ DEF LOCAL_PROG1( )... LOCAL_PROG2( ) ... END _______________________________________ DEF LOCAL_PROG2( ) ... END
6)将参速传递给全局子程序。
DEF MY_PROG( ) DECL REAL r, s ... CALC_1(r) ... CALC_2(s) ... END
DEF CALC_1(num1:IN) ; 值 "r" 仅为只读传递至 num1 DECL REAL num1 ... END
应用镜像指令的零件加工项目五

知识链接
镜像指令( G50.1、G51.1) 指令格式:G51.1 IP___;设置可编程镜像
…… 镜像前原始图形的程序段
…… G50.1 IP___;取消可编程镜像 指令应用:用编程的镜像指令可实现坐标轴的对称加工 (见图5-3)。
知识链接
指令说明:
(1)平面选择G代码(G17、G18或G19)。在可编程镜像指令G 代码( G51.1)的程序段之前指定平面选择代码(G17、G18或 G19)。平面选择代码不能在可编程镜像方式中指定。
(2)设置镜像。如果指定可编程镜像功能,同时又用CNC外 部开关或CNC的设置生成镜像时,则可编程镜像功能首先执 行。
知识链接
(3)在指定平面对某个轴镜像时,使下列指令发生变化。
ቤተ መጻሕፍቲ ባይዱ指令
说明
圆弧指令:
G02和G03被互换
刀具半径补偿:
G41和G42被互换
坐标旋转:
CW和CCW(旋转方向)被互换
知识链接
课后练习 结合我们前面学习的镜像指令的应用,
来完成下图的加工。
任务目标 任务引入
知识链接
任务实施
课后练习
任务目标
知识目标
1.掌握G51.1、 G50.1指令的编程 格式; 2.熟练运用镜像指 令进行简化编程加 工。
技能目标
1.学会镜像指令的运用技 巧; 2.能根据已编程独立进行 机床加工。
任务引入
前面已经学 习了数控铣床 的一些基本编 程方法,接下 来我们学习一 下一些能够简 化编程的一些 方法。
留余量0.4
60
精铣四个凸台轮廓,
至图样尺寸
50
背吃刀量 5
主轴转速 700 800
(6)设定工件坐标系。根据图样特点,确定工件原点为坯料 上表面的中心,并通过对刀设定原点偏执G54。
C语言程序设计案例教程项目五 使用函数调用各功能模块
任务
使用函数统计课程分数信息
sum_ave(count,course); output();
}
编译、连接、和运行程序。程序运行后,屏幕显示:
请输入课程的门数:3 请输入学生总人数:10 请输入每个学生的课程成绩:60 70 80 90 100 90 80 70 60 100 60 70 80 70 80 70 60 70 60 80 60 70 70 80 100 80 70
任务
使用函数统计课程分数信息
70 60 90 第1门课程学生成绩的总分是780.000000分 第2门课程学生成绩的总分是720.000000分 第3门课程学生成绩的总分是750.000000分
平均分是78.000000分 平均分是72.000000分 平均分是75.000000分
2)相关知识
要完成上面的任务,小王必须要熟练掌握函数的定义和调用方法,理解变量
其它高级语言的子程序。 C语言不仅提供了极为丰富的库函
数(如Turbo C,MS C 都提供了三百多个库函数),还允许 用户建立自己定义的函数。用户可把自己的算法编成一个个相
对独立的函数模块,然后用调用的方法来使用函数。
5.1 函数应用实例
—5.1.2 函数的基本概念
可以说C程序的全部工作都是由各式各样的函数完成的, 所以也把C语言称为函数式语言。 由于采用了函数模块式的 结构, C语言易于实现结构化程序设计。使程序的层次结构 清晰,便于程序的编写、阅读、调试。
项目五
使用函数调用各功能模块
教学目的:
通过本章的学习,要求能熟练掌握函数的定义和调用
方法,掌握函数的嵌套调用和递归调用,理解变量的作用
项目5 型腔加工PPT课件

任务二 封闭型腔1加工
一、封闭型腔铣削工艺知识准备
封闭型腔的结构如图所示,其轮廓曲线首尾相连, 形成一个闭合的凹轮廓。与开放型腔相比,由于封闭型 腔轮廓是闭合的,粗铣时切屑难以排出,散热条件差, 故要求刀具应有较好的红硬性能,机床应有足够的功率 及良好的冷却系统。同时,加工工艺的合理与否也直接 影响型腔的加工质量,以下将介绍封闭型腔铣削工艺方 法及常用刀具。
任务一 开放型腔加工
任务实施
一、任务内容 毛坯是尺寸为90 mm×90 mm×20 mm长方体,在上表面铣削如 图所示,深度8mm的图形。
任务一 开放型腔加工
任务实施
二、教学准备
平口钳、T
63
mm
6 mm立铣刀、5~30 mm内侧千分尺、90×90×20的长方
体,材料45钢。
三、工艺分析
1.零件图与毛坯分析
任务实施
任务一 开放型腔加工
任务实施
任务一 开放型腔加工
任务实施
任务一 开放型腔加工
任务实施
五、任务步骤 1. 开放型腔加工 Step1:粗铣所有轮廓。 Step2:测量尺寸并修改刀具半径补偿值。 Step3:精铣所有轮廓。 2. 精度检验 在零件内尺寸测量时,我们常用的测量工具为内侧千分尺。 (1)内侧千分尺的结构 内侧千分尺的结构由固定测量爪、活动测量爪、测微螺杆、固定套管、微分筒、 测力装置、锁紧装置等组成。固定套管上有一条水平线,这条线上、下各有一列间 距为1 mm的刻度线,上面的刻度线恰好在下面二相邻刻度线中间。微分筒上的刻 度线是将圆周分为50个等分的水平线,它是旋转运动的,如图所示。
任务二 封闭型腔1加工
一、封闭型腔铣削工艺知识准备
任务二 封闭型腔1加工
数控铣工教案——项目五平面加工(中职教育).docx
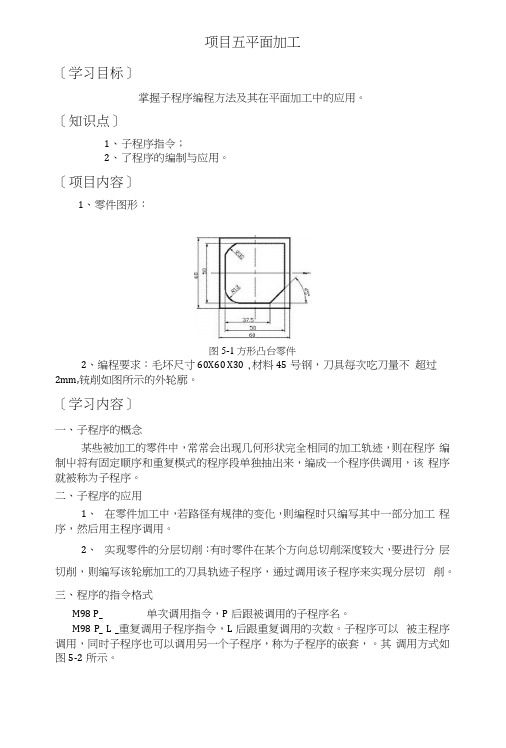
项目五平面加工[学习目标]掌握子程序编程方法及其在平面加工中的应用。
[知识点]1、子程序指令;2、了程序的编制与应用。
[项目内容]1、零件图形:图5-1方形凸台零件2、编程要求:毛坏尺寸60X60 X30 ,材料45号钢,刀具每次吃刀量不超过2mm,铳削如图所示的外轮廓。
[学习内容]一、子程序的概念某些被加工的零件中,常常会出现几何形状完全相同的加工轨迹,则在程序编制屮将有固定顺序和重复模式的程序段单独抽出来,编成一个程序供调用,该程序就被称为子程序。
二、子程序的应用1、在零件加工中,若路径有规律的变化,则编程时只编写其中一部分加工程序,然后用主程序调用。
2、实现零件的分层切削:有时零件在某个方向总切削深度较大,要进行分层切削,则编写该轮廓加工的刀具轨迹子程序,通过调用该子程序来实现分层切削。
三、程序的指令格式M98 P_ 单次调用指令,P后跟被调用的子程序名。
M98 P_ L _重复调用子程序指令,L后跟重复调用的次数。
子程序可以被主程序调用,同时子程序也可以调用另一个子程序,称为子程序的嵌套,。
其调用方式如图5-2所示。
四、程序结构异同相同:都是完整的程序,包括程序号、程序段、程序结束指令。
不同:程序结束指令不同:主程序用M02或M30指令;子程序用M99指令。
五、-子程序结构应用关钥1、 找出重复程序段规律,确定子程序。
2、 将耍变化的部分写在主程序,不变的部分作子程序。
3、 主一子程序接口:保证主程序调用和子程序返回正确的接口。
如:从某点进入了程序,返冋时也固定在该点。
例1:铳削一工件上表面(120mmX80mm),切削深度为1mm,刀具①12。
00001N10G80 G90 G17 G40; N20 G43 GOO Z50. H01;N30 M03 S800;N40 G54 GOO X0 Y0;N50X-70. Y-50.; N60 Z10;N70 G01 Z-l. F200; N80 M98 P0002 L7;N90 G90 GOO Z200.;N100 X0 Y0;N110 M05;N120 M02;00002G91 G01 Y6. F200;120图5 3矩形平面零件 图5-4走刀路线图X140.;Y6.;X-140.;M99例2:铳削图5-5的工件外轮廓,深度方向分层铳削,每次吃刀量为2mm, 编写外形轮廓加工程序。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
任务一
子程序的格式和应用
2. 从子程序返回 RET/M17/M02
(1)指令格式
RET M17 M02 (2)指令功能
(子程序中)当前程序段的其它指令执行完成后,返 回主程序中由P指定的程序段继续执行。
化学工业出版社
任务一
化学工业出版社
任务一
子程序的格式和应用
③在加工较复杂的零件时,往往包含许多独立的 工序,有时工序之间需要作适当的调整,为了优化加 工程序,把每一个独立的工序编成一个子程序,这样 形成了模块式的程序结构,便于对加工顺序的调整, 主程序中只有换刀和调用子程序等指令。
化学工业出版社
化学工业出版社
任务一
子程序的格式和应用
2. 子程序结束指令
(1)指令格式 M99 (2)指令功能 子程序运行结束,返回主程序 (3)指令说明 ①执行到子程序结束M99指令后,返回至主程序 ,继续执行M98 P××××程序段下面的主程序; ②若子程序结束指令用M99 P___格式时,表 示执行完子程序后,返回到主程序中由P___指定的 程序段; ③若在主程序中插入M99程序段,则执行完该 指令后返回到主程序的起点。
化学工业出版社
任务一
2.子程序的嵌套
子程序的格式和应用
为了进一步简化程序,可以让子程序调用另一个子程序 ,这种程序的结构称为子程序嵌套。在编程中使用较多的 是二重嵌套,其程序的执行情况如图5-1所示。
图5-1 程序的嵌套
化学工业出版社
任务一 3.子程序的应用
任务二
一、加工图纸
子程序综合加工实例
本任务以图5-4为子程序综合应用为例,巩固前面 所学习的任务,工件毛坯为经过预先铣削加工过的规则 合金铝块,尺寸为80mm×80mm×30mm。
化学工业出版社
任务二
子程序综合加工实例
二、零件工艺分析
本实例为典型外形铣削零件的加工,毛坯形状比较 规则,因此其装夹、定位方便。加工顺序安排的原则是 基面先行、先面后孔、先粗后精、先主后次等。刀具的 选择通常要考虑机床的加工能力、工序内容和工件材料 等因素。切削用量选择的原则是,粗加工时,一般以提 高生产率为主,但也考虑经济性,通常选择较大的背吃 刀量和进给量,采用较低的切削速度。
子程序的格式和应用
① 零件上若干处具有相同的轮廓形状 在这种情况下 ,只要编写一个加工该轮廓形状的子程序,然后用主程 序多次调用该子程序的方法完成对工件的加工。
②加工中反复出现具有相同轨迹的走刀路线 如果相同 轨迹的走刀路线出现在某个加工区域或在这个区域的各 个层面上,采用子程序编写加工程序比较方便,在程序 中常用增量值确定切入深度。
化学工业出版社
任务二
(1)零件图分析
子程序综合加工实例
该零件主要是由四边形的外形轮廓和凹槽以及孔系组 成。四边形的外形轮廓和凹槽采用粗铣到精铣的加工方 法,孔系加工要求不高,故直接采用钻孔方法。 (2)确定装夹方案 本例中毛坯较为规则,采用平口钳装夹即可。
化学工业出版社
化学工业出版社
任务二
子程序综合加工实例
(5)切削用量的选择
该零件材料为硬铝,轮廓粗加工余量为0.2mm,粗加工完 成后测量工件,得到实际余量后修改刀补值,加工出合格的 尺寸。 (6)编程说明 手工编程时应根据加工工艺编制加工的主程序,外形轮廓 与凹槽轮廓粗加工不能一刀成形,需分层铣削,采用子程序 编程达到分层铣削目的,每层切削深度1mm。
化学工业出版社
任务二
子程序综合加工实例
二、零件工艺分析
半精加工和精加工时,应在保证加工质量的前提 下,兼顾切削效率、经济性和加工成本,通常选择较 小的背吃刀量和进给量,较大的主轴转速。数控编程 有手工编程和自动编程两种。对于几何形状不太复杂 的零件,编程计算简单,程序量不大,可采用手工编 程。本例采用手工编程,根据零件的形状特点,采用 子程序可以简化编程。
子程序的格式和应用
(3)子程序结构 一个子程序应该具有如下格式: BB; 子程序号(必须与主程序的调用号一致) …………; …………; …………; 子程序内容 …………; M17; 返回主程序(M17是必不可少的,否则将 无法 返回主程序)
化学工业出版社
任务一
(4)注意事项
化学工业出版社
任务一
子程序的格式和应用
三、SIEMENS 802D系统子程序功能指令的格式
1. 子程序调用 L
(1)指令格式 L×××× P×××× (2)指令功能 在自动方式下,执行L指令时,当前程 序段的其它指令执行完成后,CNC 去调用执行L指定的子 程序。 (3)说明 在地址L后面所跟文字或数字用于调用子程序的程序号,P 后面所跟数字用于指定调用的重复次数。
化学工业出版社
任务一
子程序的格式和应用
④若在主程序中插入/M99程序段,当程序跳步选择开 关为“OFF”时,则返回到主程序的起点;当程序跳步选 择开关为“ON”时,则跳过/M99程序段,执行其下面的 程序段; ⑤若在主程序中插入/M99 P___程序段,当程序 跳步选择开关为“OFF”时,则返回到主程序中由P___ 指定的程序段;当程序跳步选择开关为 “ON”时,则跳 过该程序段,执行其下面的程序段。
化学工业出版社
化学工业出版社
Thank you
任务二
(3)确定加工顺序
子程序综合加工实例
按照先面后孔、先粗后精的原则确定加工顺序,即加工 80mm×80mm×28mm的上表面→加工 60mm×60mm×10mm的四边形→加工中间8mm深的凹槽→ 精修60mm×60mm×10mm的四边形、中间8mm深的凹槽→ 钻4个Ø10mm的孔。 (4)刀具的选择 本例可选择以下4种刀具进行加工:1号刀为Ø20mm飞刀, 用于上表面加工;2号刀具采用Ø10mm四刃立铣刀,用于外 形轮廓和凹槽的加工;3号刀为Ø10mm中心钻,用于打定位 孔;4号刀为Ø10mm钻头,用于钻4个孔。
任务一
子程序的格式和应用
二、 FANUC 0i-MA系统子程序功能指令的格式
1. 调用子程序指令
(1)指令格式 M98 (2)指令格式 M98 P×××× L (3)指令功能 调用子程序 (4)指令说明 P__为要调用的子程序号。××××为子 程序名称,L为重复调用子程序的次数,若只调用一次子 程序可省略不写,系统允许重复调用次数为1~9999次 。
化学工业出版社
数控铣床/加工中心 编程与实训
项目五
子程序的应用
曾海波、宋爱华、张炼兵、 张振、林金盛
项目五
子
任务二
子程序的加工实例
化学工业出版社
任务一
一、子程序知识
子程序的格式和应用
1.子程序的概念
在一个加工程序中,如果其中有些加工内容完全 相同或相似,为了简化程序,可以把这些重复的程序 段单独列出,并按一定的格式编写成子程序。主程序 在执行过程中如果需要某一子程序,通过调用指令来 调用该子程序,子程序执行完后又返回到主程序,继 续执行后面的程序段。
子程序的格式和应用
①在使用子程序编程时,应注意主、子 程序使用不同的编程方式。一般主程序中 使用G90指令,而子程序使用G91指令, 避免刀具在同一位置加工。
②在半径补偿模式中的程序不能被分支 。刀具半径补偿模式在主程序及子程序中 被分支执行,当采用这种形式编程时,系 统将出现程序出错报警。
化学工业出版社